
Anti-Corrosion Flocking Surface with Enhanced Wettability and Evaporation


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
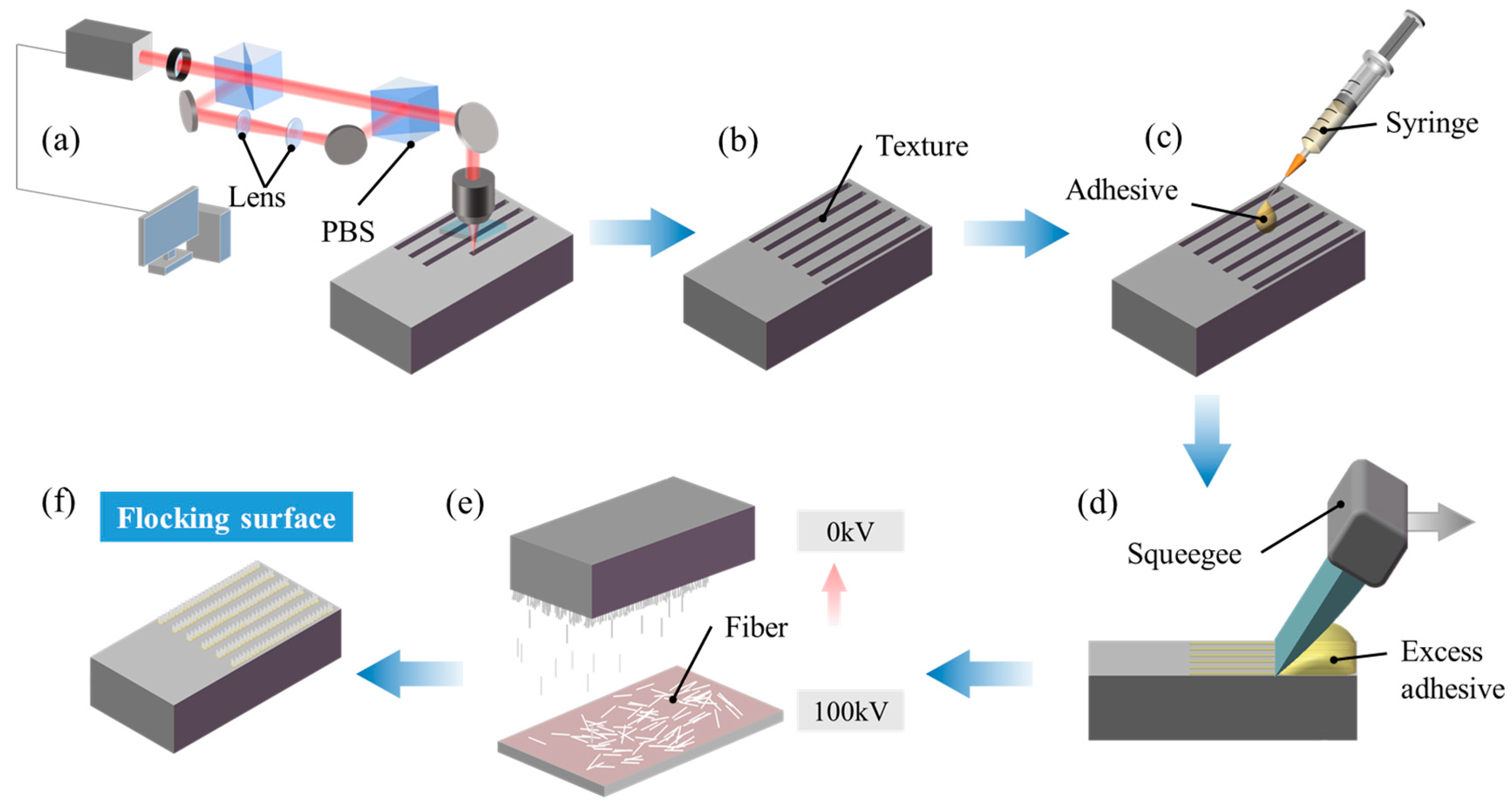
2.2. Preparation of Functional Surface by Electrostatic Flocking
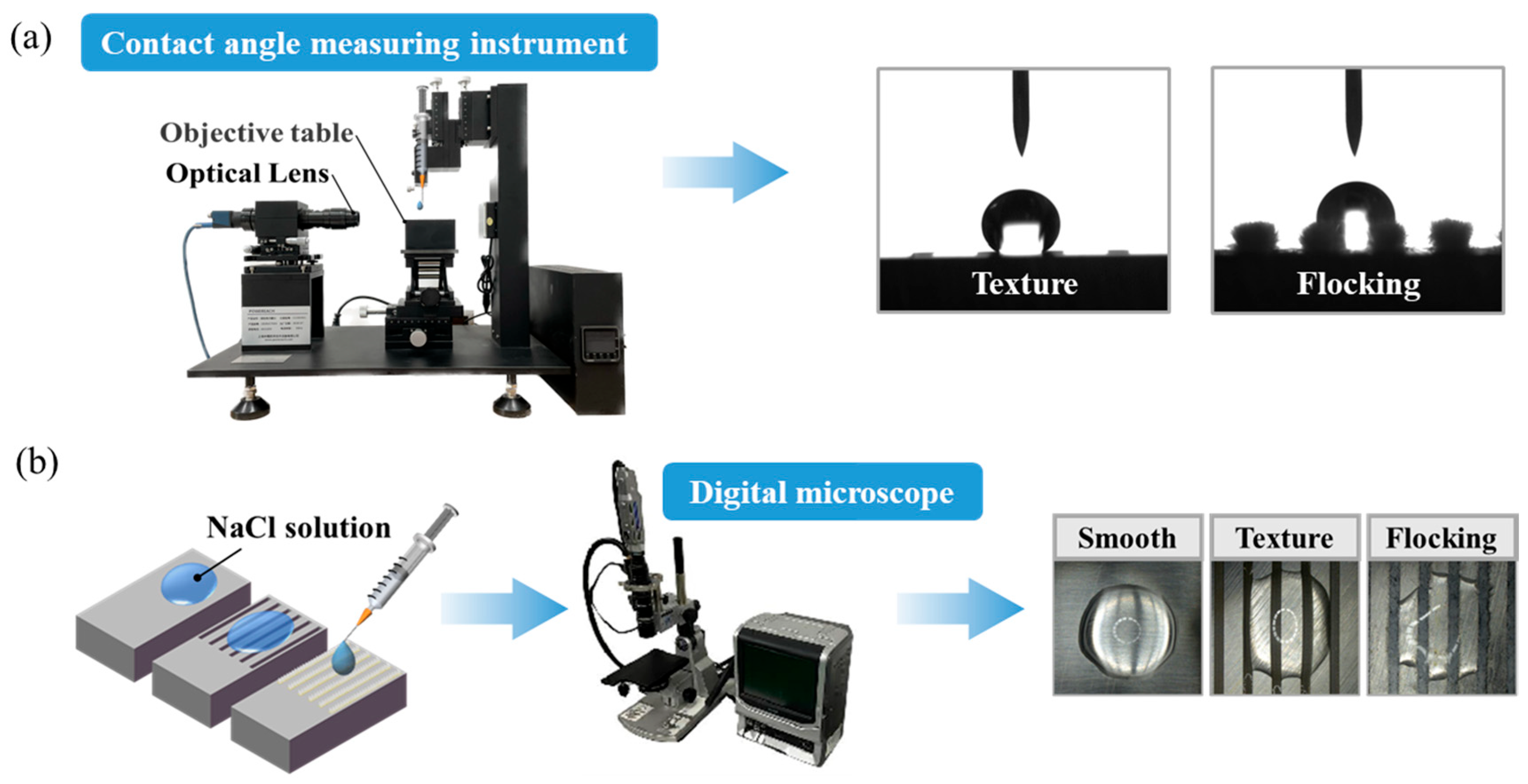
2.3. Experiments and Characterization
3. Results and Discussion
3.1. Wetting Enhancement of Flocking Surface
3.2. Evaporation Enhancement of Flocking Surface
3.3. Corrosion Resistance of Flocking Surface
3.3.1. Corrosion Process
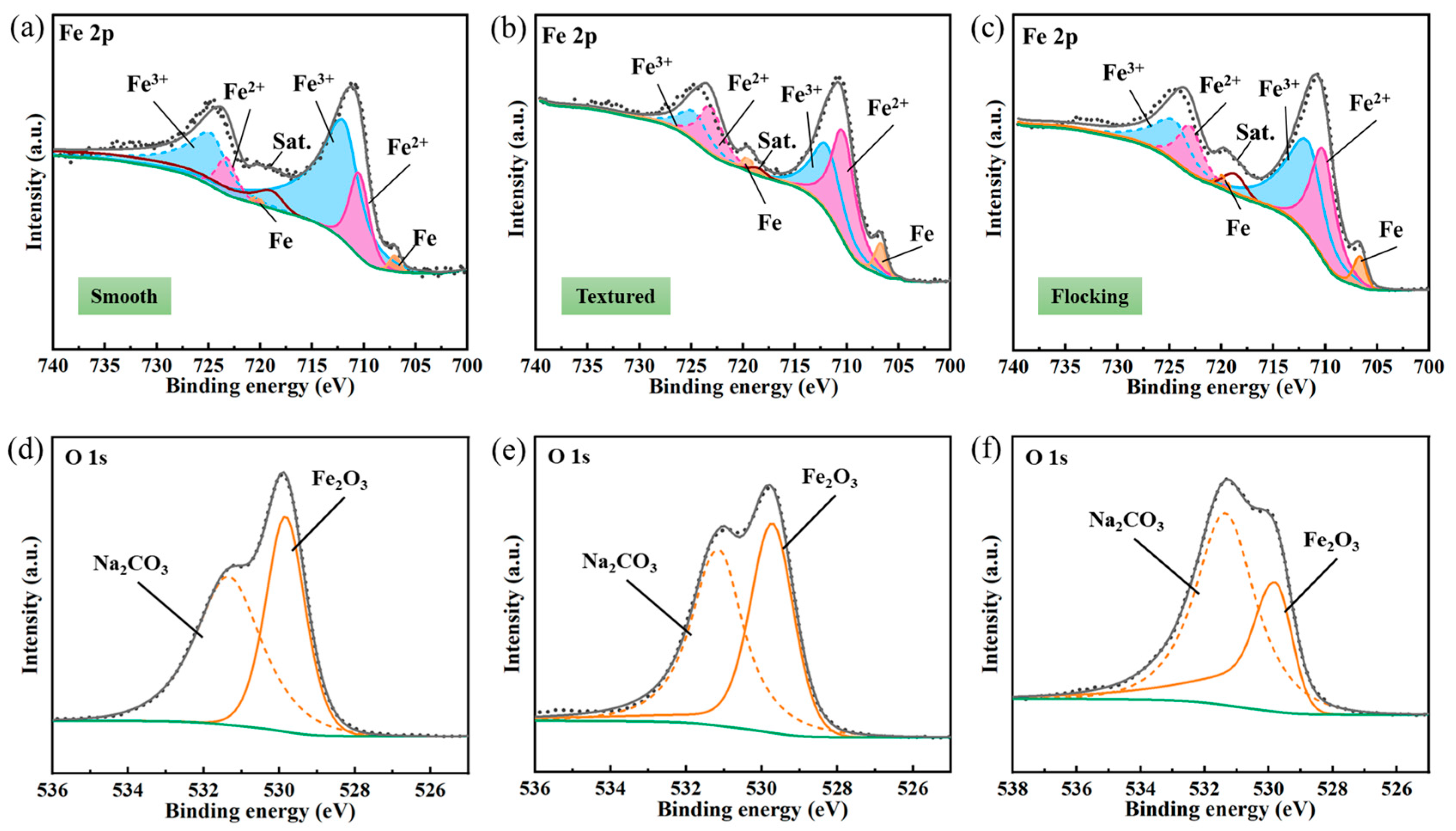
3.3.2. XPS
4. Conclusions
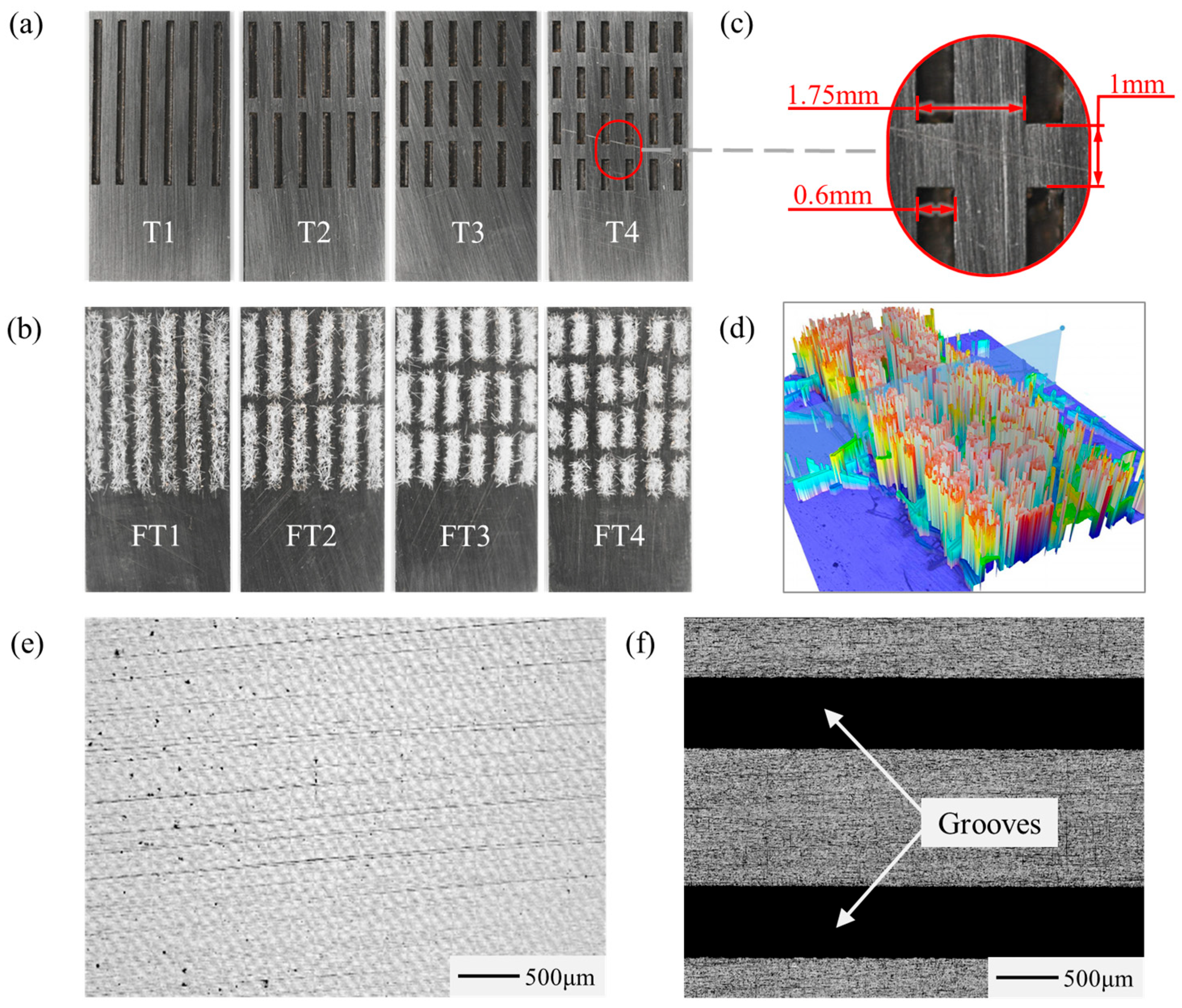
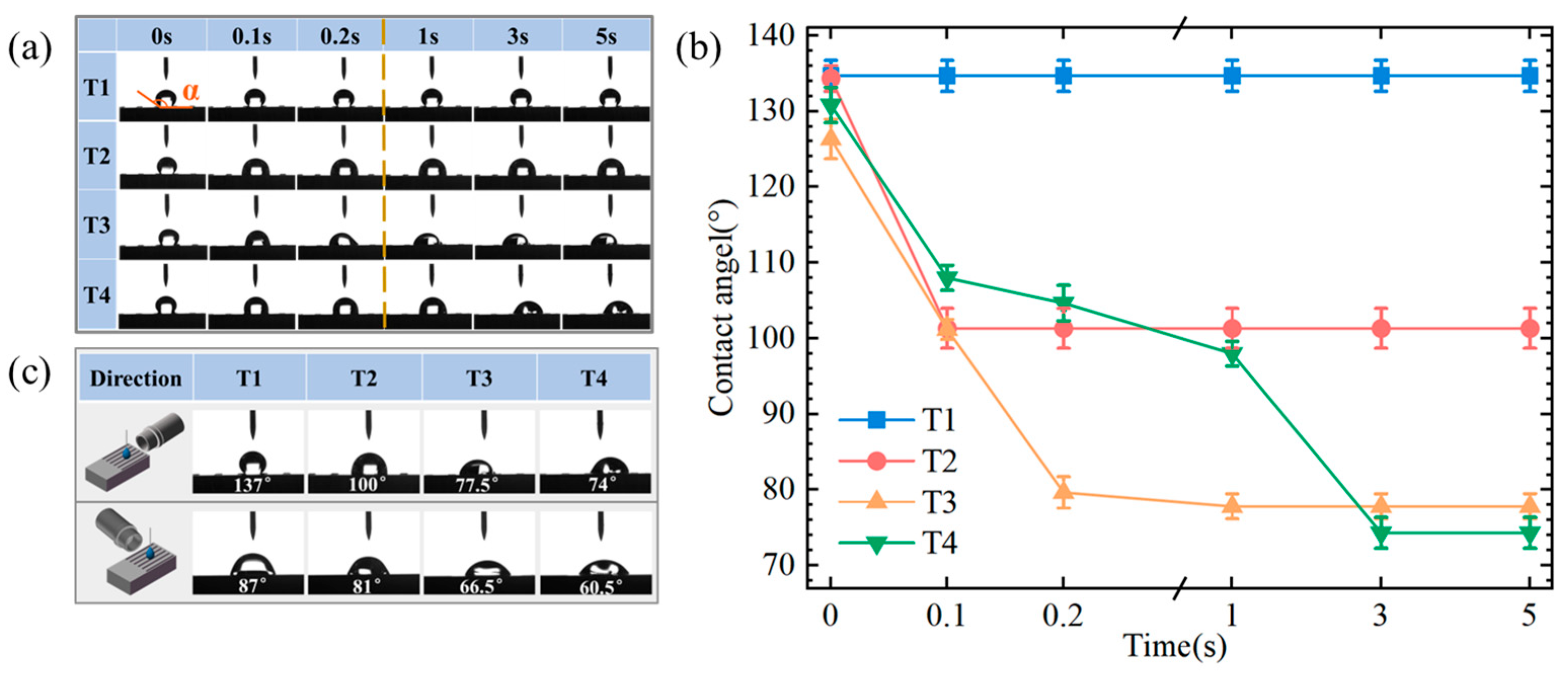
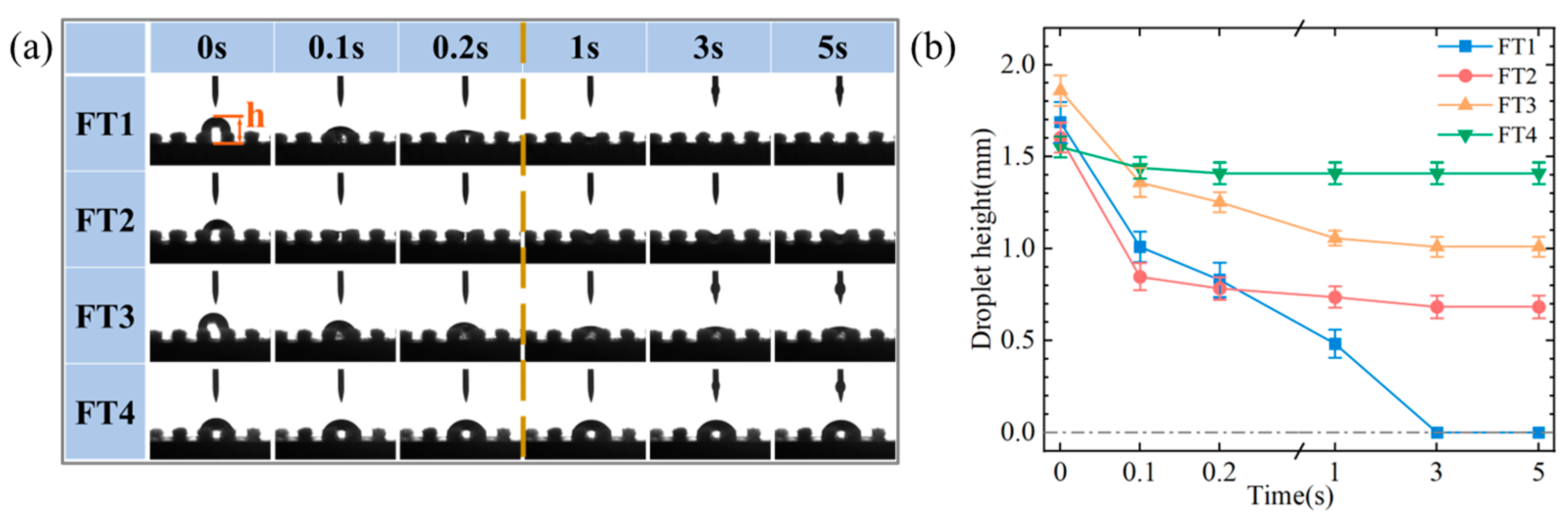
- The sample surfaces with different texture shapes showed varying contact angles (CAs): T1 > T2 > T3 > T4. The T1 surface exhibited the greatest difference in wettability between parallel and perpendicular directions due to its highest transverse interface barrier. The FT1 surface demonstrated the best droplet spreading performance, which achieved complete wetting within 3 s, as the grooves and fiber gaps facilitated droplet spread and storage. Surfaces with longer grooves had lower energy barriers parallel to the grooves, attracting and retaining more droplets;
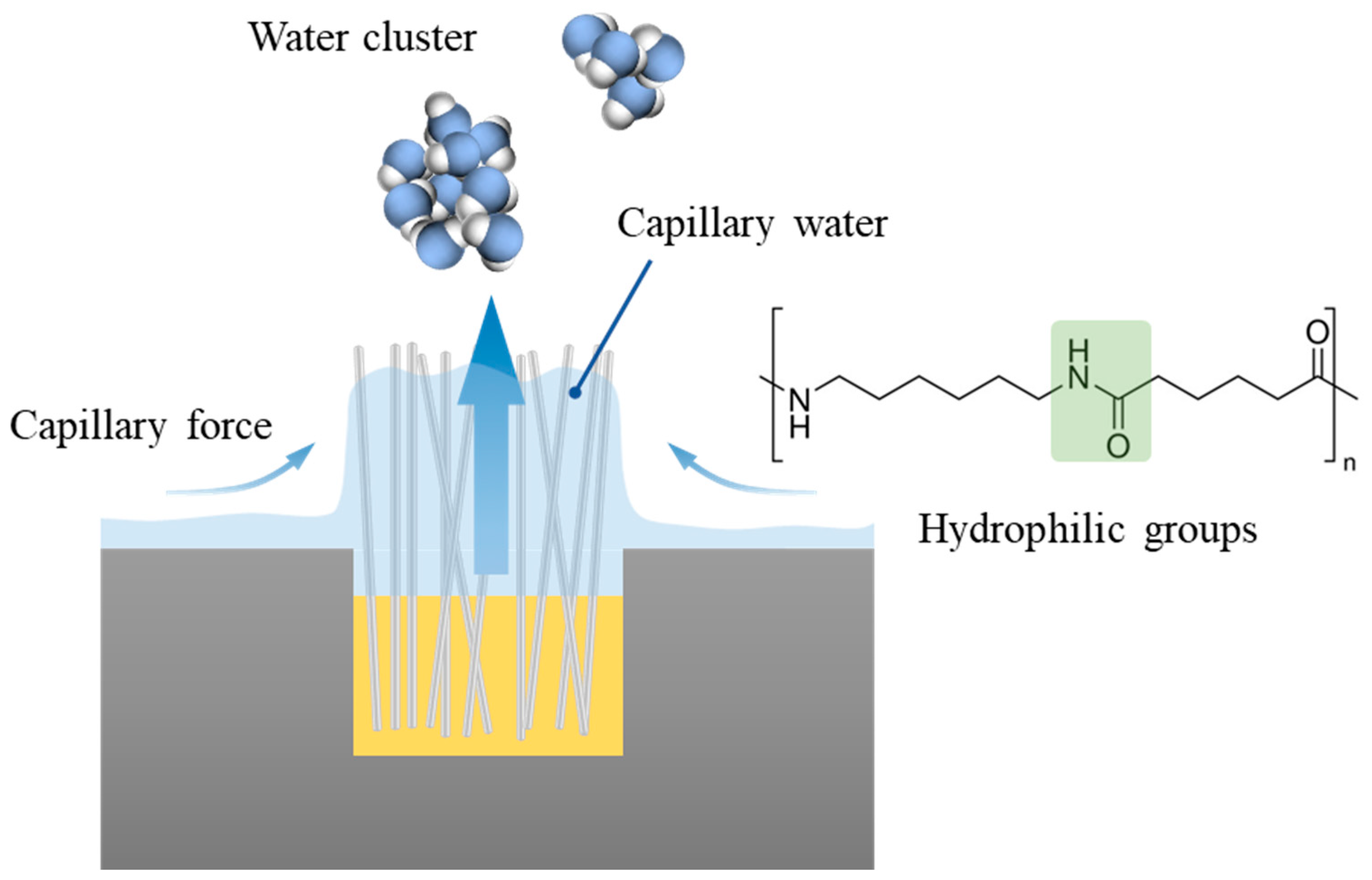
