
Mechanism of Fatigue-Life Extension Due to Dynamic Strain Aging in Low-Carbon Steel at High Temperature

Abstract
1. Introduction
2. Materials and Experiments
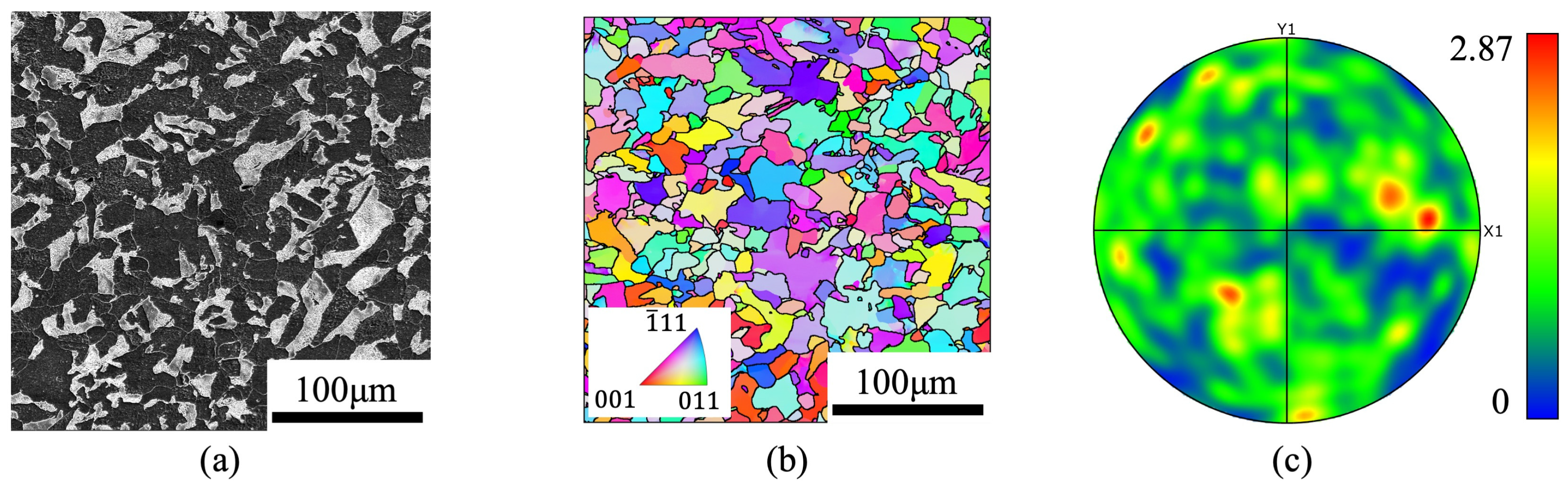
2.1. Material
2.2. Experiments
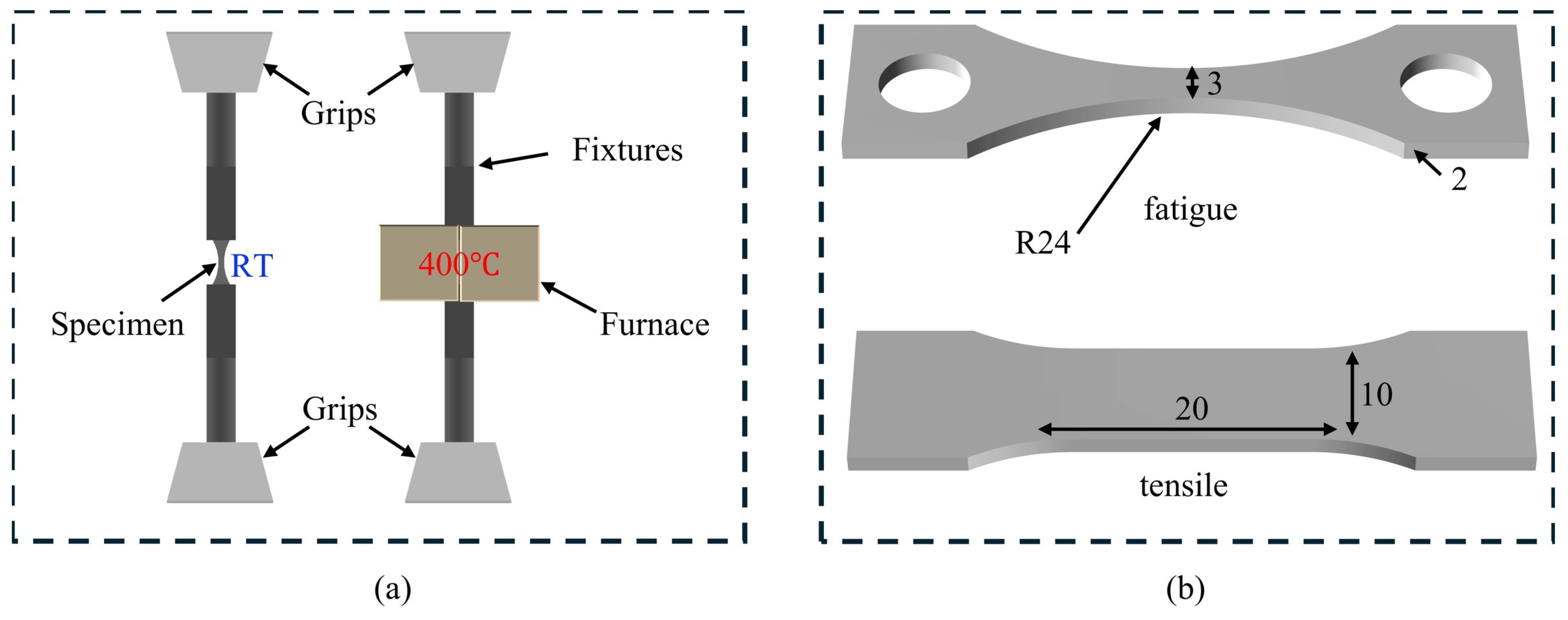
