
Improving the Early Age Strength of Eco-Efficient Mortar with Low Clinker Content Considering Binder Granulometry and Chemical Additives


Abstract
:1. Introduction
2. Materials and Methods
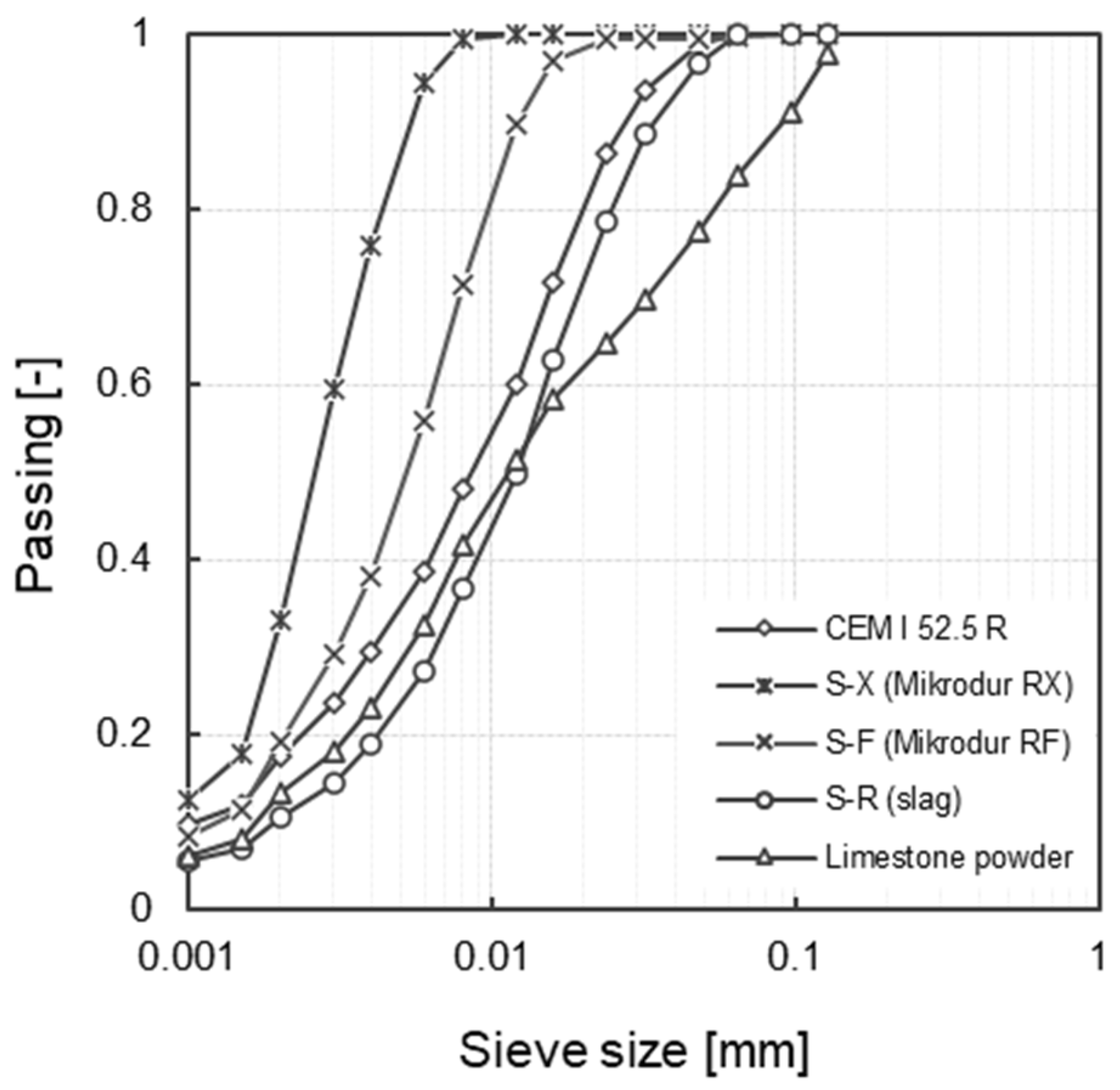
2.1. Raw Materials and Mortars
2.2. Methods
3. Results and Discussion
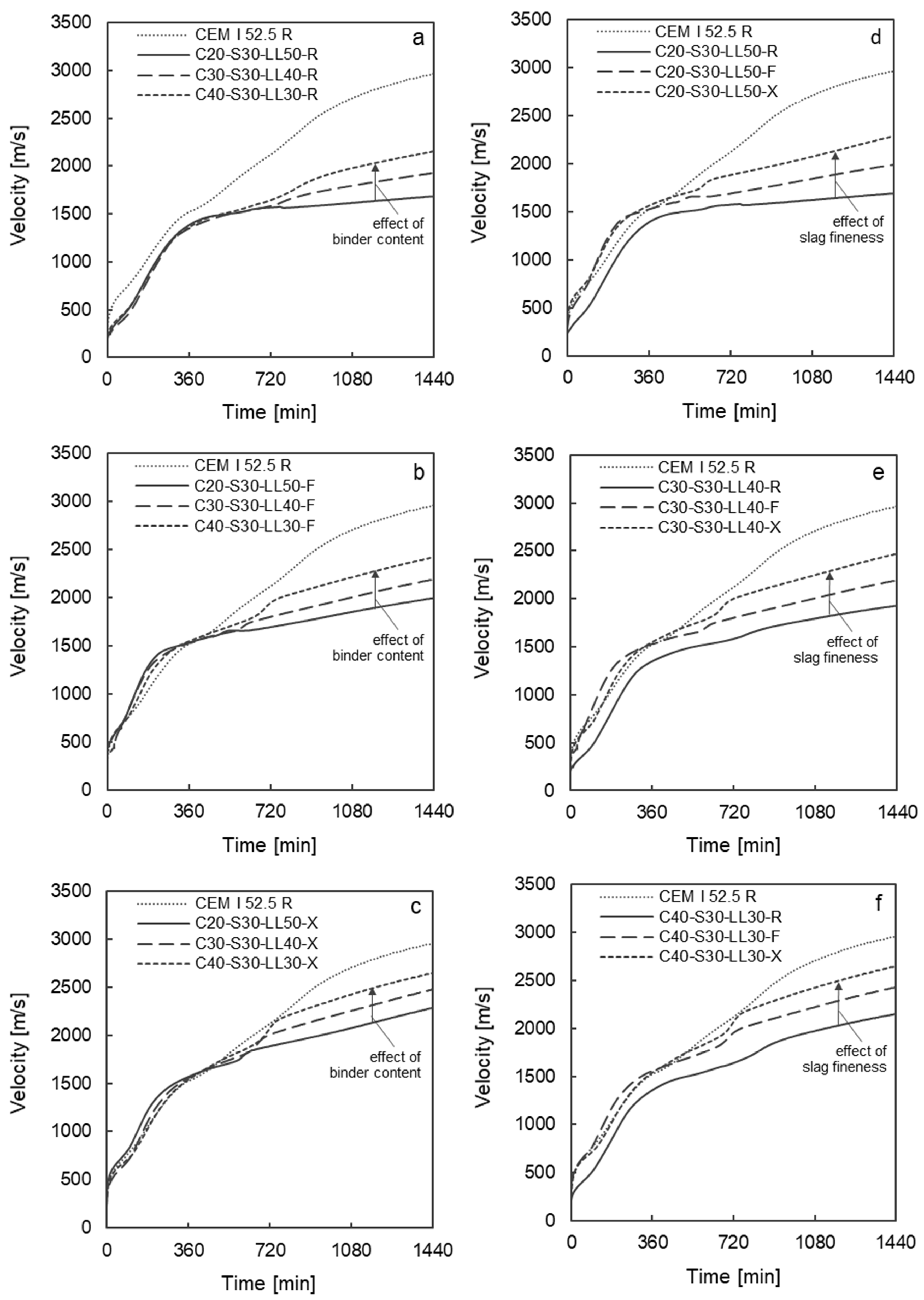
3.1. Early Age Stiffness Development
3.1.1. Effect of Slag Fineness
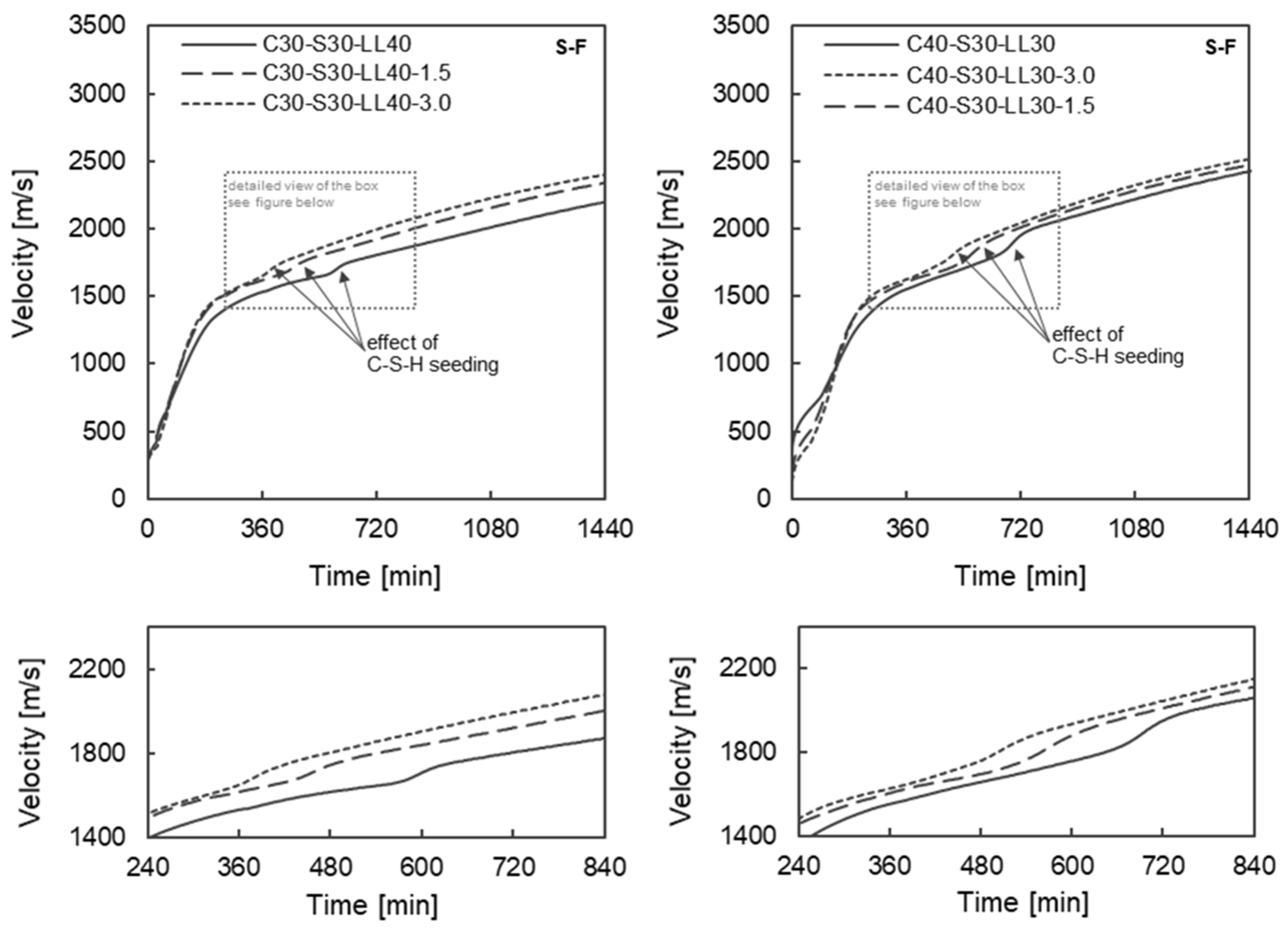
3.1.2. Effect of C-S-H Seeding
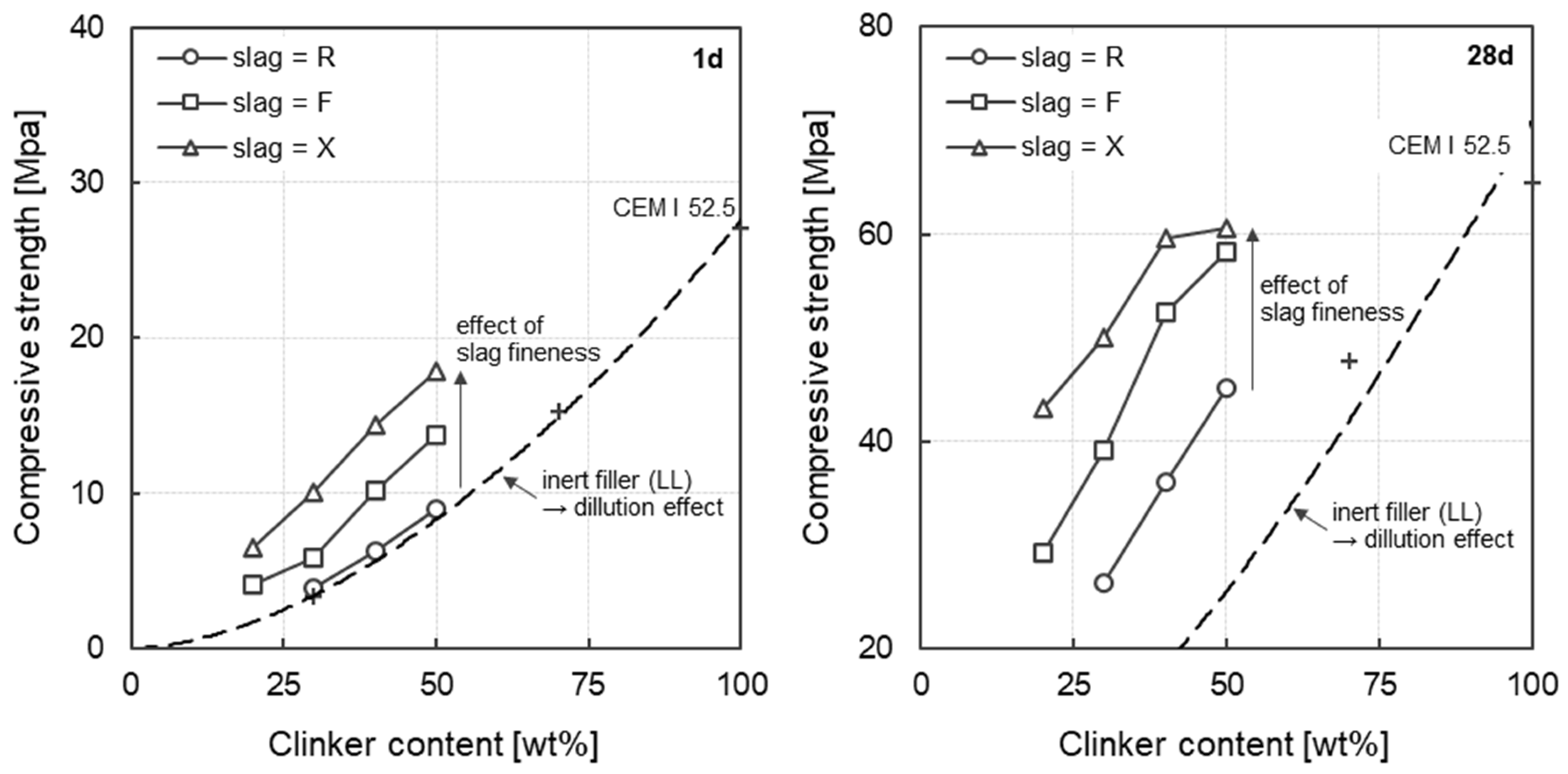
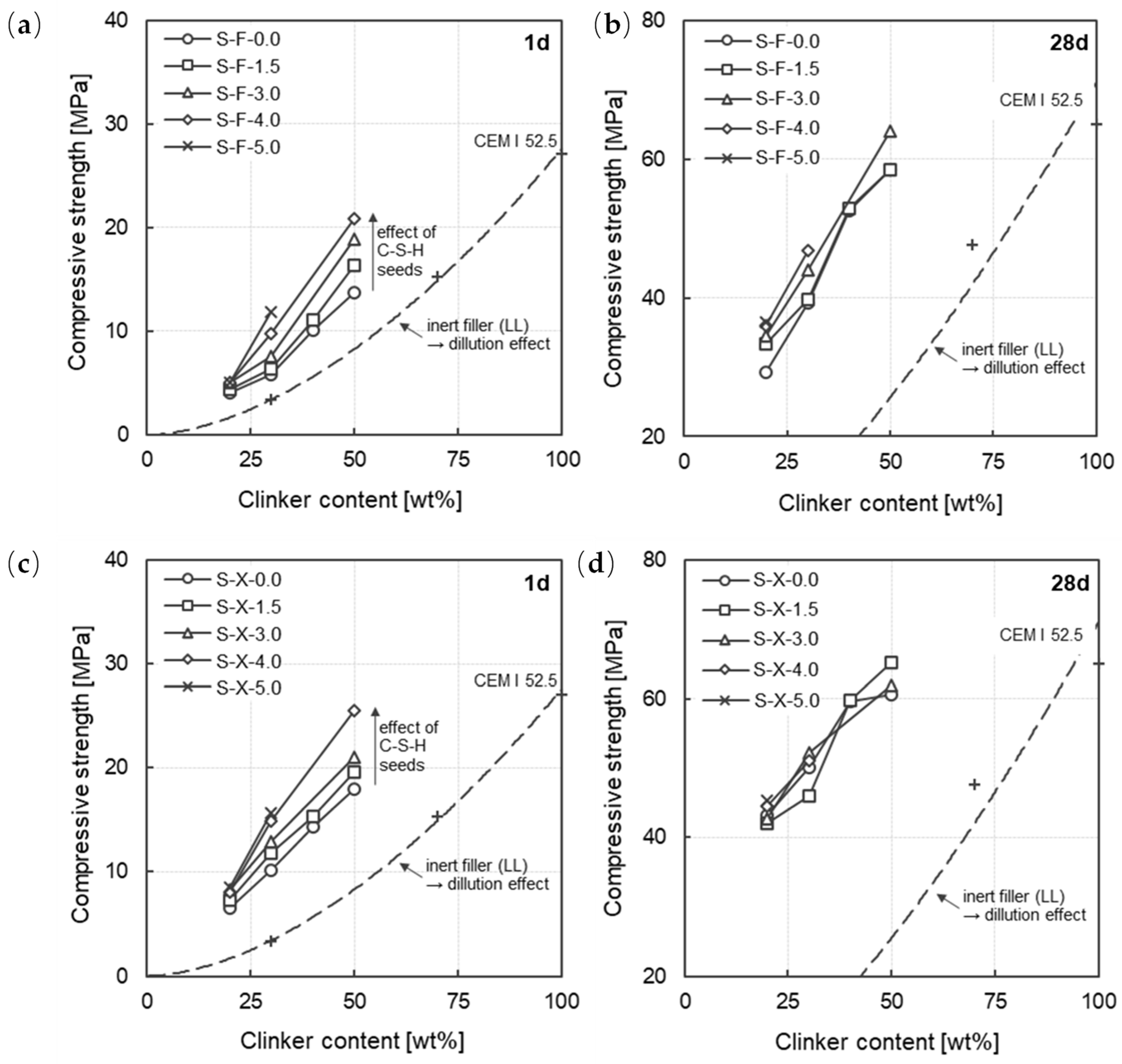
3.2. Compressive Strength
3.2.1. Effect of Slag Fineness
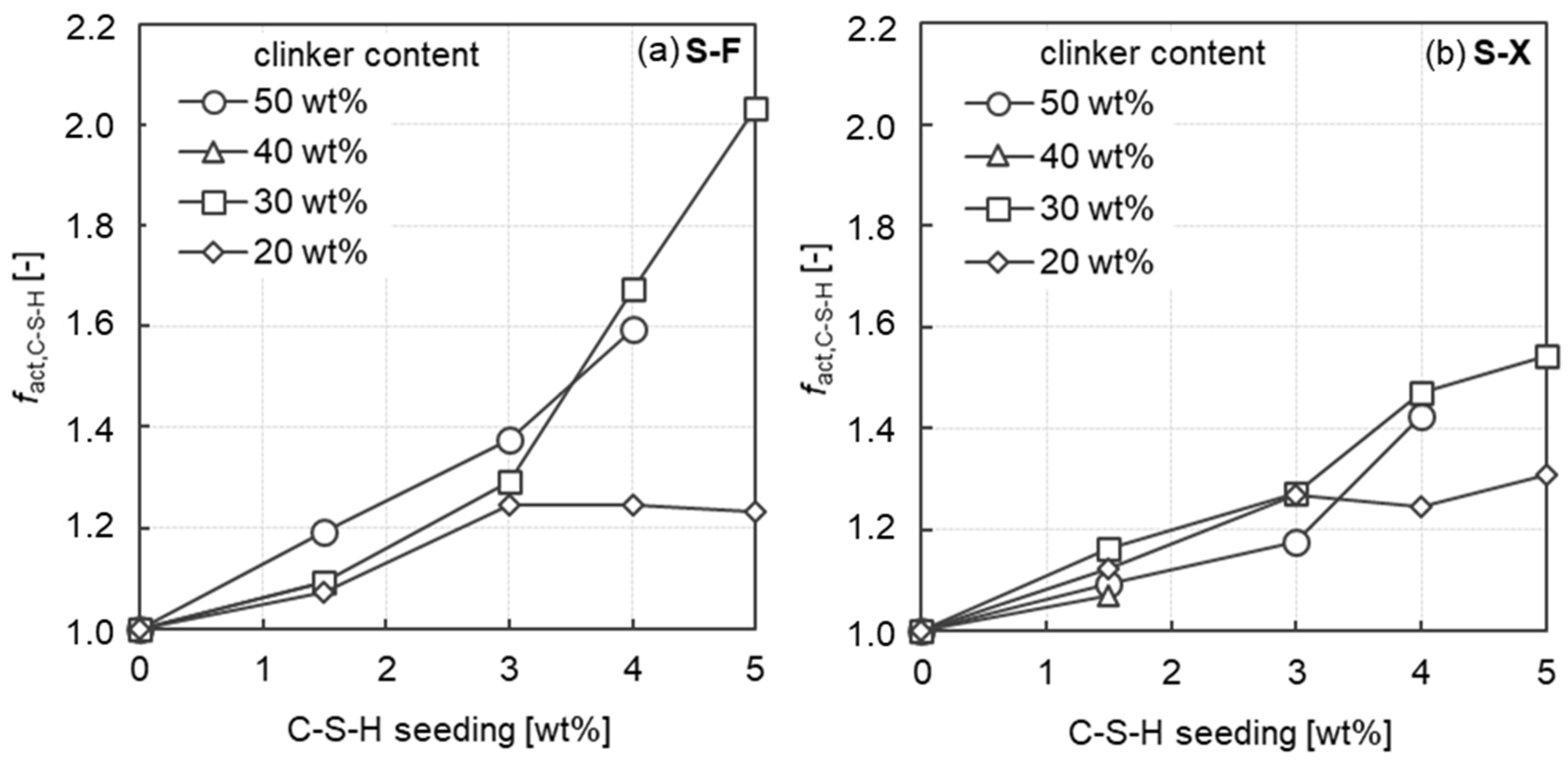
3.2.2. Effect of C-S-H Seeding
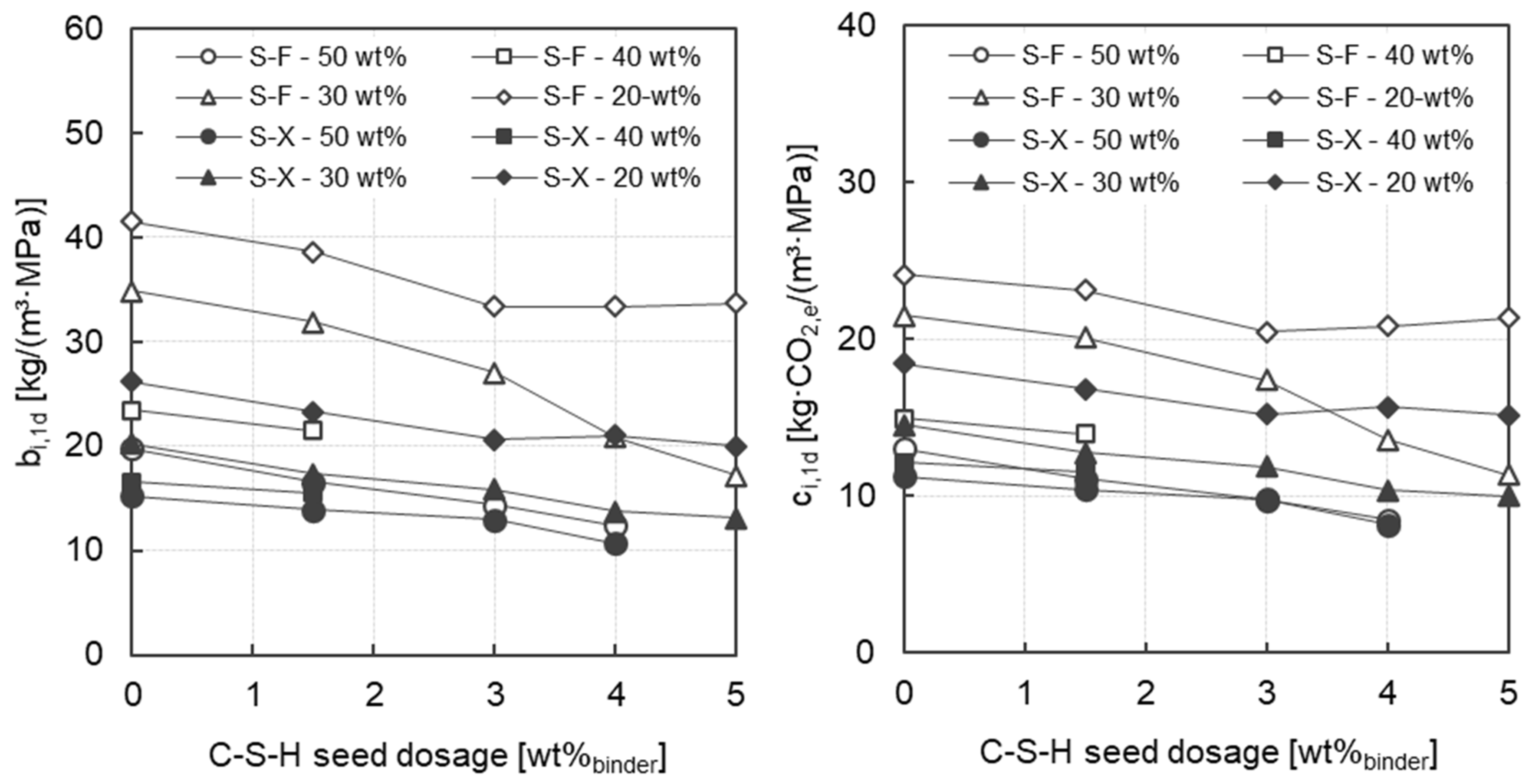
3.3. Sustainability Assessment and Ecological Performance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Schneider, M. The cement industry on the way to a low-carbon future. Cem. Concr. Res. 2019, 124, 105792. [Google Scholar] [CrossRef]
