
Effect of Cr Element in Gas-Shielded Solid Wire for Oil and Gas Long-Distance Pipeline on Microstructure and Low Temperature Toughness of Weld

 ,
,
Abstract
:1. Introduction
2. Experimental Materials and Methods
2.1. Welding Material
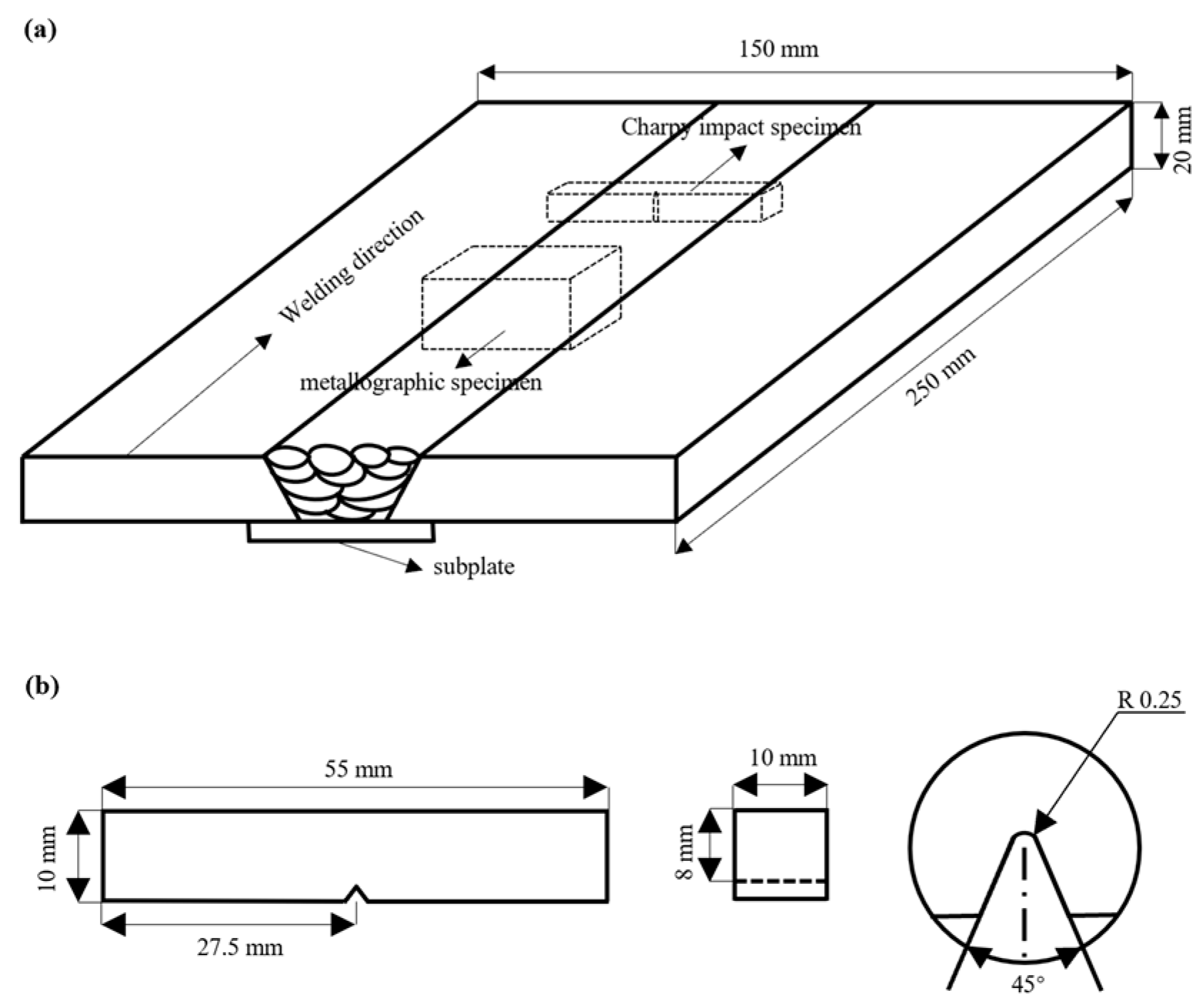
2.2. Instrument Charpy Impact Tests
2.3. Microstructure Characterization of Weld and Fracture
3. Experimental Results and Analysis
