Structure and Mechanical Properties of AlMgSi(Cu) Extrudates Straightened with Dynamic Deformation

 ,
, 
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Characterisation of AlMgSi(Cu) Alloys
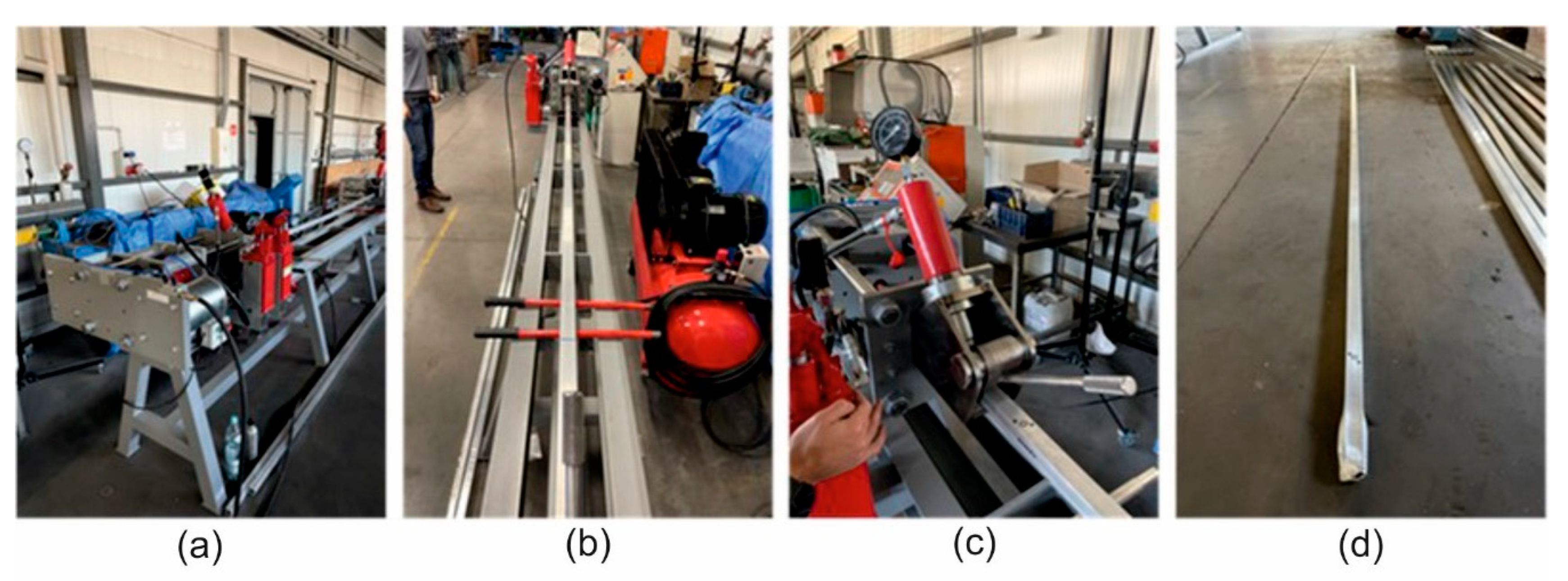
2.2. Device for Dynamic Straightening
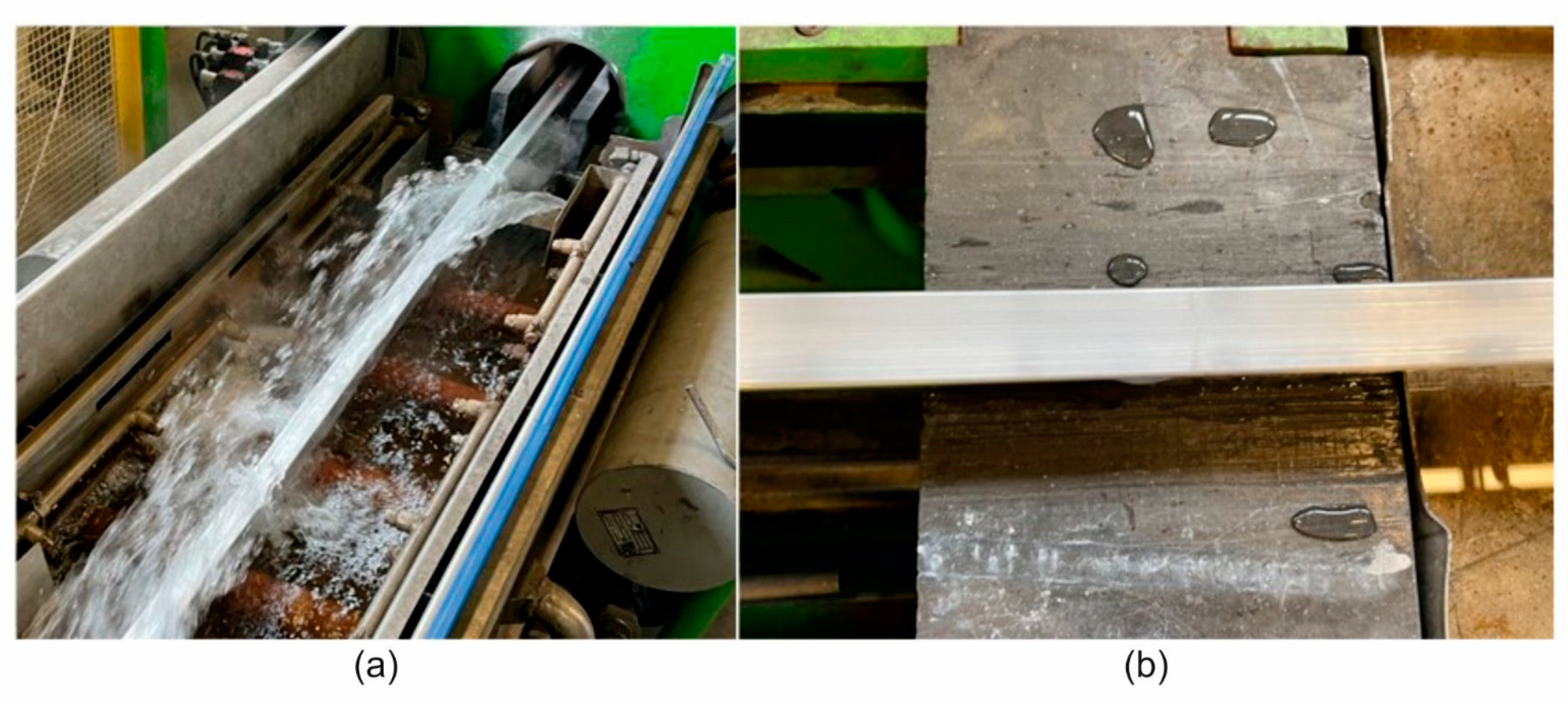
2.3. Extrusion Trials and Straightening Process
2.4. Methodology of the Microstructural and Mechanical Examination
2.5. Optical Scanning of Extruded Tubes and Dies
3. Results
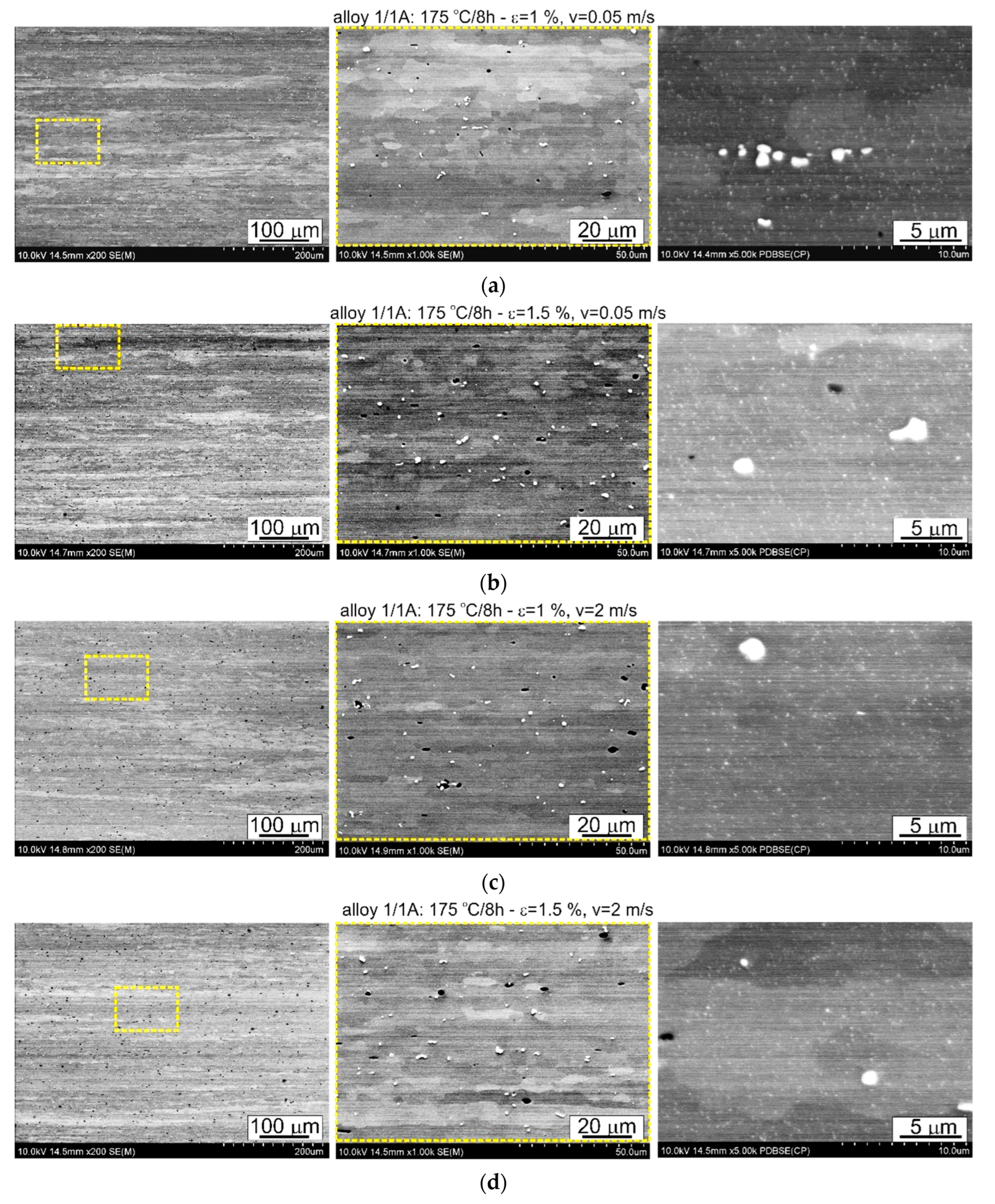
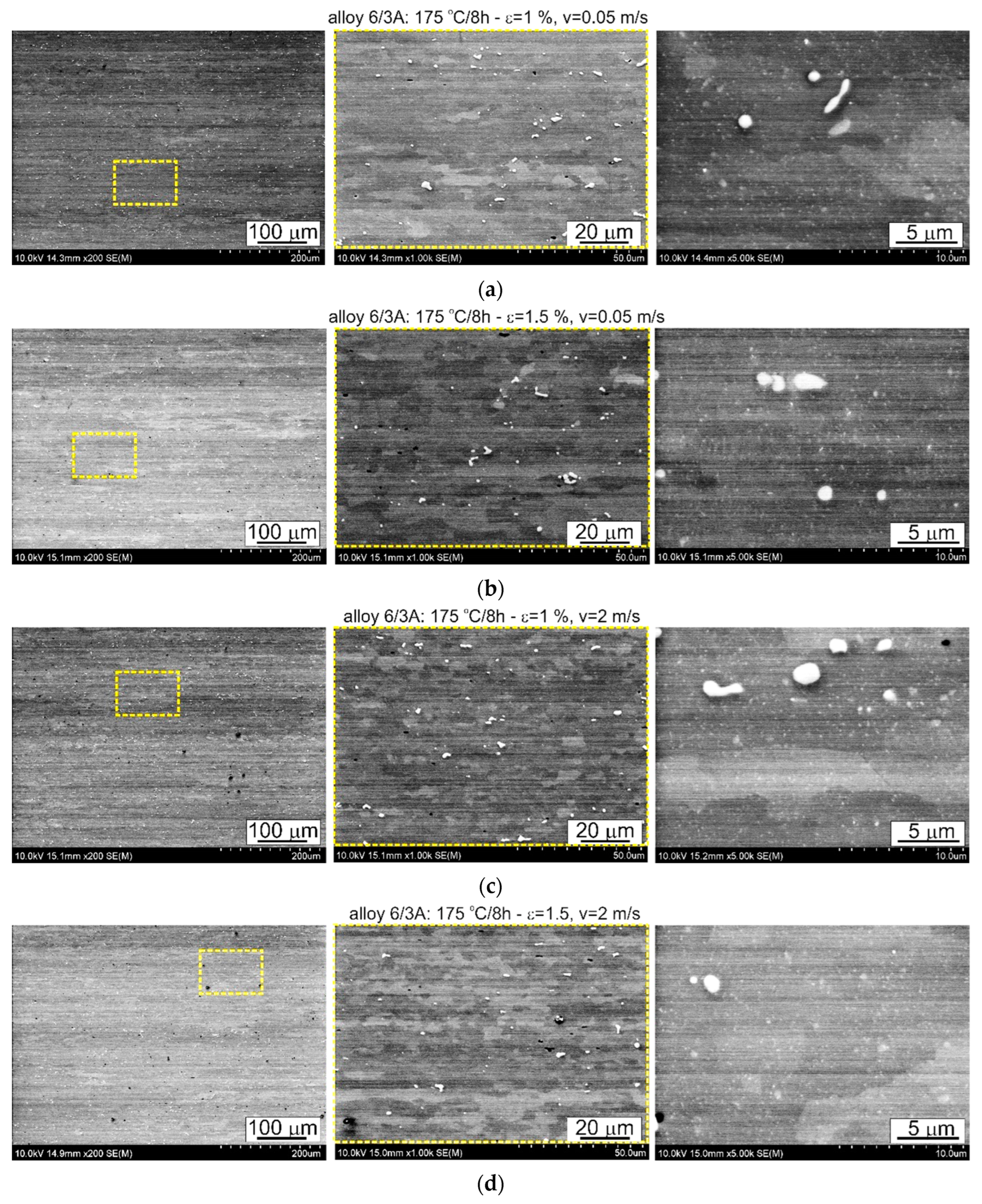
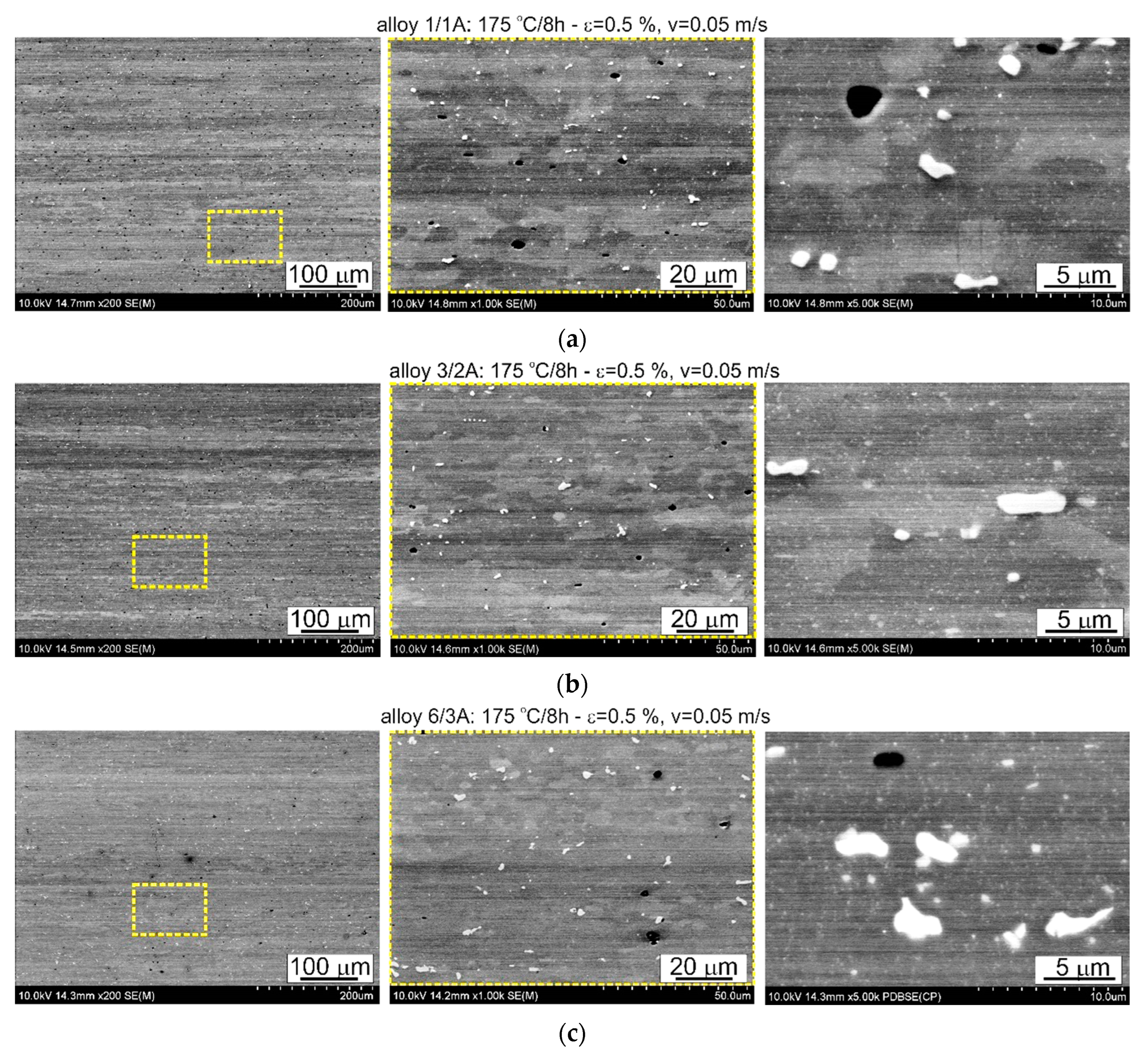
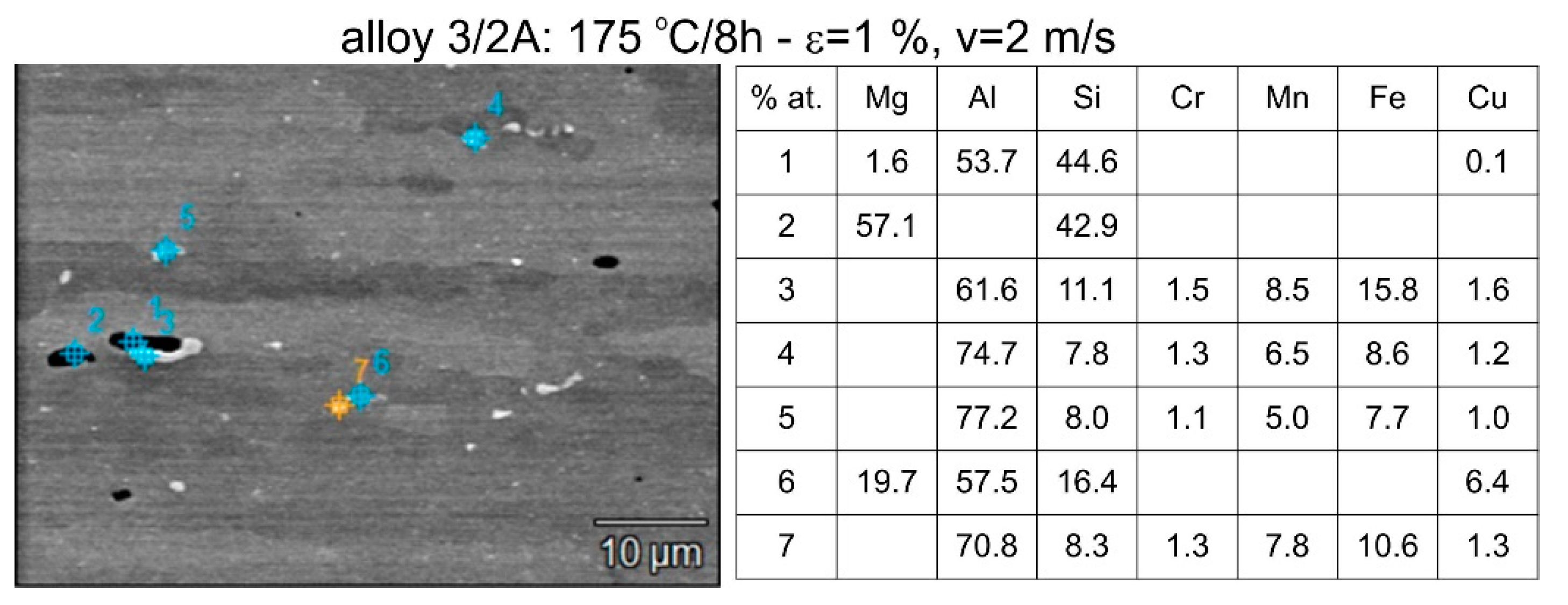
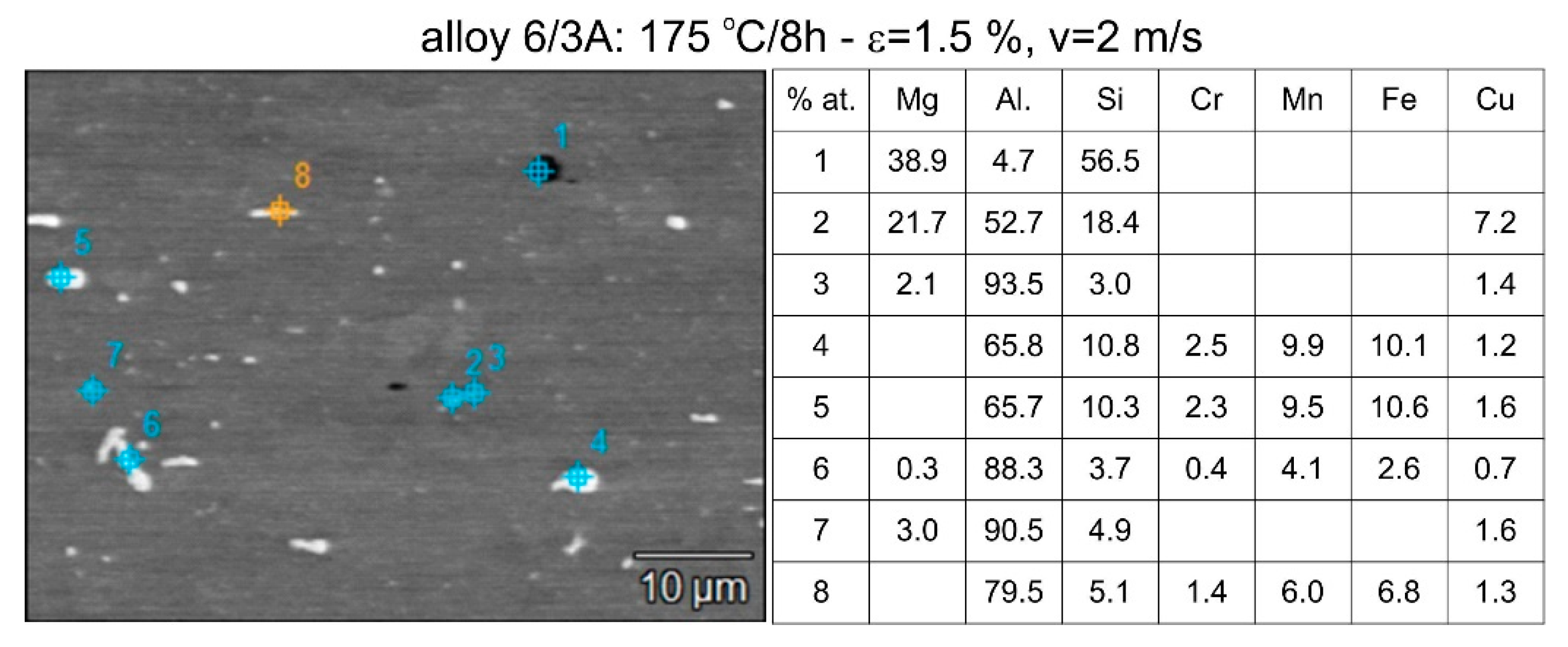
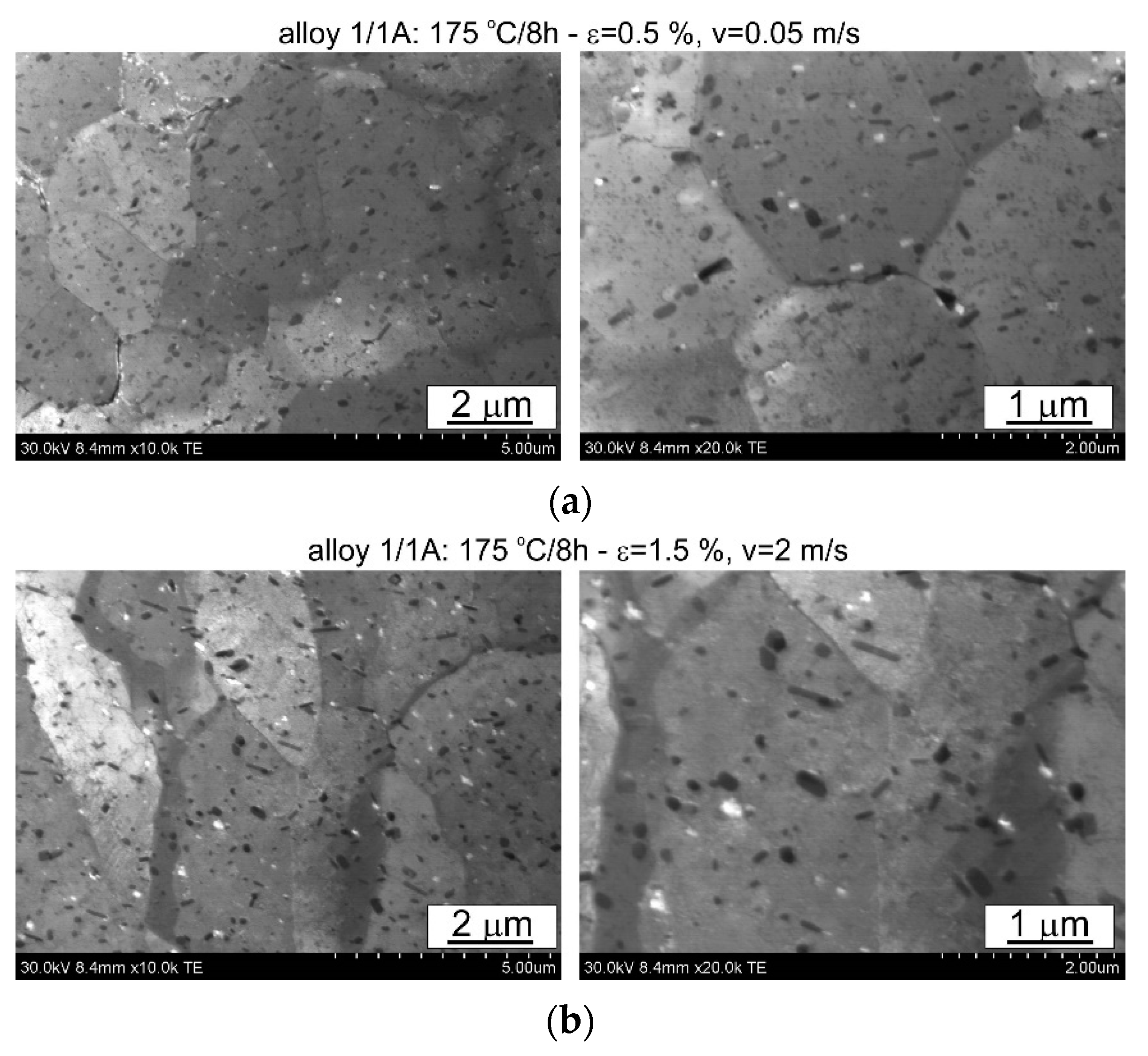
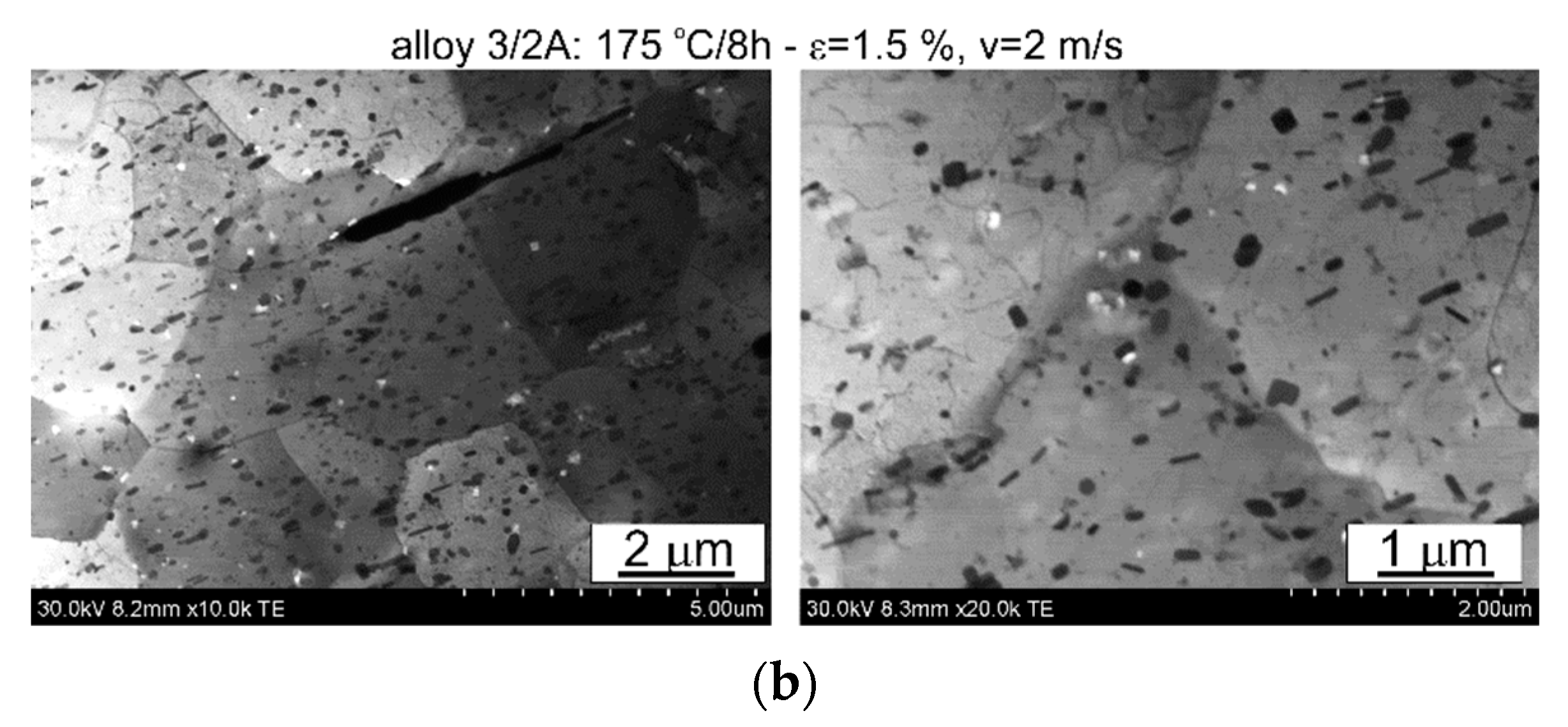
3.1. Microstructural Examination
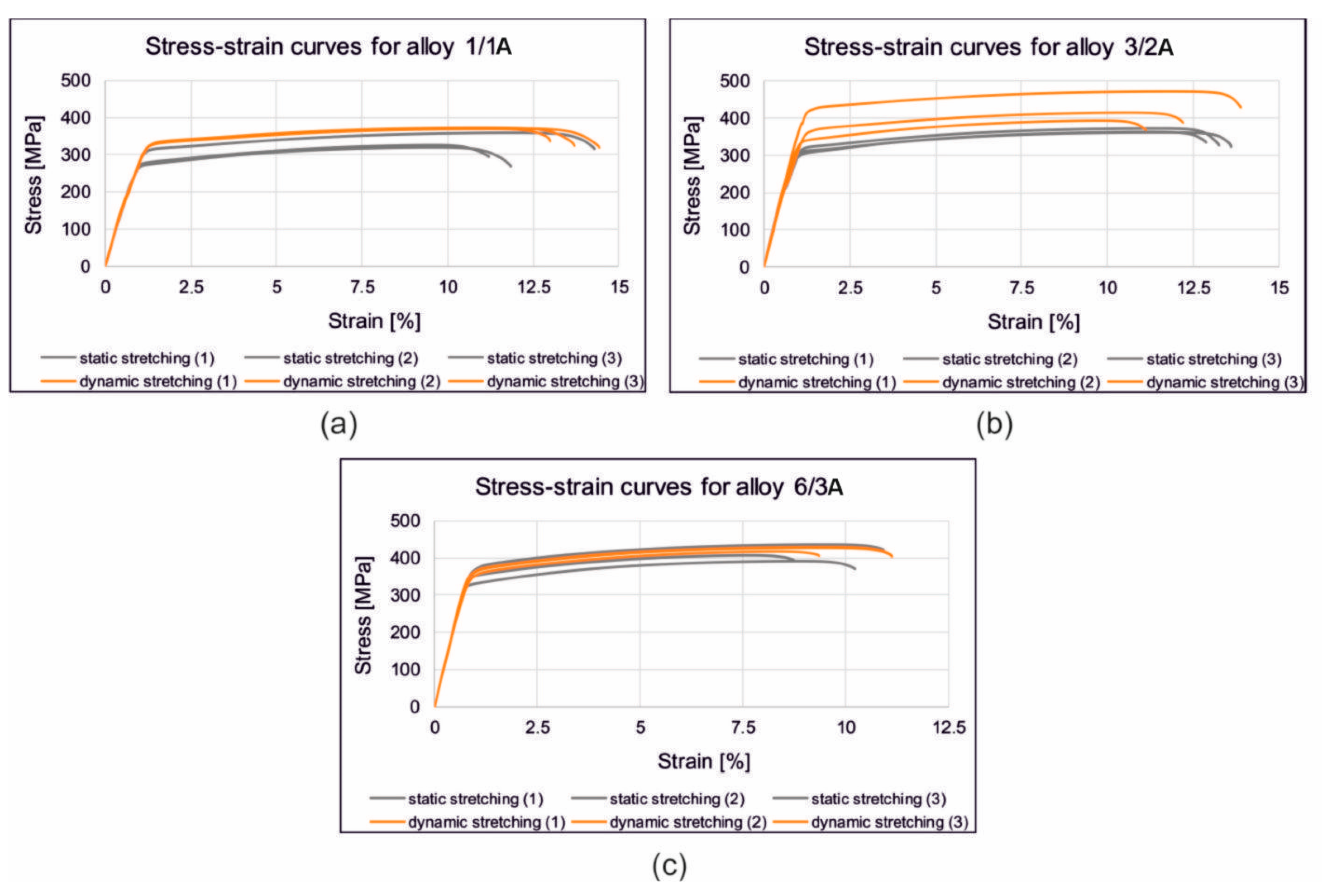
3.2. Mechanical Properties
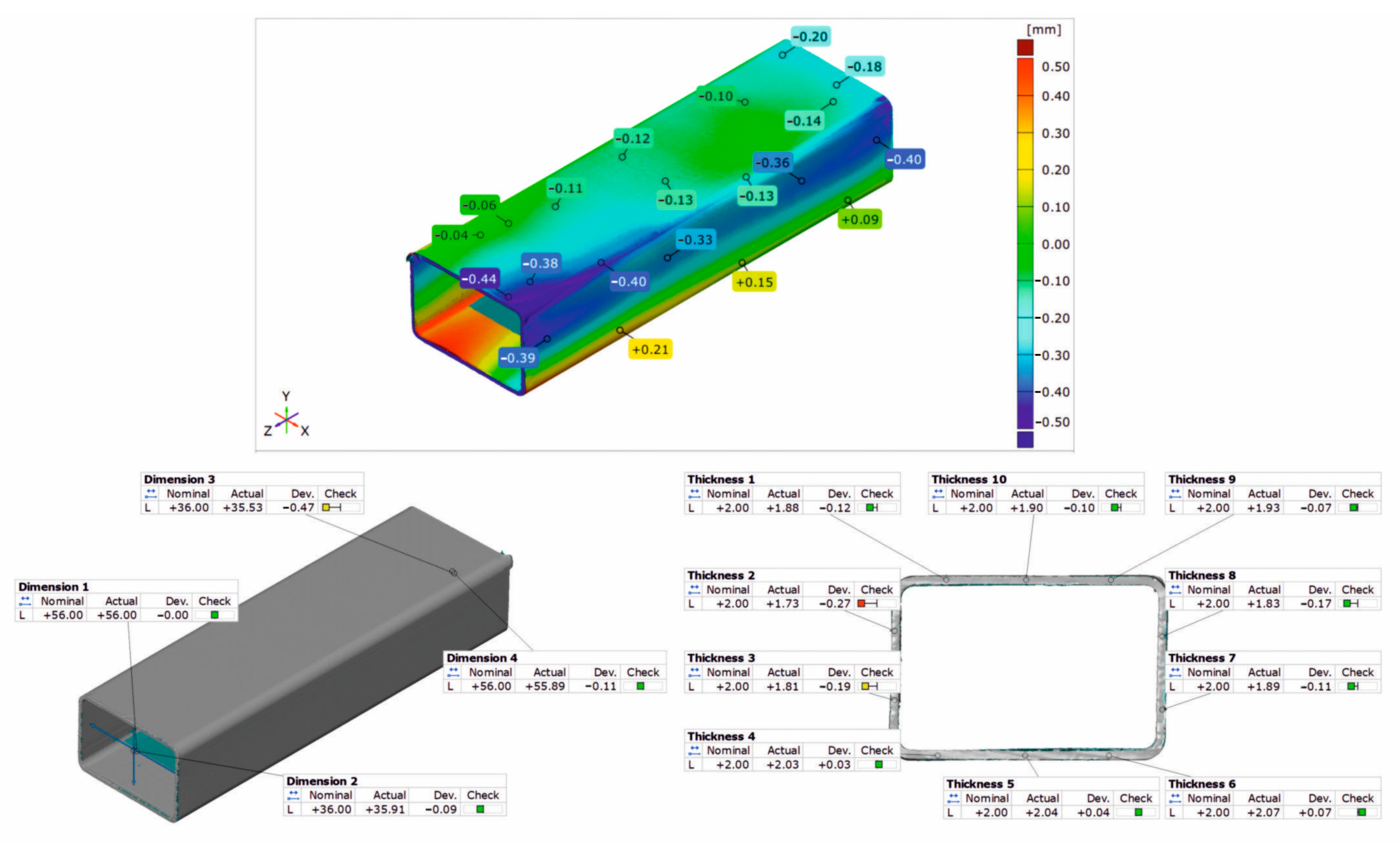
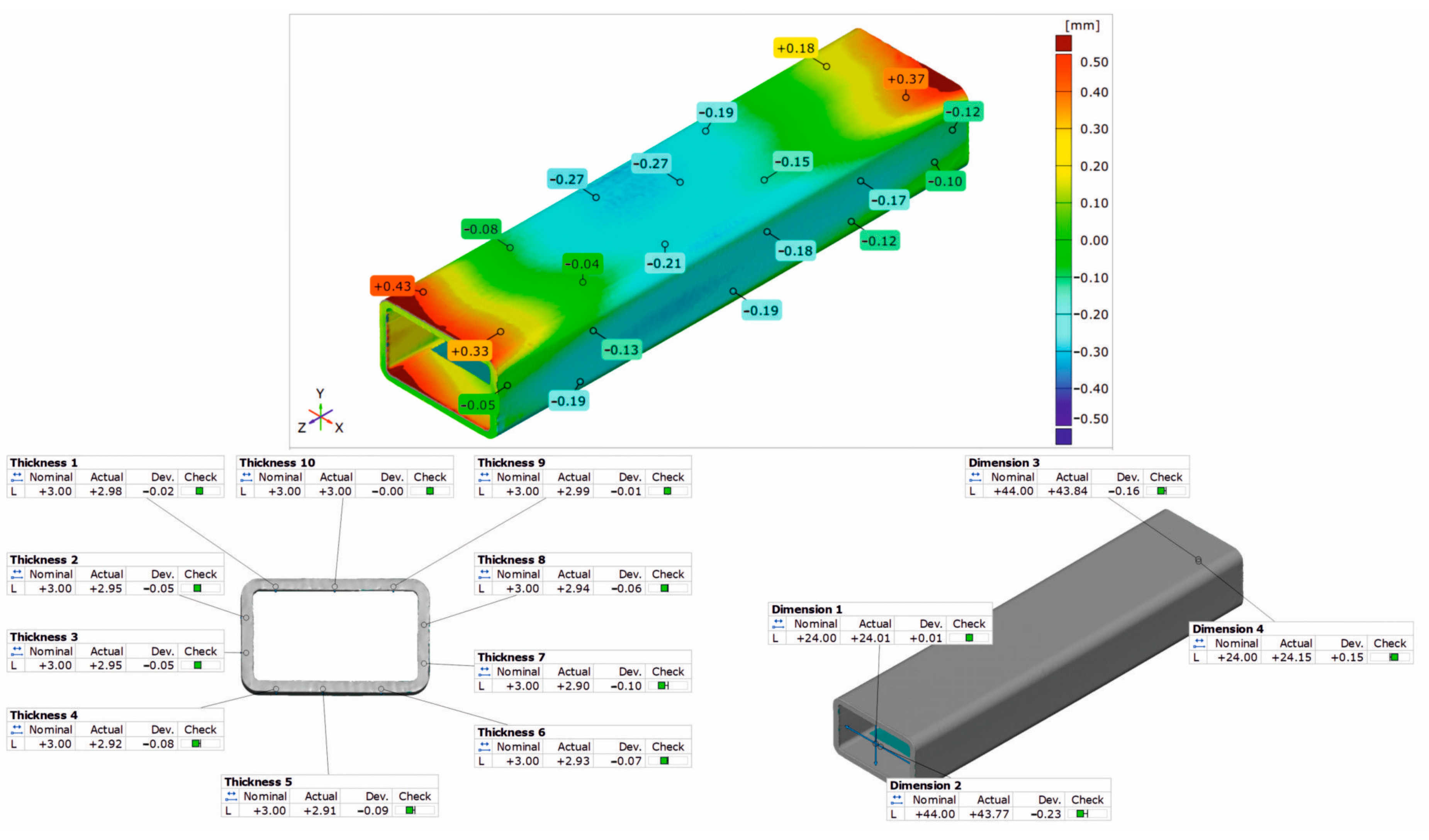
3.3. Geometrical Inspection
4. Discussion
5. Conclusions
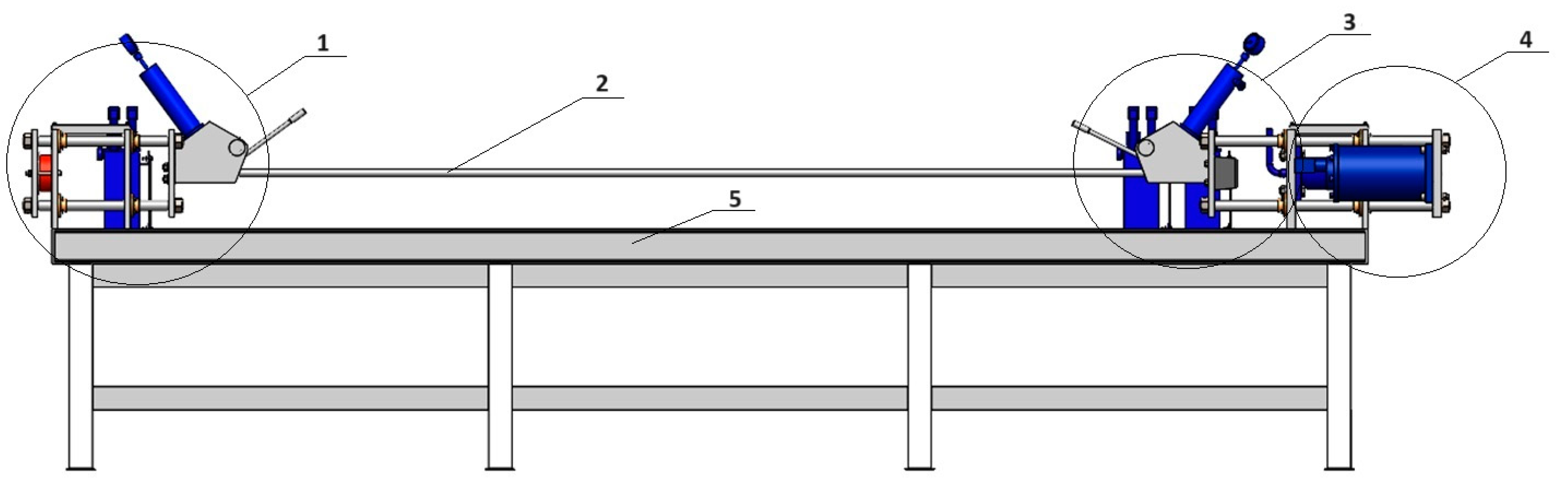
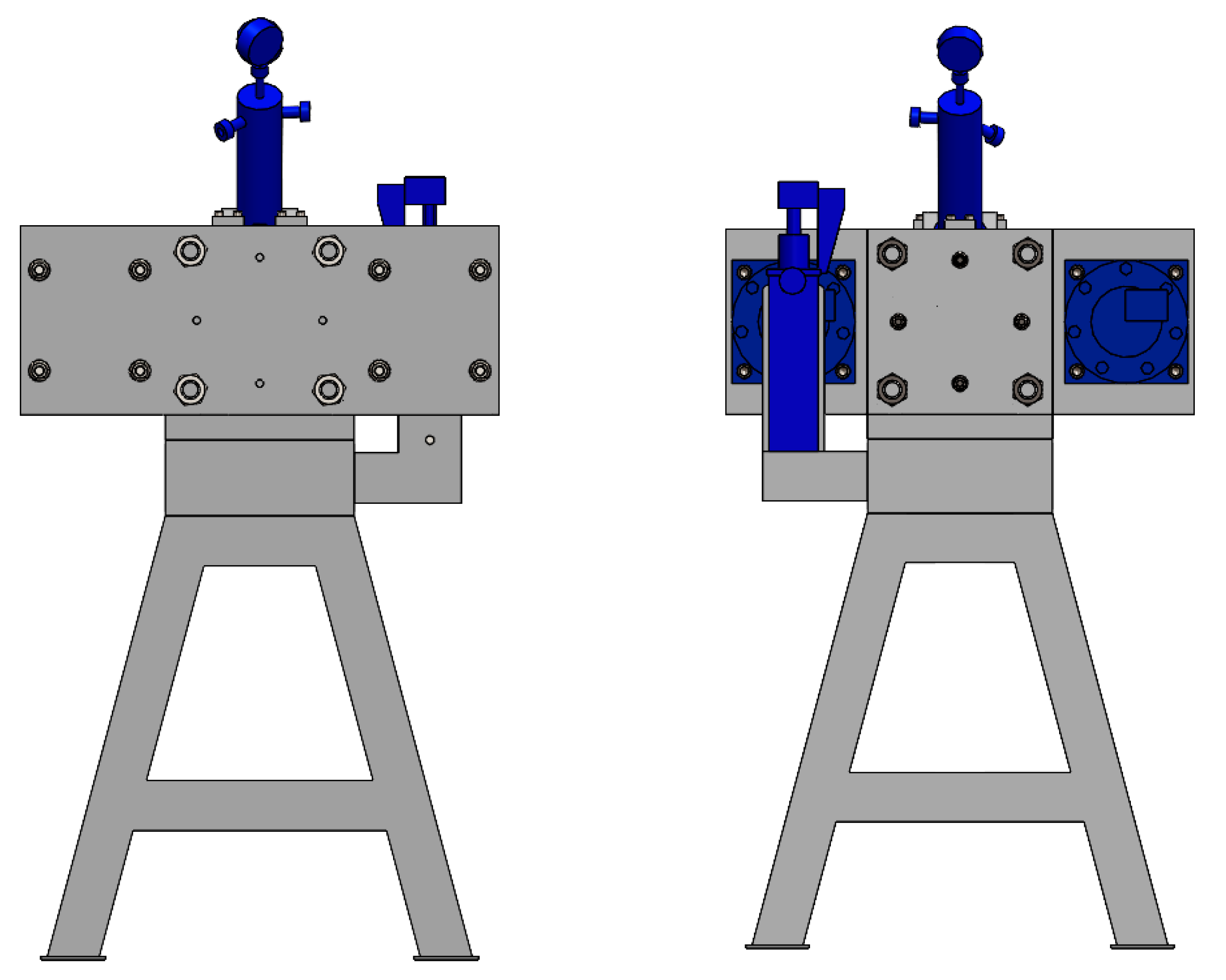
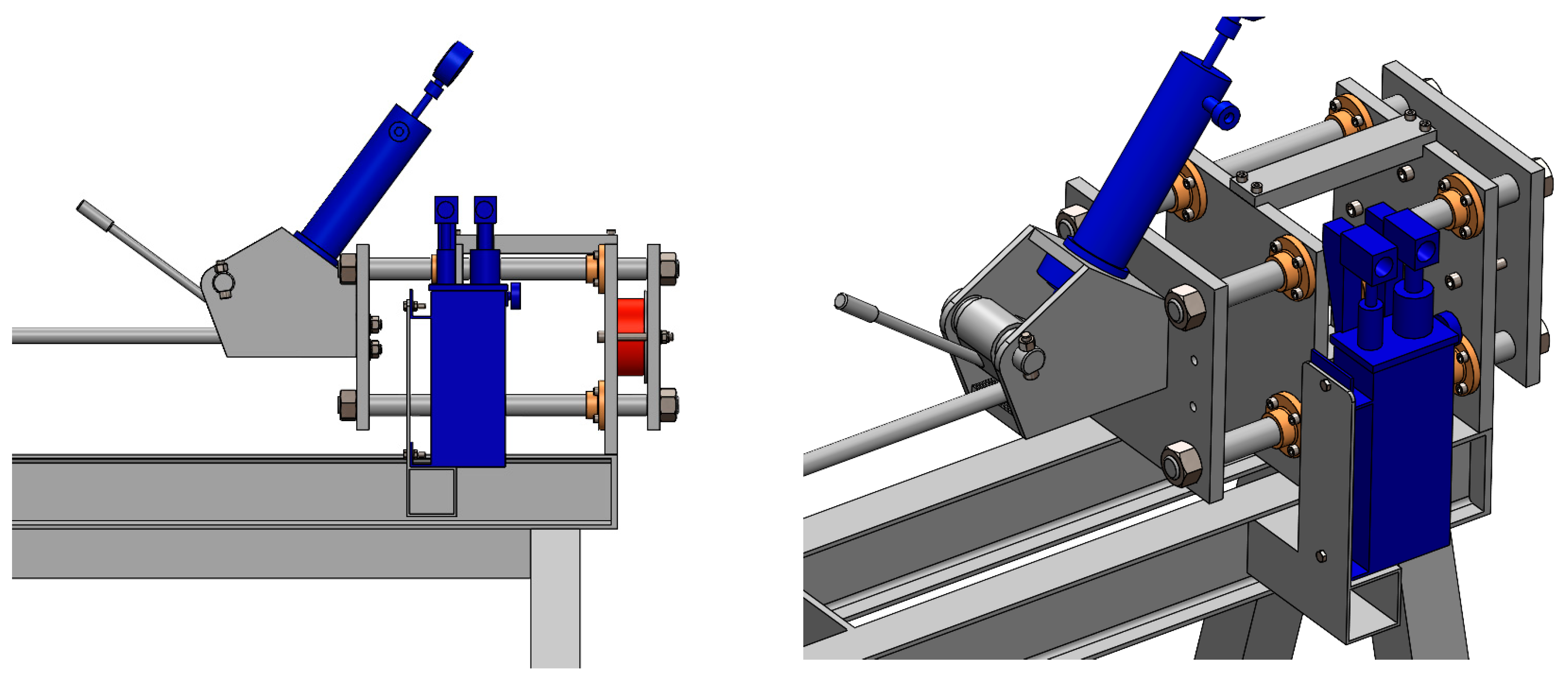
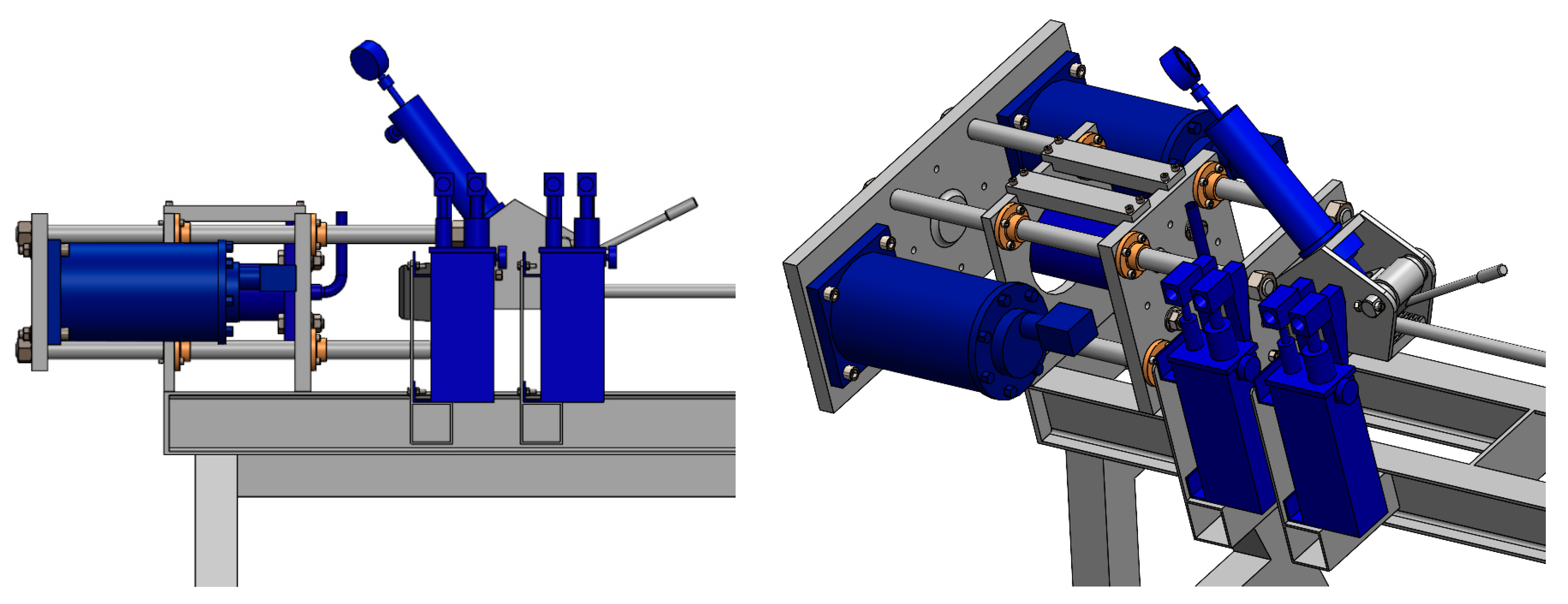
- In this paper, the authors have built a prototype of a device for the dynamic stretching of extruded profiles after quenching. The semi-industrial device is equipped with a hydraulic system for stretching and a pneumatic system for cold dynamic deformation. The aim of this project is to induce advantageous microstructural