3. Results and Discussion
The concrete mix must maintain sufficient plasticity over an extended period, known as the open time, to allow for continuous extrusion without clogging or hardening prematurely. This is essential for the layer-by-layer deposition process. The mix needs to be fluid enough to be extruded through the printer nozzle yet stiff enough to hold its shape once deposited to prevent collapse or deformation of the printed layers. The material must have good buildability, meaning it can support subsequent layers without excessive deformation or collapse. This requires a balance between early strength gain and workable flowability [
41]. The mix must be homogeneous and free from segregation or bleeding. For the material to be used in 3D printing, it must be pumpable through the delivery system without causing blockages. This requires the mix to have a low enough viscosity to be pumped but not so low that it affects the buildability. Each printed layer must adhere well to the previous one to ensure structural integrity. This requires the material to retain some level of tackiness or bonding capability during the printing process. The material must exhibit low shrinkage and high resistance to cracking, particularly during the early stages of setting [
42,
43]. The printed concrete must meet long-term durability requirements, including resistance to environmental factors, such as freeze–thaw cycles, chemical exposure, and moisture ingress. In fiber-reinforced mixes, it is essential to ensure an even distribution of fibers throughout the concrete to avoid weak spots and to enhance mechanical properties, such as tensile and flexural strength [
44]. The mix should develop sufficient green strength (initial strength) quickly after extrusion to support the weight of additional layers and to resist deformation under its own weight.
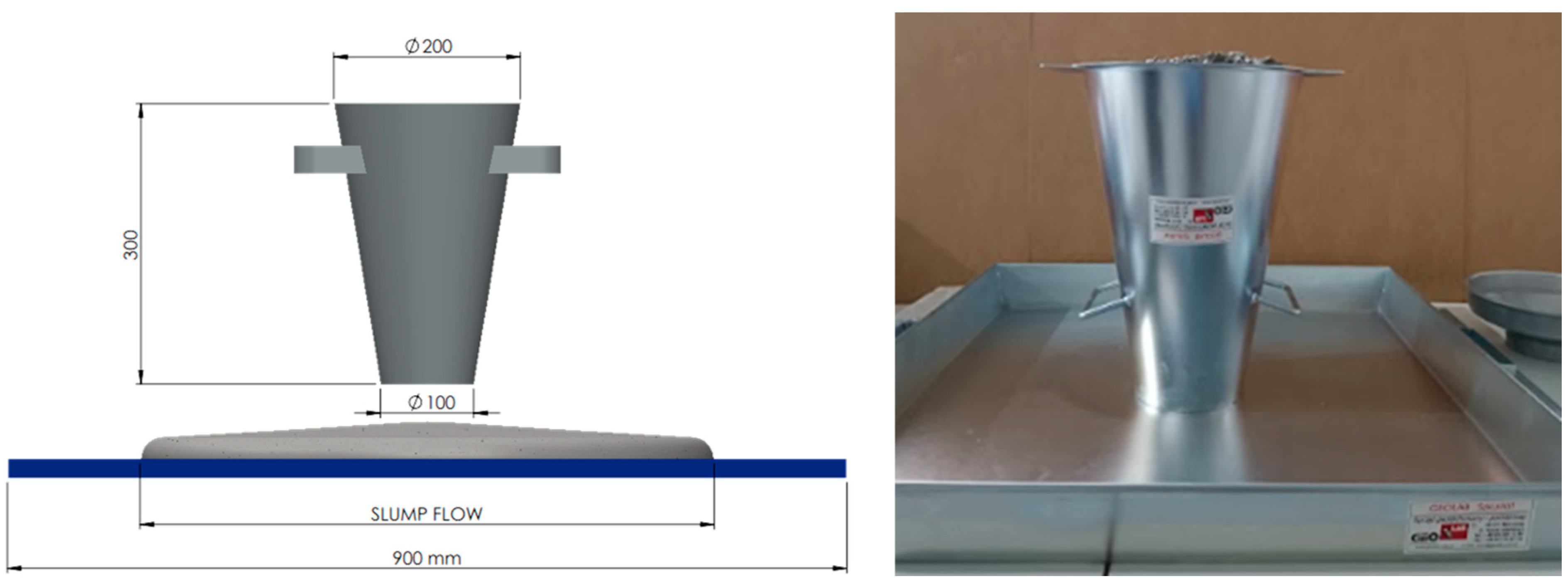
During the 3D printing process using concrete, it is crucial to ensure the stability and durability of individual layers. Therefore, the research focused on verifying the consistency of the base mixture and modifying its composition. The flow measurement of concrete mixtures was carried out 1 min, 20 min, and 40 min after the mixture preparation [
45,
46,
47]. The time interval between the individual tests is due to the fact that, during large-scale production, the interval between layers is significant. Additionally, because of the characteristics of the material, which must be sufficiently cohesive but not too fluid, it is necessary to examine whether printing with the given mixture at these intervals is feasible. It is crucial to verify this information to determine whether it is possible to mix a batch of material for one layer and if it will still have the appropriate consistency to apply a second layer with the same mixture. Similarly, the information obtained from these tests helps confirm whether, after 40 min, the consistency will change enough to allow for the application of another layer. Furthermore, this is particularly important in the context of interlayer forces and their strength [
48]. The stability of the foaming process was also assessed depending on the type of foaming agent used.
