
Analysis of Chemical Oxygen Demand in Barrel Finishing Based on Reusing Water Resource of Grinding Fluid

Abstract
1. Introduction
2. Materials and Methods
2.1. Liquid Medium
2.2. Characterizations
2.3. Barrel Finishing
3. Results and Discussion
3.1. The COD of Grinding Fluid
3.2. Water Quality Analysis of Grinding Fluid
3.3. Water Quality Evaluation of Reused Grinding Fluid
3.4. Reusing Grinding Fluid on Finishing Effects
4. Conclusions
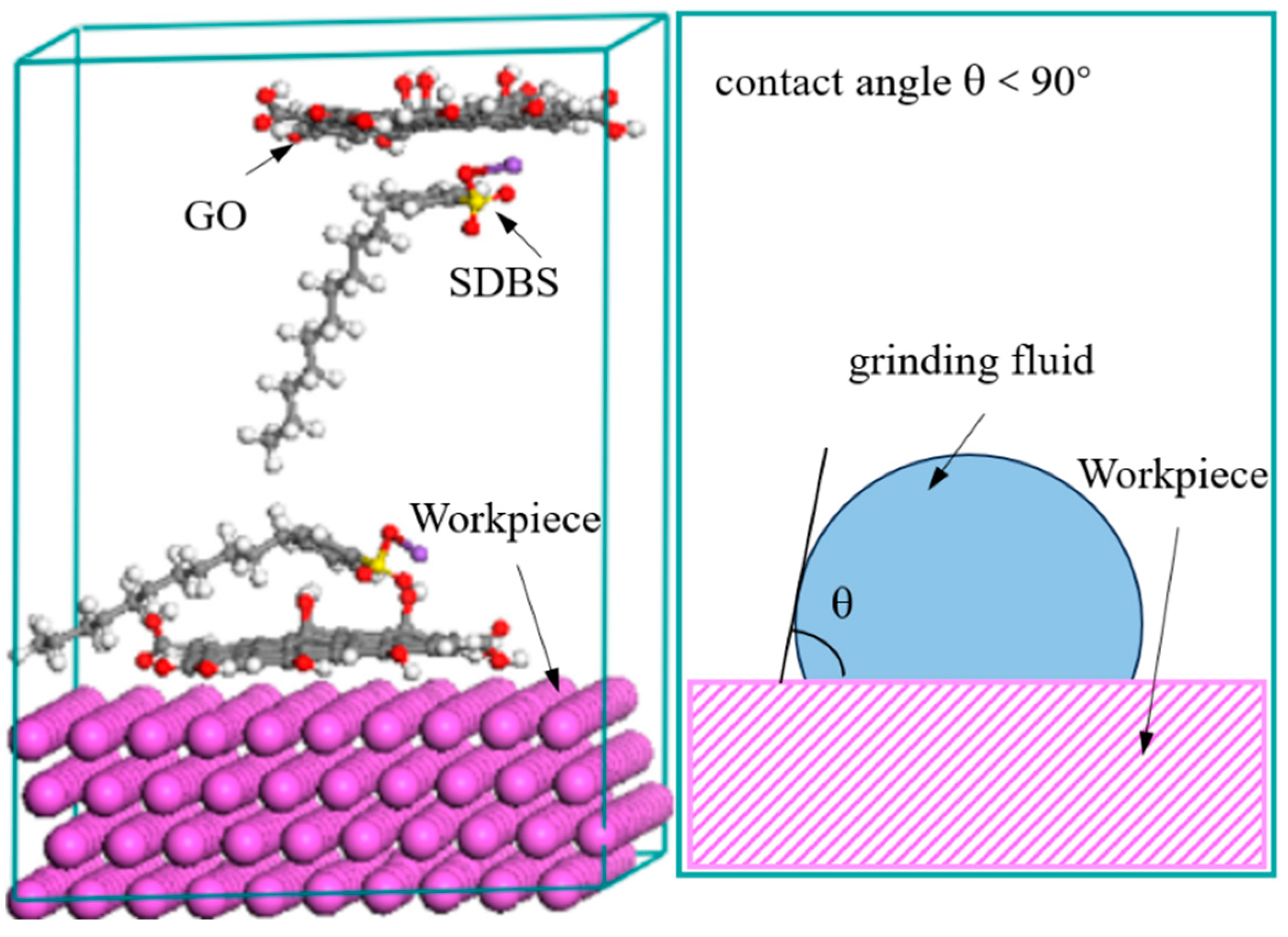
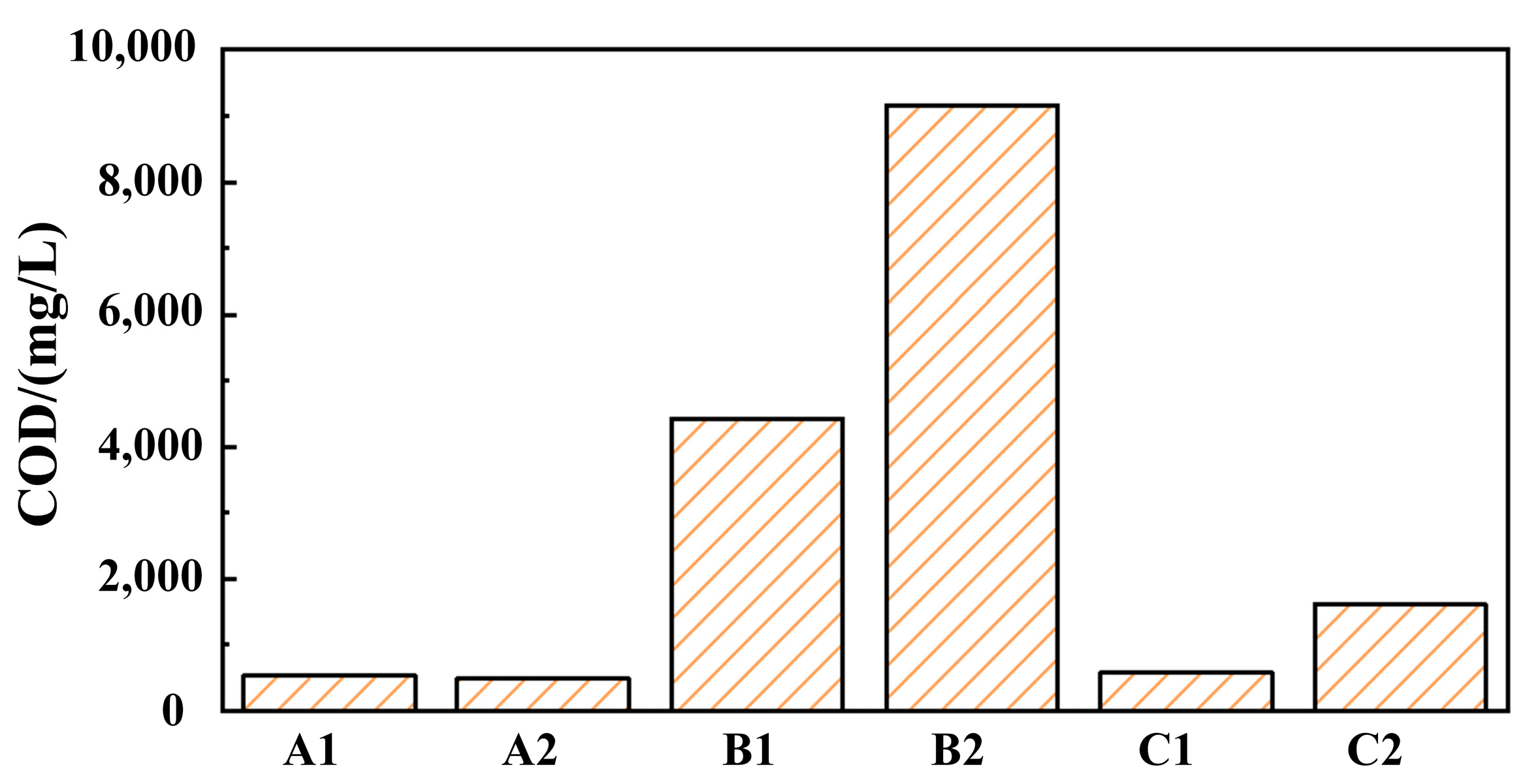
- Colloidal SDBS being the surfactant is the main factor affecting the COD values of grinding fluid. GO can adsorb a certain amount of SDBS and take it away. Aiming to decrease the COD values, the use of surfactants should be reduced in grinding fluid for finishing.