changes and increase the strength properties of the extruded material. A guideline is formulated for the design of the industrial device in which very long profiles are stretched. This requires the intensification of the dynamic stretching. For high deformations and high impact energy, pneumatic hammers should be replaced by hydraulic actuators.
- The highest increase in the UTS due to dynamic deformation during the stretching of the profile was obtained for alloy 1/1A (a strength factor of 1.18 means an 18% increase in the UTS after dynamic deformation compared to static deformation). This alloy contains the lowest amount of the alloying elements. For the alloys 3/2A and 6/3A, the dynamic stretching is not so favourable; the increase in the UTS is only 13% and 7%, respectively, with respect to the statically stretched profiles.
- The application of dynamic stretching to the alloys tested makes it possible to obtain profiles with an advantageous fine-grained microstructure, containing a large number of dispersoids and a homogeneous microstructure, resulting in high strength properties.
- Dimensional tolerances are not a critical parameter in the dynamic straightening of extruded aluminium profiles with high cold deformation reaching up to 2%. The dimensional tolerances obtained for this dynamic deformation are within the limits of the relevant standard. Therefore, it can be said that the dimensional deviations obtained are not an obstacle to the use of high dynamic deformation in the straightening of extruded aluminium profiles and are advantageous from the point of view of microstructure and mechanical properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kazanowski, P.; Dickson, R. Evaluation of Process Mechanism and Parameters for Automated Stretching Line. In Proceedings of the Tenth International Aluminum Extrusion Technology Seminar, Orlando, FL, USA, 1–4 May 2012; Volume I, pp. 327–341. [Google Scholar]
- Furu, T.; Ryen, Ø.; Myhr, O.R. Effect of pre-deformation on age hardening kinetics in commercial 6xxx alloys. In Proceedings of the 11th International Conference on Aluminium Alloys (ICAA), Aachen, Germany, 22–26 September 2008; Wiley-VCH: Hoboken, NJ, USA, 2008; pp. 1626–1633. [Google Scholar]
- Abi-Akl, R.; Mohr, D. Paint-bake effect on the plasticity and fracture of pre-strained aluminium 6451 sheets. Int. J. Mech. Sci. 2017, 124–125, 68–82. [Google Scholar] [CrossRef]
- Granum, H.; Myhr, O.; Børvik, T.; Hopperstad, O.S. Effect of pre-stretching on the mechanical behaviour of three artificially aged 6xxx series aluminium alloys. Mater. Today Commun. 2021, 27, 102408. [Google Scholar] [CrossRef]
- Qvale, K.; Hopperstad, O.S.; Reiso, O.; Tundal, U.H.; Marioara, C.D.; Børvik, T. An experimental study on pre-strained double-chamber 6000-series aluminium profiles subjected to quasi-static and dynamic axial crushing. Thin-Walled Struct. 2021, 158, 107160. [Google Scholar] [CrossRef]