- Portland Cement Association (PCA). Development of Alternative Fuels in the U.S. Cement Industry. Cement Lime Gypsum 1-2; Portland Cement Association (PCA): Washington, DC, USA, 2019; pp. 34–37. [Google Scholar]
- Müller, C. Concepts for resource-efficient concretes using the example of cement. Cem. Int. 2019, 19, 56–61. [Google Scholar]
- Black, L. Low Clinker Cement as a Sustainable Construction Material. In Sustainability of Construction Materials; Woodhead Publishing: Cambridge, UK, 2016; pp. 415–457. [Google Scholar]
- Paul, M.; Sievert, T.; Canonico, F. Possibilities to reduce CO2 emissions with efficient binders. In Proceedings of the ILCCC—1st International Conference on Innovation in Low-Carbon Cement & Concrete Technology, London, UK, 17–19 September 2019. [Google Scholar]
- Hanein, T.; Galves-Martos, J.L.; Bannerman, M.N. Carbon footprint of calcium sulfoaluminate clinker. J. Clean. Prod. 2018, 172, 2278–2287. [Google Scholar] [CrossRef]
- Stemmermann, P.; Ulrich, A.; Beuchle, G.; Garbev, K.; Schweike, U. Belite cement clinker from autoclaved aerated concrete waste—A contribution towards CO2-reduced circular building materials. CE/Papers 2022, 5, 17–26. [Google Scholar] [CrossRef]
- Schneider, M.; Romer, M.; Tschudin, M.; Bolio, H. Sustainable cement production—Present and future. Cem. Concr. Res. 2011, 41, 642–650. [Google Scholar] [CrossRef]
- Sui, S.; Georget, F.; Maraghechi, H.; Sun, W.; Scrivener, K. Towards a generic approach to durability: Factors affecting chloride transport in binary and ternary cementitious materials. Cem. Concr. Res. 2019, 124, 105783. [Google Scholar] [CrossRef]