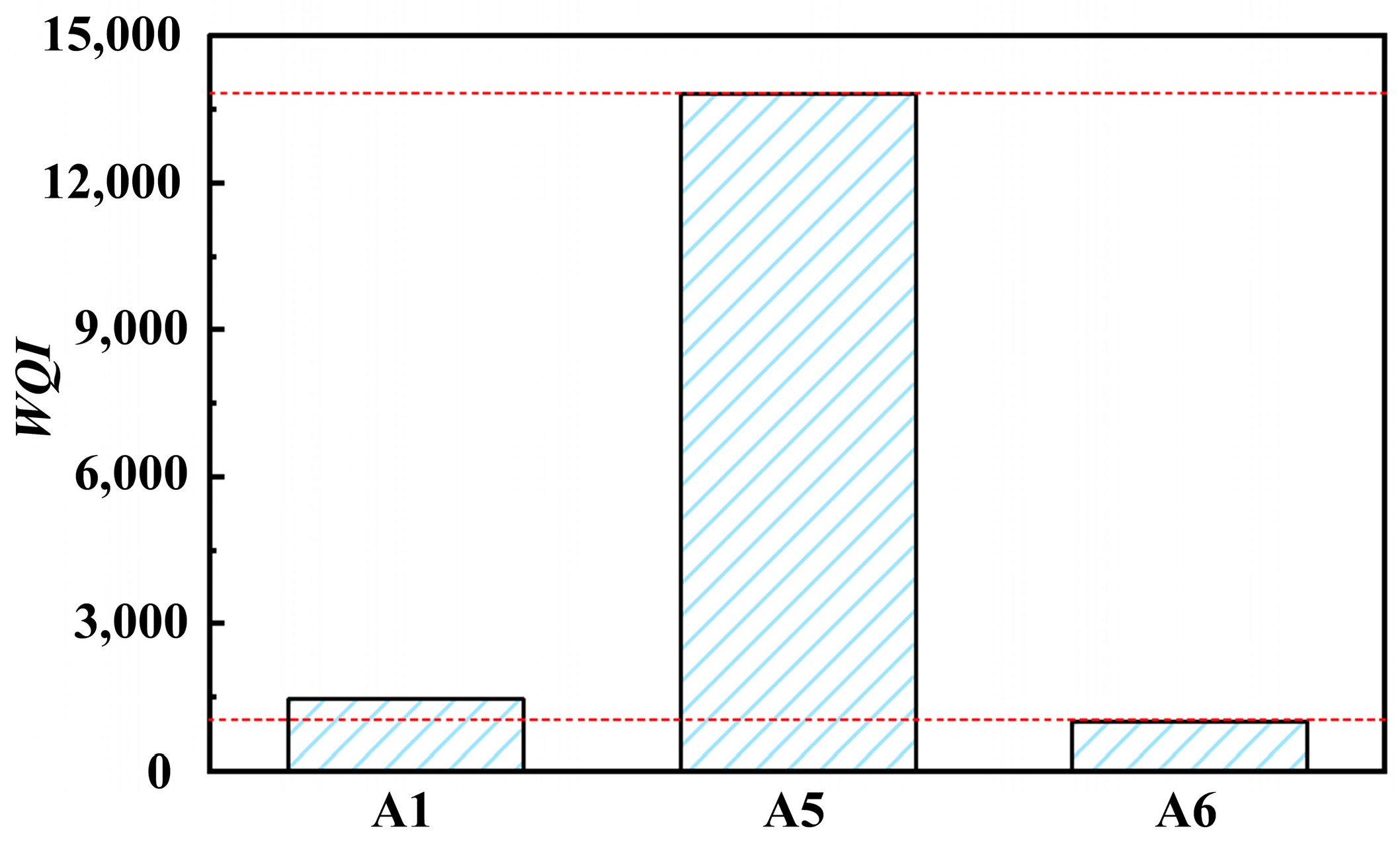
- The decrease rate of WQI after physical separation of grinding fluid is about 90%. GO with adsorption properties and can take impurities (such as metal aluminum and anionic surfactants) away from the grinding fluid. Water quality when reusing grinding fluid can be guaranteed.
