
Utilization of Fibrous Mat Residues from Upholstered Furniture as Sustainable Fillers in Plywood Production

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Panels
2.3. Characterization of the Elaborated Panels
2.4. Statistical Analysis
3. Results and Discussion
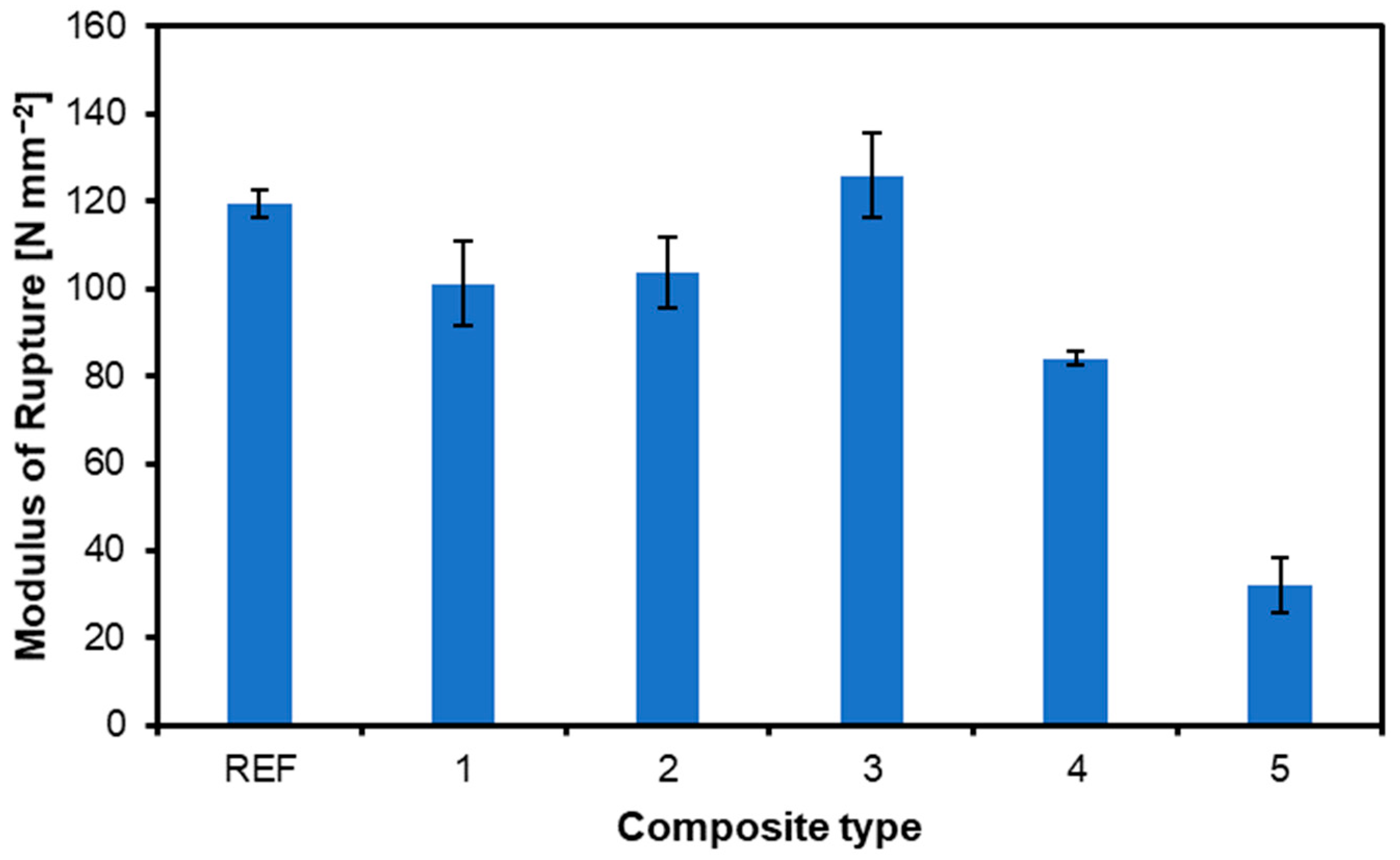
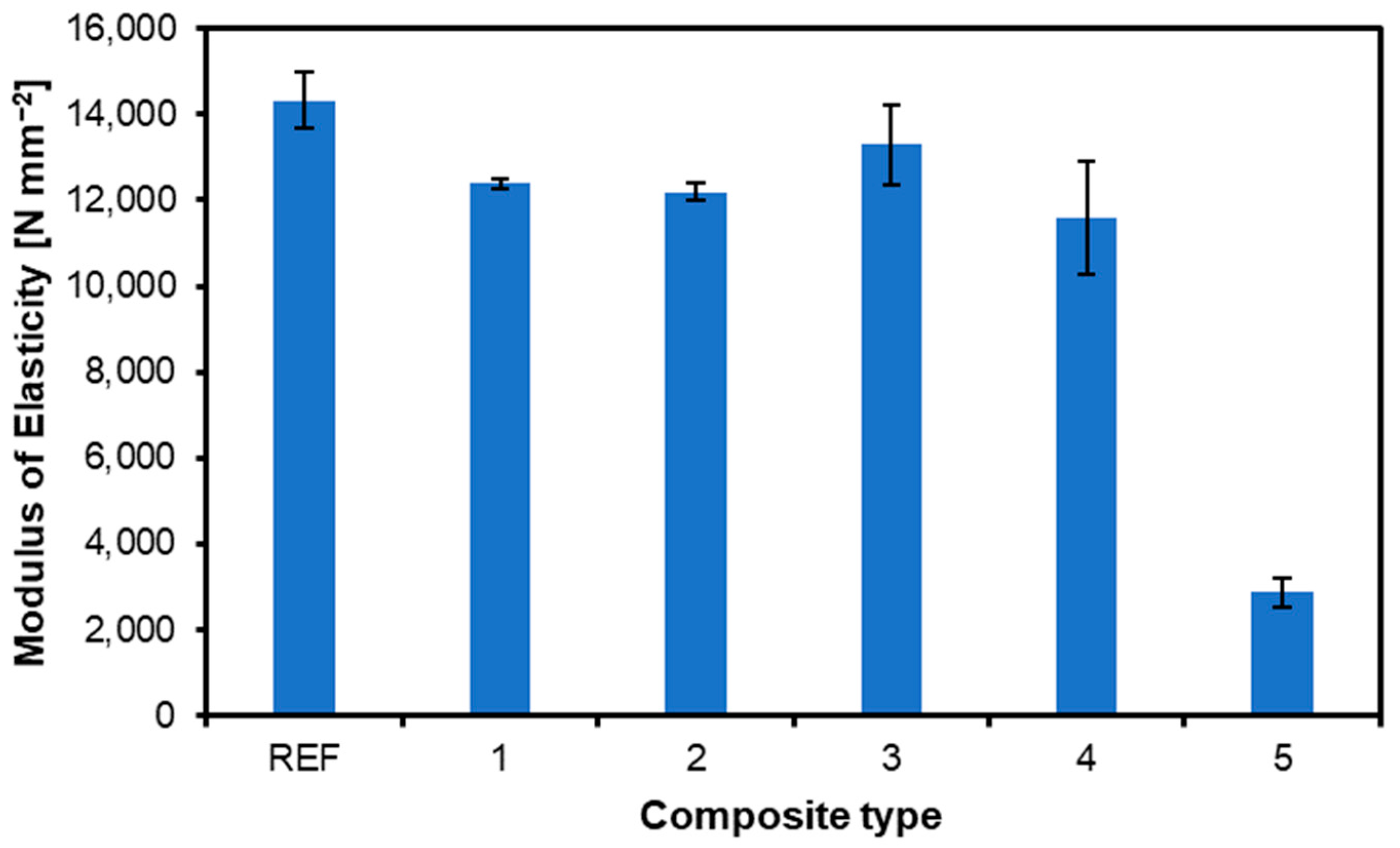
3.1. Modulus of Rupture and Modulus of Elasticity
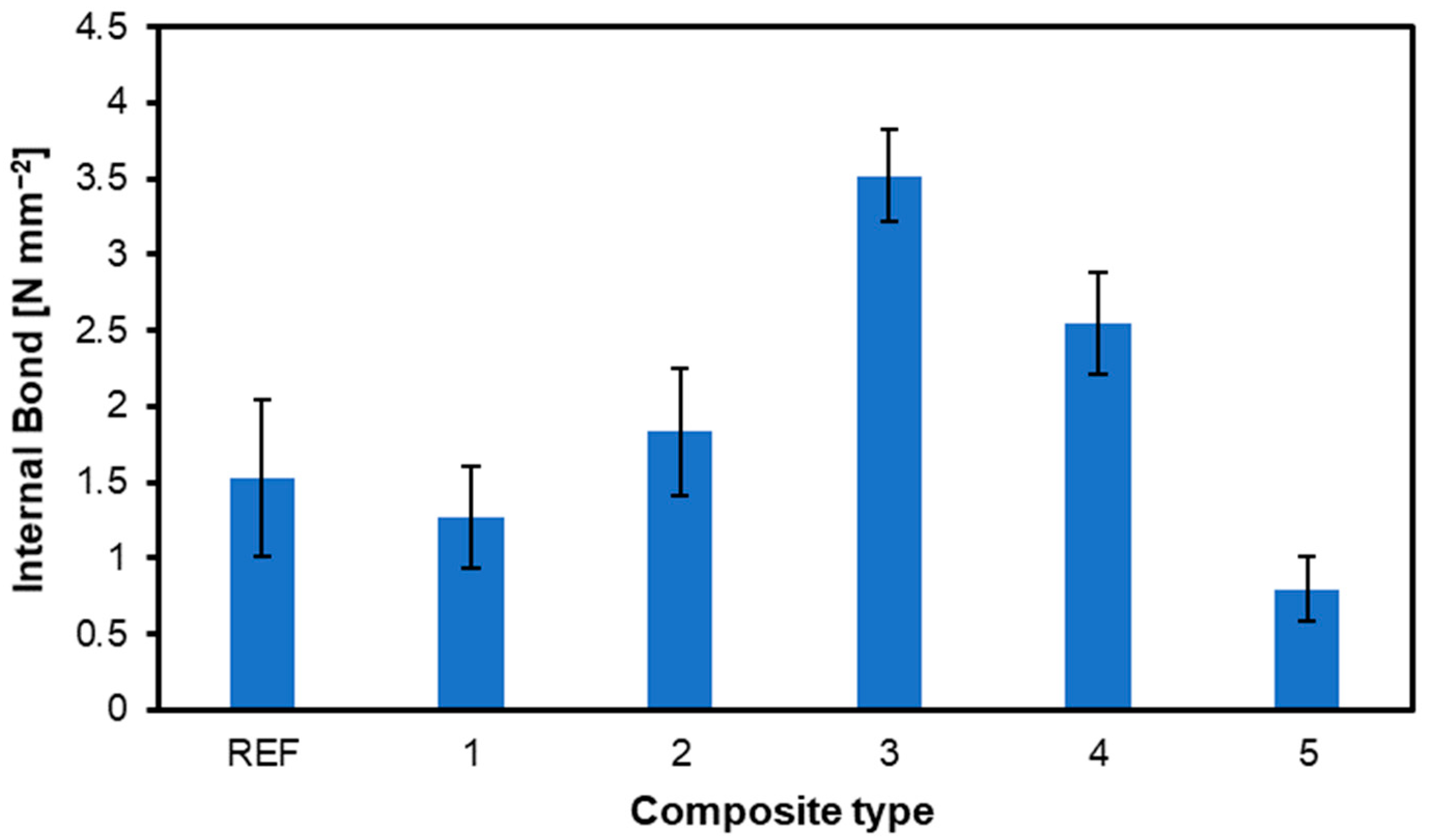
3.2. Internal Bond Strength and Screw Withdrawal Resistance
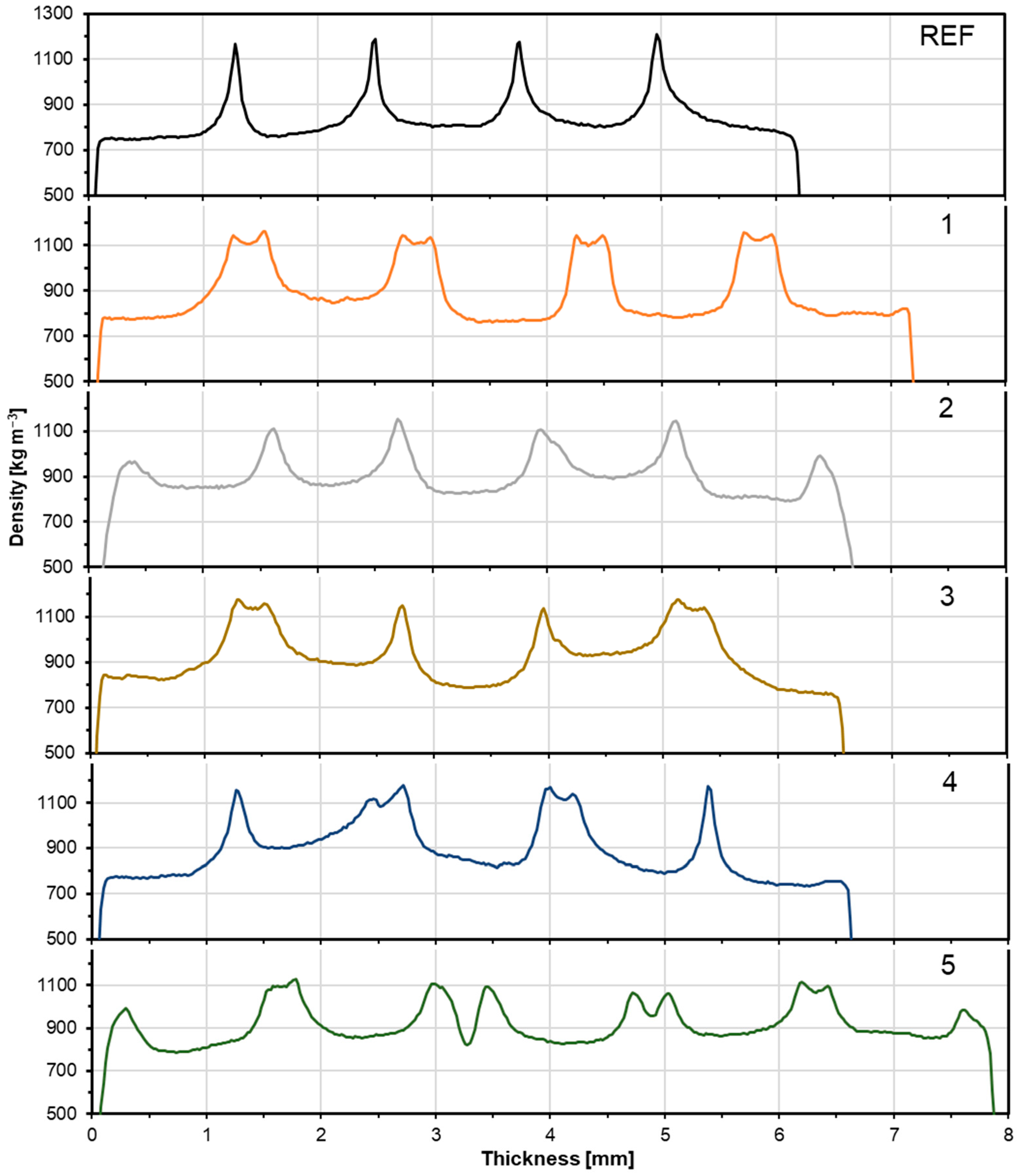
3.3. Density Profile
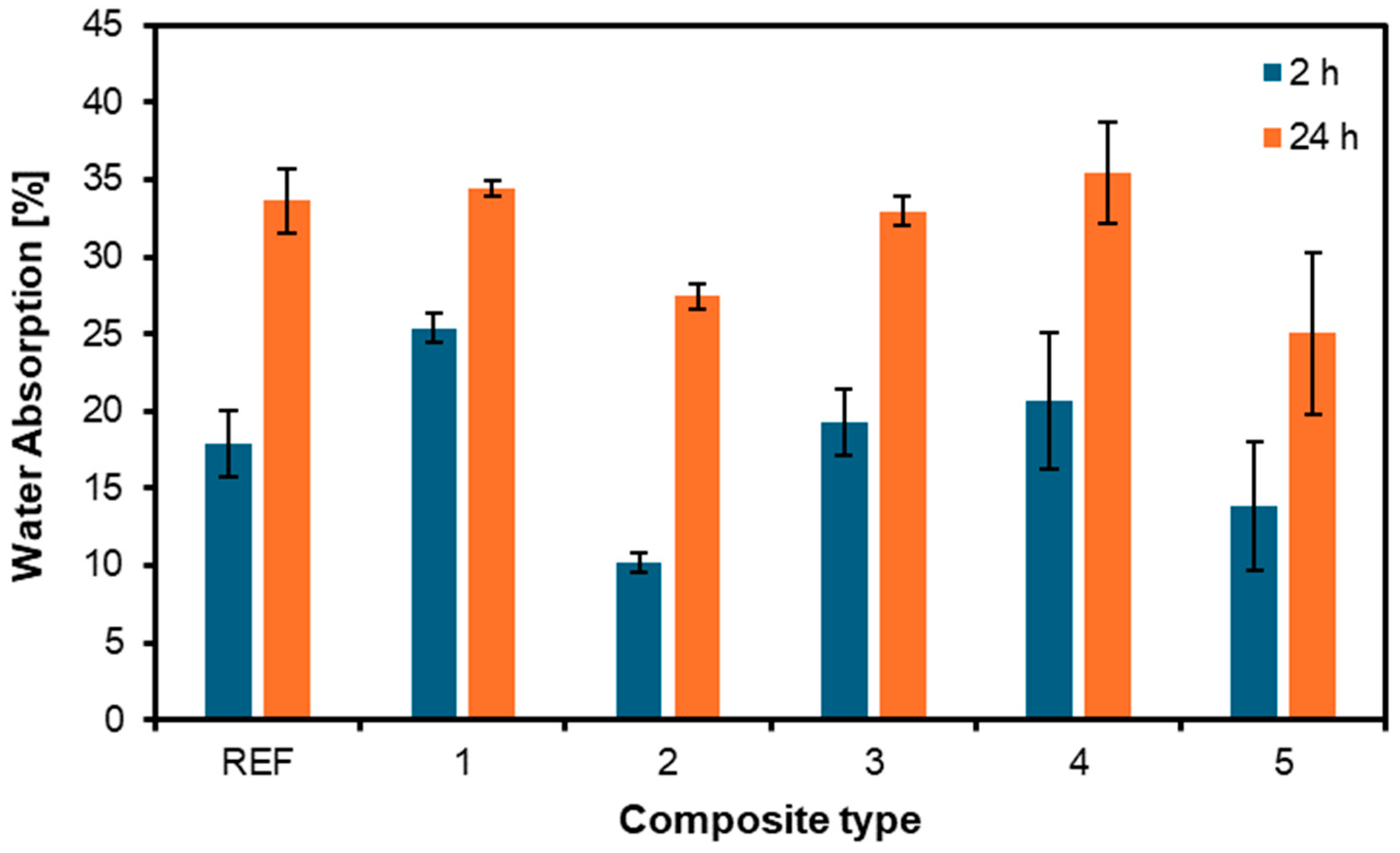
3.4. Thickness Swelling and Water Absorption
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dyrwal, P.; Borysiuk, P. Impact of Phenol Film Grammage on Selected Mechanical Properties of Plywood. Ann. WULS For. Wood Technol. 2020, 111, 5–12. [Google Scholar] [CrossRef]
- Alam, M.A.; Yadama, V.; Cofer, W.F.; Englund, K.R. Analysis and Evaluation of a Fruit Bin for Apples. J. Food Sci. Technol. 2014, 51, 3722–3730. [Google Scholar] [CrossRef] [PubMed]
- Mirski, R.; Kawalerczyk, J.; Dziurka, D.; Siuda, J.; Wieruszewski, M. The Application of Oak Bark Powder as a Filler for Melamine-Urea-Formaldehyde Adhesive in Plywood Manufacturing. Forests 2020, 11, 1249. [Google Scholar] [CrossRef]
- Burawska-Kupniewska, I.; Borowski, M. Selected Mechanical Properties of the Reinforced Layered Composites. Ann. WULS For. Wood Technol. 2021, 113, 53–59. [Google Scholar] [CrossRef]
