
Experimental Investigation into the Preparation Process of Graphene-Reinforced Aluminum Matrix Composites by Friction Stirring Processing

Abstract
:1. Introduction
2. Materials and Experiment
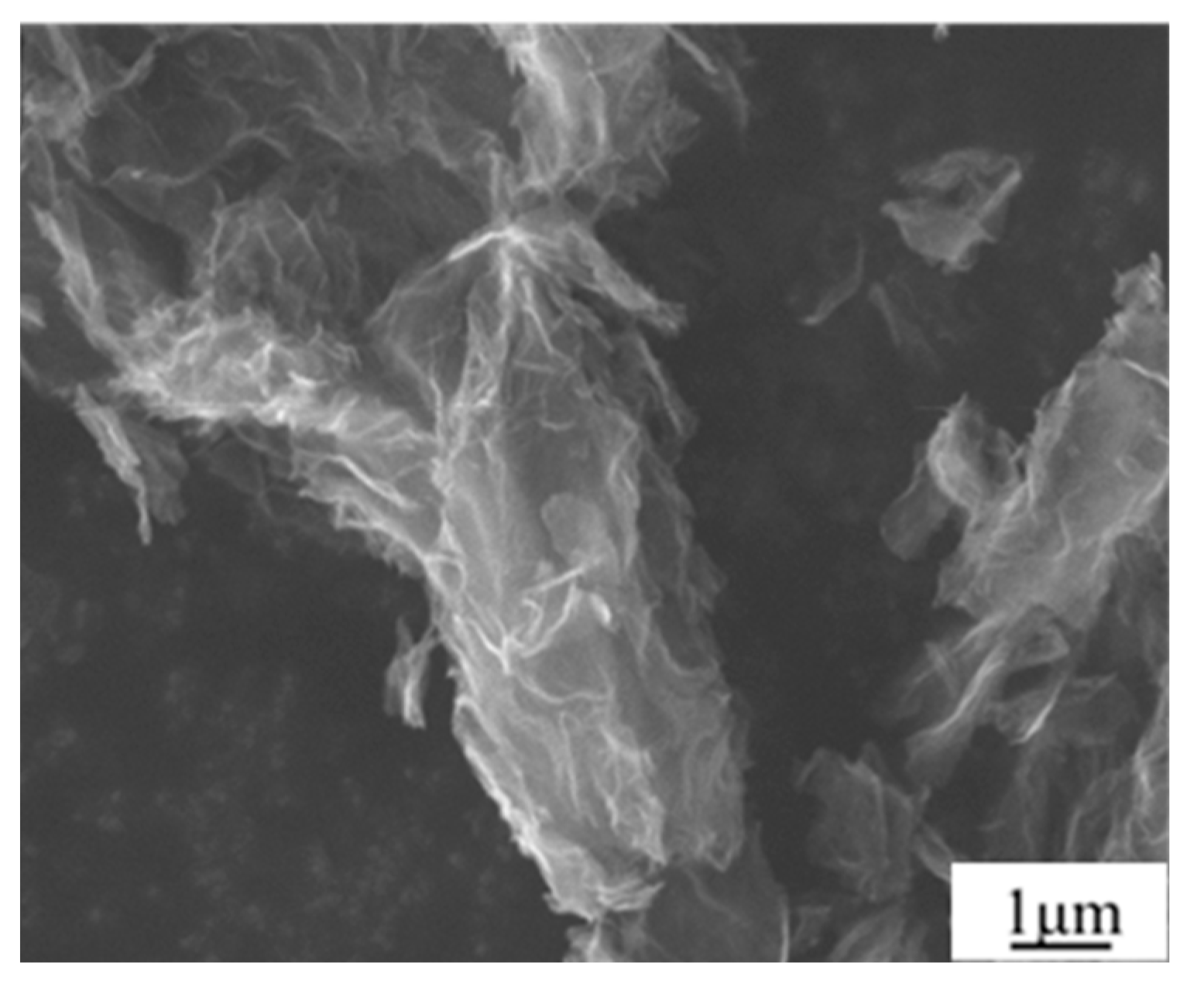
2.1. Materials