- Wang, Z.; Li, H.; Miao, F.; Fang, B.; Song, R.; Zheng, R. Improving the strength and ductility of Al-Mg-Si-Cu alloys by a novel thermo-mechanical treatment. Mater. Sci. Eng. A 2014, 607, 313–317. [Google Scholar] [CrossRef]
- Kolar, M.; Pedersen, K.O.; Gulbrandsen-Dahl, S.; Teichmann, K.; Marthinsen, K. Effect of pre-deformation on mechanical response of an artificially aged Al-Mg-Si alloy. Mater. Trans. 2011, 52, 1356–1362. [Google Scholar] [CrossRef]
- Ma, Z.; Robson, J.D. Understanding the effect of deformation combined with heat treatment on age hardening of Al–Zn–Mg–Cu alloy AA7075. Mater. Sci. Eng. A 2023, 878, 145212. [Google Scholar] [CrossRef]
- Gable, B.M.; Zhu, A.W.; Csontos, A.A.; Starke, E.A., Jr. The role of plastic deformation on the competitive microstructural evolution and mechanical properties of a novel Al–Li–Cu–X alloy. J. Light Met. 2001, 1, 1–14. [Google Scholar] [CrossRef]
- Rodgers, B.I.; Prangnell, P.B. Quantification of the influence of increased pre-stretching on microstructure-strength relationships in the Al–Cu–Li alloy AA2195. Acta Mater. 2016, 108, 55–67. [Google Scholar] [CrossRef]
- Zuo, D.; Cao, Z.; Cao, Y.; Zheng, G. Effect of Pre-Stretching on Microstructures and Mechanical Behaviors of Creep-Aged 7055 Al Alloy and Its Constitutive Modeling. Metals 2019, 9, 584. [Google Scholar] [CrossRef]
- Yang, Y.; Zhan, L.; Shen, R.; Yin, X.; Li, L.; Li, L.; Huang, M.; He, D. Effect of pre-deformation on creep age forming of 2219 aluminum alloy: Experimental and constitutive modelling. Mater. Sci. Eng. A 2017, 683, 227–235. [Google Scholar] [CrossRef]