Table 5 shows the results of the slump flow test depending on the composition of the analyzed mixtures. Generally, slightly higher values were measured for samples based on raw material B1 than B2. Concrete mixtures modified with the addition of fibers showed the highest compactness, regardless of the mixing time and type of binder. It was also found that the addition of hydrogen peroxide to the mixture made it impossible to measure its consistency. This effect was independent of the type of raw material used. Comparison of mixtures with similar compositions after identical mixing times reveals clear differences in their properties. Lower flow values were measured each time for mixtures made from B2 raw material. To improve the consistency results of materials made of B1 material, further modifications to the composition of the mixtures are necessary. This result encourages further tests and the process of modifying the composition of the mixture, especially in the context of its suitability in 3D printing processes. In 3DCP technology, efficient mixing and pumping of the prepared mixture is crucial because the material must maintain a balance between being strong enough to maintain the integrity of the layer after printing, yet fluid enough to ensure smooth transport. Concomitantly, it is particularly important to prepare a material with a homogeneous structure; in the event of heterogeneity of the mixture or delamination of the concrete mixture after it dries, gaps and cracks may occur [
49]. When segregation occurs and a significant amount of foam remains in the upper part of the layer, insufficient bonding between the layers may result. Cracking may also occur as the material dries and shrinks, often exacerbated by rapid drying [
50]. Similarly, structural cracks may appear as a result of excessive loads or damage to the structure. Uneven or excessive settling of material from successive layers can affect long-term exposure to stress, causing permanent deformation. Therefore, achieving the appropriate consistency and stability of the foamed mixture is crucial.
Figure 4 and
Figure 5 present a representative picture of the consistency changes in the tested materials depending on their composition and mixing time. By comparing the recorded photographic evidence, a notable distinction was observed between the mixtures prepared with raw materials B1 and B2. Mixtures formulated with material B2 demonstrated superior stability and a homogeneous consistency throughout the entire volume. Each measurement revealed a uniformly compact structure with consistent and well-defined flow edges. Moreover, the layers formed during the removal of the Abrams cone when the material with the addition of polypropylene fibers was tested were repeatable. Conversely, the material prepared based on B1 behaved differently each time. Concrete without additives had an uneven flow edge and water precipitation. The addition of aluminum powder initially only slightly changed the consistency of the material, but after 40 min of mixing the material noticeably foamed. By contrast, the addition of hydrogen peroxide to the tested materials caused such a quick reaction with the concrete mixture (without fibers) that it was not possible to conduct a consistency test. Moreover, with the extension of the mixing time and the introduction of additives in the form of polypropylene fibers, the consistency of the mixtures became more and more compact (
Table 5,
Figure 4 and
Figure 5). This effect was independent of the type of base raw material used.