- The flocking surface exhibited enhanced evaporation ability compared to the smooth and textured surfaces. The evaporation rate on the flocking surface was increased by 28.57% compared to the smooth surface and 14.29% compared to the textured surface. This was attributed to the expansion of the water droplet evaporation region on the flocking surface and the capillary state of the water within the nylon array, enabling evaporation in the form of water clusters;
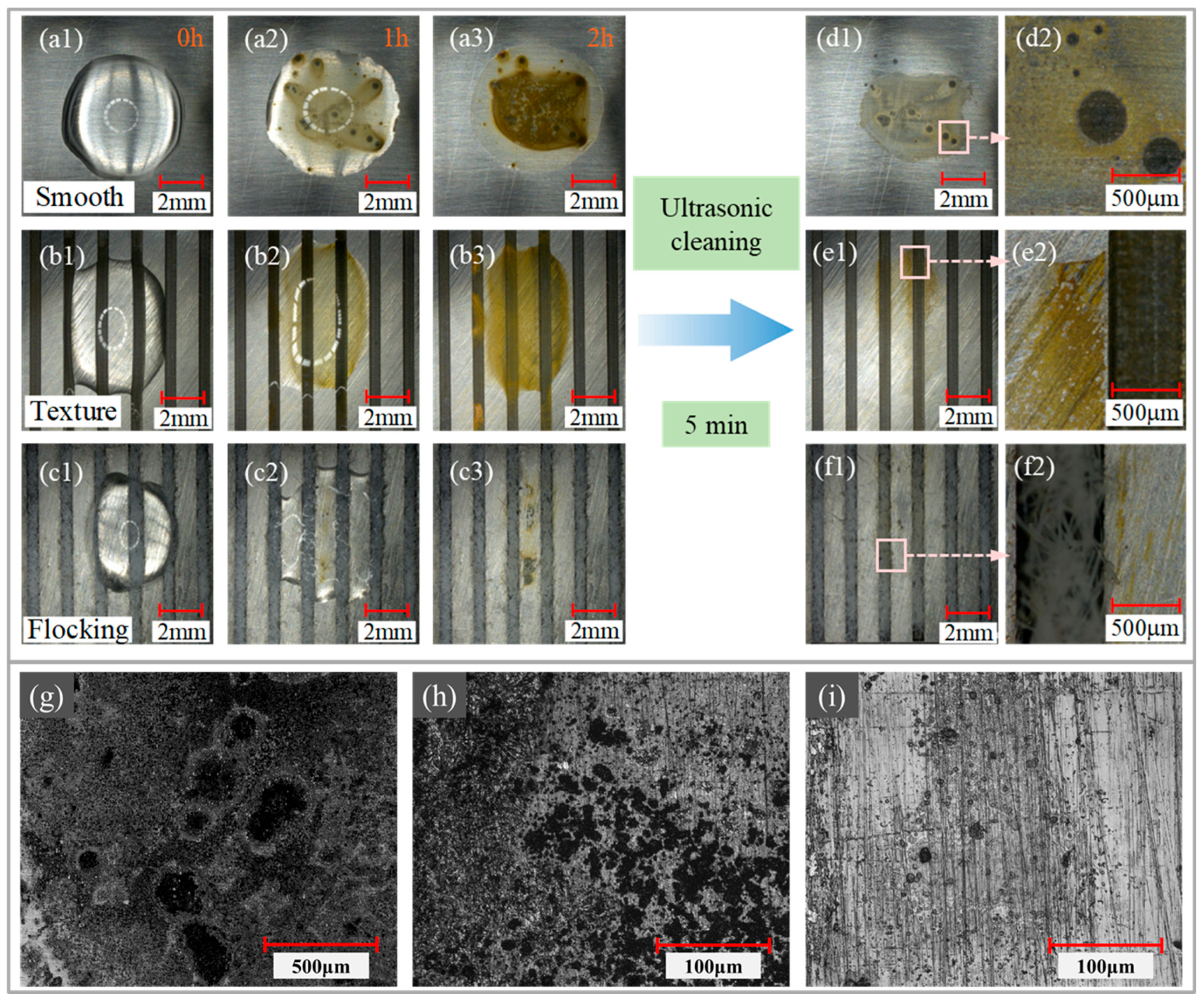
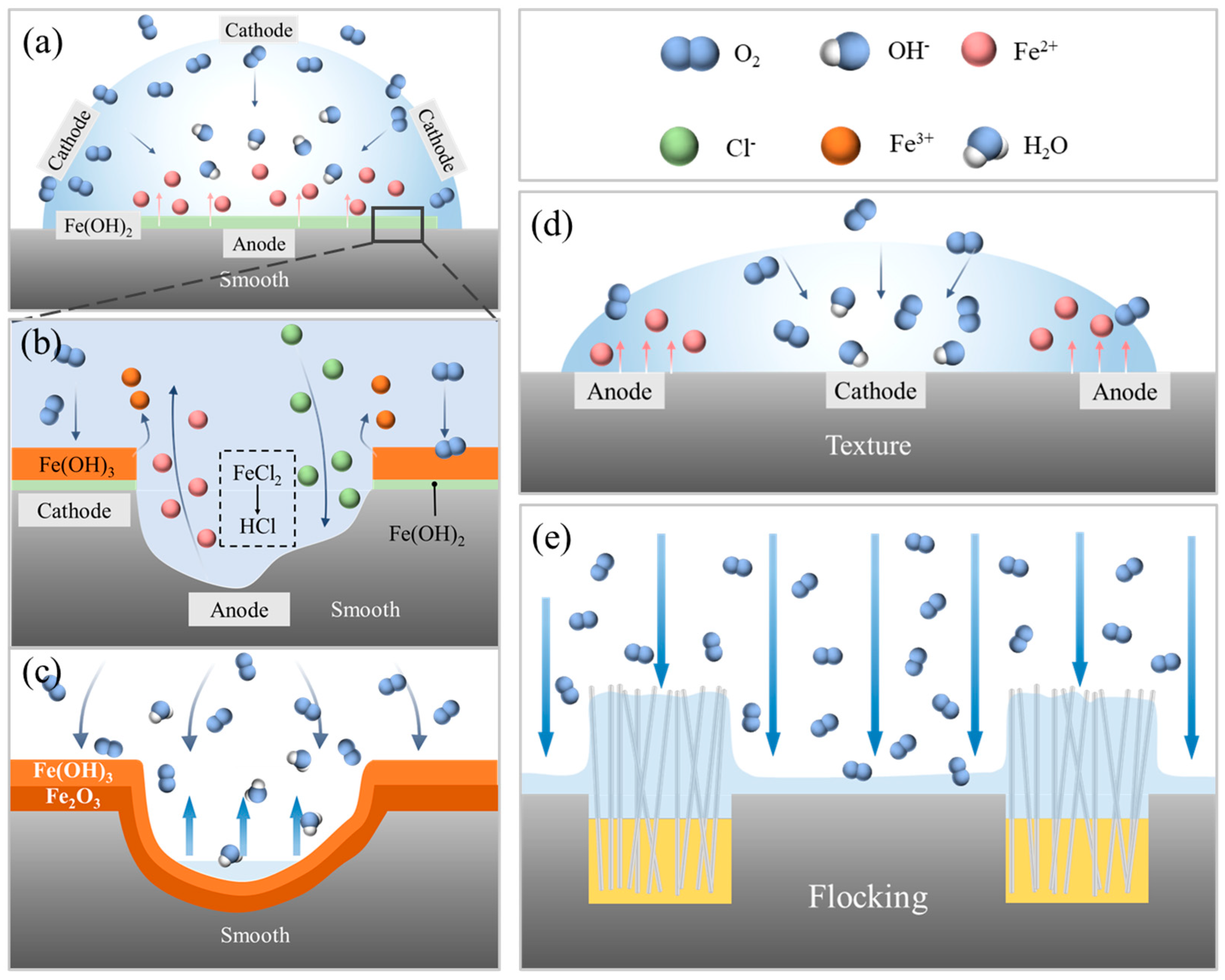
- The flocking surface demonstrated superior anti-corrosion properties compared to the smooth and textured surfaces under similar working conditions. The XPS analysis confirms the lowest degree of oxidation at the flocking surface. This was attributed to the rapid evaporation of the droplets at the flocking surface, which reduced the electrochemical reaction time at the metal surface. Additionally, the capillary force and hydrophilicity among the nylon fibers in the grooves facilitated the aggregation of liquid on the nylon fibers, inhibiting the formation of corrosion galvanic cells.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rodriguez, A.A.; Miller, C.M.; Monty, C.N. Field Testing and Cost-Benefit Evaluation of Corrosion-Protective Coatings on Winter Maintenance Equipment in the State of Ohio. J. Cold Reg. Eng. 2021, 35, 04020031. [Google Scholar] [CrossRef]
- Seidi, F.; Crespy, D. Fighting Corrosion with Stimuli-Responsive Polymer Conjugates. Chem. Commun. 2020, 56, 11931–11940. [Google Scholar] [CrossRef]
- Taghavikish, M.; Dutta, N.K.; Choudhury, N.R. Emerging Corrosion Inhibitors for Interfacial Coating. Coatings 2017, 7, 217. [Google Scholar] [CrossRef]