- As per the effect of the reused grinding fluid (solution A4), the surface roughness Ra of the workpiece is as low as 0.398 μm, which is similar to the effect of grinding fluid (solution A1). It indicates that the self-assembly property of molecules in grinding fluid shows stability and the reused grinding fluid has finishing effectiveness.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- González, H.; Calleja, A.; Pereira, O.; Ortega, N.; López de Lacalle, L.N.; Barton, M. Super Abrasive Machining of Integral Rotary Components Using Grinding Flank Tools. Metals 2018, 8, 24. [Google Scholar] [CrossRef]
- Bernhardt, A.; Schneider, J.; Schroeder, A.; Papadopoulous, K.; Lopez, E.; Brückner, F.; Botzenhart, U. Surface Conditioning of Additively Manufactured Titanium Implants and Its Influence on Materials Properties and in Vitro Biocompatibility. Mater. Sci. Eng. C 2021, 119, 111631. [Google Scholar] [CrossRef]
- Frechette, M.; Mershon, C.; Sroka, G. Superfinishing Rear Axle Gears: A Significant Step Toward Reducing Automotive Greenhouse Gas Emissions. In Proceedings of the Volume 5: 25th International Conference on Design Theory and Methodology; ASME 2013 Power Transmission and Gearing Conference, Portland, OR, USA, 4–7 August 2013; American Society of Mechanical Engineers: Portland, OR, USA, 2013; p. V005T11A039. [Google Scholar]
- Hao, Y.; Yang, S.; Li, W.; Wang, X.; Li, X.; Li, D. Distribution Behavior of Particles in Vibratory Finishing within Restricted Space: Force Characteristics and Posture Control. Powder Technol. 2023, 429, 118942. [Google Scholar] [CrossRef]
- Kaynak, Y.; Tascioglu, E. Post-Processing Effects on the Surface Characteristics of Inconel 718 Alloy Fabricated by Selective Laser Melting Additive Manufacturing. Prog. Addit. Manuf. 2020, 5, 221–234. [Google Scholar] [CrossRef]
- Ge, X.; Sun, J.; Liu, Q. The Influence of oiliness agent and antirust agent on emulsion’s tribology and strip-cold-rolling performance. Lubr. Oil 2015, 30, 21–24. [Google Scholar] [CrossRef]
- Azadi, M.; Hormozi, F.; Sanaei-Moghadam, M.; Sarkandy, S.Y. The Effect of SiO2 Nanoparticles and Surfactant on the Wetting Properties of an Enzyme-Based Nanofluid as a Liquid Binder in the Enzyme Granulation Process. Powder Technol. 2023, 426, 118671. [Google Scholar] [CrossRef]
- Mane, N.S.; Hemadri, V. Experimental Investigation of Stability, Properties and Thermo-Rheological Behaviour of Water-Based Hybrid CuO and Fe3O4 Nanofluids. Int. J. Thermophys. 2022, 43, 7. [Google Scholar] [CrossRef]
- Gallego, A.; Cacua, K.; Herrera, B.; Cabaleiro, D.; Piñeiro, M.M.; Lugo, L. Experimental Evaluation of the Effect in the Stability and Thermophysical Properties of Water-Al2O3 Based Nanofluids Using SDBS as Dispersant Agent. Adv. Powder Technol. 2020, 31, 560–570. [Google Scholar] [CrossRef]
