
Hot Deformation Behavior and Microstructure Evolution of a Graphene/Copper Composite

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
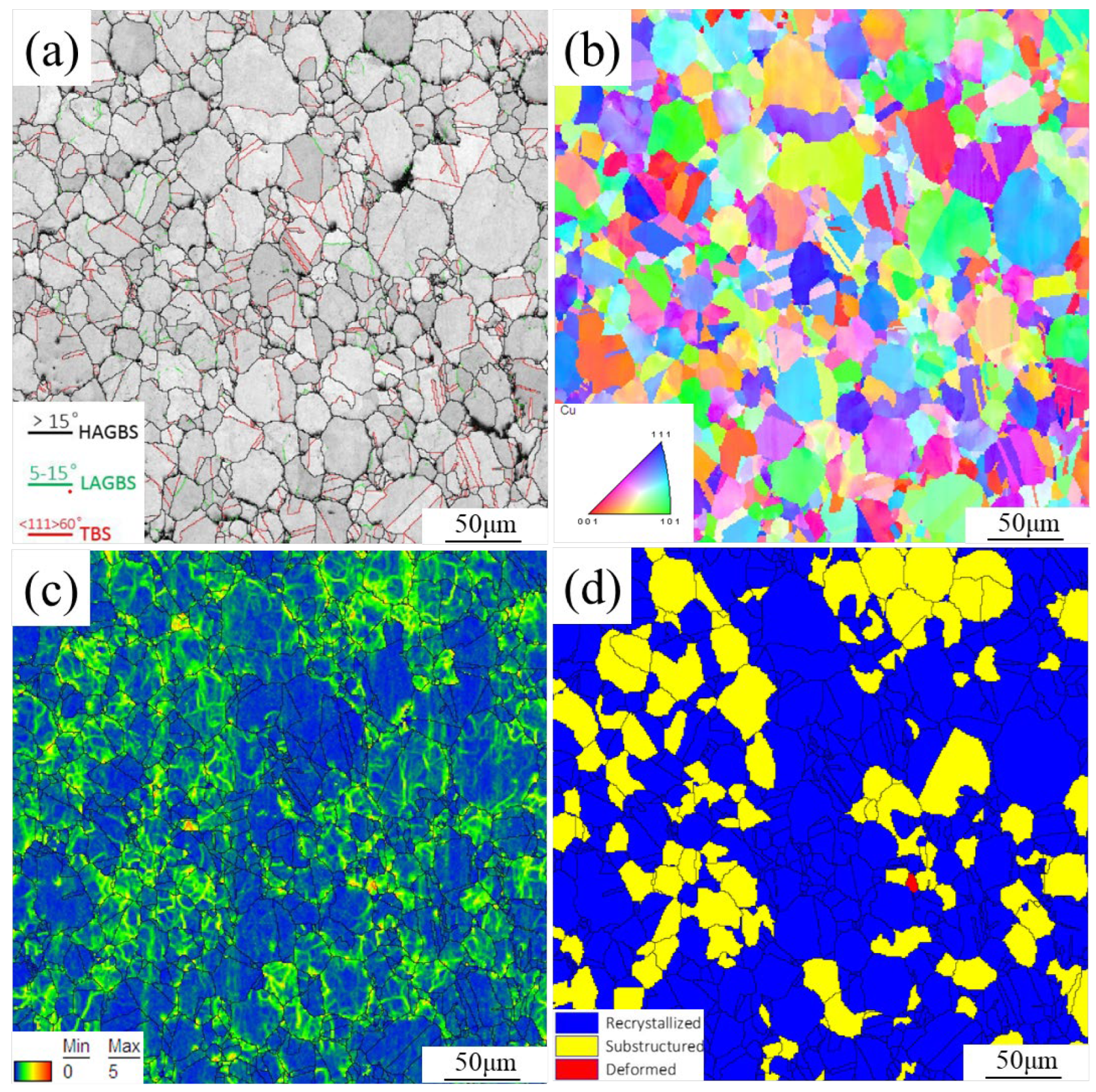
3.1. Microstructure of Graphene/Copper Powders and As-Sintered Composites
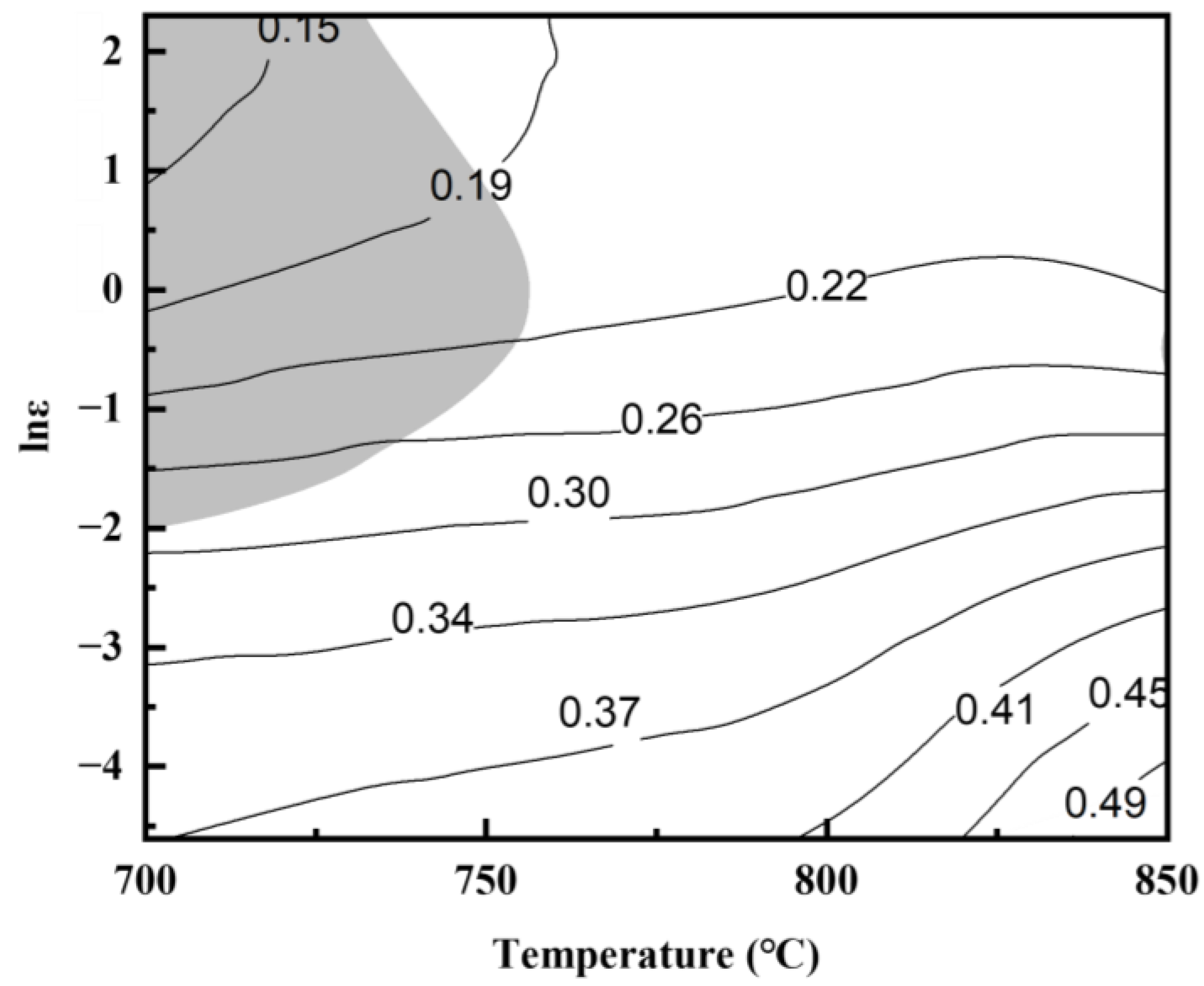
3.2. Constitutive Equation and Hot Processing Map
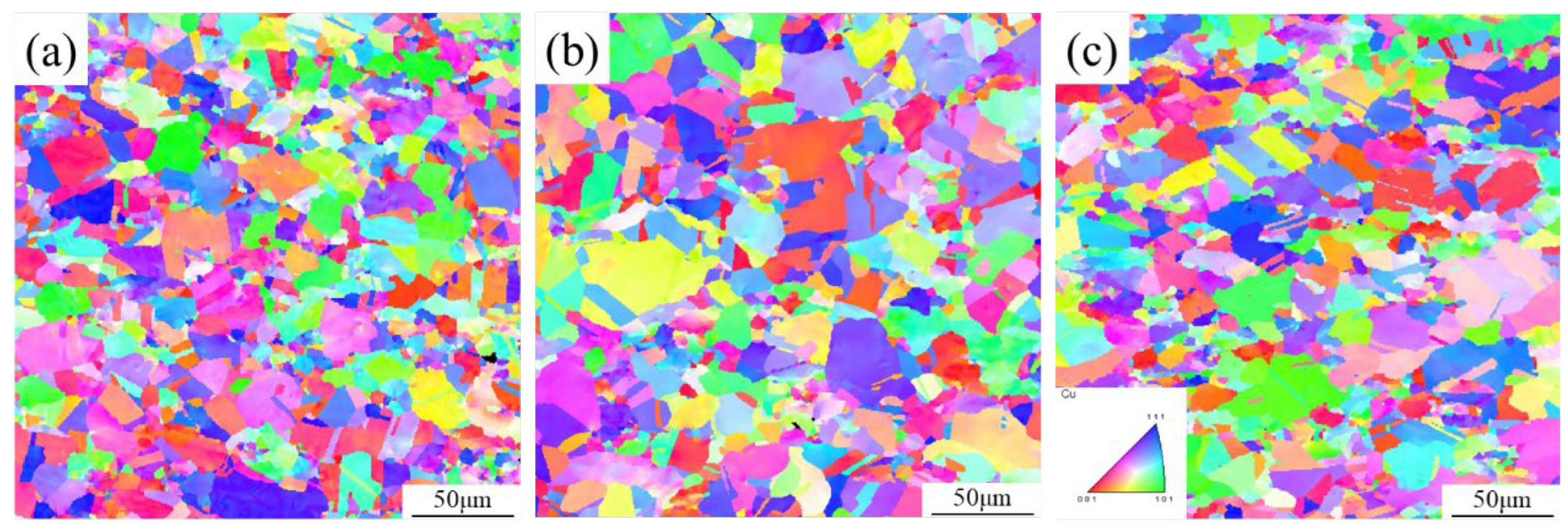
3.3. Microstructure after Hot Deformation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, Y.; Zhong, B.; Ni, J.; Song, J.; Huang, Y.; Yao, S.; Liu, Y.; Fan, T. Enhanced electrical conductivity of copper by nitrogen-doped graphene. Scr. Mater. 2024, 239, 115797. [Google Scholar] [CrossRef]
- Yang, H.; Ma, Z.; Lei, C.; Meng, L.; Fang, Y.; Liu, J.; Wang, H. High strength and high conductivity Cu alloys: A review. Sci. China-Technol. Sci. 2020, 63, 2505–2517. [Google Scholar] [CrossRef]
- Gwalani, B.; Li, X.; Nittala, A.; Choi, W.; Reza-E-Rabby, M.; Atehortua, J.E.; Bhattacharjee, A.; Pole, M.; Silverstein, J.; Song, M.; et al. Unprecedented electrical performance of friction-extruded copper-graphene composites. Mater. Des. 2024, 237, 112555. [Google Scholar] [CrossRef]
- Geim, A.K.; Novoselov, K.S. The rise of graphene. Nat. Mater. 2007, 6, 183–191. [Google Scholar] [CrossRef]
- Cao, M.; Xiong, D.-B.; Tan, Z.; Ji, G.; Amin-Ahmadi, B.; Guo, Q.; Fan, G.; Guo, C.; Li, Z.; Zhang, D. Aligning graphene in bulk copper: Nacre-inspired nanolaminated architecture coupled with in-situ processing for enhanced mechanical properties and high electrical conductivity. Carbon 2017, 117, 65–74. [Google Scholar] [CrossRef]
- Zuo, T.; Wang, M.; Xue, J.; Ru, Y.; Zhang, L.; Da, B.; Wu, Y.; Xu, Z.; Gao, Z.; Liaw, P.K.; et al. Superior electrical conductivity-strength combination of an in-situ fabricated La2O3 doped copper/graphene composite conductor. Carbon 2022, 197, 455–465. [Google Scholar] [CrossRef]