- Zuo, R. Biofilms: Strategies for Metal Corrosion Inhibition Employing Microorganisms. Appl. Microbiol. Biotechnol. 2007, 76, 1245–1253. [Google Scholar] [CrossRef]
- Song, W.; Zhao, X.; Jin, Z.; Fan, L.; Ji, X.; Deng, J.; Duan, J. Poly(Vinyl Alcohol) for Multi-Functionalized Corrosion Protection of Metals: A Review. J. Clean. Prod. 2023, 394, 136390. [Google Scholar] [CrossRef]
- Chen, X.; Wang, P.; Zhang, D.; Wu, J.; Ou, J. How Surface Orientation Affects Coalescence-Induced Droplet Jumping Behavior and Subsequent Atmospheric Corrosion Resistance of a Superhydrophobic Surface? Corros. Sci. 2022, 197, 110082. [Google Scholar] [CrossRef]
- Alcantara, J.; Chico, B.; Diaz, I.; de la Fuente, D.; Morcillo, M. Airborne Chloride Deposit and Its Effect on Marine Atmospheric Corrosion of Mild Steel. Corros. Sci. 2015, 97, 74–88. [Google Scholar] [CrossRef]
- Buijnsters, J.G.; Subba Rao, R.V.; Shankar, P.; Van Enckevort, W.J.P.; Schermer, J.J.; Gebert, A.; Ter Meulen, J.J. Pitting Corrosion Behaviour of Diamond Coated Tool Steel. Surf. Coat. Technol. 2005, 191, 119–126. [Google Scholar] [CrossRef]
- Zeisig, J.; Shtefan, V.; Giebeler, L.; Kühn, U.; Gebert, A.; Hufenbach, J.K. A Newly Designed High-Strength Tool Steel with High Wear and Corrosion Resistance. Materials 2023, 16, 1941. [Google Scholar] [CrossRef]
- Lu, Z.; Wang, P.; Zhang, D. Super-Hydrophobic Film Fabricated on Aluminium Surface as a Barrier to Atmospheric Corrosion in a Marine Environment. Corros. Sci. 2015, 91, 287–296. [Google Scholar] [CrossRef]