- Wang, X.; Gao, H.; Deng, Q.; Wang, J.; Chen, H.; Yuan, J. Effect of Wetting Characteristics of Polishing Fluid on the Quality of Water-Dissolution Polishing of KDP Crystals. Micromachines 2022, 13, 535. [Google Scholar] [CrossRef]
- Wang, W.; Qi, L.; Zhang, P.; Luo, J.; Li, J. Removal of COD in Wastewater by Magnetic Coagulant Prepared from Modified Fly Ash. Environ. Sci. Pollut. Res. 2022, 29, 52175–52188. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Liu, X.; Li, Y.; Chang, X.; Zhang, J.; Chen, G. Study of COD Removal from the Waste Drilling Fluid and Its Application Chad Oilfield. J. Water Chem. Technol. 2021, 43, 60–67. [Google Scholar] [CrossRef]
- Wang, M.; Xu, H.; Xue, Y.; Chang, J.; Chen, K.; Pan, W. Experimental research on COD treatment for carbide slag-gypsum flue gas desulfurization wastewater. Therm. Power Gener. 2017, 46, 64–70. [Google Scholar] [CrossRef]
- Enaime, G.; Baçaoui, A.; Yaacoubi, A.; Berzio, S.; Wichern, M.; Lübken, M. Packed-Bed Biofilm Reactor for Semi-Continuous Anaerobic Digestion of Olive Mill Wastewater: Performances and COD Mass Balance Analysis. Environ. Technol. 2020, 41, 2657–2669. [Google Scholar] [CrossRef] [PubMed]
- Phan, H.N.Q.; Leu, J.H.; Nguyen, V.N.D. The Combination of Anaerobic Digestion and Electro-Oxidation for Efficient COD Removal in Beverage Wastewater: Investigation of Electrolytic Cells. Sustainability 2023, 15, 5551. [Google Scholar] [CrossRef]
- Ribeiro, F.S.F.; Lopes, J.C.; Garcia, M.V.; De Moraes, D.L.; Da Silva, A.E.; De Angelo Sanchez, L.E.; De Aguiar, P.R.; Bianchi, E.C. New Knowledge about Grinding Using MQL Simultaneous to Cooled Air and MQL Combined to Wheel Cleaning Jet Technique. Int. J. Adv. Manuf. Technol. 2020, 109, 905–917. [Google Scholar] [CrossRef]
- Falcone, M.; Buss, L.; Fritsching, U. Model Assessment of an Open-Source Smoothed Particle Hydrodynamics (SPH) Simulation of a Vibration-Assisted Drilling Process. Fluids 2022, 7, 189. [Google Scholar] [CrossRef]
- Kharka, V.; Mujumdar, S.; Shukla, S. Study on Helical Milling of SS 304 with Small Diameter Tools under the Influence of Minimum Quantity Lubrication (MQL). Manuf. Lett. 2023, 35, 1312–1317. [Google Scholar] [CrossRef]
- Sharma, A.K.; Tiwari, A.K.; Dixit, A.R. Effects of Minimum Quantity Lubrication (MQL) in Machining Processes Using Conventional and Nanofluid Based Cutting Fluids: A Comprehensive Review. J. Clean. Prod. 2016, 127, 1–18. [Google Scholar] [CrossRef]
- Pereira, O.; Martin-Alfonso, J.E.; Rodriguez, A.; Calleja, A.; Fernandez-Valdivielso, A.; De Lacalle, L.L. Sustainability analysis of lubricant oils for minimum quantity lubrication based on their tribo-rheological performance. J. Clean. Prod. 2017, 164, 1419–1429. [Google Scholar] [CrossRef]
- Li, Y.; Ju, W.; Yang, L.; Zhang, L.; Sun, Y. Adsorption Behaviors and Mechanism of Graphene Oxide for Silver Complex Anion Removal. Appl. Surf. Sci. 2020, 529, 147112. [Google Scholar] [CrossRef]