- Sin, H.S.; Jo, G.G.; Jeong, Y.H.; Sin, M.C. Effect of Stretching on the Microstructure and Mechanical Properties of Al-Li-Cu-Mg Alloys. Korean J. Mater. Res. 1995, 5, 1005–1112. [Google Scholar]
- Gao, G.J.; Li, X.W.; Yan, L.Z. Effect of Combined Pre-Straining and Pre-Aging on the Precipitation Behavior and Age Hardening Response for Al-Mg-Si Alloys. Mater. Sci. Forum 2021, 1026, 74–83. [Google Scholar] [CrossRef]
- Zhang, X.M.; Han, N.M.; Liu, S.D.; Ke, B.; Xin, X. Effects of pre-stretching and ageing on the strength and fracture toughness of aluminum alloy 7050. Mater. Sci. Eng. A 2011, 528, 3714–3721. [Google Scholar]
- Quan, L.; Zhao, G.; Gao, S.; Muddle, B.C. Effect of pre-stretching on microstructure of aged 2524 aluminium alloy. Trans. Nonferrous Met. Soc. China 2011, 21, 1957–1962. [Google Scholar] [CrossRef]
- Yu, C.; Feng, Y.; Wang, L.; Fu, L.; Kang, F.; Zhao, S.; Guo, E.; Ma, B. Effect of pre-stretching deformation treatment process on microstructure and mechanical properties of Al-Cu-Mg alloy. Mater. Today Commun. 2022, 31, 103368. [Google Scholar] [CrossRef]
- Liu, C.; Ma, Z.; Ma, P.; Zhan, L.; Huang, M. Multiple precipitation reactions and formation of θ′-phase in a pre-deformed Al–Cu alloy. Mater. Sci. Eng. A 2018, 733, 28–38. [Google Scholar] [CrossRef]
- Li, G.A.; Ma, Z.; Jiang, J.T.; Shao, W.Z.; Liu, W.; Zhen, L. Effect of Pre-Stretch on the Precipitation Behavior and the Mechanical Properties of 2219 Al Alloy. Materials 2021, 14, 2101. [Google Scholar] [CrossRef]