- Izbicka, J.; Michalski, J. Kompozyty i Laminaty—Tworzywa Stosowane w Technice. Pr. Inst. Elektrotechniki 2006, 341–348. [Google Scholar]
- Hu, Y.; Nakao, T.; Nakai, T.; Gu, J.; Wang, F. Vibrational Properties of Wood Plastic Plywood. J. Wood Sci. 2005, 51, 13–17. [Google Scholar] [CrossRef]
- Wojciechowska, M.; Kowaluk, G. Waste Banana Peel Flour as a Filler in Plywood Binder. Ann. WULS For. Wood Technol. 2023, 123, 143–152. [Google Scholar] [CrossRef]
- Wronka, A.; Kowaluk, G. Upcycling of Wood Dust from Particleboard Recycling as a Filler in Lignocellulosic Layered Composite Technology. Materials 2023, 16, 7352. [Google Scholar] [CrossRef]
- Yan, Y.; Wang, J.; Shen, Z.; Bi, H.; Shentu, B. Flame Resistance and Bonding Performance of Plywood Fabricated by Guanidine Phosphate-Impregnated Veneers. Forests 2023, 14, 741. [Google Scholar] [CrossRef]
- Amini, M.H.M.; Hermawan, A.; Sulaiman, N.S.; Sobri, S.A.; Demirel, G.K. Evaluation of Environmentally Friendly Plywood Made Using Glutaraldehyde Modified Starch As the Binder. Bull. Transilv. Univ. Brasov Ser. II For. Wood Ind. Agric. Food Eng. 2022, 15–64, 65–76. [Google Scholar] [CrossRef]
- Walkiewicz, J.; Kawalerczyk, J.; Mirski, R.; Dziurka, D. The Application of Various Bark Species as a Fillers for UF Resin in Plywood Manufacturing. Materials 2022, 15, 7201. [Google Scholar] [CrossRef] [PubMed]