- Yayoglu, Y.E.; Toomey, R.G.; Crane, N.B.; Gallant, N.D. Laser Machined Micropatterns as Corrosion Protection of Both Hydrophobic and Hydrophilic Magnesium. J. Mech. Behav. Biomed. Mater. 2022, 125, 104920. [Google Scholar] [CrossRef] [PubMed]
- Yin, K.; Du, H.; Dong, X.; Wang, C.; Duan, J.-A.; He, J. A Simple Way to Achieve Bioinspired Hybrid Wettability Surface with Micro/Nanopatterns for Efficient Fog Collection. Nanoscale 2017, 9, 14620–14626. [Google Scholar] [CrossRef] [PubMed]
- Peng, Z.; Guo, Z. Biomimetic Fluorine-Free 3D Alternating Hydrophilic-Superhydrophobic Surfaces with Different Bump Morphologies for Efficient Water Harvesting. Biomater. Sci. 2022, 10, 5831–5837. [Google Scholar] [CrossRef]
- Bakhtiari, N.; Azizian, S.; Jaleh, B. Hybrid Superhydrophobic/Hydrophilic Patterns Deposited on Glass by Laser-Induced Forward Transfer Method for Efficient Water Harvesting. J. Colloid Interface Sci. 2022, 625, 383–396. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, Y.; Yong, J.; Hou, X.; Chen, F. Femtosecond Laser Direct Weaving Bioinspired Superhydrophobic/Hydrophilic Micro-Pattern for Fog Harvesting. Opt. Laser Technol. 2022, 146, 107593. [Google Scholar] [CrossRef]
- Hou, K.; Li, X.; Li, Q.; Chen, X. Tunable Wetting Patterns on Superhydrophilic/Superhydrophobic Hybrid Surfaces for Enhanced Dew-Harvesting Efficacy. Adv. Mater. Interfaces 2020, 7, 1901683. [Google Scholar] [CrossRef]
- Qi, B.; Yang, X.; Wang, X. Ultraslippery/Hydrophilic Patterned Surfaces for Efficient Fog Harvest. Colloids Surf. Physicochem. Eng. Asp. 2022, 640, 128398. [Google Scholar] [CrossRef]
