
Mechanical Characteristics of Multi-Level 3D-Printed Silicone Foams
 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
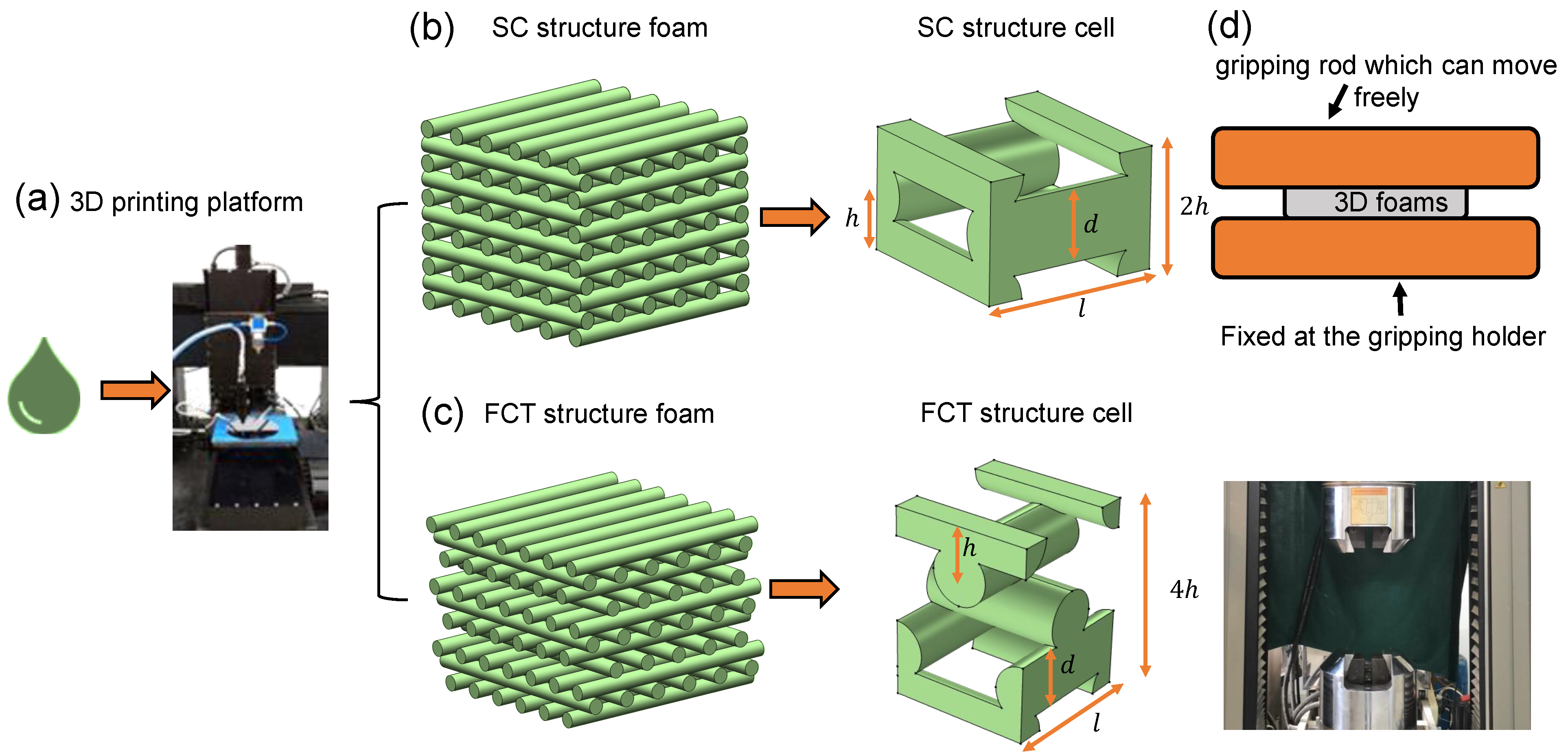
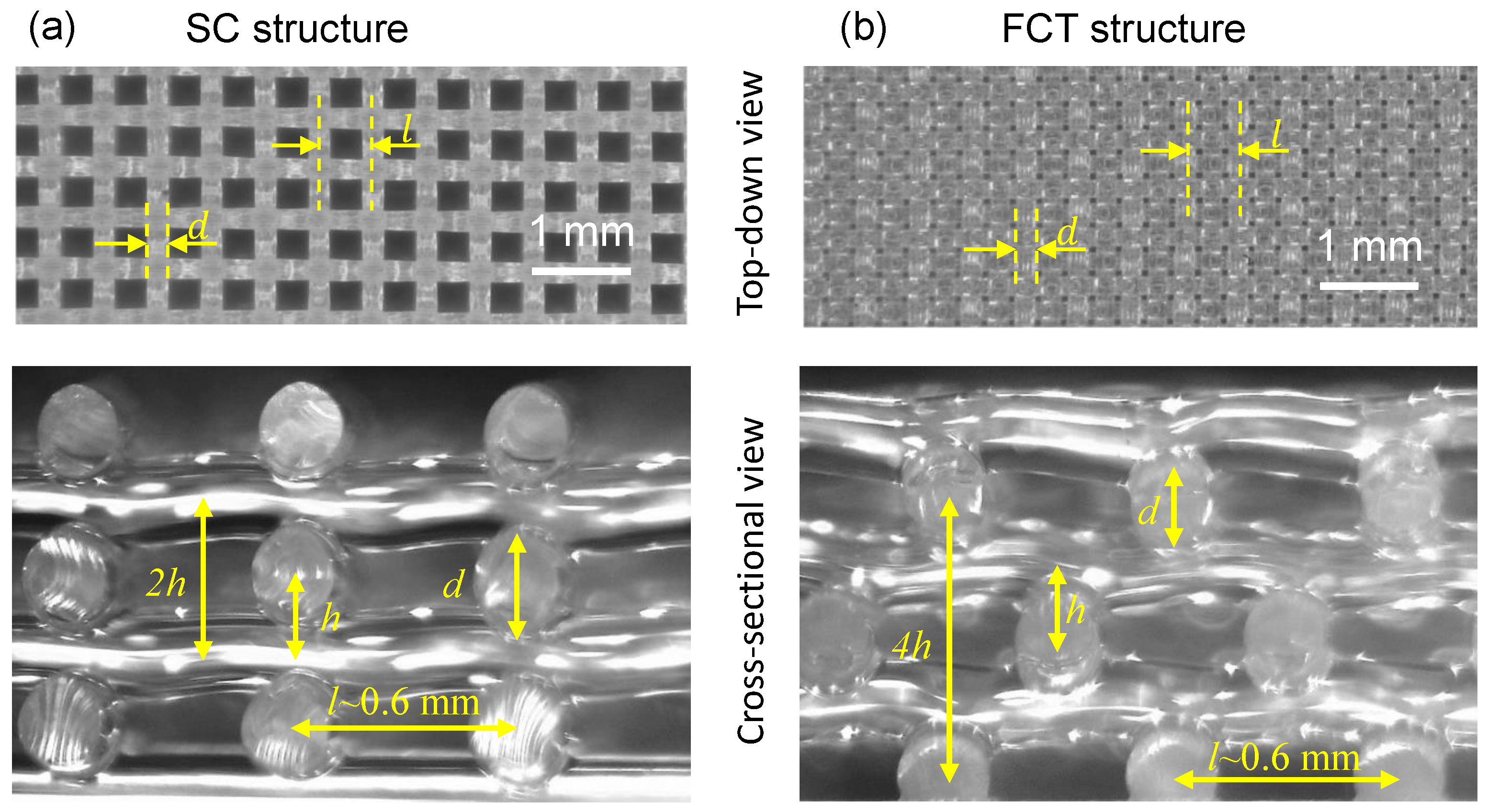
2. Experimental Details
3. Results and Discussion
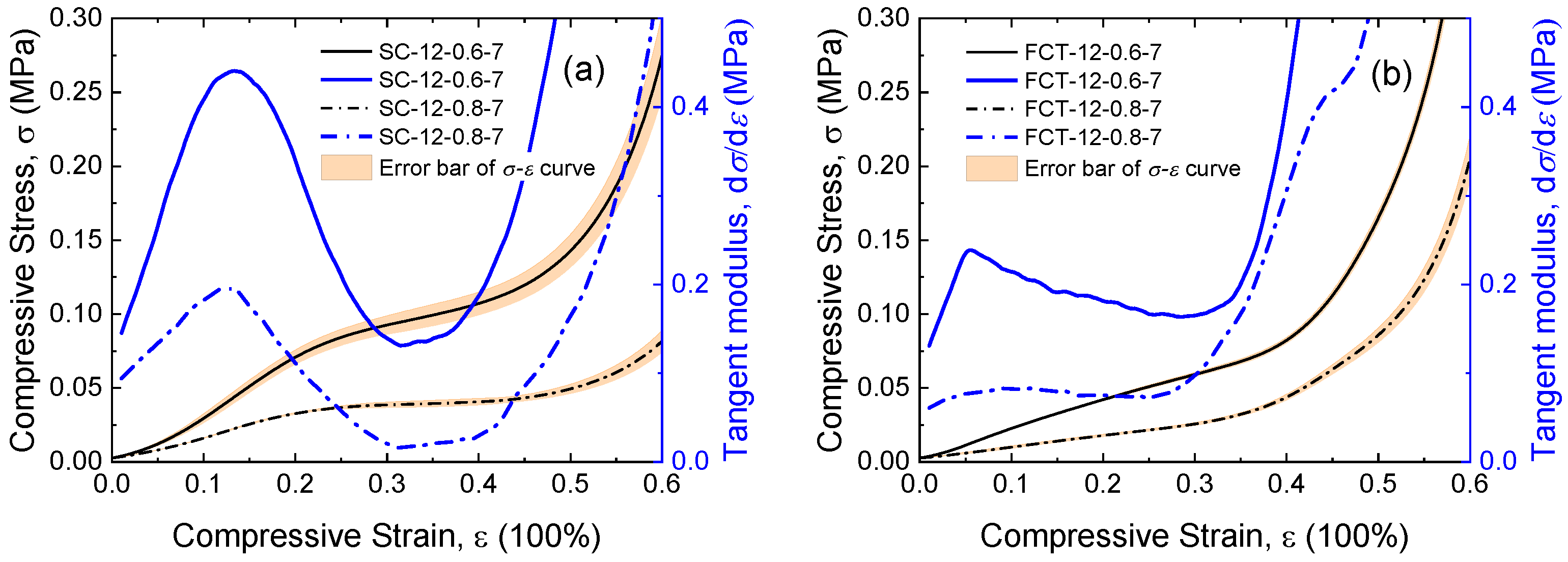
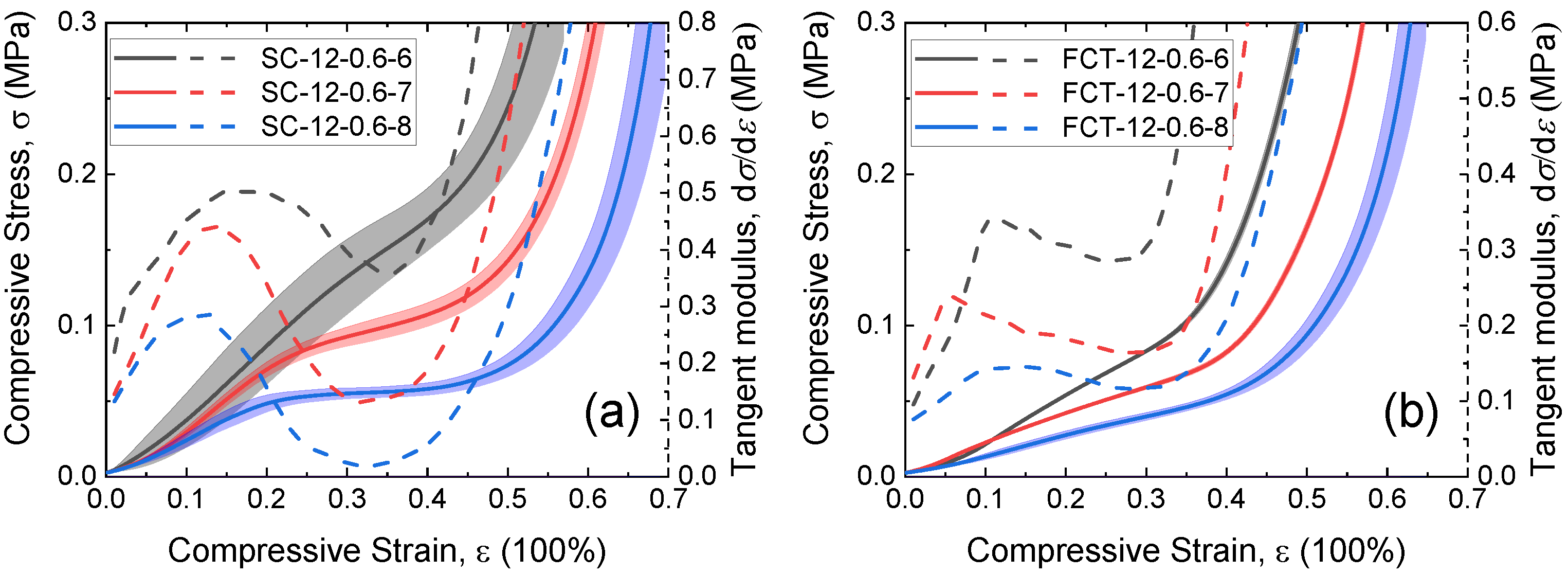
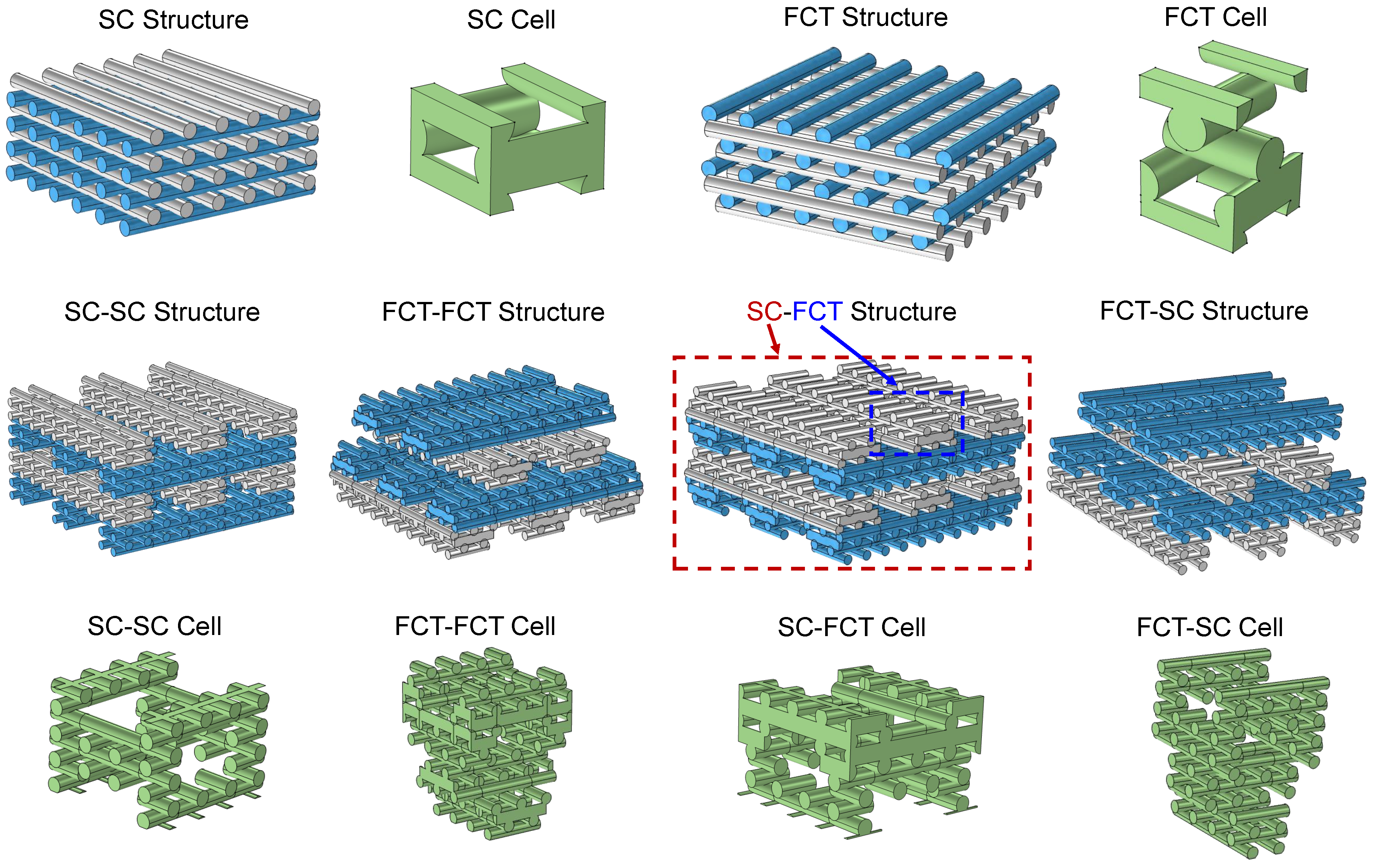
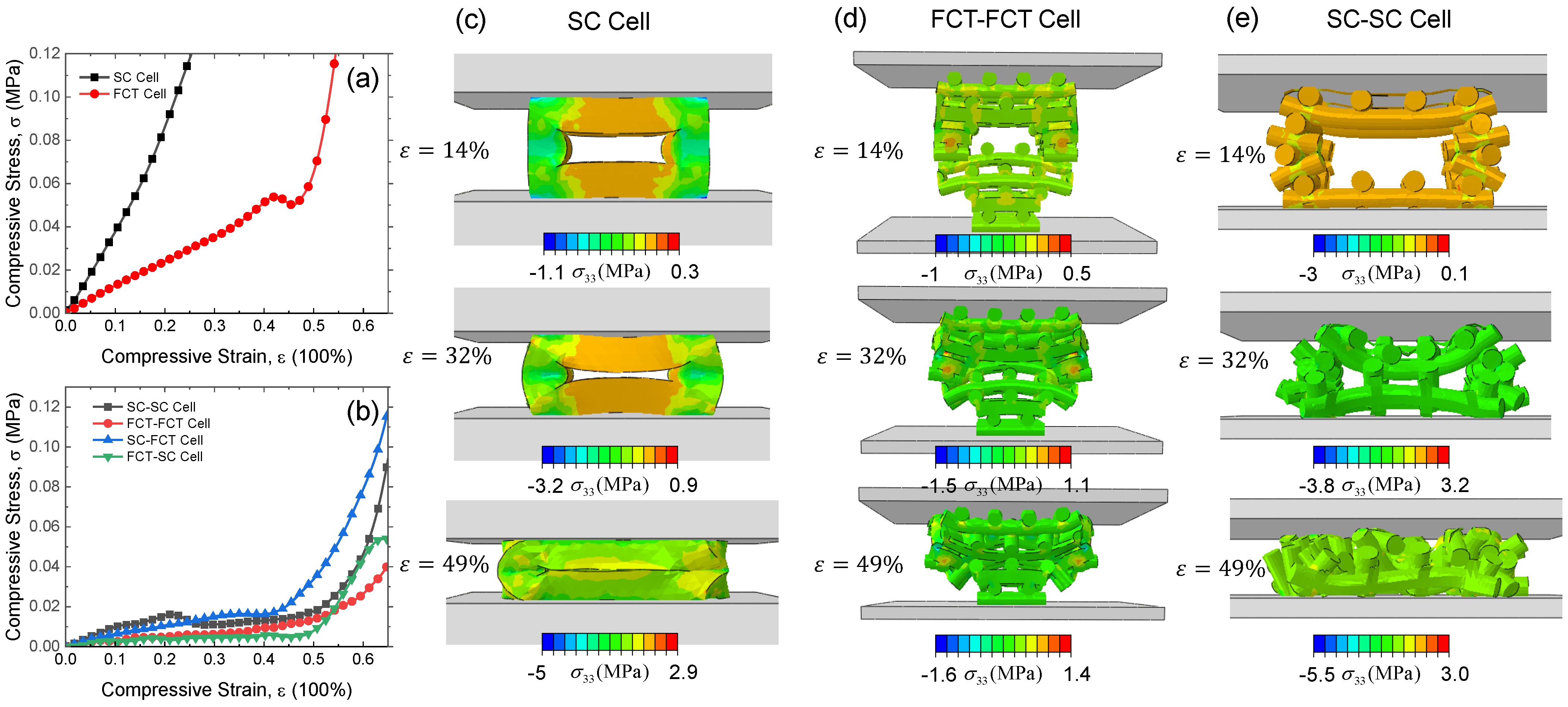
3.1. The Effect of Layers and Topological Structure on the Mechanical Properties
3.2. The Effect of Filament Spacing and Diameter on the Mechanical Properties
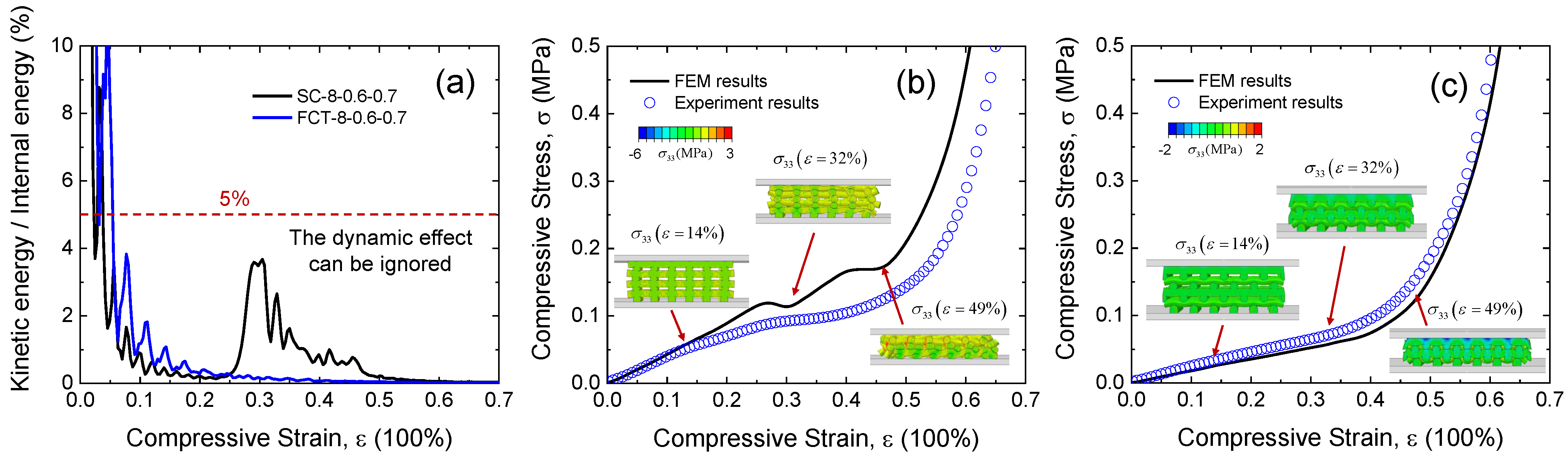
3.3. FEM Modeling of 3D-Printed Silicon Foam
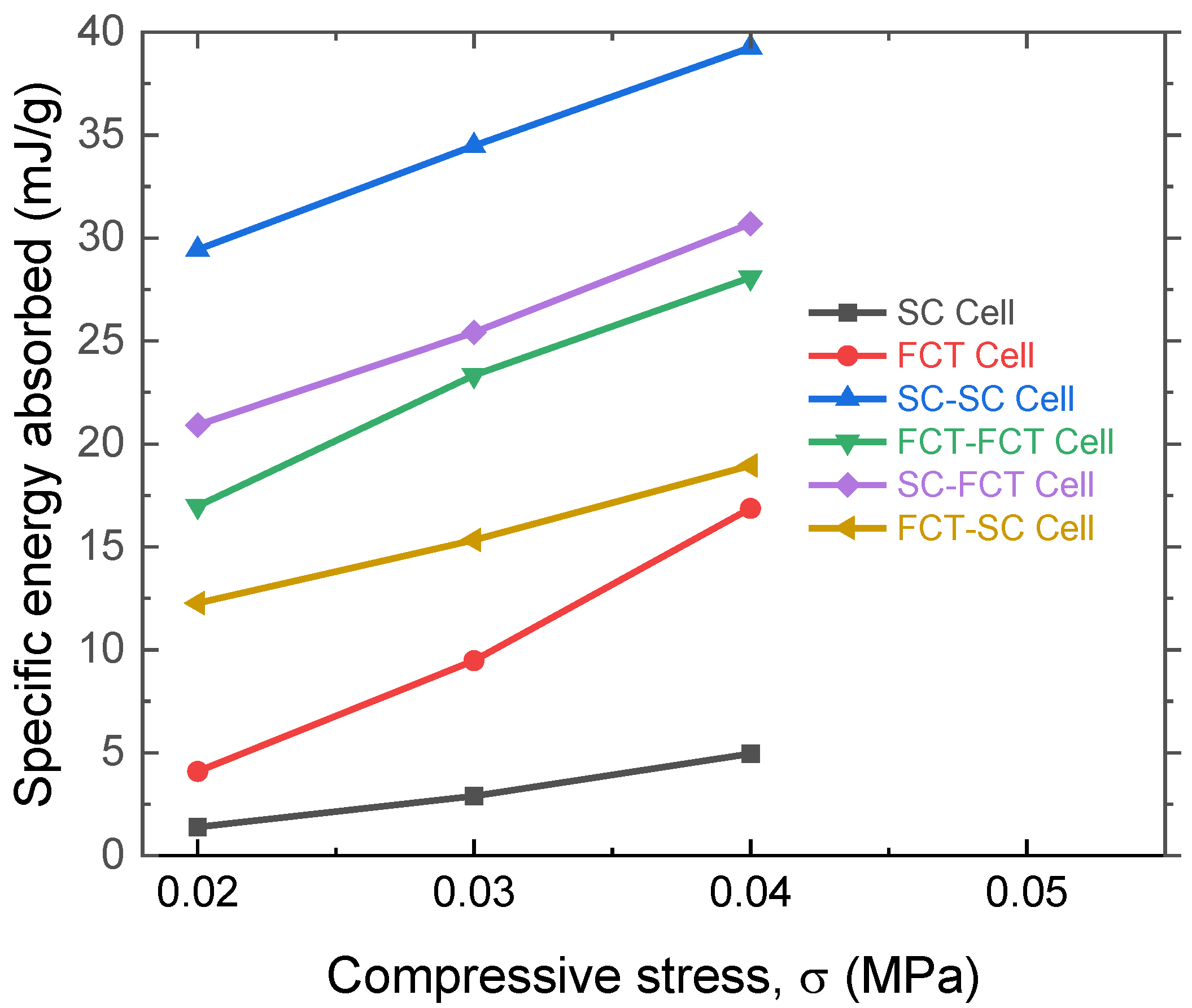
3.4. A Multi-Level 3D-Printed Silicone Foam
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fleck, N.A.; Deshpande, V.S.; Ashby, M.F. Micro-architectured materials: Past, present and future. Proc. R. Soc. A Math. Phys. Eng. Sci. 2010, 466, 2495–2516. [Google Scholar] [CrossRef]