- Walkiewicz, J.; Kawalerczyk, J.; Mirski, R.; Szubert, Z. The Tea Leaves As a Filler for Uf Resin Plywood Production. Wood Res. 2023, 68, 200–207. [Google Scholar] [CrossRef]
- Auriga, R.; Gumowska, A.; Szymanowski, K.; Wronka, A.; Robles, E.; Ocipka, P.; Kowaluk, G. Performance Properties of Plywood Composites Reinforced with Carbon Fibers. Compos. Struct. 2020, 248, 112533. [Google Scholar] [CrossRef]
- Liu, Y.; Guan, M.; Chen, X.; Zhang, Y.; Zhou, M. Flexural Properties Evaluation of Carbon-Fiber Fabric Reinforced Poplar/Eucalyptus Composite Plywood Formwork. Compos. Struct. 2019, 224, 111073. [Google Scholar] [CrossRef]
- Bal, B.C.; Bektaş, İ.; Mengeloğlu, F.; Karakuş, K.; Ökkeş Demir, H. Some Technological Properties of Poplar Plywood Panels Reinforced with Glass Fiber Fabric. Constr. Build. Mater. 2015, 101, 952–957. [Google Scholar] [CrossRef]
- Jorda, J.; Kain, G.; Barbu, M.C.; Köll, B.; Petutschnigg, A.; Král, P. Mechanical Properties of Cellulose and Flax Fiber Unidirectional Reinforced Plywood. Polymers 2022, 14, 843. [Google Scholar] [CrossRef] [PubMed]
- Król, P.; Borysiuk, P.; Mamiński, M. Comparison of Methodologies for Acid Buffering Capacity Determination-Empirical Verification of Models. Appl. Sci. 2019, 9, 2345. [Google Scholar] [CrossRef]
- Kucukali Ozturk, M.; Venkataraman, M.; Mishra, R. Influence of Structural Parameters on Thermal Performance of Polypropylene Nonwovens. Polym. Adv. Technol. 2018, 29, 3027–3034. [Google Scholar] [CrossRef]