- Wu, S.-C.; Lin, Z.-H.; Lo, C.-K. Study of Super-Hydrophilic Nanoscale Bilayer Assembly Surface Modification and Its Application to Enhance Evaporation. Therm. Sci. Eng. Prog. 2022, 27, 101133. [Google Scholar] [CrossRef]
- McCarthy, A.; Shah, R.; John, J.V.; Brown, D.; Xie, J. Understanding and Utilizing Textile-Based Electrostatic Flocking for Biomedical Applications. Appl. Phys. Rev. 2021, 8, 041326. [Google Scholar] [CrossRef]
- Xu, X.; Chen, R.; Zheng, Y.; Yu, J.; Liu, Q.; Liu, J.; Lin, C.; Duan, J.; Wang, J. Slippery-Liquid-Infused Electrostatic Flocking Surfaces for Marine Antifouling Application. Langmuir 2021, 37, 10020–10028. [Google Scholar] [CrossRef]
- Ren, X.; Guo, M.; Xue, L.; Zeng, Q.; Gao, X.; Xin, Y.; Xu, L.; Li, L. A Self-Cleaning Mucus-like and Hierarchical Ciliary Bionic Surface for Marine Antifouling. Adv. Eng. Mater. 2020, 22, 1901198. [Google Scholar] [CrossRef]
- Guo, Y.; Javed, M.; Li, X.; Zhai, S.; Cai, Z.; Xu, B. Solar-Driven All-in-One Interfacial Water Evaporator Based on Electrostatic Flocking. Adv. Sustain. Syst. 2021, 5, 2000202. [Google Scholar] [CrossRef]
- McCarthy, A.; John, J.V.; Saldana, L.; Wang, H.; Lagerstrom, M.; Chen, S.; Su, Y.; Kuss, M.; Duan, B.; Carlson, M.A.; et al. Electrostatic Flocking of Insulative and Biodegradable Polymer Microfibers for Biomedical Applications. Adv. Healthc. Mater. 2021, 10, 2100766. [Google Scholar] [CrossRef]
