
Study on Mechanical and Electrical Properties of High Content CNTs/Cu Composites

 ,
,  and
and
Abstract
1. Introduction
2. Experimental Investigation
2.1. Preparation of CNTs/Cu Composites
2.2. Material Characterization
3. Results and Discussion
3.1. The Mode of Sintering
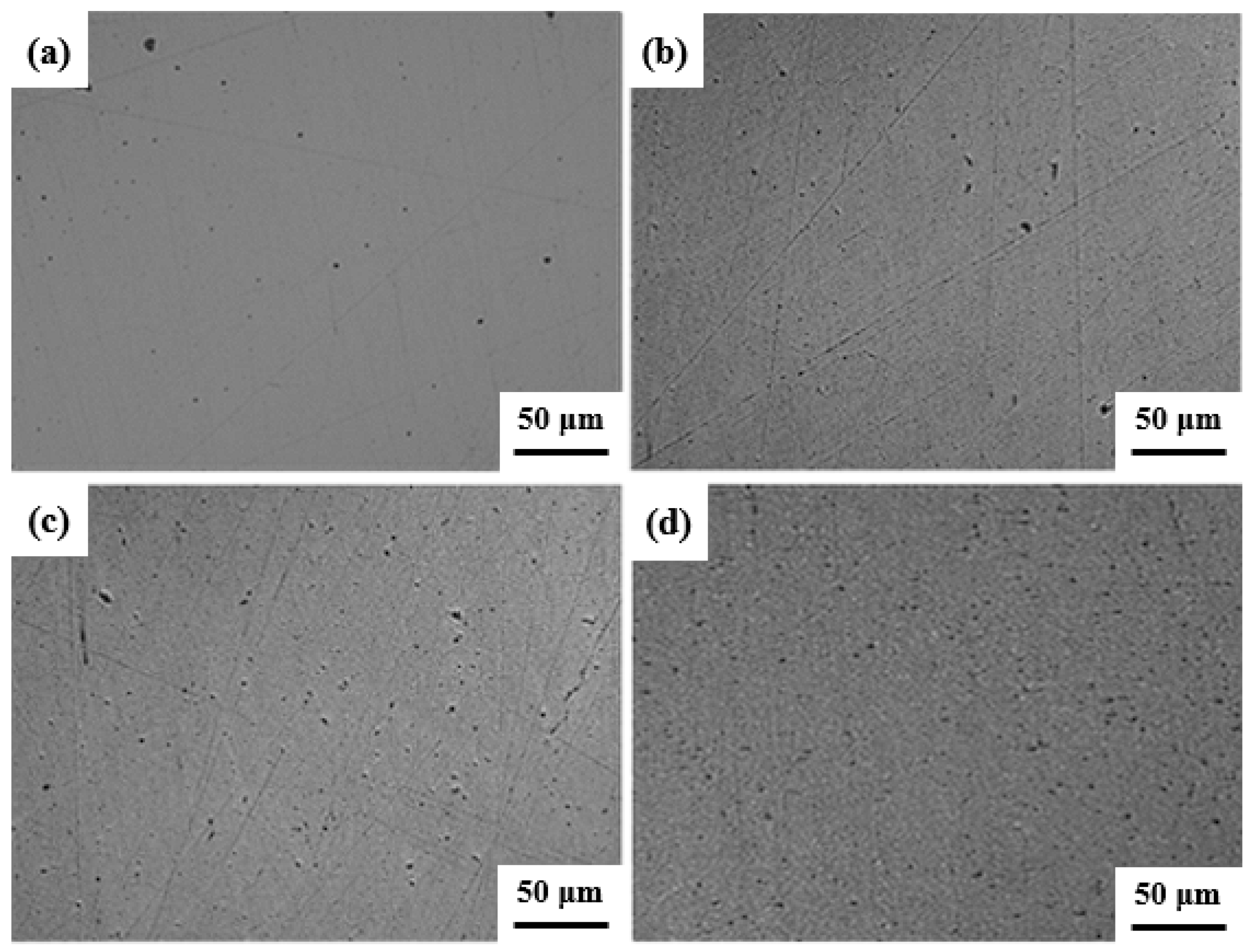
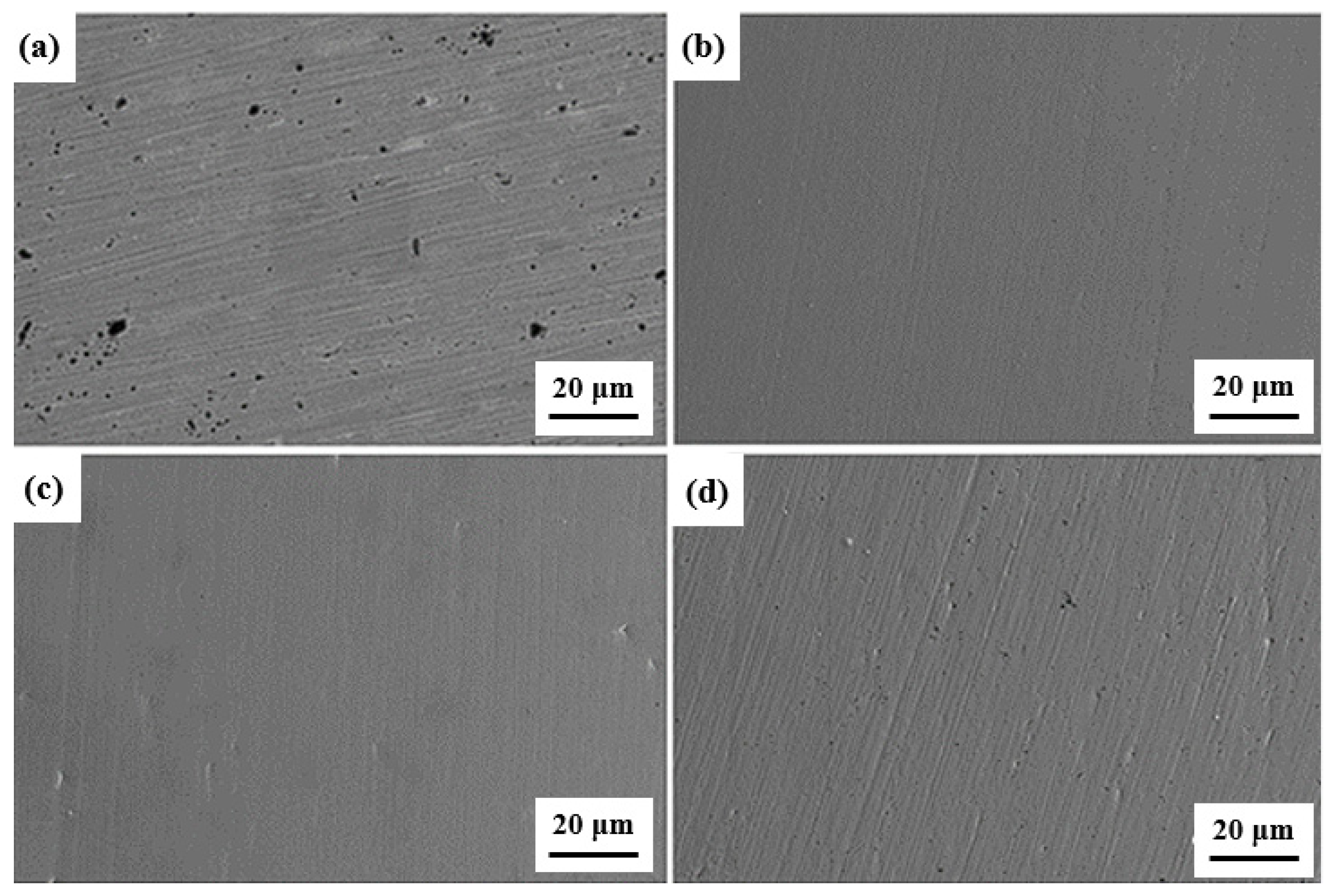
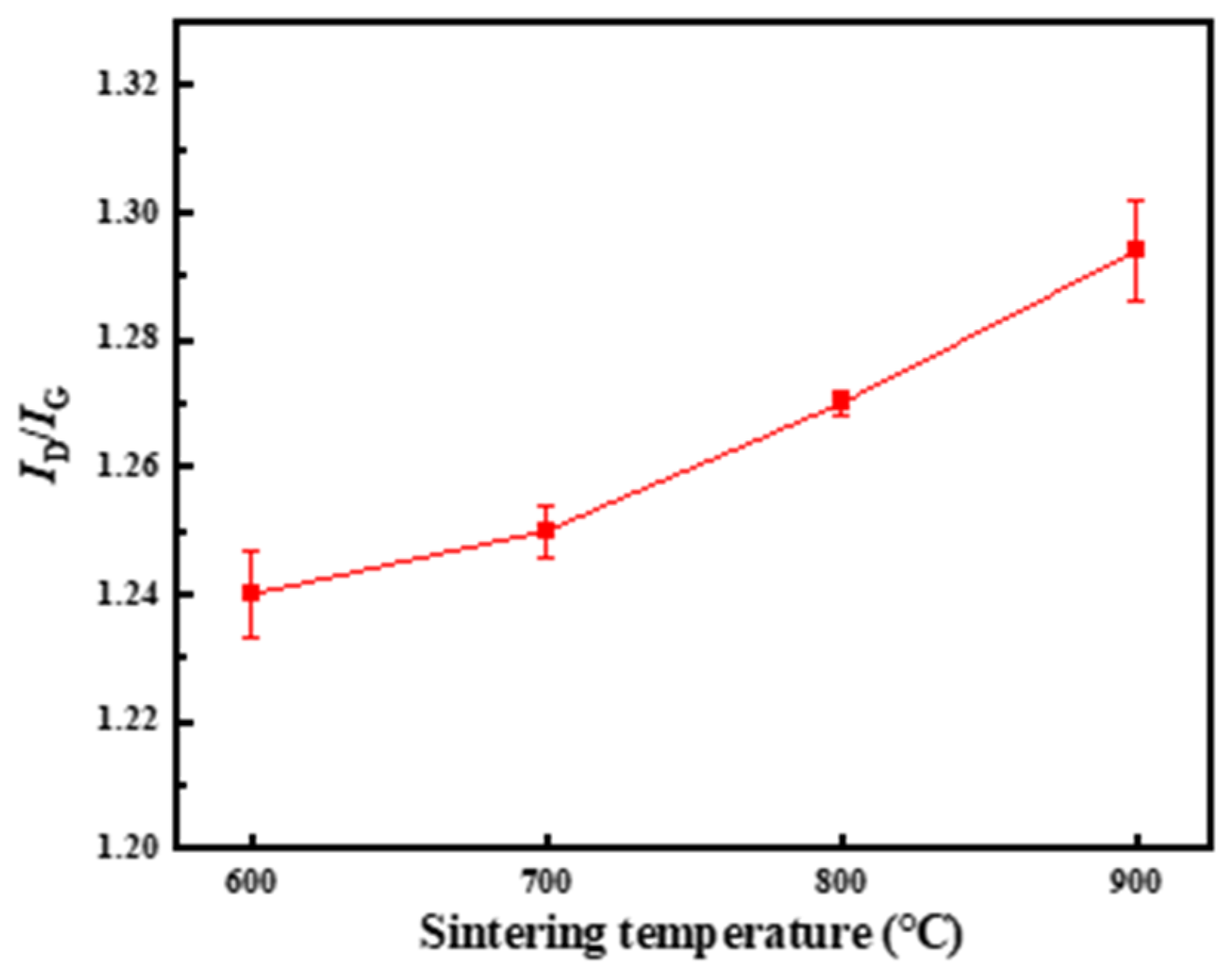
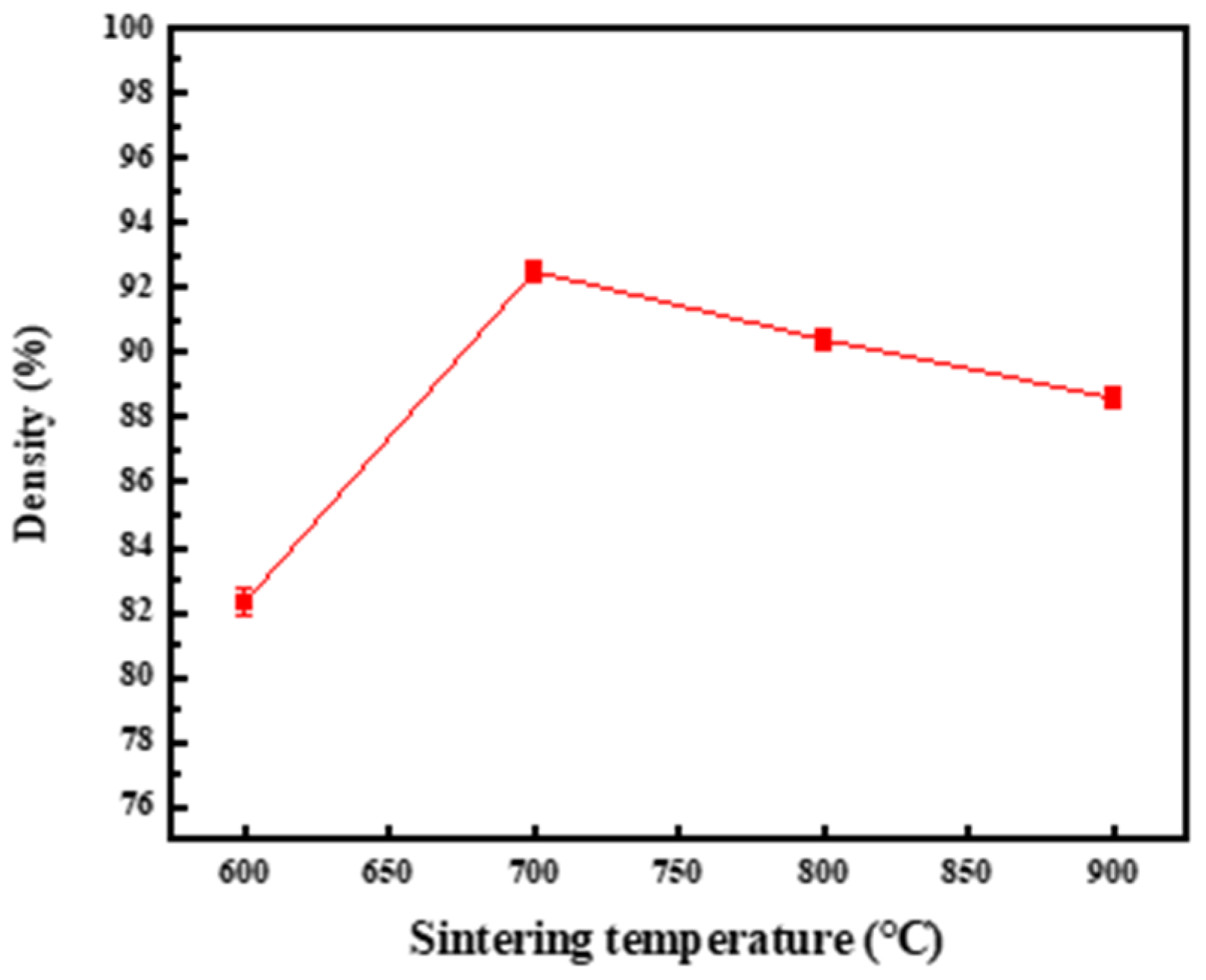
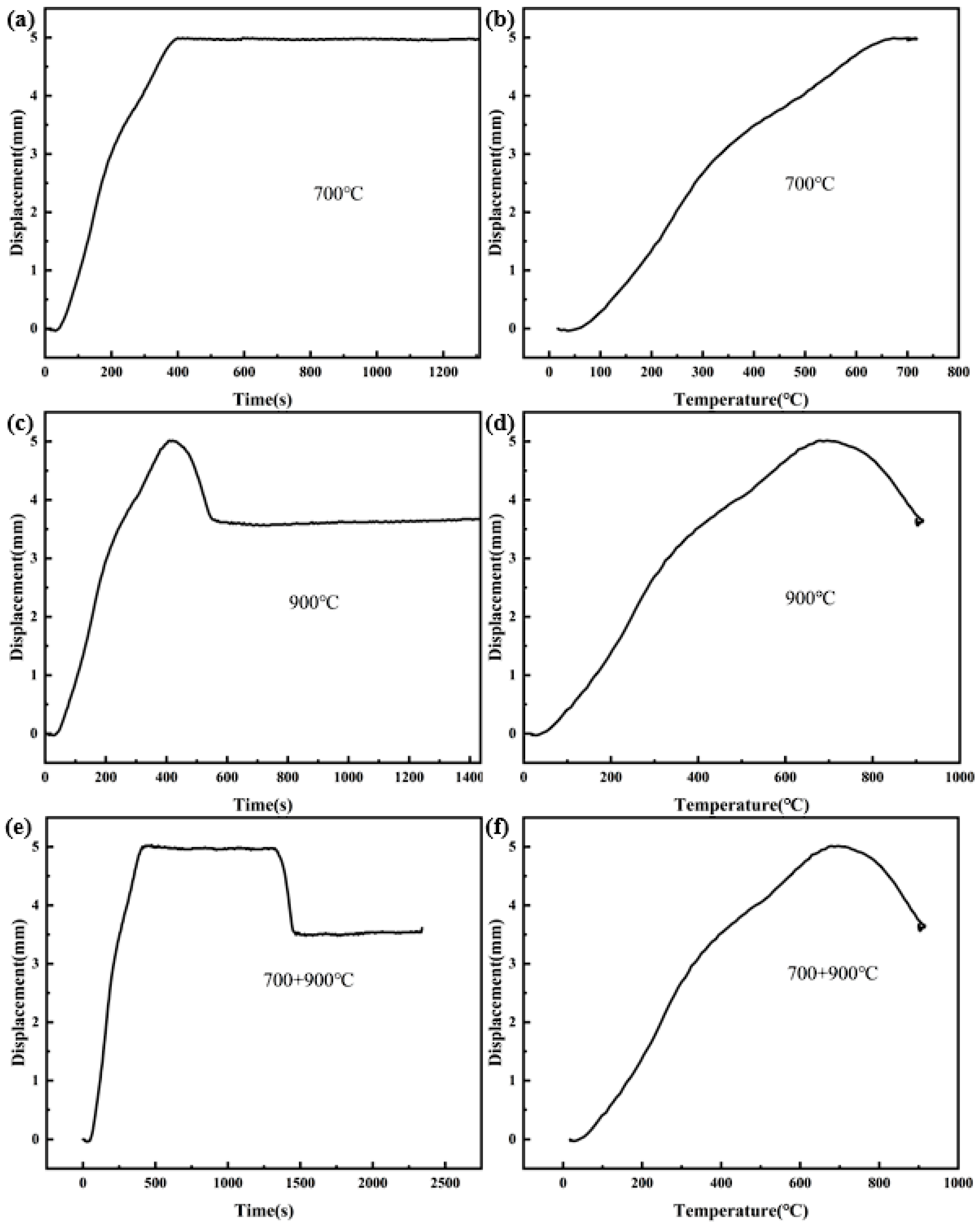
3.2. Sintering Temperature
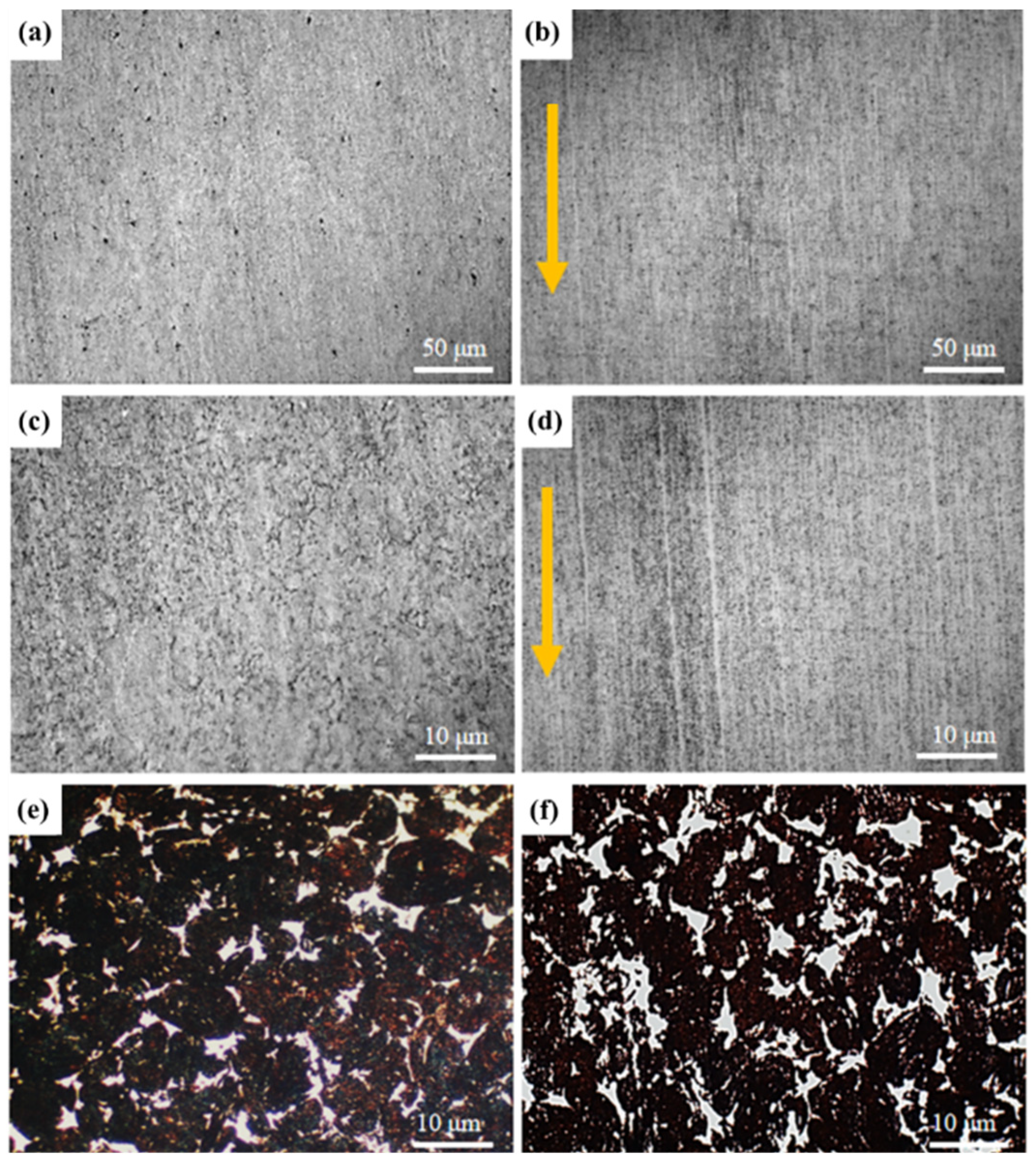
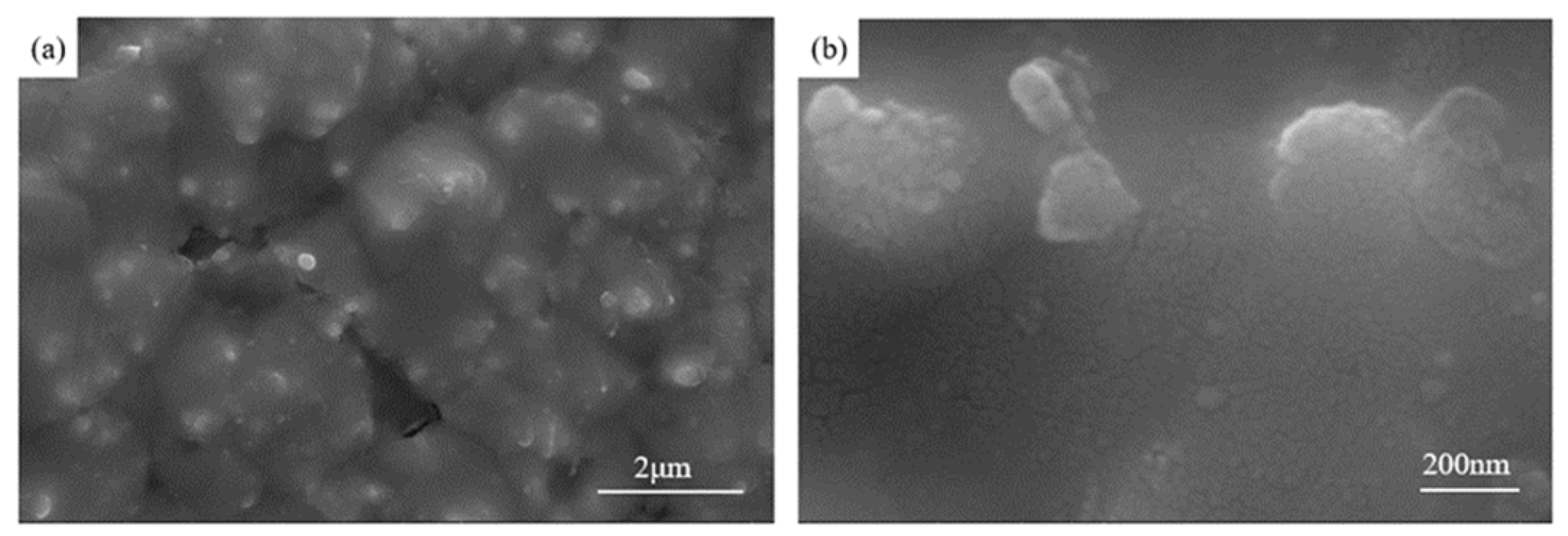
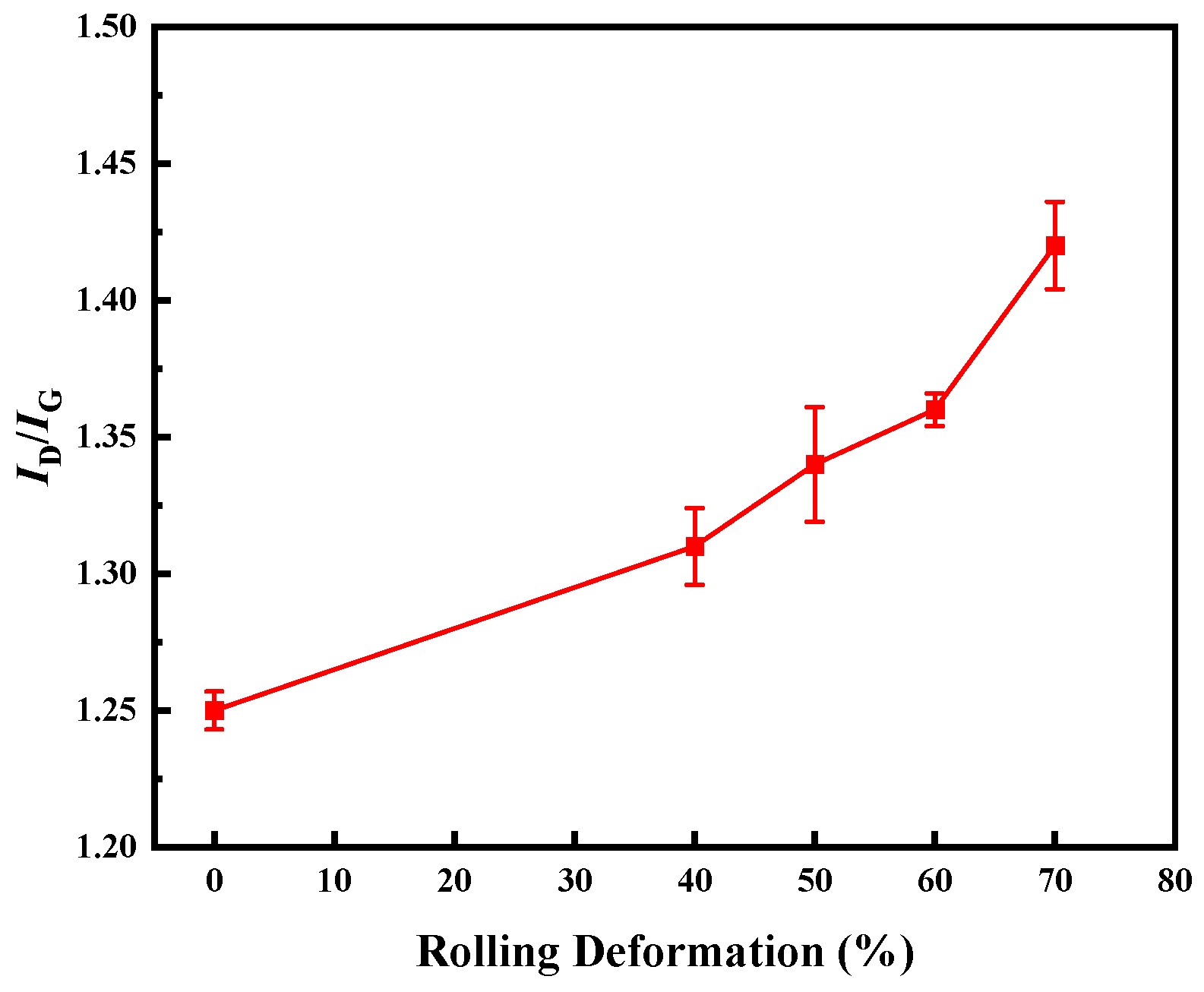
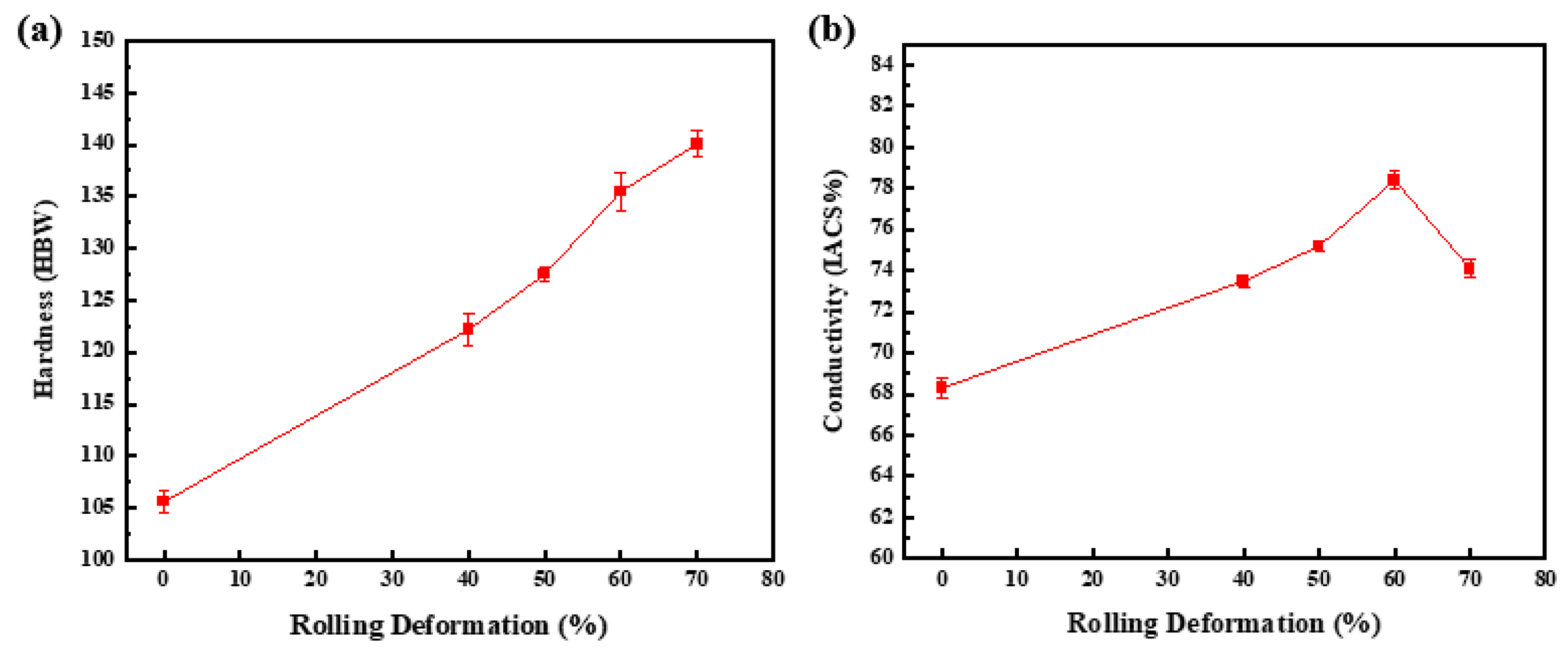
3.3. Directional Rolling
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wei, C.; Ye, N.; Xia, W.; Jie, M.; Yao, J.; Tang, J. An electroless deposition strategy for preparing ultrathin CNTs/Cu composite foils with excellent mechanical properties. Diam. Relat. Mater. 2022, 121, 108785. [Google Scholar] [CrossRef]
- Feng, J.; Tao, J.; Liu, Y.; Bao, R.; Li, F.; Fang, D.; Li, C.; Yi, J. Optimization of the mechanical properties of CNTs/Cu composite by regulating the size of interfacial TiC. Ceram. Int. 2022, 48, 26716–26724. [Google Scholar] [CrossRef]