- Folens, K.; Huysman, S.; Van Hulle, S.; Du Laing, G. Chemical and Economic Optimization of the Coagulation-Flocculation Process for Silver Removal and Recovery from Industrial Wastewater. Sep. Purif. Technol. 2017, 179, 145–151. [Google Scholar] [CrossRef]
- Karam, A.; Bakhoum, E.S.; Zaher, K. Coagulation/Flocculation Process for Textile Mill Effluent Treatment: Experimental and Numerical Perspectives. Int. J. Sustain. Eng. 2021, 14, 983–995. [Google Scholar] [CrossRef]
- Renew, J.E.; Zhang, W.; Huang, C.-H. Mass Transport Release of Heavy Metal Oxyanions from Solidified/Stabilized Co-Disposed Flue Gas Desulfurization Brine and Coal Fly Ash Monoliths. Environ. Sci. Pollut. Res. 2021, 28, 29945–29957. [Google Scholar] [CrossRef] [PubMed]
- Yadav, S.; Singh Raman, A.P.; Meena, H.; Goswami, A.G.; Bhawna; Kumar, V.; Jain, P.; Kumar, G.; Sagar, M.; Rana, D.K.; et al. An Update on Graphene Oxide: Applications and Toxicity. ACS Omega 2022, 7, 35387–35445. [Google Scholar] [CrossRef]
- Ghulam, A.N.; Dos Santos, O.A.L.; Hazeem, L.; Pizzorno Backx, B.; Bououdina, M.; Bellucci, S. Graphene Oxide (GO) Materials—Applications and Toxicity on Living Organisms and Environment. JFB 2022, 13, 77. [Google Scholar] [CrossRef]
- Shi, H.; Yang, S.; Li, X.; Li, W. Influence of GO on Surface Process Mechanism in Barrel Finishing. Mater. Manuf. Process. 2023, 38, 1267–1275. [Google Scholar] [CrossRef]
- State Environmental Protection Administration. Water and Wastewater Monitoring and Analysis Methods, 4th ed.; China Environmental Science Press: Beijing, China, 2002. [Google Scholar]
- Khorasani, M.; Ghasemi, A.H.; Farabi, E.; Leary, M.; Gibson, I.; Rolfe, B. A Comprehensive Investigation of Abrasive Barrel Finishing on Hardness and Manufacturability of Laser-Based Powder Bed Fusion Hollow Components. Int. J. Adv. Manuf. Technol. 2022, 120, 3471–3490. [Google Scholar] [CrossRef]
- Schwarz, M.; Dado, M.; Hnilica, R. Environmental and Health Aspects of Metalworking Fluid Use. Pol. J. Environ. Stud. 2015, 24, 37–45. [Google Scholar]
- Wickramasinghe, K.C.; Perera, G.I.P.; Herath, H.M.C.M. Formulation and Performance Evaluation of a Novel Coconut Oil-Based Metalworking Fluid. Mater. Manuf. Process. 2017, 32, 1026–1033. [Google Scholar] [CrossRef]
- Nishikawa, N.; Sato, Y.; Kudo, K. Development of Electric Rust Preventive Machining Method—Correspond to Difference of Water in World: Use of Deionized Refined Water. Adv. Mater. Res. 2015, 497, 365–372. [Google Scholar] [CrossRef]
- Wang, J.; Shi, H.; Gao, Z.; Li, X.; Li, W. The Effect of the Physical Properties of the Granular Media on the Finishing of 7075 Aluminum Alloy. Surf. Technol. 2021, 50, 358–366. [Google Scholar] [CrossRef]
- Lin, Q.; Ma, J.; Peng, X.; Sun, J.; Liu, B.; Wu, Z. Progress on the Environmental Sources of Aluminum, Mechanism of Aluminum Toxicity and its Influencing Factors. Ecol. Environ. Sci. 2019, 28, 1915–1926. [Google Scholar] [CrossRef]