- McCarthy, A.; Sharma, N.S.; Holubeck, P.A.; Brown, D.; Shah, R.; McGoldrick, D.; John, J.V.; Shahriar, S.M.S.; Xie, J. Extracellular Matrix Secretion Mechanically Reinforces Interlocking Interfaces. Adv. Mater. 2023, 35, 2207335. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Wang, J.; Wang, K.; Yao, J.; Bian, H.; Song, K.; Komarneni, S.; Cai, Z. Three-Dimensional Stretchable Fabric-Based Electrode for Supercapacitors Prepared by Electrostatic Flocking. Chem. Eng. J. 2020, 390, 124442. [Google Scholar] [CrossRef]
- Zhang, L.; Huang, Z.; Cai, W.; Xue, X.; Min, X.; Zhang, H.; Zhang, Z. Hairy Superhydrophobic Surfaces with Excellent Mechanical Robustness, Underwater Stability and Drag-Reduction Property. Prog. Org. Coat. 2023, 174, 107323. [Google Scholar] [CrossRef]
- Xu, X.; Wang, K.; Guo, H.; Sun, G.; Chen, R.; Yu, J.; Liu, J.; Lin, C.; Wang, J. Zwitterionic Modified Electrostatic Flocking Surfaces for Diatoms and Mussels Resistance. J. Colloid Interface Sci. 2021, 588, 9–18. [Google Scholar] [CrossRef]
- Ni, J.; Feng, K.; Zhao, H.; Wang, Z.; Meng, Z. Wettability Enhancement of High-Speed Steel Surface with Electrostatic Flocking Method. Colloids Surf. Physicochem. Eng. Asp. 2022, 651, 129781. [Google Scholar] [CrossRef]
- Lin, C.-W.; Lin, J.-H. Recycling Technique and Characteristic Evaluation of Organic/Inorganic Composite Boards. J. Ind. Text. 2013, 43, 191–203. [Google Scholar] [CrossRef]
- Guo, L.; Wong, P.L.; Guo, F. Boundary Yield Stress and Interfacial Potential Energy Barrier in Thin Film Hydrodynamic Lubrication. Tribol. Lett. 2016, 62, 7. [Google Scholar] [CrossRef]