- Schack, T.; Strybny, B.; Deiters, M.; Haist, M. Concrete with clinker-efficient cements—Robustness to variations in water content and temperature. CE/Papers 2023, 6, 163–171. [Google Scholar] [CrossRef]
- Lothenbach, B.; Scrivener, K.; Hooton, R.D. Supplementary Cementitious Materials. Cem. Concr. Res. 2011, 41, 1244–1256. [Google Scholar] [CrossRef]
- Scrivener, K.; Mohsen, B.H.; Juilland, P.; Levy, C. Research needs for cementitious building materials with focus on Europe. RILEM Tech. Lett. 2023, 7, 220–252. [Google Scholar] [CrossRef]
- Stindt, J.; Forman, P.; Mark, P. Influence of Rapid Heat Treatment on the Shrinkage and Strength of High-Performance Concrete. Materials 2021, 14, 4102. [Google Scholar] [CrossRef]
- Adu-Amankwah, S.; Bernal, S.A.; Black, L. Influence of component fineness on hydration and strength development in ternary slag-limestone cements. RILEM Tech. Lett. 2019, 4, 81–88. [Google Scholar] [CrossRef]
- Berodier, E.; Scrivener, K. Understanding the Filler Effect on the Nucleation and Growth of C-S-H. J. Am. Soc. 2014, 97, 3764–3773. [Google Scholar] [CrossRef]
- Birki, Y.; Zajac, M.; Mohsen, B.H.; Scrivener, K. Impact of limestone fineness on cement hydration at early age. Cem. Concr. Res. 2021, 147, 106515. [Google Scholar] [CrossRef]
- John, E.; Matschei, T.; Stephan, D. Nucleation seeding with calcium silicate hydrate—A review. Cem. Concr. Res. 2018, 113, 74–85. [Google Scholar] [CrossRef]
- Deutscher Ausschuss für Stahlbeton. Wärmebehandlung von Beton; Beuth Verlag: Berlin, Germany, 2012. [Google Scholar]
- ACI 517.2R-80; Accelerated Curing of Concrete at Atmospheric Pressure State of the Art. ACI (American Concrete Institute): Farmington Hills, MI, USA, 1980.