- Cusick, G.E.; Hearle, J.W.S.; Michie, R.I.C.; Peters, R.H.; Stevenson, P.J. Physical Properties of Some Commercial Non-Woven Fabrics. J. Text. Inst. Proc. 1963, 54, P52–P74. [Google Scholar] [CrossRef]
- Wnorowska, M.; Dziurka, D.; Fierek, A.; Mrozek, M.; Borysiuk, P.; Hikiert, M.A.; Kowaluk, G. Przewodnik Po Płytach Drewnopochodnych. Wydanie II Poprawione; Wnorowska, M., Dziurka, D., Fierek, A., Mrozek, M., Borysiuk, P., Hikiert, M.A., Kowaluk, G., Eds.; Stowarzyszenie Producentów Płyt Drewnopochodnych w Polsce: Poznań, Poland, 2017; ISBN 9788393749348. [Google Scholar]
- Yilmaz, K.B.; Sabuncuoglu, B.; Yildirim, B.; Silberschmidt, V.V. A Brief Review on the Mechanical Behavior of Nonwoven Fabrics. J. Eng. Fiber. Fabr. 2020, 15. [Google Scholar] [CrossRef]
- Sadrolodabaee, P.; Claramunt, J.; Ardanuy, M.; de la Fuente, A. Characterization of a Textile Waste Nonwoven Fabric Reinforced Cement Composite for Non-Structural Building Components. Constr. Build. Mater. 2021, 276, 122179. [Google Scholar] [CrossRef]
- Hasan, K.M.F.; Horváth, P.G.; Alpár, T. Potential Fabric-Reinforced Composites: A Comprehensive Review. J. Mater. Sci. 2021, 56, 14381–14415. [Google Scholar] [CrossRef]