- Chen, W.J.; Zeng, X.; Lai, X.; Li, H.; Fang, W.Z.; Hou, F. Suppression effect and mechanism of platinum and nitrogen-containing silane on the tracking and erosion of silicone rubber for high-voltage insulation. ACS Appl. Mater. Interfaces 2016, 8, 21039–21045. [Google Scholar] [CrossRef] [PubMed]
- Berahman, R.; Raiati, M.; Mazidi, M.M.; Paran, S.M.R. Preparation and characterization of vulcanized silicone rubber/halloysite nanotube nanocomposites: Effect of matrix hardness and HNT content. Mater. Des. 2016, 104, 333–345. [Google Scholar] [CrossRef]
- Li, J.; Li, H.; Xu, L.; Wang, L.; Hu, Z.; Liu, L.; Huang, Y.; Kotov, N.A. Biomimetic nanoporous aerogels from branched aramid nanofibers combining high heat insulation and compressive strength. SmartMat 2021, 2, 76–87. [Google Scholar] [CrossRef]
- Labouriau, A.; Cox, J.D.; Schoonover, J.R.; Patterson, B.M.; Havrilla, G.J.; Stephens, T.; Taylor, D. NMR and ATR-FTIR spectroscopic investigation of degradation in RTV siloxane foams. Polym. Degrad. Stab. 2007, 92, 414–424. [Google Scholar] [CrossRef]