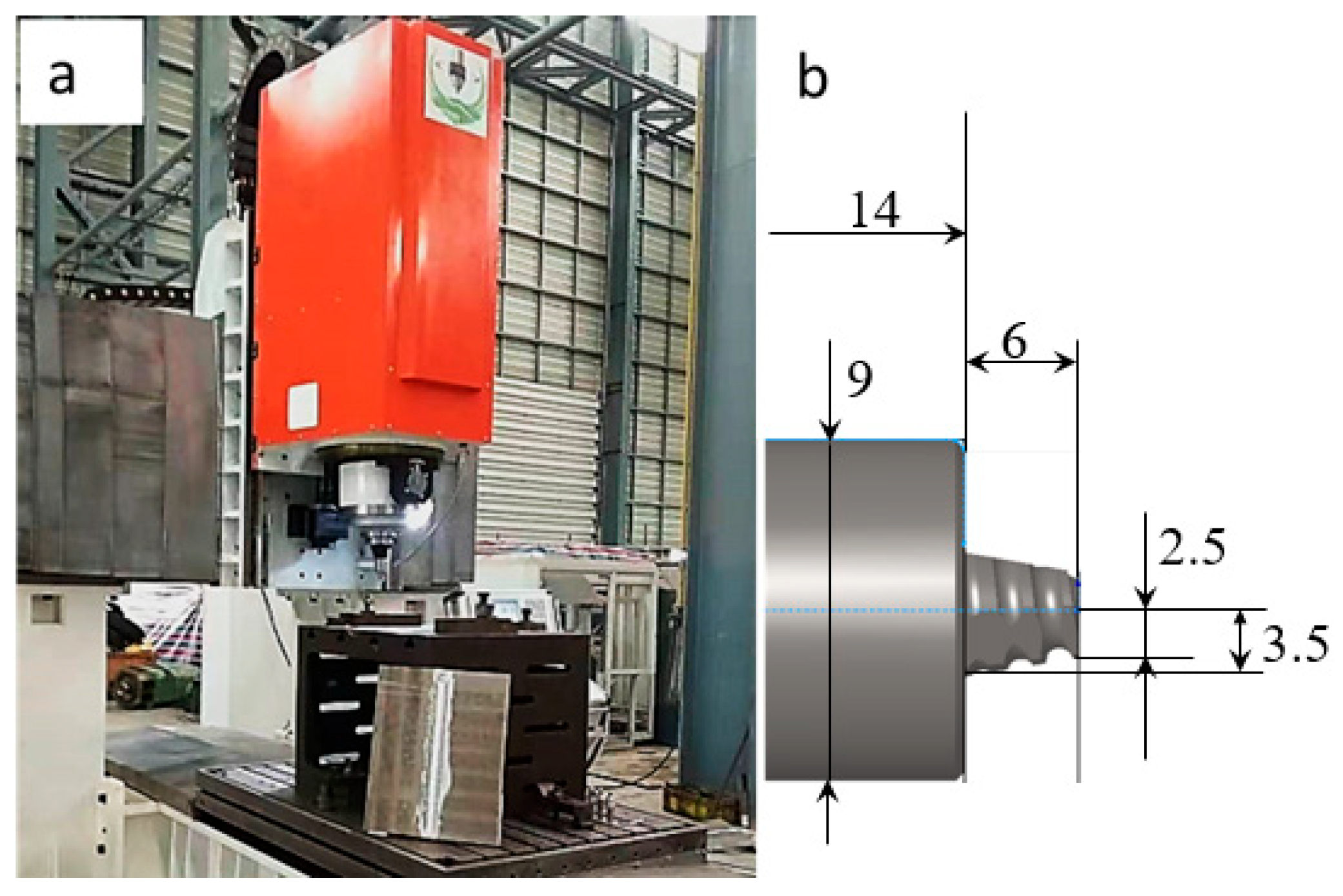
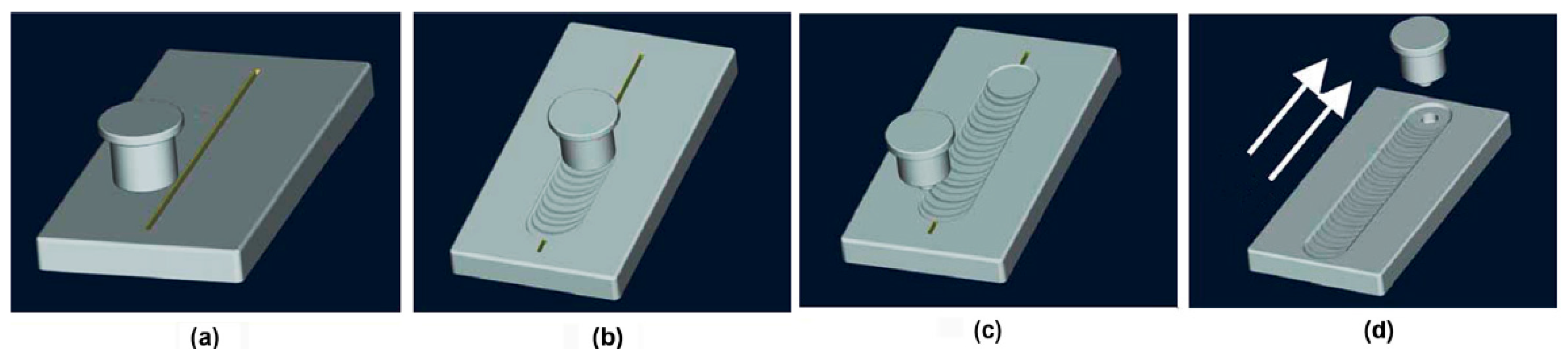
2.2. Preparation of GNPs/Al
2.3. Mechanical Property Tests
2.4. Microstructure Observation
3. Results and Discussion
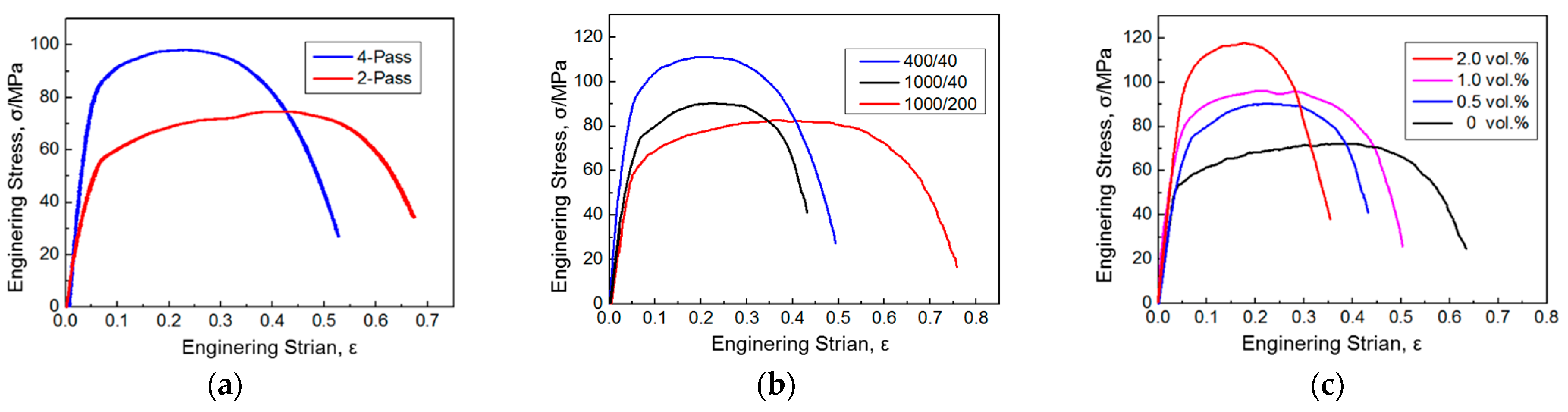
3.1. Mechanical Properties