- Zeng, Y.; Zhang, X.; Qin, R.; Liu, X.; Fang, P.; Zheng, D.; Tong, Y.; Lu, X. Dendrite-Free Zinc Deposition Induced by Multifunctional CNT Frameworks for Stable Flexible Zn-Ion Batteries. Adv. Mater. 2019, 31, 1903675. [Google Scholar] [CrossRef]
- Durairaj, R.; Varatharajan, T.; Srinivasan, S.K.; Gurupatham, B.G.A.; Roy, K. An Experimental Study on Electrical Properties of Self-Sensing Mortar. J. Compos. Sci. 2022, 6, 208. [Google Scholar] [CrossRef]
- Kim, K.T.; Cha, S.I.; Hong, S.H. Hardness and wear resistance of carbon nanotube reinforced Cu matrix nanocomposites. Mater. Sci. Eng. A 2007, 449–451, 46–50. [Google Scholar] [CrossRef]
- Wang, G.; Sun, C.; Cai, Y.; Ma, Y.; Syed, J.A.; Wang, H.; Cao, Z.; Meng, X. Improvement of interface and electrical properties in carbon nanotube/nanocrystalline copper composite films. Mater. Chem. Phys. 2019, 223, 374–379. [Google Scholar] [CrossRef]
- Han, B.; Guo, E.; Xue, X.; Zhao, Z.; Li, T.; Xu, Y.; Luo, L.; Hou, H. Fabricating and strengthening the carbon nanotube/copper composite fibers with high strength and high electrical conductivity. Appl. Surf. Sci. 2018, 441, 984–992. [Google Scholar] [CrossRef]
- Chu, K.; Guo, H.; Jia, C.; Yin, F.; Zhang, X.; Liang, X.; Chen, H. Thermal Properties of Carbon Nanotube–Copper Composites for Thermal Management Applications. Nanoscale Res. Lett. 2010, 5, 868–874. [Google Scholar] [CrossRef]