- Patnaik, P.K.; Swain, P.T.R.; Mishra, S.K.; Purohit, A.; Biswas, S. Recent Developments on Characterization of Needle-Punched Nonwoven Fabric Reinforced Polymer Composites—A Review. Mater. Today Proc. 2019, 26, 466–470. [Google Scholar] [CrossRef]
- EN 310:1996; Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 320:2011; Particleboards and Fibreboards. Determination of Resistance to Axial Withdrawal of Screws. European Committee for Standardization: Brussels, Belgium, 2011.
- EN 319:1993; Particleboards and Fibreboards. Determination of Tensile Strength Perpendicular to the Plane of the Board. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 317:1993; Particleboards and Fiberboards. Determination of Swelling in Thickness after Immersion in Water. European Committee for Standardization: Brussels, Belgium, 1993.
- Dasiewicz, J.; Wronka, A. Influence of the Use of Chestnut Starch as a Binder Filler in Plywood Technology. Ann. Warsaw Univ. Life Sci. SGGW For. Wood Technol. 2023, 148, 137–148. [Google Scholar] [CrossRef]
- EN 636:2012+A1:2015; Plywood—Specification. European Committee for Standardization: Brussels, Belgium, 2015.
- Bal, B.C.; Bektaş, I. Some Mechanical Properties of Plywood Produced from Eucalyptus, Beech, and Poplar Veneer. Maderas Cienc. Tecnol. 2014, 16, 99–108. [Google Scholar] [CrossRef]
- Biadała, T.; Czarnecki, R.; Dukarska, D. Attempt to Produce Flexible Plywood with Use of Europe Wood Species. Wood Res. 2015, 60, 317–328. [Google Scholar]