3.2. Microstructure Evolution
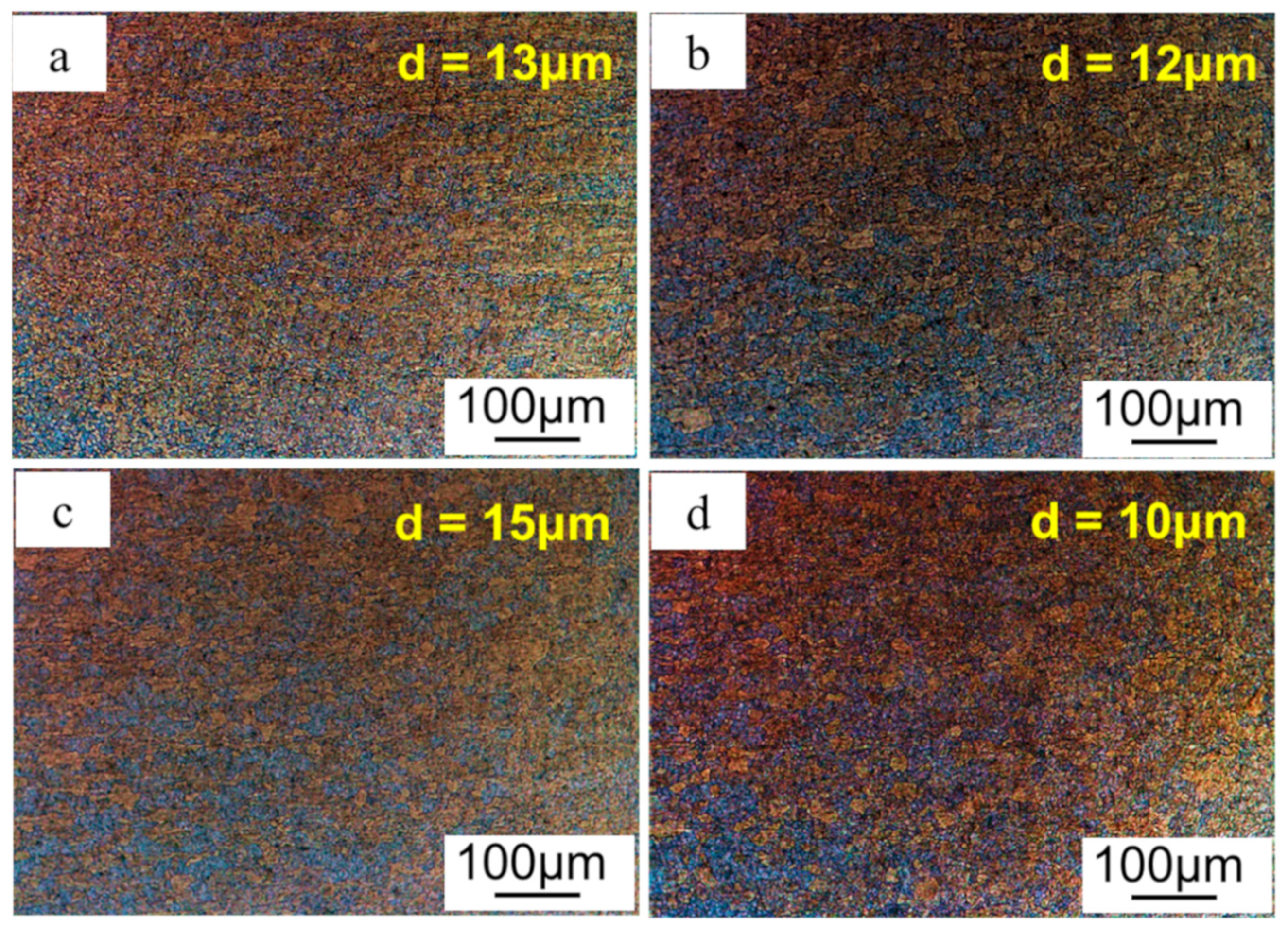
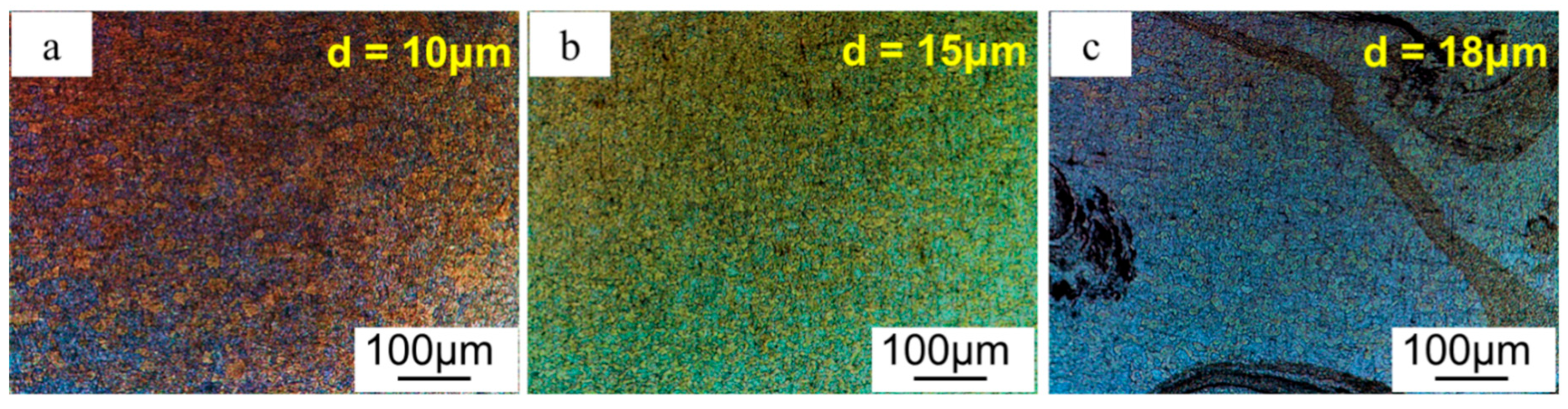
3.2.1. Grain Evolution under Different Conditions
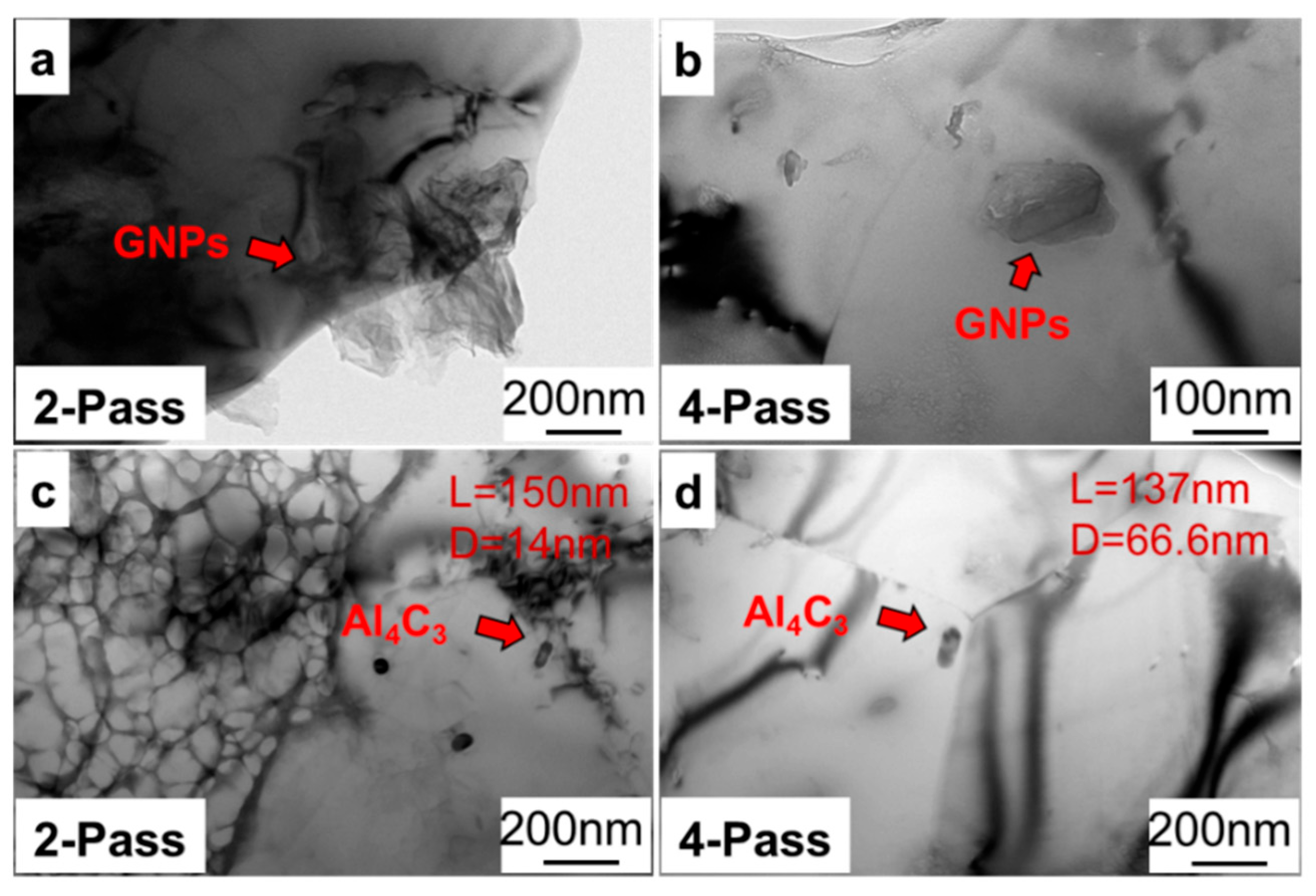
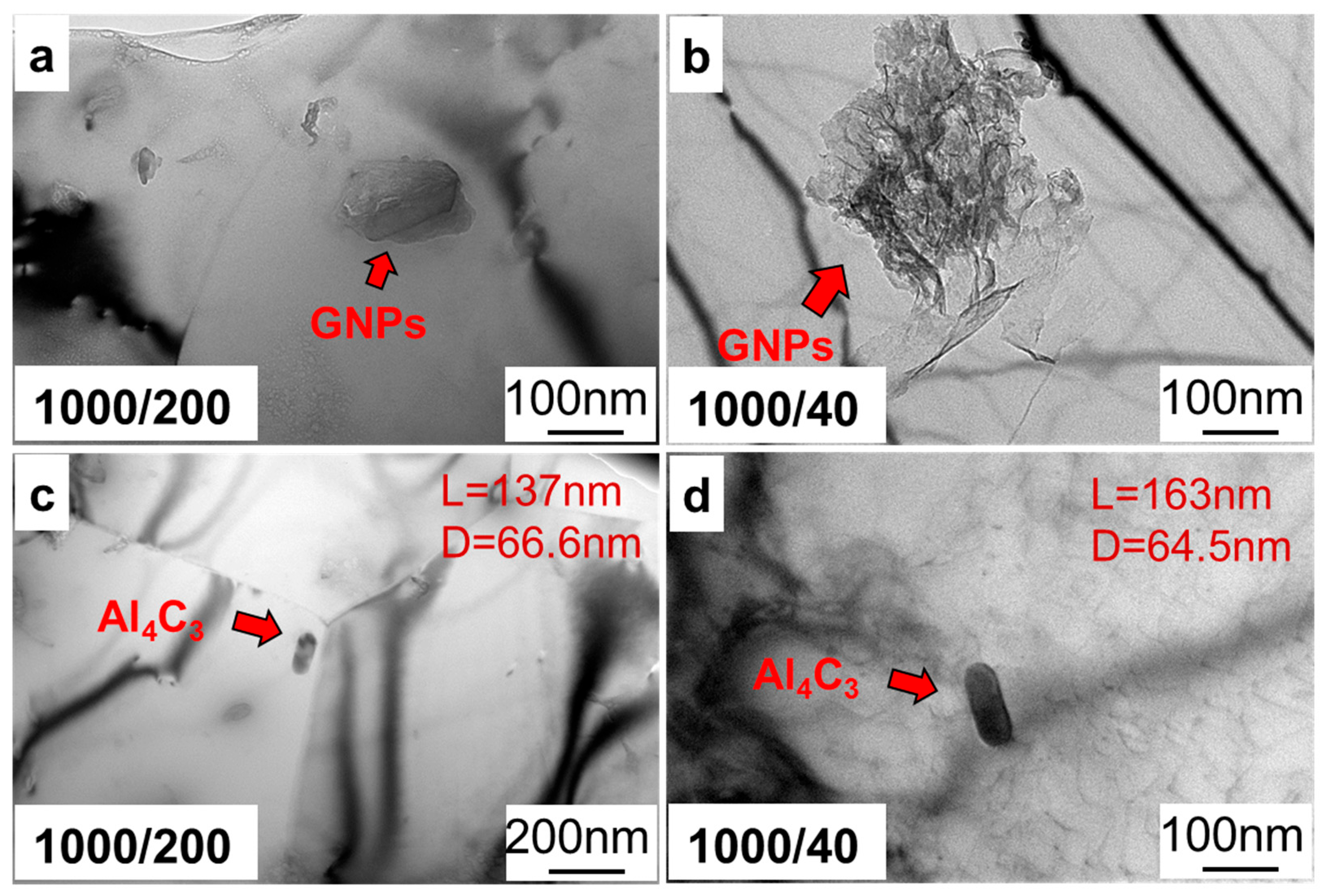
3.2.2. Interface Reaction Evolution
3.3. Discussion
4. Conclusions
- (1)
- As the ratio of stirring/welding velocity increases and the graphene content decreases, the grain size increases, which is due to higher heating input and less heterogeneous cores, respectively. However, the stirring pass has no significant impact on grain size due to the dynamic equilibrium between grain growth and dynamic recrystallization.
- (2)
- By controlling the heat input and plastic strain during FSP, the tensile strength of GNPs/Al can be improved with the increase in the stirring pass and the selection of the appropriate ratio of stirring/welding velocity. Under appropriate process parameters, the interface reaction and dispersion of graphene need to be adjusted and balanced.