- Teichmann, K.; Marioara, C.D.; Andersen, S.J.; Marthinsen, K. The Effect of Preaging Deformation on the Precipitation Behavior of an Al-Mg-Si Alloy. Metall. Mater. Trans. A 2012, 43, 4006–4014. [Google Scholar] [CrossRef]
- Łatkowski, A. Obróbka cieplno-mechaniczna stopów aluminium (in Polish). Pap. AGH Univ. Krakow Metall. Foundry 1989, 1272, 128. [Google Scholar]
- Singh, P.; Ramacharyulu, D.A.; Kumar, N.; Saxena, K.K.; Eldin, S.M. Change in the structure and mechanical properties of AlMgSi alloys caused by the addition of other elements: A comprehensive review. J. Mater. Res. Technol. 2023, 27, 1764–1796. [Google Scholar] [CrossRef]
- Li, L.; Flores-Johnson, E.A.; Shen, L.; Proust, G. Effects of heat treatment and strain rate on the microstructure and mechanical properties of 6061 Al alloy. Int. J. Damage Mech. 2016, 25, 26–41. [Google Scholar] [CrossRef]
- Scharifi, E.; Sajadifar, S.V.; Moeini, G.; Weidig, U.; Böhm, S.; Niendorf, T.; Steinhof, K. Dynamic Tensile Deformation of High Strength Aluminium Alloys Processed Following Novel Thermomechanical Treatment Strategies. Adv. Eng. Mater. 2020, 22, 2000193. [Google Scholar] [CrossRef]
- Tong, M.; Jiang, F.; Wang, H.; Jiang, J.; Ye, P.; Xu, X. The evolutions of mechanical properties and microstructures of Al-Mg-Mn-Sc-Zr alloy during dynamic stretching deformation. J. Alloys Compd. 2021, 889, 161753. [Google Scholar] [CrossRef]