2.2.1. Tensile and Fatigue Tests
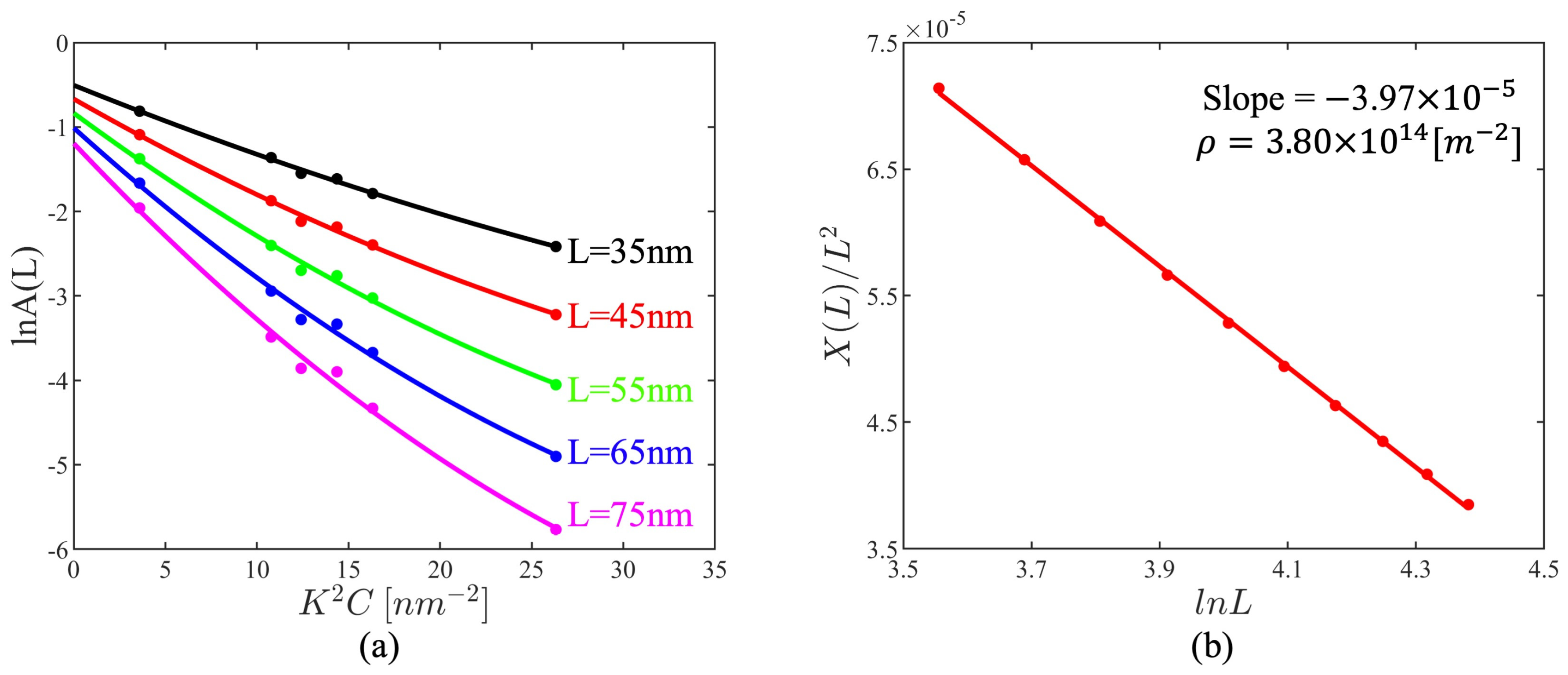
2.2.2. XRD Tests
2.2.3. EBSD Tests
2.2.4. HR-EBSD Tests
3. Results
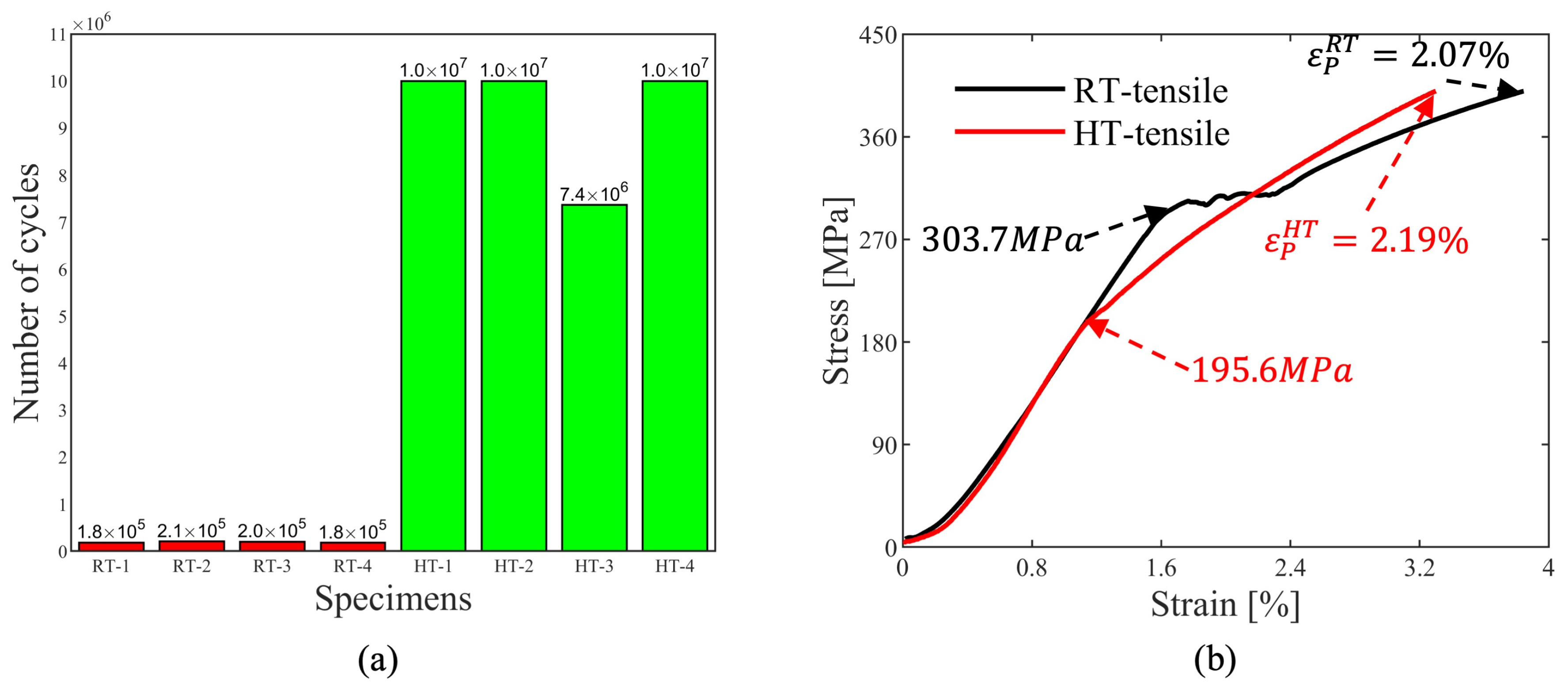
3.1. Fatigue and Tensile Tests
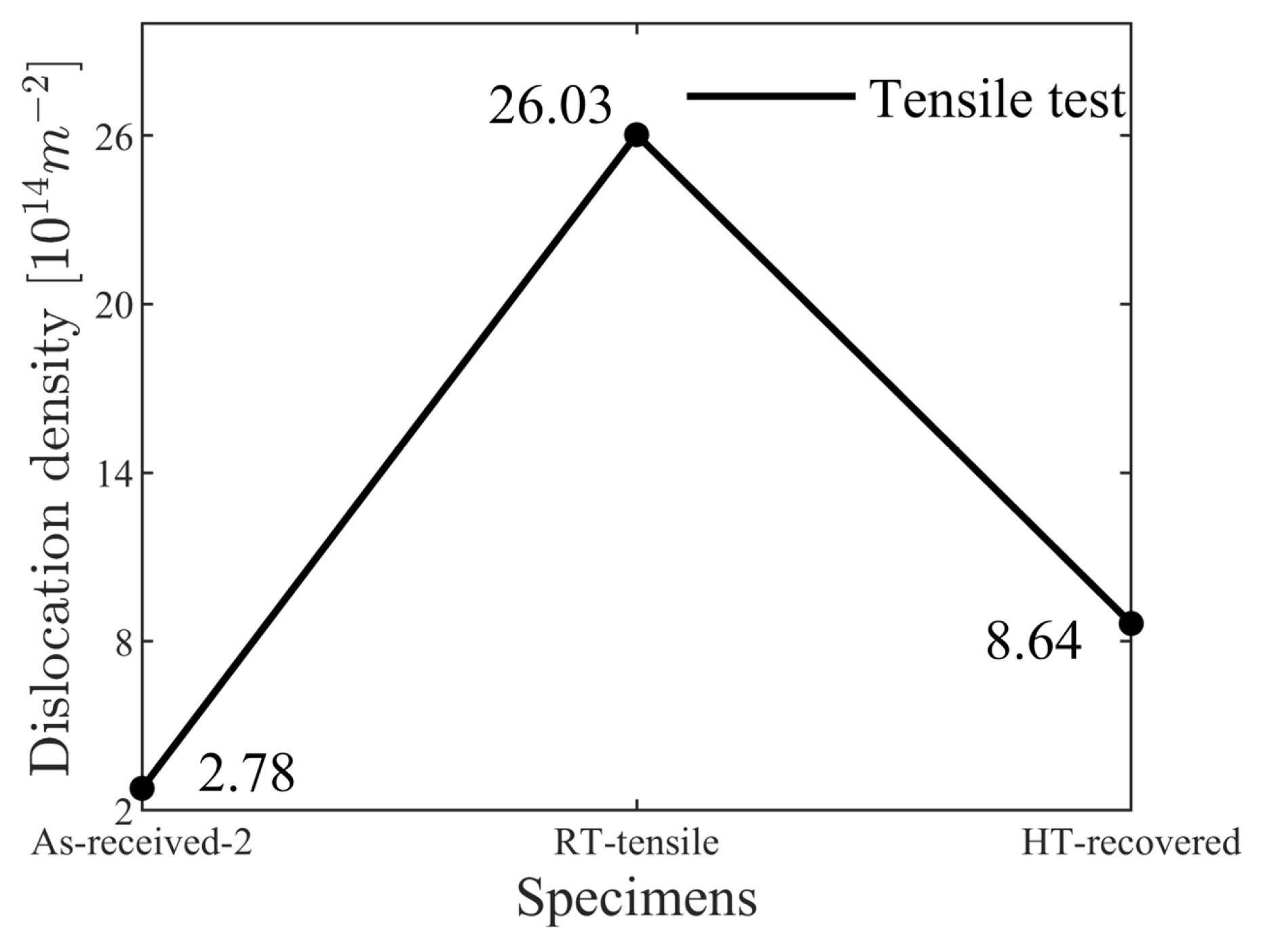