- Pavoine, A.; Divet, L.; Fenouillet, S. A concrete performance test for delayed ettringite formation: Part I optimisation. Cem. Concr. Res. 2006, 36, 2138–2143. [Google Scholar] [CrossRef]
- Hallet, V.; De Belie, N.; Pontikes, Y. The impact of slag fineness on the reactivity of blended cements with high-volume non-ferrous metallurgy slag. Constr. Build. Mater. 2020, 257, 119400. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhang, Z. Effect of fineness on the pozzolanic reaction kinetics of slag in composite binders: Experiment and modelling. Constr. Build. Mater. 2020, 273, 121695. [Google Scholar] [CrossRef]
- Öner, M.; Erdoğdu, K.; Günlü, A. Effect of components fineness on strength of blast furnace slag cement. Cem. Concr. Res. 2003, 33, 463–469. [Google Scholar] [CrossRef]
- Bentz, D.P.; Garboczi, E.J.; Haecker, C.J.; Jensen, O.M. Effects of cement particle size distribution on performance properties of Portland cement-based materials. Cem. Concr. Res. 1999, 29, 1663–1671. [Google Scholar] [CrossRef]
- European Cement Research Academy. TR-ECRA-106/2009 ECRA CCS Project—Report about Phase II; European Cement Research Academy: Düsseldorf, Germany, 2009. [Google Scholar]
- Lothenbach, B.; Le Saout, G.; Gallucci, E.; Scrivener, K. Influence of limestone on the hydration of Portland cements. Cem. Concr. Res. 2008, 38, 848–860. [Google Scholar] [CrossRef]
- Zajac, M.; Rossberg, A.; Le Saout, G.; Lothenbach, B. Influence of limestone and anhydrite on the hydration of Portland cements. Cem. Concr. Compos. 2014, 46, 99–108. [Google Scholar] [CrossRef]
- European Cement Research Academy. Development of State of the Art Techniques in Cement Manufacturing: Trying to Look Ahead; CSI/ECRA-Technology Paper 2017; European Cement Research Academy: Dusseldorf, Germany, 2017. [Google Scholar]
- Zajac, M.; Bolte, G.; Skocek, J.; Mohsen, B.H. Modelling the effect of the cement components fineness on performance and environmental impact of composite cements. Constr. Build. Mater. 2021, 276, 122108. [Google Scholar] [CrossRef]
- Schack, T.; Haist, M. Performance assessment of eco-efficient concrete with ternary blended cementitious materials considering the effect of binder component fineness. Case Stud. Constr. Mater. 2024, 20, e03154. [Google Scholar] [CrossRef]
- Bräu, M.; Ma-Hock, L.; Hesse, C.; Nicoleau, L.; Strauss, V.; Treumann, S.; Wiench, K.; Landsiedel, R.; Wohlleben, W. Nanostructured calcium silicate hydrate seeds accelerate concrete hardening: A combined assessment of benefits and risks. Arch. Toxicol. 2012, 86, 1077–1087. [Google Scholar] [CrossRef] [PubMed]
- Pedrosa, H.C.; Reales, O.M.; Reis, V.D.; Paiva, M.D.D.; Fairbairn, E.M.R. Hydration of Portland cement accelerated by C-S-H seeds at different temperatures. Cem. Concr. Res. 2020, 129, 105978. [Google Scholar] [CrossRef]
- Morales-Cantero, A.; Cuesta, A.; De la Torre, A.G.; Santacruz, I.; Mazanec, O.; Borralleras, P.; Weldert, K.S.; Gastaldi, D.; Canonico, F.; Aranda, M.A.G. C-S-H seeding activation of Portland and belite cements: An enlightening in situ synchrotron powder diffraction study. Cem. Concr. Res. 2022, 161, 106946. [Google Scholar] [CrossRef]
- John, E.; Epping, J.D.; Stephan, D. The influence of the chemical and physical properties of C-S-H seeds on their potential to accelerate cement hydration. Constr. Build. Mater. 2019, 228, 116723. [Google Scholar] [CrossRef]
- Li, X.; Bizzozero, J.; Hesse, C. Impact of C-S-H seeding on the hydration of slag blended cement. Cem. Concr. Res. 2022, 161, 106935. [Google Scholar] [CrossRef]
- Ouellet-Plamondon, C.; Scherb, S.; Köberl, M.; Thienel, K.-C. Acceleration of cement blended with calcined clays. Constr. Build. Mater. 2020, 245, 118439. [Google Scholar] [CrossRef]
- Ferrari, G.; Brocchi, A.; Castiglioni, F.; Bravo, A.; Moretti, E.; Salvioni, D.; Squinzi, M.; Artioli, G.; Dalconi, M.C.; Valentini, L.; et al. A new multifunctional additive for blended cements. Constrion. Build. Mater. 2022, 354, 129086. [Google Scholar] [CrossRef]
- Li, X.; Dengler, J.; Heese, C. Reducing clinker factor in limestone calcined clay-slag cement using C-S-H—A way towards sustainable binder. Cem. Concr. Res. 2023, 168, 107151. [Google Scholar] [CrossRef]
- Stark, J.; Wicht, B. Zement und Kalk: Der Baustoff als Werkstoff; Springer: Basel, Switzerland, 2000. [Google Scholar]
- Alizadeh, R.; Raki, L.; Makar, J.M.; Beaudoin, J.J.; Moudrakovski, I. Hydration of Tricalcium374 Silicate in the Presence of synthetic Calcium–Silicate–Hydrate. J. Mater. Chem. 2009, 19, 7937. [Google Scholar] [CrossRef]
- Thomas, J.J.; Jennings, H.M.; Chen, J.J. Influence of nucleation seeding on the hydration mechanisms of tricalcium silicate and cement. J. Phys. Chem. C 2009, 113, 4327–4334. [Google Scholar] [CrossRef]
- DIN EN 197-1:2011-11; Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements. Beuth: Berlin, Germany, 2011.