- Song, H.; Mai, J.; Zhang, Z.; Gu, A.; Mai, Y.; Chang, Y. A high strength and high electrical conductivity copper based composite enhanced by graphene and Al2O3 nanoparticles. Mater. Sci. Eng. A 2024, 899, 146432. [Google Scholar] [CrossRef]
- Shi, L.; Liu, M.; Yang, Y.; Liu, R.; Zhang, W.; Zheng, Q.; Ren, Z. Achieving high strength and ductility in copper matrix composites with graphene network. Mater. Sci. Eng. A 2021, 828, 142107. [Google Scholar] [CrossRef]
- Li, X.; Guo, B.; Yu, X.; Yang, C.; Zhou, S.; Cui, S.; Zhang, Z.; Li, W. Particle morphology dependence of the mechanical and electrical properties in the in-situ graphene reinforced Cu matrix composites. Compos. Part A Appl. Sci. Manuf. 2024, 179, 108032. [Google Scholar] [CrossRef]
- Zhang, X.; Shi, C.; Liu, E.; Zhao, N.; He, C. High-strength graphene network reinforced copper matrix composites achieved by architecture design and grain structure regulation. Mater. Sci. Eng. A 2019, 762, 138063. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, B.; Cao, Y.; Zhang, R.; Li, J.; Fang, Q.; Liu, H.; Liu, Y. Microstructure and mechanical properties of thin-walled ODS ferritic steel tubes fabricated by a near-net forming method. Mater. Sci. Eng. A 2024, 899, 146436. [Google Scholar] [CrossRef]
- Fu, A.; Liu, B.; Liu, B.; Cao, Y.; Wang, J.; Liao, T.; Li, J.; Fang, Q.; Liaw, P.K.; Liu, Y. A novel cobalt-free oxide dispersion strengthened medium-entropy alloy with outstanding mechanical properties and irradiation resistance. J. Mater. Sci. Technol. 2023, 152, 190–200. [Google Scholar] [CrossRef]
- Li, T.; Wang, Y.; Yang, M.; Hou, H.; Wu, S. High strength and conductivity copper/graphene composites prepared by severe plastic deformation of graphene coated copper powder. Mater. Sci. Eng. A 2021, 826, 141983. [Google Scholar] [CrossRef]