- (3)
- A high graphene content can improve the material’s strength by refining the grain size, improving the load transfer ability, and acting as a precipitate to prevent dislocation movement. It should be noted that high graphene content can decrease elongation due to the poor dispersion of graphene and the interface reaction between graphene and an aluminum matrix.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Srinivasan, V.; Kunjiappan, S.; Palanisamy, P. A brief review of carbon nanotube reinforced metal matrix composites for aerospace and defense applications. Int. Nano Lett. 2021, 11, 321–345. [Google Scholar] [CrossRef]
- Velmurugan, G.; Perumal, A.; Sekar, S.; Uthayakumar, M. Physical and mechanical properties of various metal matrix composites: A review. Mater. Today Proc. 2022, 50, 1022–1031. [Google Scholar] [CrossRef]
- Chen, F.; Gupta, N.; Behera, R.K.; Rohatgi, P.K. Graphene-reinforced aluminum matrix composites: A review of synthesis methods and properties. Jom 2018, 70, 837–845. [Google Scholar] [CrossRef]
- Singh, S.B.; Dastgheib, S.A. Characteristics of graphene oxide-like materials prepared from different deashed-devolatilized coal chars and comparison with graphite-based graphene oxide, with or without the ultrasonication treatment. Carbon 2024, 228, 119331. [Google Scholar] [CrossRef]
- Tian, W.; Li, S.; Wang, B.; Chen, X.; Liu, J.; Yu, M. Graphene-reinforced aluminum matrix composites prepared by spark plasma sintering. Int. J. Miner. Metall. Mater. 2016, 23, 723–729. [Google Scholar] [CrossRef]
- Ju, B.; Yang, W.; Shao, P.; Hussain, M.; Zhang, Q.; Xiu, Z.; Hou, X.; Qiao, J.; Wu, G. Effect of interfacial microstructure on the mechanical properties of GNPs/Al composites. Carbon 2020, 162, 346–355. [Google Scholar] [CrossRef]
- Han, T.; Wang, F.; Li, J.; He, C.; Zhao, N. Effect of GNPs on microstructures and mechanical properties of GNPs/Al-Cu composites with different heat treatment status. J. Mater. Sci. Technol. 2021, 92, 1–10. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, Z.; Xiao, B.; Ni, D.; Ma, Z. High efficiency dispersal and strengthening of graphene reinforced aluminum alloy composites fabricated by powder metallurgy combined with friction stir processing. Carbon 2018, 135, 215–223. [Google Scholar] [CrossRef]
- Pingale, A.D.; Owhal, A.; Katarkar, A.S.; Belgamwar, S.U.; Rathore, J.S. Recent researches on Cu-Ni alloy matrix composites through electrodeposition and powder metallurgy methods: A review. Mater. Today Proc. 2021, 47, 3301–3308. [Google Scholar] [CrossRef]
- Zheng, Z.; Yang, X.; Li, J.; Zhang, X.; Muhammad, I.; Lin, G. Preparation and properties of graphene nanoplatelets reinforced aluminum composites. Trans. Nonferrous Met. Soc. China 2021, 31, 878–886. [Google Scholar] [CrossRef]
- Zhang, H.; Xu, C.; Xiao, W.; Ameyama, K.; Ma, C. Enhanced mechanical properties of Al5083 alloy with graphene nanoplates prepared by ball milling and hot extrusion. Mater. Sci. Eng. A 2016, 658, 8–15. [Google Scholar] [CrossRef]
- An, Y.; Yang, S.; Wu, H.; Zhao, E.; Wang, Z. Investigating the internal structure and mechanical properties of graphene nanoflakes enhanced aluminum foam. Mater. Des. 2017, 134, 44–53. [Google Scholar] [CrossRef]
- Liu, G.; Zhao, N.; Shi, C.; Liu, E.; He, F.; Ma, L.; Li, Q.; Li, J.; He, C. In-situ synthesis of graphene decorated with nickel nanoparticles for fabricating reinforced 6061Al matrix composites. Mater. Sci. Eng. A 2017, 699, 185–193. [Google Scholar] [CrossRef]
- Li, J.; Li, Y.; Wang, F.; Meng, X.; Wan, L.; Dong, Z.; Huang, Y. Friction stir processing of high-entropy alloy reinforced aluminum matrix composites for mechanical properties enhancement. Mater. Sci. Eng. A 2020, 792, 139755. [Google Scholar] [CrossRef]
- Gan, Y.X.; Solomon, D.; Reinbolt, M. Friction stir processing of particle reinforced composite materials. Materials 2010, 3, 329–350. [Google Scholar] [CrossRef]