3.2. Total Dislocation-Density Values under Different Experimental Conditions
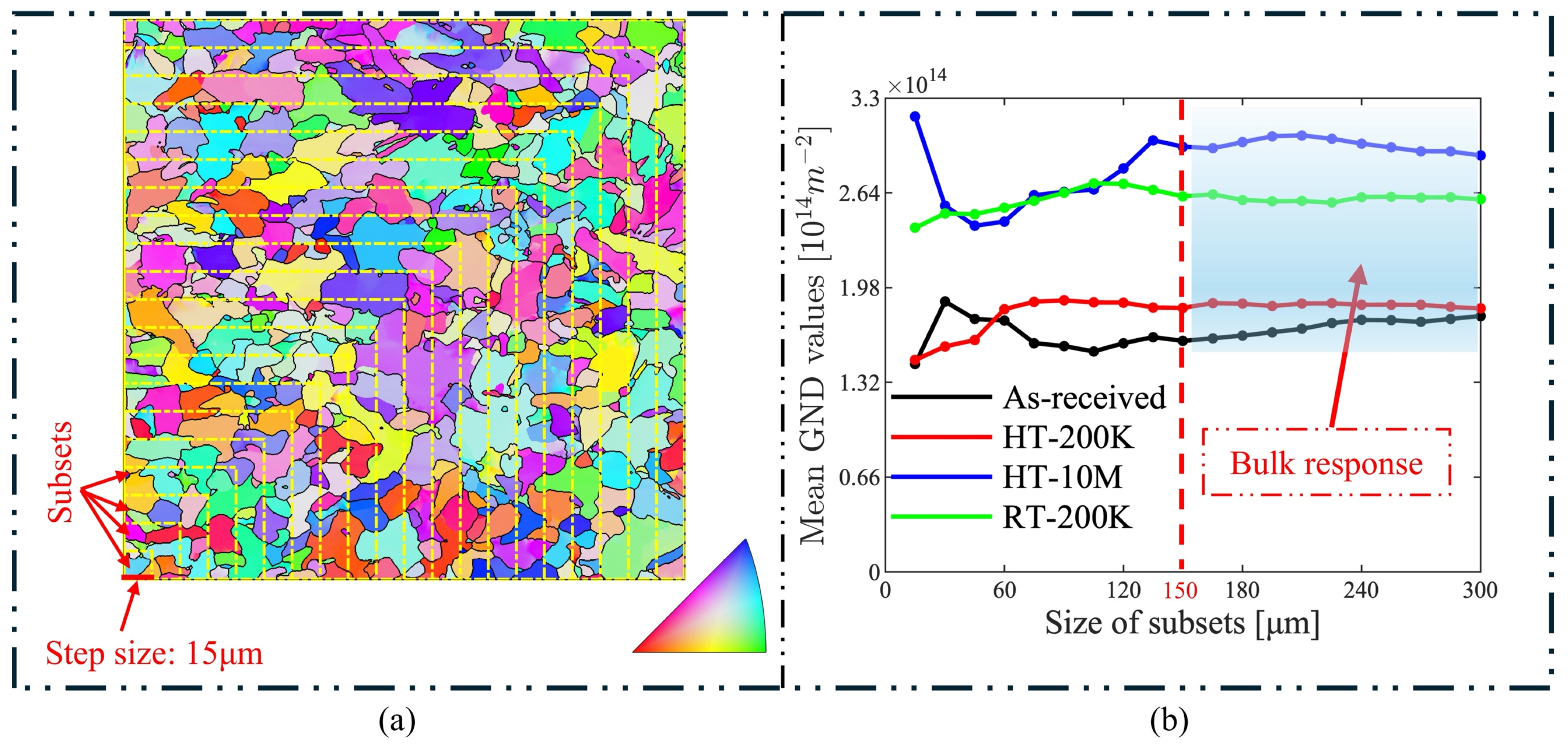
3.3. Evolution of GND Density during Fatigue Tests
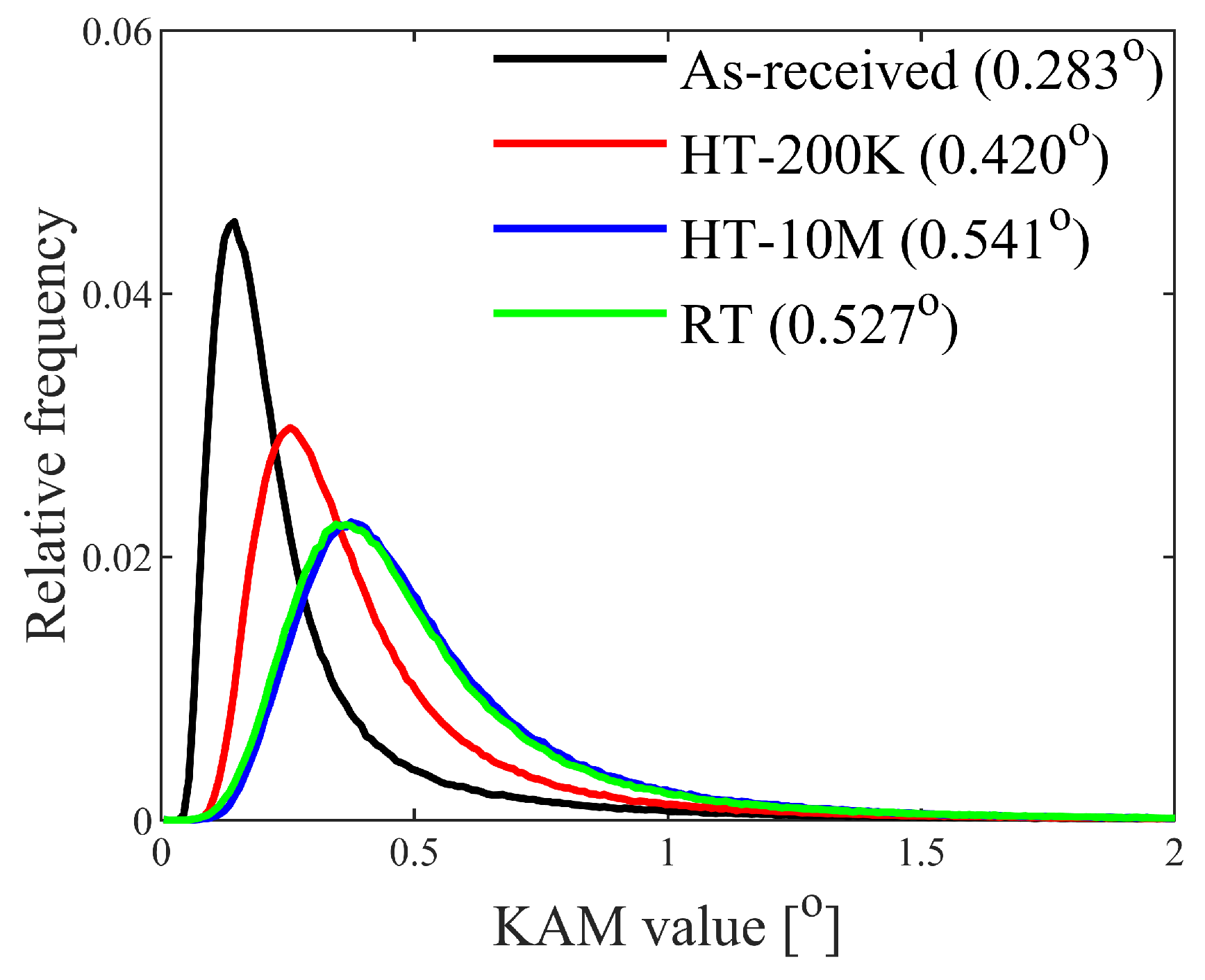
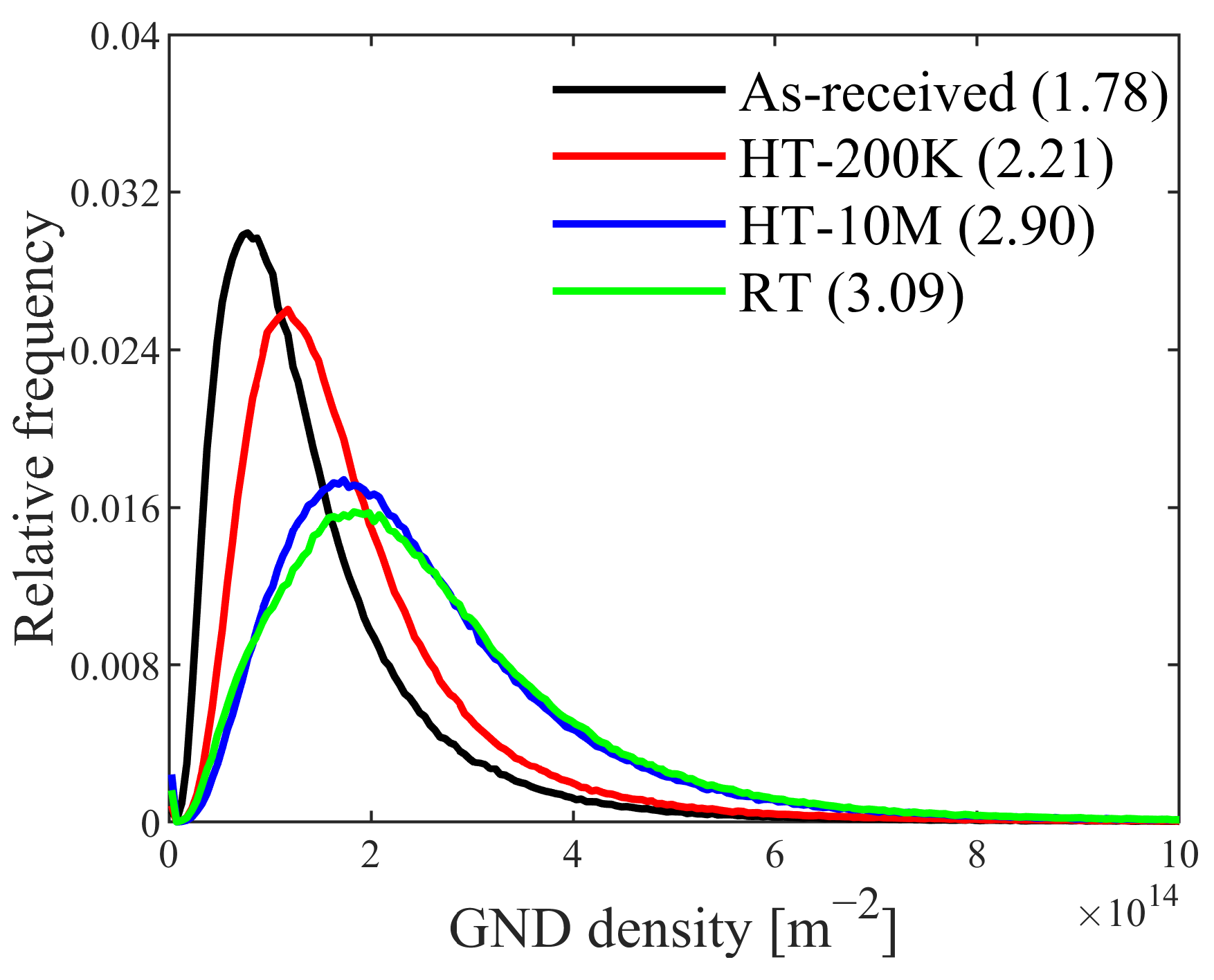
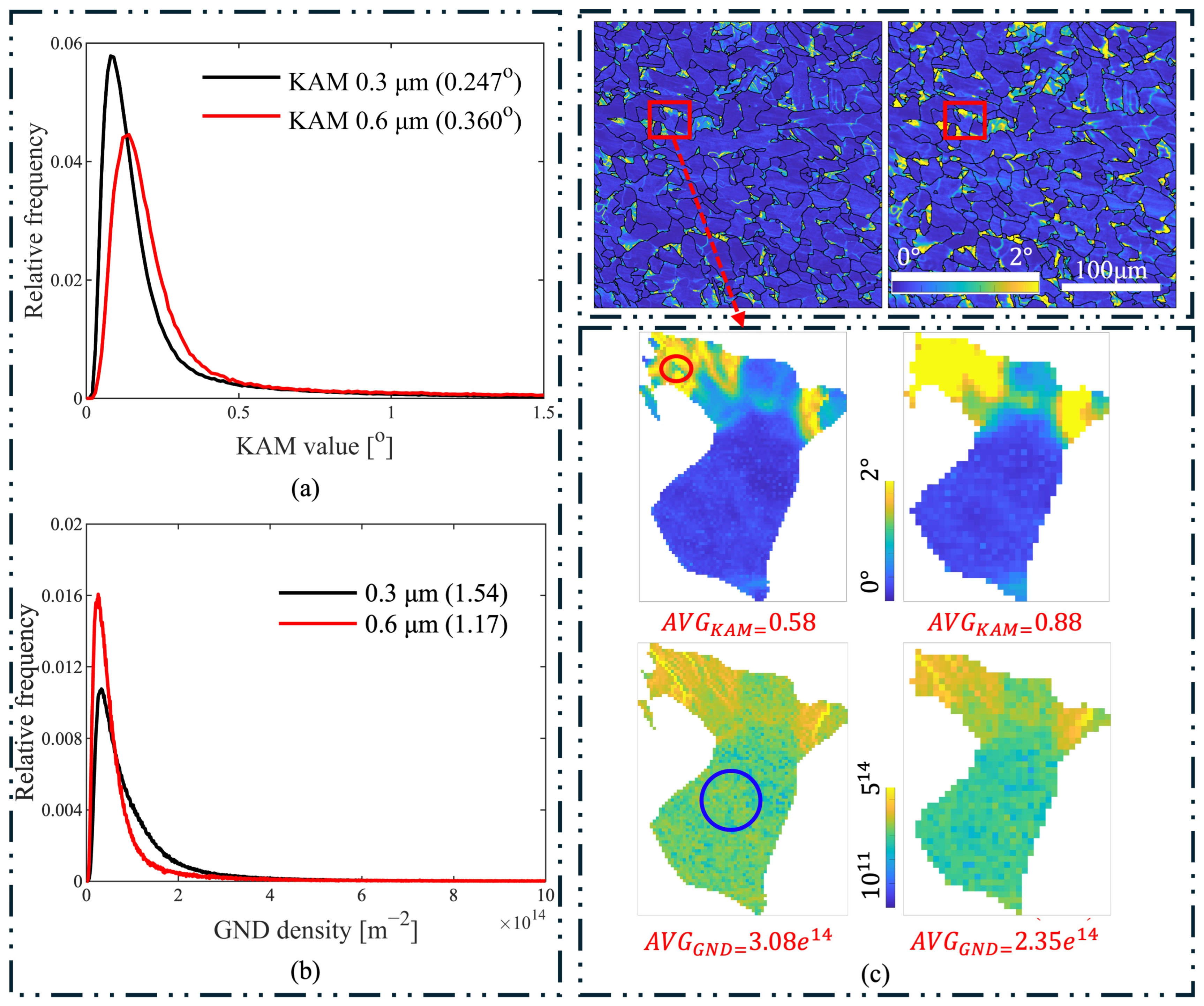