- David, R.; Neumann, A. Energy Barriers between the Cassie and Wenzel States on Random, Superhydrophobic Surfaces. Colloids Surf.-Physicochem. Eng. Asp. 2013, 425, 51–58. [Google Scholar] [CrossRef]
- Agrawal, D.C.; Menon, V.J. Surface Tension and Evaporation: An Empirical Relation for Water. Phys. Rev. A 1992, 46, 2166–2169. [Google Scholar] [CrossRef] [PubMed]
- Tang, J.; Zheng, T.; Song, Z.; Shao, Y.; Li, N.; Jia, K.; Tian, Y.; Song, Q.; Liu, H.; Xue, G. Realization of Low Latent Heat of a Solar Evaporator via Regulating the Water State in Wood Channels. ACS Appl. Mater. Interfaces 2020, 12, 18504–18511. [Google Scholar] [CrossRef] [PubMed]
- Tzaneva, B.R.; Fachikov, L.B.; Raicheff, R.G. Effect of Halide Anions and Temperature on Initiation of Pitting in Cr–Mn–N and Cr–Ni Steels. Corros. Eng. Sci. Technol. 2006, 41, 62–66. [Google Scholar] [CrossRef]
- Luo, Z.; Zuo, J.; Jiang, H.; Geng, W.; Zhou, Y.; Lian, Z.; Wei, W. Inhibition Effect of Fluoride Ion on Corrosion of 304 Stainless Steel in Occluded Cell Corrosion Stage in the Presence of Chloride Ion. Metals 2021, 11, 350. [Google Scholar] [CrossRef]
- Soulie, V.; Lequien, F.; Ferreira-Gomes, F.; Moine, G.; Feron, D.; Prene, P.; Moehwald, H.; Zemb, T.; Riegler, H. Salt-Induced Iron Corrosion under Evaporating Sessile Droplets of Aqueous Sodium Chloride Solutions. Mater. Corros.-Werkst. Korros. 2017, 68, 927–934. [Google Scholar] [CrossRef]
- Song, J.; Gao, Z.; Liu, C.; Liu, Z.; Hu, W. Effect of Ethanolamine on Corrosion Behavior of WB36CN1 Steel in Simulated Secondary Circuit of Pressurized Water Reactor. Int. J. Electrochem. Sci. 2020, 15, 879–888. [Google Scholar] [CrossRef]