- De Volder, M.F.L.; Tawfick, S.H.; Baughman, R.H.; Hart, A.J. Carbon Nanotubes: Present and Future Commercial Applications. Science 2013, 339, 535–539. [Google Scholar] [CrossRef] [PubMed]
- Sun, F.; Shi, C.; Rhee, K.Y.; Zhao, N. In situ synthesis of CNTs in Mg powder at low temperature for fabricating reinforced Mg composites. J. Alloys Compd. 2013, 551, 496–501. [Google Scholar] [CrossRef]
- Chen, B.; Shen, J.; Ye, X.; Imai, H.; Umeda, J.; Takahashi, M.; Kondoh, K. Solid-state interfacial reaction and load transfer efficiency in carbon nanotubes (CNTs)-reinforced aluminum matrix composites. Carbon 2017, 114, 198–208. [Google Scholar] [CrossRef]
- George, R.; Kashyap, K.T.; Rahul, R.; Yamdagni, S. Strengthening in carbon nanotube/aluminium (CNT/Al) composites. Scr. Mater. 2005, 53, 1159–1163. [Google Scholar] [CrossRef]
- Kim, K.T.; Eckert, J.; Menzel, S.B.; Gemming, T.; Hong, S.H. Grain refinement assisted strengthening of carbon nanotube reinforced copper matrix nanocomposites. Appl. Phys. Lett. 2008, 92, 121901. [Google Scholar] [CrossRef]
- Li, F.X.; Hao, P.D.; Yi, J.H.; Chen, Z.; Prashanth, K.G.; Maity, T.; Eckert, J. Microstructure and strength of nano-/ultrafine-grained carbon nanotube-reinforced titanium composites processed by high-pressure torsion. Mater. Sci. Eng. A 2018, 722, 122–128. [Google Scholar] [CrossRef]