- Kovalenko, A.; Zimny, K.; Mascaro, B.; Brunet, T.; Mondain-Monval, O. Tailoring of the porous structure of soft emulsion-templated polymer materials. Soft Matter 2016, 12, 5154–5163. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Q.; Chu, Y.; Wang, Z.; Chen, N.; Lin, L.; Liu, F.; Pan, Q. Robust superhydrophobic polyurethane sponge as a highly reusable oil-absorption material. J. Mater. Chem. A 2013, 1, 5386–5393. [Google Scholar] [CrossRef]
- Patel, M.; Skinner, A. Thermal ageing studies on room-temperature vulcanised polysiloxane rubbers. Polym. Degrad. Stab. 2001, 73, 399–402. [Google Scholar] [CrossRef]
- Fawcett, A.S.; So, H.Y.; Brook, M.A. Silicone foams stabilized by surfactants generated in situ from allyl-functionalized PEG. Soft Matter 2010, 6, 1229–1237. [Google Scholar] [CrossRef]
- Bai, J.; Liao, X.; Huang, E.; Luo, Y.; Yang, Q.; Li, G. Control of the cell structure of microcellular silicone rubber/nanographite foam for enhanced mechanical performance. Mater. Des. 2017, 133, 288–298. [Google Scholar] [CrossRef]