- Yue, H.; Ren, C.; Wang, G.; Li, G.; Jin, R. Oxygen-Vacancy-Abundant Ferrites on N-Doped Carbon Nanosheets as High-Performance Li-Ion Battery Anodes. Chem.—Eur. J. 2020, 26, 10575–10584. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specific Gravity | Compressive Strength | Bending Strength | Permittivity | Breakdown Voltage | Diameter |
|---|---|---|---|---|---|
| g/cm3 | MPa | MPa | kV/mm | μm | |
| 1.15 | 105 | 60–100 | 3.6 | 16 | 10 |
| Element | C | Si | Mn | P | S | Cr | V | W | Mo | Co |
|---|---|---|---|---|---|---|---|---|---|---|
| Content | 1.00~1.15 | ≤0.65 | ≤0.40 | ≤0.03 | ≤0.03 | 3.50~4.50 | 0.95~1.35 | 1.15~1.85 | 9.0~10.0 | 7.5–8.5 |
| Parameter | Value |
|---|---|
| Power | 12 W |
| Spot diameter | 50 μm |
| Frequency | 60 kHz |
| Processing times | 100 |
| Repeat accuracy | ±0.003 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, D.; Ni, J.; Zhang, Z.; Feng, K. Anti-Corrosion Flocking Surface with Enhanced Wettability and Evaporation. Materials 2024, 17, 4166. https://doi.org/10.3390/ma17164166
Lu D, Ni J, Zhang Z, Feng K. Anti-Corrosion Flocking Surface with Enhanced Wettability and Evaporation. Materials. 2024; 17(16):4166. https://doi.org/10.3390/ma17164166
Chicago/Turabian StyleLu, Die, Jing Ni, Zhen Zhang, and Kai Feng. 2024. "Anti-Corrosion Flocking Surface with Enhanced Wettability and Evaporation" Materials 17, no. 16: 4166. https://doi.org/10.3390/ma17164166