- Daoush, W.M.; Lim, B.K.; Mo, C.B.; Nam, D.H.; Hong, S.H. Electrical and mechanical properties of carbon nanotube reinforced copper nanocomposites fabricated by electroless deposition process. Mater. Sci. Eng. A 2009, 513–514, 247–253. [Google Scholar] [CrossRef]
- Nam, D.H.; Cha, S.I.; Lim, B.K.; Park, H.M.; Han, D.S.; Hong, S.H. Synergistic strengthening by load transfer mechanism and grain refinement of CNT/Al–Cu composites. Carbon 2012, 50, 2417–2423. [Google Scholar] [CrossRef]
- Chu, K.; Wu, Q.; Jia, C.; Liang, X.; Nie, J.; Tian, W.; Gai, G.; Guo, H. Fabrication and effective thermal conductivity of multi-walled carbon nanotubes reinforced Cu matrix composites for heat sink applications. Compos. Sci. Technol. 2010, 70, 298–304. [Google Scholar] [CrossRef]
- Shukla, A.K.; Nayan, N.; Murty, S.V.S.N.; Sharma, S.C.; Chandran, P.; Bakshi, S.R.; George, K.M. Processing of copper–carbon nanotube composites by vacuum hot pressing technique. Mater. Sci. Eng. A 2013, 560, 365–371. [Google Scholar] [CrossRef]
- Lu, Q.; Guo, B.; Ni, S.; Yi, J.; Song, M. Preparation, microstructure and properties of Cu-8.3Al/CNTs composites with different volume fractions of CNTs. Diam. Relat. Mater. 2020, 107, 107912. [Google Scholar] [CrossRef]