- Réh, R.; Igaz, R.; Krišt’ák, L.; Ružiak, I.; Gajtanska, M.; Božíková, M.; Kučerka, M. Functionality of Beech Bark in Adhesive Mixtures Used in Plywood and Its Effect on the Stability Associated with Material Systems. Materials 2019, 12, 1298. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Zhang, Z.; Zhou, G.; Leng, W.; Mei, C. Understanding the Interaction between Bonding Strength and Strain Distribution of Plywood. Int. J. Adhes. Adhes. 2020, 98, 102506. [Google Scholar] [CrossRef]
- Maleki, S.; Kazemi Najafi, S.; Ebrahimi, G.; Ghofrani, M. Withdrawal Resistance of Screws in Structural Composite Lumber Made of Poplar (Populus Deltoides). Constr. Build. Mater. 2017, 142, 499–505. [Google Scholar] [CrossRef]
- Král, P.; Klímek, P.; Mishra, P.K.; Rademacher, P.; Wimmer, R. Preparation and Characterization of Cork Layered Composite Plywood Boards. BioResources 2014, 9, 1977–1985. [Google Scholar] [CrossRef]
- Buddi, T.; Singh, S.K.; Nageswara Rao, B. Optimum Process Parameters for Plywood Manufacturing Using Soya Meal Adhesive. Mater. Today Proc. 2018, 5, 18739–18744. [Google Scholar] [CrossRef]
- Liu, Y.; Guan, M. Selected Physical, Mechanical, and Insulation Properties of Carbon Fiber Fabric-Reinforced Composite Plywood for Carriage Floors. Eur. J. Wood Wood Prod. 2019, 77, 995–1007. [Google Scholar] [CrossRef]
- Bal, B.C. Propriedades de Fixação de Parafusos e Pregos Em Painéis Compensados de Madeira Reforçados Com Tecido de Fibra de Vidro. Cerne 2017, 23, 11–18. [Google Scholar] [CrossRef]