It was observed that the B1/AL/PP and B1/H2O2/PP mixtures initially exhibited appropriate consistency post-mixing. However, conducting consistency tests after 20 min proved impractical due to the mixtures becoming excessively brittle, a condition deemed unacceptable. Furthermore, formulations containing 0.5% H
2O
2 exhibited excessive fluidity within the first minute of mixing, rendering them unsuitable for 3D concrete printing. After the first minute, B1/05H2O2/PP was excessively fluid, flowing through the cone in just 0.8 s. However, after 20 min of mixing, the flow time increased to 6.68 s. This rapid transformation in consistency suggests that the material undergoes swift alterations in its properties, making it unsuitable for additive manufacturing applications. Furthermore, the cone walls were heavily soiled by the mixture after the 20-min flow test. This indicates poor flow stability and residue formation, which would likely hinder the printing process and compromise the quality of the printed elements. The B1/05H2O2/PP mixture exhibited significantly different behavior compared to B1/05AL/PP. Conversely, the mixture incorporating 0.5% Al showed promising consistency both immediately after mixing and after the 20 min mark. The foamed concrete mixture B1/05AL/PP, reinforced with fibers, has demonstrated the most promising properties among the tested formulations. The flow time of this mixture through a cone was recorded at 4.43 s after 1 min and 5.78 s after 20 min, as illustrated in
Figure 5. Although there is a noticeable increase, it is not significantly large, suggesting the mixture’s stability over time. The consistency of the mixture after 20 min is markedly different from that after 1 min, likely due to hydration processes and structural changes within the concrete (
Figure 4). Moreover, after the mixture flows through the cone, no larger material elements, such as clumped fibers or layers of concrete, remain on the cone walls. This observation indicates that the material can seamlessly pass through the transportation system in the printer and through the nozzle during the printing process. In summary, the B1/05AL/PP mixture exhibits advantageous characteristics for applications in concrete printing. Its stable flow, marked by a minimal increase in flow time, and the absence of residues on the cone walls, highlight its potential to achieve a uniform structure in printed elements. These properties may enhance the efficiency and quality of concrete printing, making the B1/05AL/PP mixture a promising material for modern construction applications involving 3D printing technology. The realm of 3D concrete printing necessitates materials with extended workability periods. Considering the potential future applications of these materials, the findings are encouraging. Nevertheless, further investigations are warranted into the optimal proportions of the frother and fiber, as well as the printing window of the mixture. The tested materials were subjected to strength tests. The results of compressive and flexural strength depending on the type of tested materials were presented in
Table 6 and
Table 7, respectively.
Analysis of the compressive strength results of the samples made of the B1 and B2 mixtures showed differences in values depending on their composition (
Table 6).
The reference samples of the B1 material containing silica fly dust exhibited an average compressive strength of 21.55 MPa. The addition of polypropylene fibers (B1/PP) resulted in significantly enhanced strength properties, with values peaking at 33.12 MPa. Furthermore, it was found that the choice of foaming agent distinctly influenced the compressive strength of the samples. Samples with the addition of aluminum powder as the foaming agent (B1/AL, B1/05AL/PP, B1/15AL/PP) demonstrated compressive strengths of 28.76 MPa, 10.77 MPa, and 3.43 MPa, respectively.
Conversely, the use of H
2O
2 instead of Al powder as a foaming agent significantly reduced the compressive strength of materials with similar compositions. For the B1/05H2O2/PP sample, almost half the compressive strength value was measured compared to its counterpart foamed with Al powder. Moreover, the B1/H2O2 sample had even greater differences, with almost three times lower properties, compared to the B1/Al sample. It is worth noting that the B1/AL/PP and B1/H2O2/PP mixtures exhibited the lowest compressive strengths among the tested formulations based on B1, with values of 1.99 MPa and 1.02 MPa, respectively. These results were consistent with the observed brittleness of the materials 20 min after preparation. A similar trend was noted in the bending strength tests (
Table 7).
The compressive strength test results of the B2 samples showed significantly lower values compared to samples made based on the B1 raw material. Any modification to the B2 composition resulted in a reduction in compressive strength. The introduction of polypropylene (PP) fibers had the least detrimental effect. The B2/PP mixture achieved 10.89 MPa. However, attempts to foam the material resulted in drastic reductions in strength properties. The compressive strength of the B2/AL and B2/AL/PP mixtures were similar, registering 1.19 MPa and 1.35 MPa, respectively. A notable difference was observed based on the type of foaming agent used. Samples foamed with hydrogen peroxide (H2O2) displayed better strength values compared to those foamed with aluminum powder. This effect was opposite to the previously described properties of materials based on raw material B1. Despite this, the compressive strengths were still insufficient for practical applications. Such low values restrict the potential use of these materials in additive manufacturing, as they would not provide the necessary compressive strength required for successive layers in 3D printing.