- Fu, S.; Chen, X.; Liu, P. Preparation of CNTs/Cu composites with good electrical conductivity and excellent mechanical properties. Mater. Sci. Eng. A 2020, 771, 138656. [Google Scholar] [CrossRef]
- Chen, H.; Daneshvar, F.; Tu, Q.; Sue, H.-J. Ultrastrong Carbon Nanotubes–Copper Core–Shell Wires with Enhanced Electrical and Thermal Conductivities as High-Performance Power Transmission Cables. ACS Appl. Mat. Interfaces 2022, 14, 56253–56267. [Google Scholar] [CrossRef]
- Liu, L.; Bao, R.; Yi, J.; Fang, D. Fabrication of CNT/Cu composites with enhanced strength and ductility by SP combined with optimized SPS method. J. Alloys Compd. 2018, 747, 91–99. [Google Scholar] [CrossRef]
- Zhang, S.; Koziol, K.K.K.; Kinloch, I.A.; Windle, A.H. Macroscopic Fibers of Well-Aligned Carbon Nanotubes by Wet Spinning. Small 2008, 4, 1217–1222. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Guo, B.; Ni, S.; Yi, J.; Song, M. Acquiring well balanced strength and ductility of Cu/CNTs composites with uniform dispersion of CNTs and strong interfacial bonding. Mater. Sci. Eng. A 2018, 733, 144–152. [Google Scholar] [CrossRef]