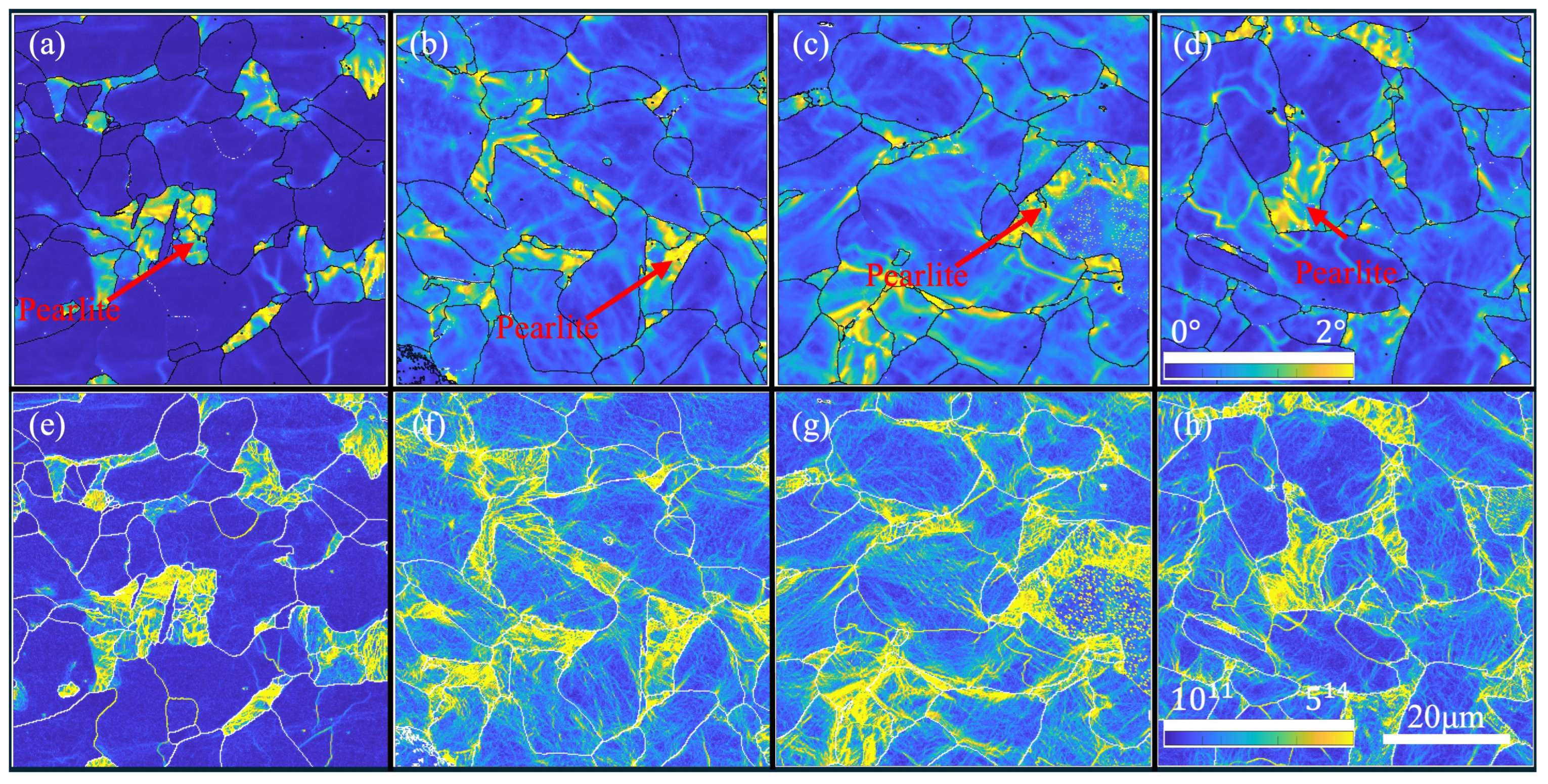
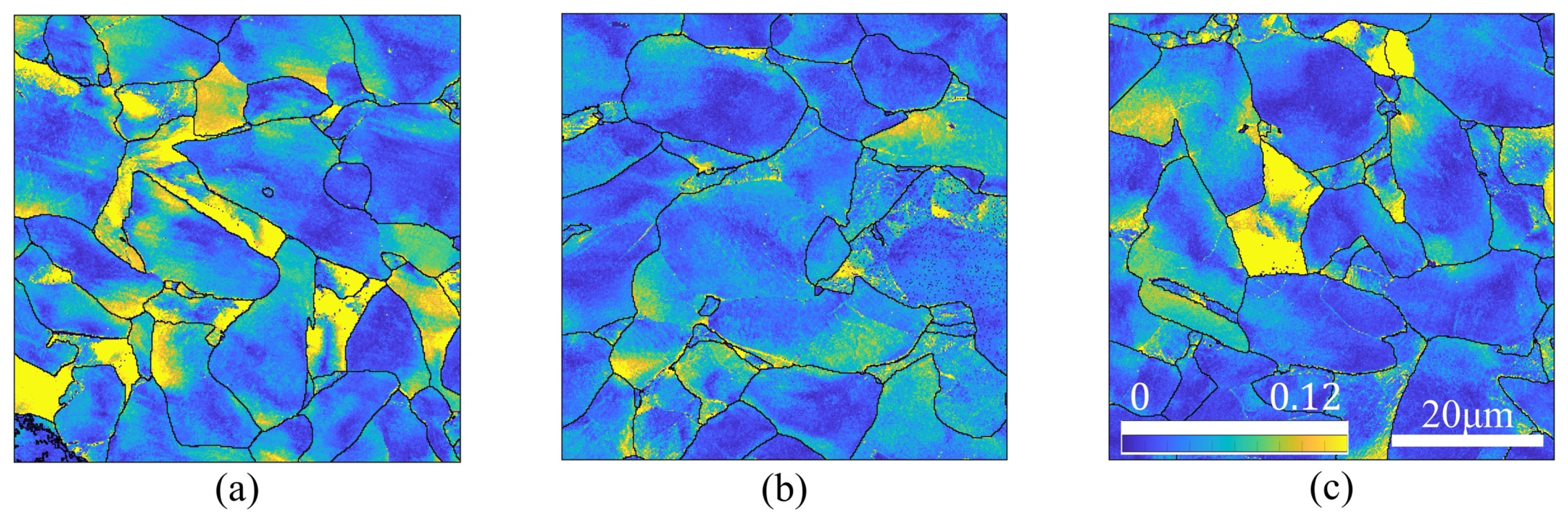
3.4. Detailed KAM and GND Distributions Computed from Re-Indexed HR-EBSD Results
4. Discussion
4.1. Dislocation Motion Mechanism
4.2. Cyclic Response of LCS Specimens under RT and HT Cyclic Loading
4.3. GND, KAM and Plastic Deformation
4.4. The Mechanism of the Enhancement of Fatigue Life
5. Conclusions
- The dominant reason for the dislocation annihilation during the high temperature fatigue tests was the external cyclic loading, not the heat recovery, as the heat recovery rate was significantly lower than the cyclic loading, which was proven by the quasi-in situ XRD tensile tests.
- The fraction of screw dislocations increased during the HT fatigue tests with the help of ‘high-temperature Peierls mechanism’, forming the lower energy configuration.