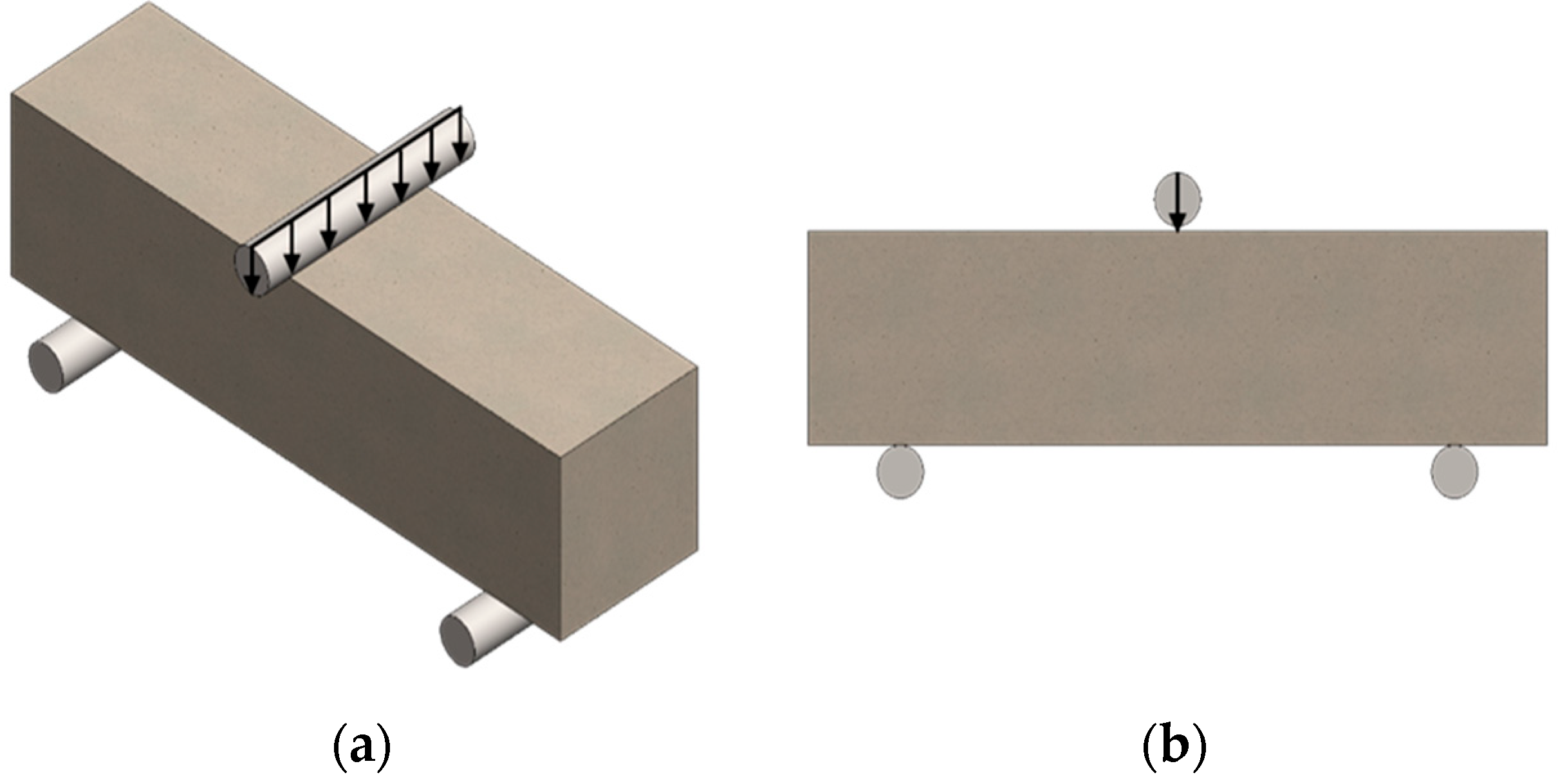
Table 7 presents the flexural strength of samples based on the B1 and B2 materials depending on the composition and the foaming agent used. Based on the recorded results, the three-point bending strength of the B1 material without additives reached 4.72 MPa. Lower values were observed for samples foamed with hydrogen peroxide (B1/H2O2), with an average strength of 3.34 MPa. For both foamed and fiber-reinforced samples, a significant trend was observed, showing lower values compared to the reference mixtures. Specifically, the B1/AL/PP and B1/H2O2/PP mixtures demonstrated significantly lower bending strengths than samples where only the amount of frother or water was modified. The three-point bending strength of B2 concrete samples was lower compared to the B1 material, with an average value of 2.93 MPa. The highest bending strength for B2-based mixtures was recorded for the mixture with added polypropylene fibers, reaching 3.92 MPa. Foamed samples, regardless of the additive type, exhibited low bending strength values, averaging around 1 MPa. Surprisingly low values were recorded for samples with added fibers (B1/PP).