- Amano, K.; Danso-Boateng, E.; Adom, E. Effect of Waste Landfill Site on Surface and Ground Water Drinking Quality. Water Environ. J. 2021, 35, 715–729. [Google Scholar] [CrossRef]
- GB5749-2006; Standards for Drinking Water Quality. National Standard of the People’s Republic of China: Beijing, China, 2006.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solution | Composition | Barrel Finishing | Physical Separation Filtration |
|---|---|---|---|
| A1 (grinding fluid of finishing) | Deionized water (400 mL), GO (0.2 g), SDBS (0.4 g) | — — | — |
| A2 | Solution A1 (400 mL) | Finishing 50 min | — — |
| A3 (reusing water resources) | — — | — — | By physical separation filtration solution A2 |
| A4 (reusing grinding fluid of finishing) | Solution A3 (400 mL), GO (0.2 g), SDBS (0.4 g) | — — | — — |
| A5 | Solution A4 (400 mL) | Finishing 50 min | |
| A6 (reusing water resources) | — — | — — | By physical separation filtration solution A5 |
| B1 (GO solution) | Deionized water (400 mL), GO (0.2 g) | — — | — — |
| B2 (GO solution) | Deionized water (400 mL), GO (0.2 g) | Finishing 50 min | — — |
| C1 (SDBS solution) | Deionized water (400 mL), SDBS (0.4 g) | — — | — — |
| C2 (SDBS solution) | Deionized water (400 mL), SDBS (0.4 g) | Finishing 50 min | — — |
| Water Quality Indicators | A1 | A5 | A6 |
|---|---|---|---|
| pH | 7.34 | 7.09 | 7.94 |
| Total hardness (mg/L) | 84 | 126 | 168 |
| Metal aluminum (mg/L) | 8.51 | 193.90 | 6.78 |
| Anionic surfactants (mg/L) | 15.80 | 6.59 | 6.14 |
| Total dissolved solids (mg/L) | 2000 | 4400 | 2400 |
| Ci | Si (mg/L) | wi | Wi |
|---|---|---|---|
| COD | 100 | 5 | 0.227 |
| pH | 8.5 | 4 | 0.182 |
| Total hardness | 450 | 2 | 0.091 |
| Metal aluminum | 0.2 | 3 | 0.136 |
| Anionic surfactants | 0.3 | 3 | 0.136 |
| Total dissolved solids | 1000 | 5 | 0.227 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, H.; Li, X.; Yang, S.; Zhao, R.; Yuan, X. Analysis of Chemical Oxygen Demand in Barrel Finishing Based on Reusing Water Resource of Grinding Fluid. Materials 2024, 17, 4051. https://doi.org/10.3390/ma17164051
Shi H, Li X, Yang S, Zhao R, Yuan X. Analysis of Chemical Oxygen Demand in Barrel Finishing Based on Reusing Water Resource of Grinding Fluid. Materials. 2024; 17(16):4051. https://doi.org/10.3390/ma17164051
Chicago/Turabian StyleShi, Huiting, Xuenan Li, Shengqiang Yang, Ruihao Zhao, and Xiang Yuan. 2024. "Analysis of Chemical Oxygen Demand in Barrel Finishing Based on Reusing Water Resource of Grinding Fluid" Materials 17, no. 16: 4051. https://doi.org/10.3390/ma17164051
APA StyleShi, H., Li, X., Yang, S., Zhao, R., & Yuan, X. (2024). Analysis of Chemical Oxygen Demand in Barrel Finishing Based on Reusing Water Resource of Grinding Fluid. Materials, 17(16), 4051. https://doi.org/10.3390/ma17164051