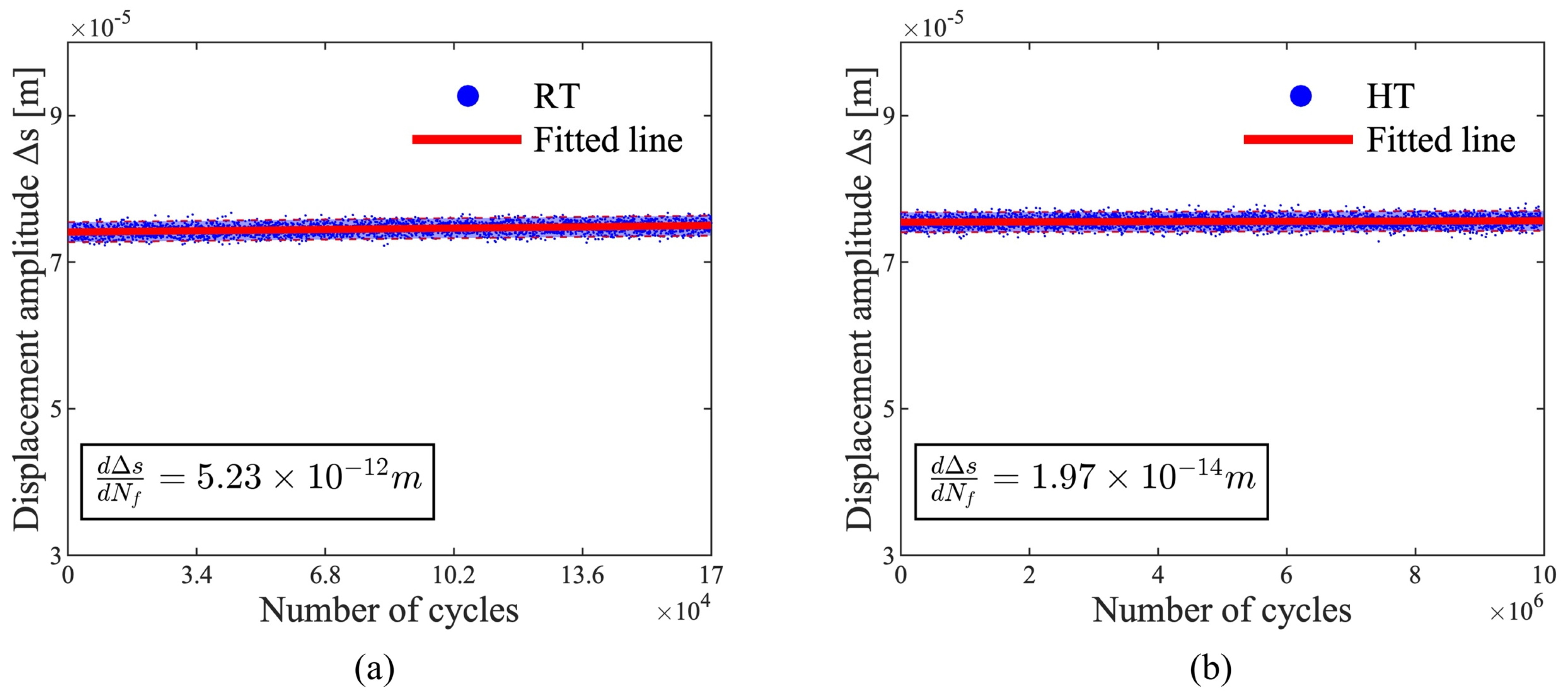
- The increment of the plastic deformation, i.e., the ratcheting rates of the HT fatigue tests in the stabilization stage, was significantly lower than in RT, and was a reason for the prolonged fatigue life at HT.
- The smooth tensile curves under HT indicated no apparent bursts or avalanches, resulting in the less prominent slip traces, extrusions and intrusions and preserving fatigue crack from initiation and was another reason for the prolonged fatigue life at HT.
- This newly discovered phenomenon of enhanced fatigue life at 400 °C can provide new insights for future designs of low-carbon steel components subjected to tension–tension cyclic loading, such as the main bodies of coke drums.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A
Appendix B
References
- Dolzhenkov, I.E. The nature of blue brittleness of steel. Met. Sci. Heat Treat. 1971, 13, 220–224. [Google Scholar] [CrossRef]
- Caillard, D. Kinetics of dislocations in pure Fe. Part I. In situ straining experiments at room temperature. Acta Mater. 2010, 58, 3493–3503. [Google Scholar] [CrossRef]
- Caillard, D.; Bonneville, J. Dynamic strain aging caused by a new Peierls mechanism at high-temperature in iron. Scr. Mater. 2015, 95, 15–18. [Google Scholar] [CrossRef]
- Caillard, D. Dynamic strain ageing in iron alloys: The shielding effect of carbon. Acta Mater. 2016, 112, 273–284. [Google Scholar] [CrossRef]
- Cottrell, A.H.; Seeger, A.; Amorós, J.L. Dislocations in Crystals. In Proceedings of the Deformation and Flow of Solids/Verformung und Fliessen des Festkörpers, Colloquium, Madrid, Spain, 26–30 September 1955; pp. 33–52. [Google Scholar]
- Chen, Y.; Pang, J.C.; Li, S.X.; Zou, C.L.; Zhang, Z.F. Damage mechanism and fatigue strength prediction of compacted graphite iron with different microstructures. Int. J. Fatigue 2022, 164, 107126. [Google Scholar] [CrossRef]
- Chen, Y.; Pang, J.C.; Zou, C.L.; Li, S.X.; Zhang, Z.F. High-temperature fatigue damage mechanism and strength prediction of vermicular graphite iron. Int. J. Fatigue 2023, 168, 107477. [Google Scholar] [CrossRef]
- Zou, C.L.; Pang, J.C.; Chen, L.J.; Li, S.X.; Zhang, Z.F. The low-cycle fatigue property, damage mechanism and life prediction of compacted graphite iron: Influence of strain rate. Int. J. Fatigue 2020, 135, 105576. [Google Scholar] [CrossRef]
- Ernould, C.; Beausir, B.; Fundenberger, J.-J.; Taupin, V.; Bouzy, E. Chapter Five—Applications of the method. In Advances in Imaging and Electron Physics; Hÿtch, M., Hawkes, P.W., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; Volume 223, pp. 155–215. [Google Scholar]
- Villert, S.; Maurice, C.; Wyon, C.; Fortunier, R. Accuracy assessment of elastic strain measurement by EBSD. J. Microsc. 2009, 233, 290–301. [Google Scholar] [CrossRef]
- Wilkinson, A.J.; Meaden, G.; Dingley, D.J. High-resolution elastic strain measurement from electron backscatter diffraction patterns: New levels of sensitivity. Ultramicroscopy 2006, 106, 307–313. [Google Scholar] [CrossRef]
- Muránsky, O.; Balogh, L.; Tran, M.; Hamelin, C.J.; Park, J.S.; Daymond, M.R. On the measurement of dislocations and dislocation substructures using EBSD and HRSD techniques. Acta Mater. 2019, 175, 297–313. [Google Scholar] [CrossRef]
- Vershinina, T.; Leont’eva-Smirnova, M. Dislocation density evolution in the process of high-temperature treatment and creep of EK-181 steel. Mater. Charact. 2017, 125, 23–28. [Google Scholar] [CrossRef]
- Warren, B.E. X-ray studies of deformed metals. Prog. Met. Phys. 1959, 8, 147–202. [Google Scholar] [CrossRef]
- Warren, B.E.; Averbach, B.L. The Effect of Cold-Work Distortion on X-ray Patterns. J. Appl. Phys. 1950, 21, 595–599. [Google Scholar] [CrossRef]
- Williamson, G.K.; Hall, W.H. X-ray line broadening from filed aluminium and wolfram. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Ungár, T. Strain Broadening Caused by Dislocations. Mater. Sci. Forum 1998, 278–281, 151–157. [Google Scholar] [CrossRef]
- Ungár, T. Dislocation densities, arrangements and character from X-ray diffraction experiments. Mater. Sci. Eng. A 2001, 309–310, 14–22. [Google Scholar] [CrossRef]
- Ashby, M.F. The deformation of plastically non-homogeneous materials. Philos. Mag. A J. Theor. Exp. Appl. Phys. 1970, 21, 399–424. [Google Scholar] [CrossRef]
- Fleck, N.A.; Ashby, M.F.; Hutchinson, J.W. The role of geometrically necessary dislocations in giving material strengthening. Scr. Mater. 2003, 48, 179–183. [Google Scholar] [CrossRef]
- Thapliyal, S.; Agrawal, P.; Agrawal, P.; Nene, S.S.; Mishra, R.S.; McWilliams, B.A.; Cho, K.C. Segregation engineering of grain boundaries of a metastable Fe-Mn-Co-Cr-Si high entropy alloy with laser-powder bed fusion additive manufacturing. Acta Mater. 2021, 219, 117271. [Google Scholar] [CrossRef]
- Wan, T.; Cheng, Z.; Bu, L.; Lu, L. Work hardening discrepancy designing to strengthening gradient nanotwinned Cu. Scr. Mater. 2021, 201, 113975. [Google Scholar] [CrossRef]
- Arsenlis, A.; Parks, D.M. Crystallographic aspects of geometrically-necessary and statistically-stored dislocation density. Acta Mater. 1999, 47, 1597–1611. [Google Scholar] [CrossRef]
- Pangborn, R.N.; Weissmann, S.; Kramer, I.R. Dislocation distribution and prediction of fatigue damage. Metall. Trans. A 1981, 12, 109–120. [Google Scholar] [CrossRef]
- Pedrosa, B.; Correia, J.; Gripp, I.; Fernandes, L.; Rebelo, C. Fatigue Life Prediction of S235 Details Based on Dislocation Density. ce/papers 2023, 6, 2558–2563. [Google Scholar] [CrossRef]
- GB/T 26076–2010; High Strength Low Alloy Structural Steel Plates. SAC: Beijing, China, 2010; pp. 1–15.