- Que, L.; Han, R.; Dai, M.; Su, J.; Guo, Y.; Xu, X.; Jian, X.; Zhou, Z. Powder-metallurgical construction of graphene-like nanosheet network reinforced Cu composites towards balanced high-performance. Carbon 2024, 225, 119121. [Google Scholar] [CrossRef]
- Xiu, Z.; Ju, B.; Zhan, J.; Zhang, N.; Wang, Z.; Mei, Y.; Liu, J.; Feng, Y.; Guo, Y.; Kang, P.; et al. Microstructure Evolution of Graphene and the Corresponding Effect on the Mechanical/Electrical Properties of Graphene/Cu Composite during Rolling Treatment. Materials 2022, 15, 1218. [Google Scholar] [CrossRef] [PubMed]
- Yang, Z.; Deng, F.; Tao, Z.; Yan, S.; Ma, H.; Qian, M.; He, W.; Zhang, Z.; Liu, Y.; Wang, L. Effects on the Microstructure Evolution and Properties of Graphene/Copper Composite during Rolling Process. Materials 2023, 16, 5534. [Google Scholar] [CrossRef]
- Arya, C.; De Silva, K.K.H.; Yoshimura, M. Adlayer-free large-area single-crystal CVD graphene growth on copper. J. Mater. Sci.-Mater. Electron. 2020, 31, 21821–21831. [Google Scholar] [CrossRef]
- Hao, Y.; Bharathi, M.S.; Wang, L.; Liu, Y.; Chen, H.; Nie, S.; Wang, X.; Chou, H.; Tan, C.; Fallahazad, B.; et al. The Role of Surface Oxygen in the Growth of Large Single-Crystal Graphene on Copper. Science 2013, 342, 720–723. [Google Scholar] [CrossRef] [PubMed]
- Ferrari, A.C.; Basko, D.M. Raman spectroscopy as a versatile tool for studying the properties of graphene. Nat. Nanotechnol. 2013, 8, 235–246. [Google Scholar] [CrossRef]
- Kim, W.J.; Lee, T.J.; Han, S.H. Multi-layer graphene/copper composites: Preparation using high-ratio differential speed rolling, microstructure and mechanical properties. Carbon 2014, 69, 55–65. [Google Scholar] [CrossRef]
- Xie, Y.; Meng, X.; Li, Y.; Mao, D.; Wan, L.; Huang, Y. Insight into ultra-refined grains of aluminum matrix composites via deformation-driven metallurgy. Compos. Commun. 2021, 26, 100776. [Google Scholar] [CrossRef]
- Yang, J.Y.; Kim, W.J. Examination of high-temperature mechanisms and behavior under compression and processing maps of pure copper. J. Mater. Res. Technol. 2020, 9, 960–968. [Google Scholar] [CrossRef]