- Si, J.; Cui, Z.; Xie, P.; Song, L.; Wang, Q.; Liu, Q.; Liu, C. Characterization of 3 D elastic porous polydimethylsiloxane (PDMS) cell scaffolds fabricated by VARTM and particle leaching. J. Appl. Polym. Sci. 2016, 133, 26. [Google Scholar] [CrossRef]
- Ma, J.; Bian, C.; Xue, C.; Deng, F. Wear-resistant EPDM/silicone rubber foam materials. J. Porous Mater. 2016, 23, 201–209. [Google Scholar] [CrossRef]
- Wang, D.; Prakashan, K.; Xia, L.; Xin, Z.; Zhang, Z. Foaming of trans-polyisoprene using N2 as the blowing agent. Polym. Adv. Technol. 2018, 29, 716–725. [Google Scholar] [CrossRef]
- Panploo, K.; Chalermsinsuwan, B.; Poompradub, S. Effect of amine types and temperature of a natural rubber based composite material on the carbon dioxide capture. Chem. Eng. J. 2020, 402, 125332. [Google Scholar] [CrossRef]
- Samsudin, M.; Ariff, Z.; Ariffin, A. Deformation Behaviour of Single and Gradient Density Natural Rubber Foams. Mater. Today Proc. 2019, 17, 1133–1142. [Google Scholar] [CrossRef]
- Coste, G.; Negrell, C.; Caillol, S. From gas release to foam synthesis, the second breath of blowing agents. Eur. Polym. J. 2020, 140, 110029. [Google Scholar] [CrossRef]
- Duoss, E.B.; Weisgraber, T.H.; Hearon, K.; Zhu, C.; Small IV, W.; Metz, T.R.; Vericella, J.J.; Barth, H.D.; Kuntz, J.D.; Maxwell, R.S.; et al. Three-dimensional printing of elastomeric, cellular architectures with negative stiffness. Adv. Funct. Mater. 2014, 24, 4905–4913. [Google Scholar] [CrossRef]
- Chen, Q.; Cao, P.F.; Advincula, R.C. Mechanically robust, ultraelastic hierarchical foam with tunable properties via 3D printing. Adv. Funct. Mater. 2018, 28, 1800631. [Google Scholar] [CrossRef]
- Zhu, X.; Chen, Y.; Liu, Y.; Deng, Y.; Tang, C.; Gao, W.; Mei, J.; Zhao, J.; Liu, T.; Yang, J. Additive manufacturing of elastomeric foam with cell unit design for broadening compressive stress plateau. Rapid Prototyp. J. 2018, 24, 1579–1585. [Google Scholar] [CrossRef]