- Dyckerhoff GmbH (Ed.) Dyckerhoff Mikrodur® … vom Feinsten; Dyckerhoff GmbH, Product Marketing: Wiesbaden, Germany, 2023. [Google Scholar]
- DIN EN 196-2:2013-10; Method of Testing Cement—Part 2: Chemical Analysis of Cement. Beuth: Berlin, Germany, 2010.
- Pott, U.; Crasselt, C.; Fobbe, N.; Haist, M.; Heinemann, M.; Hellmann, S.; Ivanov, D.; Jakob, C.; Jansen, D.; Lei, L.; et al. Characterization data of reference materials used for phase II of the priority program DFG SPP 2005 “Opus Fluidum Futurum—Rheology of reactive, multiscale, multiphase construction materials”. Data Brief 2023, 47, 108902. [Google Scholar] [CrossRef]
- DIN EN 197-5:2021-07; Cement—Part 5: Portland-Composite Cement CEM II/C-M and Composite Cement CEM VI. Beuth: Berlin, Germany, 2021.
- Master Builders Solutions GmbH Master X-SEED Declaration of Performance. Available online: https://master-builders-solutions.com/de-ch/produkte/master-x-seed/masterx-seed-100/ (accessed on 30 August 2024).
- DIN EN 1015-3: 2007-05; Methods of Test for Mortar for Masonry—Part 3: Determination of Consistence of Fresh Mortar (by Flow Table). Beuth: Berlin, Germany, 2007.
- DIN EN 1015-6: 2007-05; Methods of Test for Mortar for Masonry—Part 6: Determination of Bulk Density of Fresh Mortar. Beuth: Berlin, Germany, 2007.
- DIN EN 196-1: 2016-11; Methods of Testing Cement—Part 1: Determination of Strength. Beuth: Berlin, Germany, 2016.
- Trtnik, G.; Gams, M. Recent advances of ultrasonic testing of cement based materials at early. Ultrasonics 2014, 54, 66–75. [Google Scholar] [CrossRef] [PubMed]
- Trtnik, G.; Turk, G.; Kavcic, F.; Bosiljkov, V.B. Possibilities of using the ultrasonic wave transmission method to estimate initial setting time of cement paste. Cem. Concr. Res. 2008, 38, 1336–1342. [Google Scholar] [CrossRef]
- Sun, Z.; Voigt, T.; Shah, S.P. Temperature Effects on Strength Evaluation of Cement-Based Materials with Ultrasonic Wave Reflection Technique. ACI Mater. J. 2005, 102, 272–278. [Google Scholar]
- DIN EN 15804: 2022-03; Sustainability of Construction Works—Environmental Product Declarations—Core Rules for the Product Category of Construction Products. Beuth: Berlin, Germany, 2022.
- Haist, M.; Bergmeister, K.; Curbach, M.; Forman, P.; Gaganelis, G.; Gerlach, J.; Mark, P.; Moffatt, J.; Müller, C.; Müller, H.S.; et al. Nachhaltig konstruieren und bauen mit Beton. In Beton-Kalender 2022; Bergmeister, K., Fingerloos, F., Wörner, J.-D., Eds.; Ernst & Sohn: Berlin, Germany, 2022; pp. 421–531. [Google Scholar]
- Chen, C.; Habert, G.; Bouzidi, Y.; Jullien, A.; Ventura, A. LCA allocation procedure used as an initiative method for waste recycling: An application to mineral additions in concrete. Resources. Conserv. Recycl. 2010, 54, 1231–1240. [Google Scholar] [CrossRef]
- Master Builders Solutions Deutschland GmbH. EDP HUB: Environmental Product Declaration Master X-Seed STE 54; Master Builders Solutions Deutschland GmbH: Mannheim, Germany, 2022. [Google Scholar]
- Icha, P.; Lauf, T. Entwicklung der Spezifischen Treibhausgas-Emissionen des Deutschen Strommix in den Jahren 1990–2022 CLIMATE CHANGE 20/2023; Umweltbundesamt: Dessau-Roßlau, Germany, 2023. [Google Scholar]
- Daminelli, B.L.; Kemeid, F.M.; Aguiar, P.S.; John, V.M. Measuring the eco-efficiency of cement use. Cem. Concr. Compos. 2010, 32, 555–562. [Google Scholar] [CrossRef]
- Ibrahim, H.; Wardeh, G.; Fares, H.; Ghorbel, E. Effectiveness of the Concrete Equivalent Mortar Method for the Prediction of Fresh and Hardened Properties of Concrete. Buildings 2024, 14, 1610. [Google Scholar] [CrossRef]
- Qadri, F.; Garg, N. Early-stage performance enhancement of concrete via commercial C-S-H seeds: From lab investigation to field implementation in Illinois, US. Case Stud. Constr. Mater. 2023, 19, e02353. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Binder Component | Density | d10 | d50 | d90 | Specific Surface Area | Initial Setting Time | Water Demand | Compressive Strength (28 d) |
|---|---|---|---|---|---|---|---|---|
| (g/cm3) | (μm) | (μm) | (μm) | (cm2/g) | (min) | (Vol%) | (MPa) | |
| CEM I 52.5 R | 3.106 | 1.1 | 8.6 | 27.4 | 5800 | 95 | 44.5 | 70.9 |
| Mikrodur R-F slag | 3.122 | 0.8 | 5.2 | 12.4 | 7200 | - | 51.5 | 57.2 |