- Luo, S.; Chen, B.; Song, M.; Zhang, Z.; Yi, J.; Zhou, S.; Guo, B.; Yu, Z.; Li, W. Improving the strength-ductility synergy of carbon nanotubes reinforced Cu matrix composites through interfacial regulation. Compos. Part A Appl. Sci. Manuf. 2023, 175, 107787. [Google Scholar] [CrossRef]
- Guo, X.; Yang, Y.; Song, K.; Shaolin, L.; Jiang, F.; Wang, X. Arc erosion resistance of hybrid copper matrix composites reinforced with CNTs and micro-TiB2 particles. J. Mater. Res. Technol. 2021, 11, 1469–1479. [Google Scholar] [CrossRef]
- Huang, Z.; Zheng, Z.; Zhao, S.; Dong, S.; Luo, P.; Chen, L. Copper matrix composites reinforced by aligned carbon nanotubes: Mechanical and tribological properties. Mater. Des. 2017, 133, 570–578. [Google Scholar] [CrossRef]
- Duan, B.; Zhou, Y.; Wang, D.; Zhao, Y. Effect of CNTs content on the microstructures and properties of CNTs/Cu composite by microwave sintering. J. Alloys Compd. 2019, 771, 498–504. [Google Scholar] [CrossRef]
- Pan, Y.; Xiao, S.; Lu, X.; Zhou, C.; Li, Y.; Liu, Z.; Liu, B.; Xu, W.; Jia, C.; Qu, X. Fabrication, mechanical properties and electrical conductivity of Al2O3 reinforced Cu/CNTs composites. J. Alloys Compd. 2019, 782, 1015–1023. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Serial Number | The Mode of Sintering | Actual Density (g/cm3) | Relative Density (%) | Hardness (HBW) | Electric Conductivity (%IACS) |
|---|---|---|---|---|---|