- Zhu, X.; Chen, Y.; Liu, Y.; Tang, C.; Liu, T.; Mei, J.; Gao, W.; Yang, J. Revisiting effects of microarchitecture on mechanics of elastomeric cellular materials. Appl. Phys. A 2019, 125, 1–10. [Google Scholar] [CrossRef]
- Maiti, A.; Small, W.; Lewicki, J.; Weisgraber, T.; Duoss, E.; Chinn, S.; Pearson, M.; Spadaccini, C.; Maxwell, R.; Wilson, T. 3D printed cellular solid outperforms traditional stochastic foam in long-term mechanical response. Sci. Rep. 2016, 6, 24871. [Google Scholar]
- Weisgraber, T.H.; Metz, T.; Spadaccini, C.M.; Duoss, E.B.; Small, W.; Lenhardt, J.M.; Maxwell, R.S.; Wilson, T.S. A mechanical reduced order model for elastomeric 3D printed architectures. J. Mater. Res. 2018, 33, 309–316. [Google Scholar] [CrossRef]
- Sun, Y.; Xu, X.; Xu, C.; Qiao, Y.; Li, Y. Elastomeric cellular structure enhanced by compressible liquid filler. Sci. Rep. 2016, 6, 26694. [Google Scholar] [CrossRef] [PubMed]