- EN 755-2; Aluminium and Aluminium Alloys—Extruded Rod/Bar, Tube and Profiles—Part 8: Permissible Deviations in Size and Shape of Tubes Extruded on Porthole Dies. DIN Deutsches Institut für Normung e. V.: Berlin, Germany, 2016.
- Yu, J.; Zhao, G.; Zhang, C.; Chen, L. Dynamic evolution of grain structure and microtexture along a welding path of aluminum alloy profiles extruded by porthole dies. Mater. Sci. Eng. A 2017, 682, 679–690. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Denotation | Si | Fe | Cu | Mg | Cr | Zn | Ti | Zr |
|---|---|---|---|---|---|---|---|---|
| AlMgSi(Cu) alloy 1 | 1.04 | 0.05 | 0.61 | 0.68 | 0.25 | 0.01 | 0.02 | 0.15 |
| AlMgSi(Cu) alloy 2 | 1.20 | 0.04 | 0.81 | 0.79 | 0.23 | 0.01 | 0.02 | 0.15 |
| AlMgSi(Cu) alloy 3 | 1.21 | 0.06 | 1.22 | 0.80 | 0.41 | 0.01 | 0.02 | 0.15 |
| Alloy | Solidus Temperature, °C | Incipient Melting Heat, J/g |
|---|---|---|
| AlMgSi(Cu) alloy 1 | 544.0 | 0.61 |
| AlMgSi(Cu) alloy 2 | 542.8 | 1.54 |
| AlMgSi(Cu) alloy 3 | 509.2 | 0.21 |
| AlMgSi(Cu) alloy 1 (homogenised) | 596.1 | 0.13 |
| AlMgSi(Cu) alloy 2 (homogenised) | 584.3 | 0.32 |
| AlMgSi(Cu) alloy 3 (homogenised) | 574.6 | 1.00 |
| Alloy | AlMgSi(Cu) alloy 1, 2 and 3 |
| Billet dimensions | Ø100 × 300 mm |
| Billet temperature | 490 °C |
| Container/Die temperature | 500 °C |
| Metal exit speed | 10 m/min |
| Extrudates temperature | 540 °C |
| Extrudates length | 3600 mm |
| Stretching strain static | 0.5% |
| Stretching strain dynamic | 0.25%, 0.5%, 1%, 1.5% and 2% |
| Stretching speed | 0.05 and 2 m/s |
| Ageing conditions | 175 °C/8 h |