| 1-1 | HPS, 1 wt.% CNTs | 7.41 ± 0.22 | 86.1 ± 1.8 | 72.0 ± 0.2 | 68.0 ± 1.3 |
| 1-2 | HPS, 2 wt.% CNTs | 7.07 ± 0.30 | 85.2 ± 2.5 | 82.6 ± 0.5 | 55.4 ± 1.5 |
| 1-3 | SPS, 1 wt.% CNTs | 7.92 ± 0.17 | 92.0 ± 1.5 | 84.3 ± 0.5 | 79.4 ± 0.8 |
| 1-4 | SPS, 2 wt.% CNTs | 7.56 ± 0.26 | 91.1 ± 2.2 | 96.2 ± 0.6 | 66.5 ± 0.8 |
| Serial Number | Sintering Temperature (°C) | Actual Density (g/cm3) | Relative Density (%) |
|---|---|---|---|
| 2-1 | 600 | 6.95 ± 0.19 | 82.3 |
| 2-2 | 700 | 7.84 ± 0.13 | 92.8 |
| 2-3 | 800 | 7.64 ± 0.24 | 90.4 |
| 2-4 | 900 | 7.49 ± 0.17 | 88.6 |
| 2-5 | 1000 | / | / |
| Serial Number | Sintering Temperature (°C) | Hardness (HBW) | Electric Conductivity (%IACS) |
|---|---|---|---|
| 2-1 | 600 | 84.2 ± 0.7 | 59.1 ± 1.3 |
| 2-2 | 700 | 101.3 ± 1.2 | 73.9 ± 0.6 |
| 2-3 | 800 | 93.8 ± 1.0 | 70.4 ± 0.8 |
| 2-4 | 900 | 87.1 ± 0.5 | 67.5 ± 0.5 |
| Reference | Composite | Hardness | Electric Conductivity |
|---|---|---|---|
| Shaoli Fu [20] | 0.5 vol.% CNTs/Cu | 102.5 HV | 92.9%IACS |
| Xiuhuo Guo [26] | 1.45 wt.%CNTs/Cu | 39.9 HBW | 66.8%IACS |
| 0.35 wt.%CNTs/TiB2/Cu | 58.8 HBW | 56.9%IACS | |
| Zixin Huang [27] | 1.25 wt.%CNTs/Cu | 110.1 HV | - |
| Bohua Duan [28] | 0.5 wt.%CNTs/Cu | 84 HV | - |
| Yu Pan [29] | 1.5% wt.%CNTs/Cu | 97 HV | 89.6%IACS |