- Gent, A.; Thomas, A. The deformation of foamed elastic materials. J. Appl. Polym. Sci. 1959, 1, 107–113. [Google Scholar] [CrossRef]
- Gent, A.; Thomas, A. Mechanics of foamed elastic materials. Rubber Chem. Technol. 1963, 36, 597–610. [Google Scholar] [CrossRef]
- Gibson, L.; Ashby, M. Cellular Solids: Structure and Properties; Cambridge Solid State Science Series; Cambridge University Press: Cambridge, UK, 1999. [Google Scholar]
- Xue, R.; Cui, X.; Zhang, P.; Liu, K.; Li, Y.; Wu, W.; Liao, H. Mechanical design and energy absorption performances of novel dual scale hybrid plate-lattice mechanical metamaterials. Extrem. Mech. Lett. 2020, 40, 100918. [Google Scholar] [CrossRef]
- Wang, C.; Gu, X.; Zhu, J.; Zhou, H.; Li, S.; Zhang, W. Concurrent design of hierarchical structures with three-dimensional parameterized lattice microstructures for additive manufacturing. Struct. Multidiscip. Optim. 2020, 61, 869–894. [Google Scholar] [CrossRef]
- Talley, S.J.; Robison, T.; Long, A.M.; Lee, S.Y.; Brounstein, Z.; Lee, K.S.; Geller, D.; Lum, E.; Labouriau, A. Flexible 3D printed silicones for gamma and neutron radiation shielding. Radiat. Phys. Chem. 2021, 188, 109616. [Google Scholar] [CrossRef]
- Lai, C.Q.; Daraio, C. Highly porous microlattices as ultrathin and efficient impact absorbers. Int. J. Impact Eng. 2018, 120, 138–149. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Z.; Wen, J.; Zhang, G.; Tang, C.; Deng, Q.; Ling, J.; Hu, H. Mechanical Characteristics of Multi-Level 3D-Printed Silicone Foams. Materials 2024, 17, 4097. https://doi.org/10.3390/ma17164097
Yang Z, Wen J, Zhang G, Tang C, Deng Q, Ling J, Hu H. Mechanical Characteristics of Multi-Level 3D-Printed Silicone Foams. Materials. 2024; 17(16):4097. https://doi.org/10.3390/ma17164097
Chicago/Turabian StyleYang, Zhirong, Jinpeng Wen, Guoqi Zhang, Changyu Tang, Qingtian Deng, Jixin Ling, and Haitao Hu. 2024. "Mechanical Characteristics of Multi-Level 3D-Printed Silicone Foams" Materials 17, no. 16: 4097. https://doi.org/10.3390/ma17164097