| Mikrodur R-X slag | 2.902 | 0.7 | 2.6 | 5.3 | 10100 | - | 56.6 | 74.8 |
| Blast furnace slag | 2.906 | 1.9 | 12.1 | 33.9 | 4400 | - | 47.3 | - |
| Limestone powder 1 | 2.740 | 1.7 | 11.3 | 91.2 | 5100 | - | 32.4 | - |
| Binder Component | CaO | SiO2 | Al2O3 | Fe2O3 | K2O | Na2O | SO3 | LOI |
|---|---|---|---|---|---|---|---|---|
| (wt%) | ||||||||
| CEM I 52.5 R | 68.9 | 16.3 | 4.5 | 2.9 | 0.9 | 0.2 | 3.4 | 3.27 |
| Mikrodur R-F slag | 41.4 | 28.6 | 10.3 | 0.5 | 0.8 | 0.2 | 2.3 | 1.06 |
| Mikrodur R-X slag | 45.2 | 29.5 | 10.1 | 0.7 | 0.8 | 0.3 | 2.0 | 0.84 |
| Blast furnace slag | 34.2 | 24.9 | 6.2 | 0.2 | 0.6 | 0.3 | 2.4 | 0.78 |
| Limestone powder 1 | 52.7 | 2.5 | 0.6 | 0.4 | 0.1 | 0.02 | 0.3 | 41.81 |
| Mix ID | Cement | Slag | Mikrodur R-F Slag | Mikrodur R-X Slag | Limestone | Water | Fine Aggregate (0/2) | w/c | w/b |
|---|---|---|---|---|---|---|---|---|---|
| [kg/m3] | [-] | ||||||||
| CEM I 52.5 | 522 | - | - | - | - | 235 | 1511 | 0.45 | 0.45 |
| C50-S30-LL20-R | 261 1 | 157 | - | - | 104 | 0.90 | 0.45 | ||
| C50-S30-LL20-F | 242 1 | 1752 | - | 104 | 0.90 | 0.45 | |||
| C50-S30-LL20-X | 242 1 | - | 175 2 | 104 | 0.90 | 0.45 | |||
| C40-S30-LL30-R | 209 1 | 157 | - | - | 157 | 1.13 | 0.45 | ||
| C40-S30-LL30-F | 190 1 | - | 1752 | - | 157 | 1.13 | 0.45 | ||
| C40-S30-LL30-X | 190 1 | - | - | 175 2 | 157 | 1.13 | 0.45 | ||
| C30-S30-LL40-R | 157 1 | 157 | - | - | 209 | 1.50 | 0.45 | ||
| C30-S30-LL40-F | 138 1 | - | 1752 | - | 209 | 1.50 | 0.45 | ||
| C30-S30-LL40-X | 138 1 | - | - | 175 2 | 209 | 1.50 | 0.45 | ||
| C20-S30-LL50-R | 104 1 | 157 | - | - | 261 | 2.25 | 0.45 | ||
| C20-S30-LL50-F | 86 1 | - | 1752 | - | 261 | 2.25 | 0.45 | ||
| C20-S30-LL50-X | 86 1 | - | - | 175 2 | 261 | 2.25 | 0.45 | ||
| Time | Step Description | Duration |
|---|---|---|
| [sec] | [cm2/g] | [sec] |
| 0–30 | Mixing all dry components—fine aggregate and binder | 30 |
| 31–60 | Addition of water including superplasticizer (C-S-H seeds in individual cases) | 30 |
| 61–300 | Mixing | 240 |
| Mix ID | v180 | v360 | v720 | v1440 |
|---|---|---|---|---|
| [m/s] | ||||
| C40-S30-LL30-R | 857 | 1363 | 1643 | 2155 |
| C40-S30-LL30-F | 1173 | 1553 | 2000 | 2424 |
| C40-S30-LL30-X | 1026 | 1539 | 2073 | 2649 |
| C30-S30-LL40-R | 814 | 1349 | 1584 | 1926 |
| C30-S30-LL40-F | 1389 | 1601 | 1869 | 2254 |
| C30-S30-LL40-X | 1097 | 1555 | 2005 | 2477 |
| C20-S30-LL50-R | 870 | 1388 | 1572 | 1686 |
| C20-S30-LL50-F | 1245 | 1527 | 1691 | 1990 |
| C20-S30-LL50-X | 1209 | 1566 | 1884 | 2286 |
| Mix ID | v180 | v360 | v720 | v1440 |
|---|---|---|---|---|
| [m/s] | ||||
| C40-S30-LL30-F | 1173 | 1553 | 2000 | 2424 |
| C40-S30-LL30-F-1.5 | 1285 | 1606 | 2010 | 2477 |
| C40-S30-LL30-F-3.0 | 1271 | 1629 | 2046 | 2519 |
| C30-S30-LL40-F | 1387 | 1600 | 1869 | 2254 |
| C30-S30-LL40-F-1.5 | 1377 | 1619 | 1923 | 2339 |
| C30-S30-LL40-F-3.0 | 1400 | 1650 | 2025 | 2402 |
| Clinker Content | Slag Fineness | 0.0 | 1.5 | 3.0 | 4.0 | 5.0 |
|---|---|---|---|---|---|---|
| [-] | ||||||
| 50 | S-F | 1.00 | 1.19 | 1.37 | 1.59 | n.d |
| 40 | S-F | 1.00 | 1.09 | n.d. | n.d. | n.d. |
| 30 | S-F | 1.00 | 1.09 | 1.29 | 1.68 | 2.03 |
| 20 | S-F | 1.00 | 1.07 | 1.24 | 1.24 | 1.23 |
| 50 | S-X | 1.00 | 1.09 | 1.18 | 1.42 | n.d. |
| 40 | S-X | 1.00 | 1.07 | n.d. | n.d. | n.d. |
| 30 | S-X | 1.00 | 1.16 | 1.27 | 1.47 | 1.54 |
| 20 | S-X | 1.00 | 1.12 | 1.27 | 1.25 | 1.31 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schack, T.; Strybny, B.; Haist, M. Improving the Early Age Strength of Eco-Efficient Mortar with Low Clinker Content Considering Binder Granulometry and Chemical Additives. Materials 2024, 17, 4509. https://doi.org/10.3390/ma17184509
Schack T, Strybny B, Haist M. Improving the Early Age Strength of Eco-Efficient Mortar with Low Clinker Content Considering Binder Granulometry and Chemical Additives. Materials. 2024; 17(18):4509. https://doi.org/10.3390/ma17184509
Chicago/Turabian StyleSchack, Tobias, Bastian Strybny, and Michael Haist. 2024. "Improving the Early Age Strength of Eco-Efficient Mortar with Low Clinker Content Considering Binder Granulometry and Chemical Additives" Materials 17, no. 18: 4509. https://doi.org/10.3390/ma17184509