The microscopic observation revealed significant differences in the structure, size, and edges of the pores between the B1 and B2 materials (
Figure 6 and
Figure 7). In both cases, the pores created by foaming with aluminum powder were round. The B2 samples dis-played small, regular pores almost uniformly distributed throughout the entire volume, contrasting with the B1 samples, which had larger and less evenly distributed pores, indicating a lower degree of foaming. The sample B1/AL exhibits the largest pores, with the highest average pore surface area among the tested group. The regularity of the pore shape enhances the uniformity of the mechanical properties, potentially benefiting the material’s low thermal conductivity and overall mechanical performance. This pore configuration suggests a well-regulated production process. Similarly, samples B1/05AL/PP and B1/15AL/PP are characterized by a large number of regularly shaped pores. In the analysis of samples foamed with aluminum powder, it is noteworthy that only the sample B2/15AL/PP displays uneven edges of air bubbles. Samples foamed with hydrogen peroxide exhibited lower strength values and were characterized by small, densely packed pores with very irregular edges. Moreover, the B2-based materials showed a rougher microscopic structure. Additionally, cracks were visible in the structure of the B2/H2O2, B2/H2O2/PP, and B2/05H2O2/PP samples (marked with arrows). The B1/05H2O2/PP sample is characterized by the smallest average pore size and a high pore density. This phenomenon is likely associated with the relatively high density of the sample, which may be attributed to the fibers used during the production process, potentially leading to the penetration of air pores. A similar crack was observed in the B1-based material in the sample marked as B1/15H2O2/PP.
The density of samples made of the B2 material was characterized by significantly lower values compared to samples made of B1 raw material (
Table 8). This difference highlights the importance of optimization and provides the ability to control the manufacturing process to tailor material properties to specific applications.
The analysis of the literature indicates that the addition of foaming agents, such as aluminum powder and H
2O
2, significantly impacts cohesion and workability. The results obtained from observing the mixture flow through the Abrams cone and the concrete flow during testing reveal that, with minor exceptions (B1/05H
2O
2/PP and B1/15H
2O
2/PP), concrete foams initially exhibit lower consistency. Subsequently, their structure becomes significantly denser, and they demonstrate slower material spreading during tests, corroborating the findings of other researchers [