- Zhang, Y.; Chai, Z.; Volinsky, A.A.; Tian, B.H.; Sun, H.L.; Liu, P.; Liu, Y. Processing maps for the Cu-Cr-Zr-Y alloy hot deformation behavior. Mater. Sci. Eng. A 2016, 662, 320–329. [Google Scholar] [CrossRef]
- Ban, Y.; Zhang, Y.; Tian, B.; Song, K.; Zhou, M.; Zhang, X.; Jia, Y.; Li, X.; Geng, Y.; Liu, Y.; et al. EBSD analysis of hot deformation behavior of Cu-Ni-Co-Si-Cr alloy. Mater. Charact. 2020, 169, 110656. [Google Scholar] [CrossRef]
- Rezaei Ashtiani, H.R.; Shayanpoor, A.A. Prediction of thermo-mechanical behavior and microstructural evolution of copper considering initial grain size at elevated temperature. Mater. Today Commun. 2021, 28, 102652. [Google Scholar] [CrossRef]
- Liang, S.; Zhou, M.; Zhang, Y.; Liu, S.; Li, X.; Tian, B.; Geng, Y.; Ban, Y.; Jia, Y.; Liu, Y.; et al. Thermal deformation behavior of GO/CeO2 in-situ reinforced Cu30Cr10W electrical contact material. J. Alloys Compd. 2022, 899, 163266. [Google Scholar] [CrossRef]
- Zhu, H.; Zhou, M.; Jing, K.; Tian, B.; Zhang, Y.; Li, X.; Li, Y.; Zheng, X.; Li, H.; Ma, Z.; et al. Hot deformation behavior of 0.5Y2O3/Al2O3-Cu/30Mo3SiC composites doped with reduced graphene oxide. J. Mater. Res. Technol. 2023, 26, 7444–7459. [Google Scholar] [CrossRef]
- Bruni, C.; Forcellese, A.; Gabrielli, F. Hot workability and models for flow stress of NIMONIC 115 Ni-base superalloy. J. Mater. Process. Technol. 2002, 125–126, 242–247. [Google Scholar] [CrossRef]
- Sellars, C.; McTegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of Strain Rate Upon Plastic Flow of Steel. J. Appl. Phys. 1944, 15, 22–32. [Google Scholar] [CrossRef]
- Hu, H.; Qin, J.; Zhu, Y.; Wang, J.; Li, X.; Jin, P. Hot Deformation Behavior and Microstructures Evolution of GNP-Reinforced Fine-Grained Mg Composites. Acta Metall. Sin. (Engl. Lett.) 2024, 37, 407–424. [Google Scholar] [CrossRef]