| AlMgSi(Cu) Alloy 1 | AlMgSi(Cu) Alloy 2 | AlMgSi(Cu) Alloy 3 | |
|---|---|---|---|
| Percentage value of dispersoids in the investigated area, % | |||
| Statically stretched | 7.2 | 7.5 | 8.1 |
| Dynamically stretched | 5.9 | 4.4 | 7.7 |
| UTS, MPa/Standard deviation, MPa | |||
| Statically stretched | 326/23 | 360/12 | 412/22 |
| Dynamically stretched | 368/17 | 380/7 | 411/3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leśniak, D.; Zasadziński, J.; Libura, W.; Leszczyńska-Madej, B.; Bogusz, M.; Latos, T.; Płonka, B. Structure and Mechanical Properties of AlMgSi(Cu) Extrudates Straightened with Dynamic Deformation. Materials 2024, 17, 3983. https://doi.org/10.3390/ma17163983
Leśniak D, Zasadziński J, Libura W, Leszczyńska-Madej B, Bogusz M, Latos T, Płonka B. Structure and Mechanical Properties of AlMgSi(Cu) Extrudates Straightened with Dynamic Deformation. Materials. 2024; 17(16):3983. https://doi.org/10.3390/ma17163983
Chicago/Turabian StyleLeśniak, Dariusz, Józef Zasadziński, Wojciech Libura, Beata Leszczyńska-Madej, Marek Bogusz, Tomasz Latos, and Bartłomiej Płonka. 2024. "Structure and Mechanical Properties of AlMgSi(Cu) Extrudates Straightened with Dynamic Deformation" Materials 17, no. 16: 3983. https://doi.org/10.3390/ma17163983
APA StyleLeśniak, D., Zasadziński, J., Libura, W., Leszczyńska-Madej, B., Bogusz, M., Latos, T., & Płonka, B. (2024). Structure and Mechanical Properties of AlMgSi(Cu) Extrudates Straightened with Dynamic Deformation. Materials, 17(16), 3983. https://doi.org/10.3390/ma17163983