- GB/T 228.1–2021; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. SAC: Beijing, China, 2021; pp. 1–28.
- Stokes, A.R. A Numerical Fourier-analysis Method for the Correction of Widths and Shapes of Lines on X-ray Powder Photographs. Proc. Phys. Soc. 1948, 61, 382. [Google Scholar] [CrossRef]
- Pantleon, W. Resolving the geometrically necessary dislocation content by conventional electron backscattering diffraction. Scr. Mater. 2008, 58, 994–997. [Google Scholar] [CrossRef]
- Bachmann, F.; Hielscher, R.; Schaeben, H. Texture Analysis with MTEX–Free and Open Source Software Toolbox. Solid State Phenom. 2010, 160, 63–68. [Google Scholar] [CrossRef]
- Beausir, B.; Fundenberger, J. Analysis Tools for Electron and X-ray Diffraction. ATEX-Software, Université de Lorraine-Metz 2017. Volume 201. Available online: www.atex-software.eu (accessed on 11 April 2024).
- Hutanu, R.; Clapham, L.; Rogge, R.B. Intergranular strain and texture in steel Luders bands. Acta Mater. 2005, 53, 3517–3524. [Google Scholar] [CrossRef]
- Leslie, W.; Cuddy, L.; Sober, R. Serrated yielding and flow in substitutional solid solutions of alfa iron. Proc. ICSMA3 1973, 1, 11–15. [Google Scholar]
- Gubicza, J. X-ray Line Profile Analysis in Materials Science; IGI Global: Hershey, PA, USA, 2014; pp. 1–359. [Google Scholar]
- Haghshenas, A.; Khonsari, M.M. Damage accumulation and crack initiation detection based on the evolution of surface roughness parameters. Int. J. Fatigue 2018, 107, 130–144. [Google Scholar] [CrossRef]
- Haghshenas, A.; Khonsari, M.M. On the Recovery and Fatigue Life Extension of Stainless Steel 316 Metals by Means of Recovery Heat Treatment. Metals 2020, 10, 1290. [Google Scholar] [CrossRef]
- Mayer, T.; Balogh, L.; Solenthaler, C.; Müller Gubler, E.; Holdsworth, S.R. Dislocation density and sub-grain size evolution of 2CrMoNiWV during low cycle fatigue at elevated temperatures. Acta Mater. 2012, 60, 2485–2496. [Google Scholar] [CrossRef]
- Zhao, B.; Huang, P.; Zhang, L.; Li, S.; Zhang, Z.; Yu, Q. Temperature Effect on Stacking Fault Energy and Deformation Mechanisms in Titanium and Titanium-aluminium Alloy. Sci. Rep. 2020, 10, 3086. [Google Scholar] [CrossRef] [PubMed]
- Rui, S.-S.; Niu, L.-S.; Shi, H.-J.; Wei, S.; Tasan, C.C. Diffraction-based misorientation mapping: A continuum mechanics description. J. Mech. Phys. Solids 2019, 133, 103709. [Google Scholar] [CrossRef]
- Ungár, T.; Tichy, G. The Effect of Dislocation Contrast on X-ray Line Profiles in Untextured Polycrystals. Phys. Status Solidi (a) 1999, 171, 425–434. [Google Scholar] [CrossRef]
- Ungár, T.; Dragomir-Cernatescu, I.; Louër, D.; Audebrand, N. Dislocations and crystallite size distribution in nanocrystalline CeO2 obtained from an ammonium cerium(IV)-nitrate solution. J. Phys. Chem. Solids 2001, 62, 1935–1941. [Google Scholar] [CrossRef]
- Ungár, T.; Schafler, E.; Gubicza, J. Microstructure of Bulk Nanomaterials Determined by X-ray Line-Profile Analysis. In Bulk Nanostructured Materials; Wiley: Hoboken, NJ, USA, 2009; pp. 361–386. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | S | Si | P | Cr | Mn | Fe |
|---|---|---|---|---|---|---|
| 0.2 | 0.22 | 0.392 | 0.03 | 0.038 | 0.547 | Balance |
| Experiment | Wave Shape | Frequency (HZ) | Temperature (°C) | Stress (MPa) | Strain Rate (s−1) |
|---|---|---|---|---|---|
| RT fatigue | Sine | 20 | 20 | 0~400 | / |
| HT fatigue | Sine | 20 | 400 | 0~400 | / |
| Tensile | Monotonic | / | 20 | 0~ | 0.005 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, Z.; Wang, L.; Yu, F.; He, Y.; Wang, Z. Mechanism of Fatigue-Life Extension Due to Dynamic Strain Aging in Low-Carbon Steel at High Temperature. Materials 2024, 17, 4660. https://doi.org/10.3390/ma17184660
Fang Z, Wang L, Yu F, He Y, Wang Z. Mechanism of Fatigue-Life Extension Due to Dynamic Strain Aging in Low-Carbon Steel at High Temperature. Materials. 2024; 17(18):4660. https://doi.org/10.3390/ma17184660
Chicago/Turabian StyleFang, Zheng, Lu Wang, Fengyun Yu, Ying He, and Zheng Wang. 2024. "Mechanism of Fatigue-Life Extension Due to Dynamic Strain Aging in Low-Carbon Steel at High Temperature" Materials 17, no. 18: 4660. https://doi.org/10.3390/ma17184660
APA StyleFang, Z., Wang, L., Yu, F., He, Y., & Wang, Z. (2024). Mechanism of Fatigue-Life Extension Due to Dynamic Strain Aging in Low-Carbon Steel at High Temperature. Materials, 17(18), 4660. https://doi.org/10.3390/ma17184660