- Xu, G.Y.; Guo, X.H.; Li, S.L.; Song, K.X.; Song, H.; Su, H. Enhanced hot deformation property of Al2O3/Cu–Cr composite fabricated by internal oxidation. Mater. Sci. Eng. A 2024, 899, 146463. [Google Scholar] [CrossRef]
- Wang, M.; Sheng, J.; Wang, L.-D.; Yang, Z.-Y.; Shi, Z.-D.; Wang, X.-J.; Fei, W.-D. Hot rolling behavior of graphene/Cu composites. J. Alloys Compd. 2020, 816, 153204. [Google Scholar] [CrossRef]
- Zhang, X.; Xiong, D.-B.; Liu, Y.; Jia, Y.; Zhang, Y.; Zhou, M.; Liu, H.; Geng, Y.; Wang, X.; Liu, P.; et al. Multilayer graphene interface enabled ultrahigh extensibility for high performance bulk nanostructured copper. Acta Mater. 2024, 267, 119710. [Google Scholar] [CrossRef]
- Yu, Y.; Feng, S.; Liu, Y.; Yan, Z.; Chen, G.; Yang, J.; Zhang, W. Effect of Temperature on the Mechanical Properties, Conductivity, and Microstructure of Multi-layer Graphene/Copper Composites Fabricated by Extrusion. J. Mater. Eng. Perform. 2024. [Google Scholar] [CrossRef]
- Lou, S.; Li, X.; Guo, G.; Ran, L.; Liu, Y.; Zhang, P.; Su, C. Hot deformation behavior and microstructure of a 0.5 wt% graphene nanoplatelet reinforced aluminum composite. Sci. Eng. Compos. Mater. 2022, 29, 97–112. [Google Scholar] [CrossRef]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, T.; Lu, R.; Cao, Y.; Liu, B.; Fu, A.; Liu, B. Hot Deformation Behavior and Microstructure Evolution of a Graphene/Copper Composite. Materials 2024, 17, 4010. https://doi.org/10.3390/ma17164010
Li T, Lu R, Cao Y, Liu B, Fu A, Liu B. Hot Deformation Behavior and Microstructure Evolution of a Graphene/Copper Composite. Materials. 2024; 17(16):4010. https://doi.org/10.3390/ma17164010
Chicago/Turabian StyleLi, Tiejun, Ruiyu Lu, Yuankui Cao, Bicheng Liu, Ao Fu, and Bin Liu. 2024. "Hot Deformation Behavior and Microstructure Evolution of a Graphene/Copper Composite" Materials 17, no. 16: 4010. https://doi.org/10.3390/ma17164010