- Daniłowska, A.; Kowaluk, G. The Use of Coffee Bean Post-Extraction Residues as a Filler in Plywood Technology. Ann. WULS For. Wood Technol. 2020, 109, 24–31. [Google Scholar] [CrossRef]
- Buzo, A.L.S.C.; Sugahara, E.S.; de Mello da Silva, S.A.; Morales, E.A.M.; dos, A.; Azambuja, M. Painéis de Pínus e Bagaço de Cana Empregando-Se Dois Adesivos Para Uso Na Construção Civil. Ambient. Construído 2019, 19, 183–193. [Google Scholar] [CrossRef]
- Sugahara, E.S.; Da Silva, S.A.M.; Laura, A.; Buzo, S.C.; De Campos, C.I.; Morales, E.A.M.; Ferreira, B.S.; Azambuja, M.D.A.; Lahr, F.A.R.; Christoforo, A.L. High-Density Particleboard Made from Agro-Industrial Waste and Different Adhesives. BioResources 2019, 14, 5162–5170. [Google Scholar] [CrossRef]
- Gao, Q.; Zhu, Q.; Guo, Y.; Yang, C.Q. Formation of Highly Hydrophobic Surfaces on Cotton and Polyester Fabrics Using Silica Sol Nanoparticles and Nonfluorinated Alkylsilane. Ind. Eng. Chem. Res. 2009, 48, 9797–9803. [Google Scholar] [CrossRef]
- Benkreif, R.; Brahmia, F.Z.; Csiha, C. Influence of Moisture Content on the Contact Angle and Surface Tension Measured on Birch Wood Surfaces. Eur. J. Wood Wood Prod. 2021, 79, 907–913. [Google Scholar] [CrossRef]