- Arora, H.; Singh, H.; Dhindaw, B. Composite fabrication using friction stir processing—A review. Int. J. Adv. Manuf. Technol. 2012, 61, 1043–1055. [Google Scholar] [CrossRef]
- Chen, L.-Y.; Konishi, H.; Fehrenbacher, A.; Ma, C.; Xu, J.-Q.; Choi, H.; Xu, H.-F.; Pfefferkorn, F.E.; Li, X.-C. Novel nanoprocessing route for bulk graphene nanoplatelets reinforced metal matrix nanocomposites. Scr. Mater. 2012, 67, 29–32. [Google Scholar] [CrossRef]
- Kai, H.; Xiaoqiang, L.; Xiaochun, L.; Jinxin, Z.; Weiwei, H.; Junzhou, C. Integrated modeling of the gradient structure evolution during surface mechanical grinding treatment: Formation mechanism and mechanical properties. Mater. Des. 2023, 230, 111979. [Google Scholar] [CrossRef]
- Landis, C.M.; McMeeking, R.M. A shear-lag model for a broken fiber embedded in a composite with a ductile matrix. Compos. Sci. Technol. 1999, 59, 447–457. [Google Scholar] [CrossRef]
- Eshelby, J.D. The determination of the elastic field of an ellipsoidal inclusion, and related problems. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1957, 241, 376–396. [Google Scholar] [CrossRef]
- Kim, W.; Lee, T.; Han, S. Multi-layer graphene/copper composites: Preparation using high-ratio differential speed rolling, microstructure and mechanical properties. Carbon 2014, 69, 55–65. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Arab, S.; Švec, P.; Gerlich, A. Fabrication of a new Al-Mg/graphene nanocomposite by multi-pass friction-stir processing: Dispersion, microstructure, stability, and strengthening. Mater. Charact. 2017, 132, 92–107. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D. Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: A model for predicting their yield strength. Scr. Mater. 2006, 54, 1321–1326. [Google Scholar] [CrossRef]
- Zhang, Q.; Xiao, B.; Wang, W.; Ma, Z. Reactive mechanism and mechanical properties of in situ composites fabricated from an Al–TiO2 system by friction stir processing. Acta Mater. 2012, 60, 7090–7103. [Google Scholar] [CrossRef]
- Evans, A.; Hutchinson, J.; McMeeking, R. Stress-strain behavior of metal matrix composites with discontinuous reinforcements. Scr. Metall. Mater. 1991, 25, 3–8. [Google Scholar] [CrossRef]
- Arsenault, R.; Shi, N. Dislocation generation due to differences between the coefficients of thermal expansion. Mater. Sci. Eng. 1986, 81, 175–187. [Google Scholar] [CrossRef]
- Arsenault, R.; Wang, L.; Feng, C. Strengthening of composites due to microstructural changes in the matrix. Acta Metall. Mater. 1991, 39, 47–57. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Si | Fe | Cu | Mn | Mg | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| wt.% | 0.25 | 0.035 | 0.05 | 0.03 | 0.03 | 0.05 | 0.03 | Bal. |
| Elastic Modulus | Yield Strength | Ultimate Strength | Elongation | Hardness |
|---|---|---|---|---|
| 70 GPa | 64 MPa | 82 MPa | 21% | 26 HV |
| Pass Number | Stirring Velocity (rpm) | Welding Velocity (mm/min) | Graphene Content (vol.%) |
|---|---|---|---|
| 1 | 1000 | 200 | 0.5 |
| 2 | |||
| 3 | |||
| 4 | |||
| 4 | 400 | 40 | 0.5 |
| 4 | 1000 | 40 | 0.5 |
| 1 | |||
| 2 | |||
| 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, G.; Yu, M.; Dong, H.; Liu, J. Experimental Investigation into the Preparation Process of Graphene-Reinforced Aluminum Matrix Composites by Friction Stirring Processing. Materials 2024, 17, 3918. https://doi.org/10.3390/ma17163918
Chen G, Yu M, Dong H, Liu J. Experimental Investigation into the Preparation Process of Graphene-Reinforced Aluminum Matrix Composites by Friction Stirring Processing. Materials. 2024; 17(16):3918. https://doi.org/10.3390/ma17163918
Chicago/Turabian StyleChen, Gaohong, Mei Yu, Hongrui Dong, and Jianhua Liu. 2024. "Experimental Investigation into the Preparation Process of Graphene-Reinforced Aluminum Matrix Composites by Friction Stirring Processing" Materials 17, no. 16: 3918. https://doi.org/10.3390/ma17163918