51]. Furthermore, the comparative analysis of the mixtures in this study confirms that the addition of fibers in the tested materials increases water absorption [
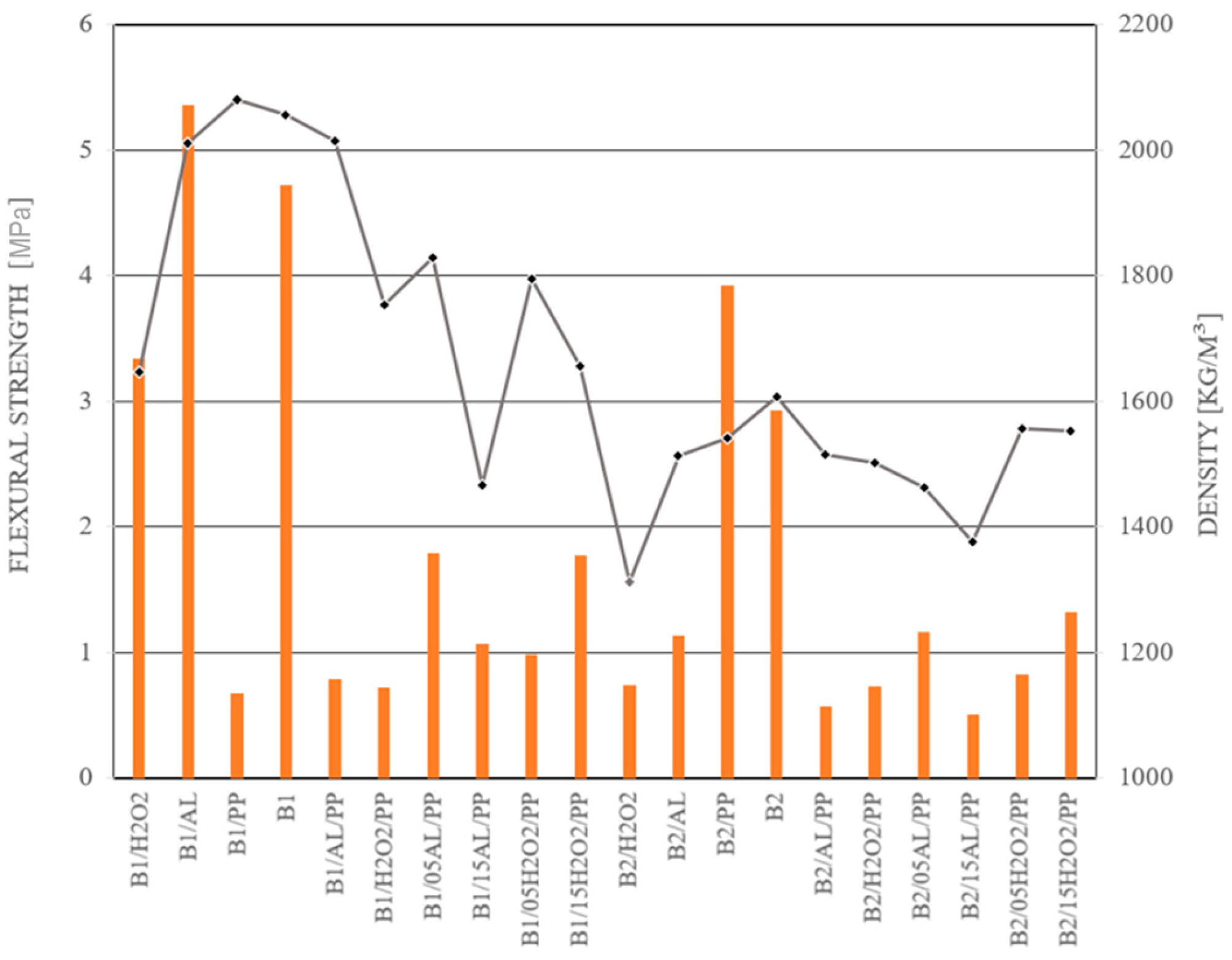
52]. The strength-to-density ratio of the tested samples is not always straightforward; higher material density does not consistently correlate with increased compressive or bending strength. An exemplary case is sample B1/H
2O
2, which, despite its low density, demonstrates the highest compressive and bending strength. Conversely, B1/H
2O
2/P and B1/AL/PP samples, which exhibit the highest density, do not achieve the highest strength values. The influence of additives on strength properties is substantial.
Figure 8 and
Figure 9 illustrate the correlation between the mixture’s density and its corresponding bending and compressive strengths.
The results of this study provide valuable insights into the structure and behavior of foamed concrete influenced by foaming agents, such as aluminum powder and hydrogen peroxide. The literature extensively describes the properties and outcomes achieved during experiments conducted by other researchers. However, there is a scarcity of studies detailing the behavior of the mixture itself during testing. The completed research demonstrates that, regardless of the amount of foaming chemicals added, a concrete mixture containing fibers is not feasible for use in 3D concrete printing. This finding aligns with numerous studies discussing 3D printing with foamed concrete using protein-based or synthetic foaming agents. The conducted studies demonstrate that 3D printing with foamed fiber-reinforced concrete is possible, but it requires a lot of research focused mainly on the behavior of the material in the context of 3D printing. Previous researchers have conducted experiments leading to the use of the material in additive technology by foaming concrete only with the use of foaming agents. This finding corroborates numerous studies discussing 3D printing with foamed concrete using protein-based or synthetic foaming agents. However, 3D printing with fiber-reinforced foamed concrete is theoretically possible, but it necessitates extensive research focused primarily on the behavior of the material specifically designed for 3D printing. A comprehensive understanding and optimization of the mixture’s properties are essential to ensure adequate consistency, homogeneity, and strength during the printing process [
4,
6,
33,
49,
50,
51,
53,
54,
55].










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}