- Setter, C.; Zidanes, U.L.; de Novais Miranda, E.H.; Brito, F.M.S.; Mendes, L.M.; Junior, J.B.G. Influence of Wood Species and Adhesive Type on the Performance of Multilaminated Plywood. Environ. Sci. Pollut. Res. 2021, 28, 50835–50846. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite Code | Structure of the Produced Plywood |
|---|---|
| REF | V 1 V V V V |
| 1 | V W V W V W V W V |
| 2 | W V V V V V W |
| 3 | V W V V V W V |
| 4 | V V W V W V V |
| 5 | W V W V W V W V W V W |
| Test Type | Type of the Tested Panel | |||||
|---|---|---|---|---|---|---|
| REF | 1 | 2 | 3 | 4 | 5 | |
| MOE | a 1 | b | b | a, b | b | c |
| MOR | a | b | b | a | c | d |
| IB | a | a | a | b | c | d |
| SWR | a | a | a | a | b | c |
| TS 2h | a | b | c | a | a | a |
| TS 24h | a | a | b | a | a | b |
| WA 2h | a | b | c | a | a | a |
| WA 24h | a | a | b | a | a | b |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bartoszuk, K.; Kowaluk, G. Utilization of Fibrous Mat Residues from Upholstered Furniture as Sustainable Fillers in Plywood Production. Materials 2024, 17, 4080. https://doi.org/10.3390/ma17164080
Bartoszuk K, Kowaluk G. Utilization of Fibrous Mat Residues from Upholstered Furniture as Sustainable Fillers in Plywood Production. Materials. 2024; 17(16):4080. https://doi.org/10.3390/ma17164080
Chicago/Turabian StyleBartoszuk, Katarzyna, and Grzegorz Kowaluk. 2024. "Utilization of Fibrous Mat Residues from Upholstered Furniture as Sustainable Fillers in Plywood Production" Materials 17, no. 16: 4080. https://doi.org/10.3390/ma17164080