| 1.5 wt.%CNTs/0.5 wt.%Al2O3/Cu | 131 HV | 87.9%IACS | |
| A.K.Shukla [18] | 2.5 wt.%MWCNT/Cu | 53 HBW | - |
| 2.5 wt.%SWCNT/Cu | 105 HBW | ||
| Siwei Luo [25] | CNTs/Cu | 110.6 HV | - |
| CNTs@Cr2O3/Cu | 117.3 HV | ||
| This Work | 2 wt.%CNTs/Cu | 140.1 HBW | 78.4%IACS |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiu, Z.; Sun, J.; Li, X.; Chen, Y.; Yan, Y.; Shao, P.; Li, H.; Ju, B.; Yang, W.; Chen, G. Study on Mechanical and Electrical Properties of High Content CNTs/Cu Composites. Materials 2024, 17, 3866. https://doi.org/10.3390/ma17153866
Xiu Z, Sun J, Li X, Chen Y, Yan Y, Shao P, Li H, Ju B, Yang W, Chen G. Study on Mechanical and Electrical Properties of High Content CNTs/Cu Composites. Materials. 2024; 17(15):3866. https://doi.org/10.3390/ma17153866
Chicago/Turabian StyleXiu, Ziyang, Jinpeng Sun, Xiao Li, Yihao Chen, Yue Yan, Puzhen Shao, Haozhe Li, Boyu Ju, Wenshu Yang, and Guoqin Chen. 2024. "Study on Mechanical and Electrical Properties of High Content CNTs/Cu Composites" Materials 17, no. 15: 3866. https://doi.org/10.3390/ma17153866
APA StyleXiu, Z., Sun, J., Li, X., Chen, Y., Yan, Y., Shao, P., Li, H., Ju, B., Yang, W., & Chen, G. (2024). Study on Mechanical and Electrical Properties of High Content CNTs/Cu Composites. Materials, 17(15), 3866. https://doi.org/10.3390/ma17153866