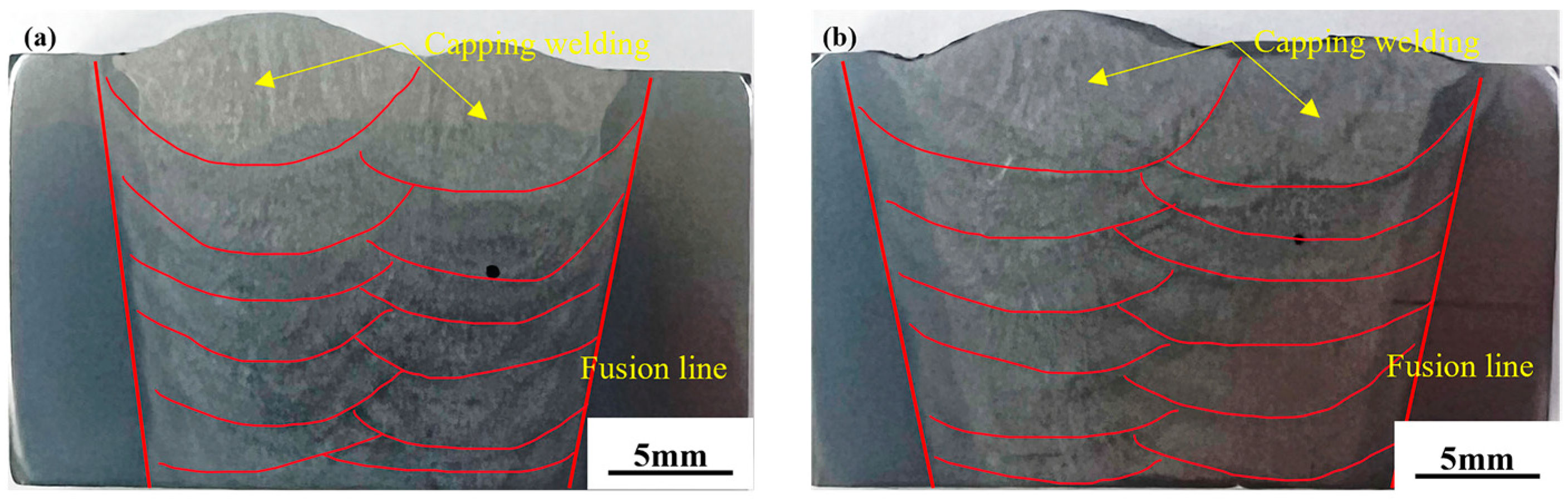
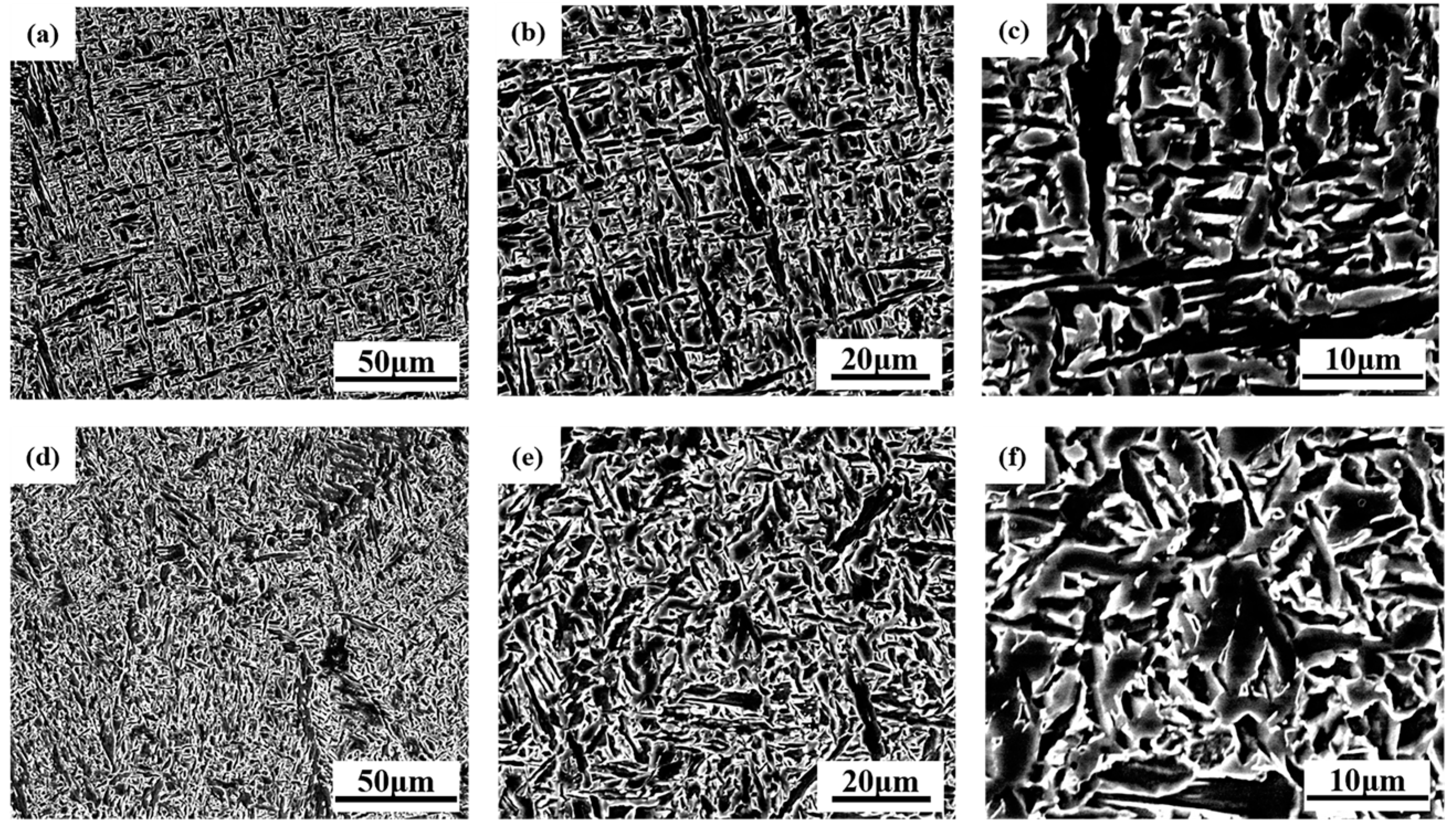
3.1. Weld Metal Structure
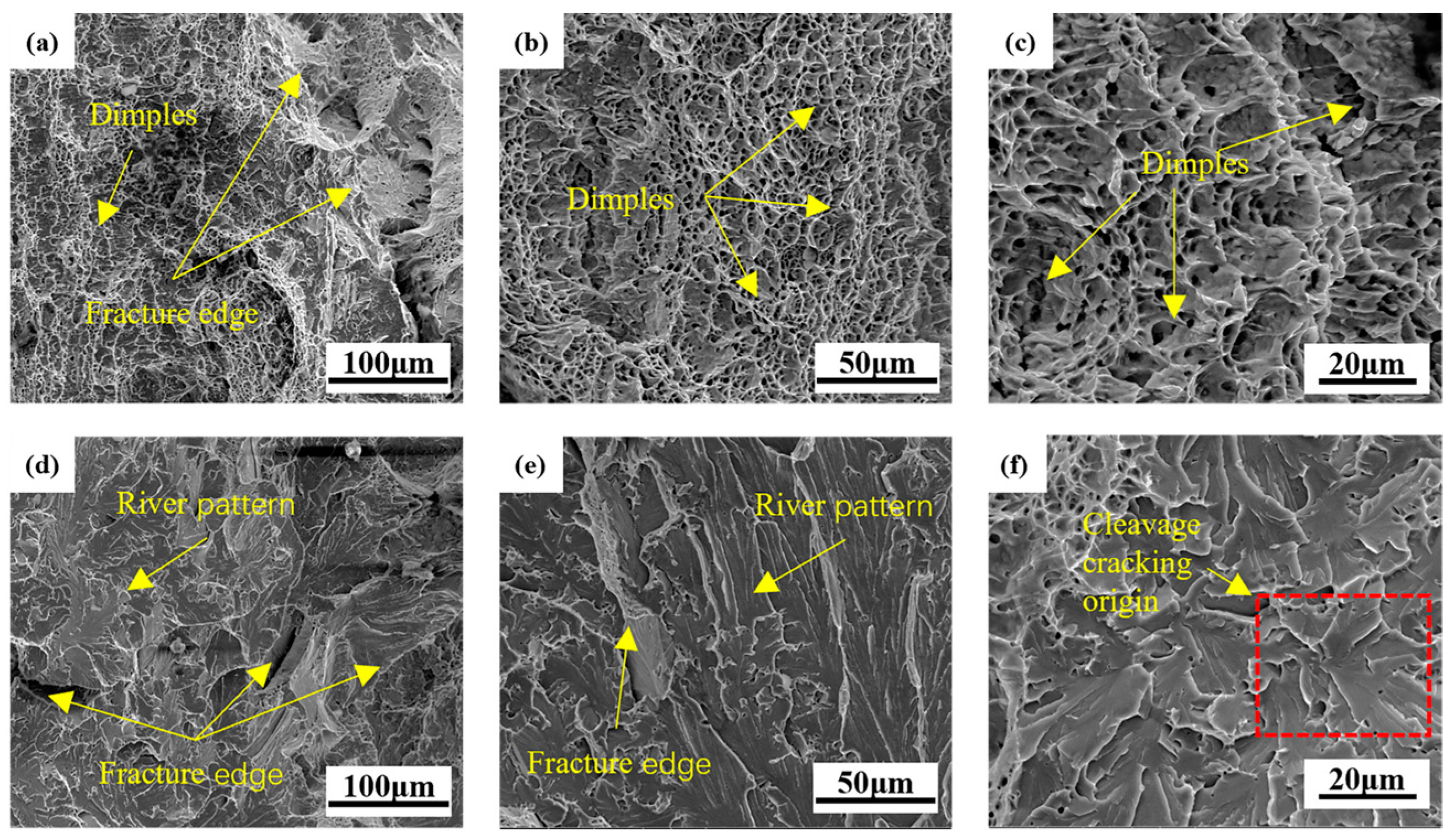
3.2. Mechanical Properties and Fracture Morphology of Weld Metal
4. Discussion
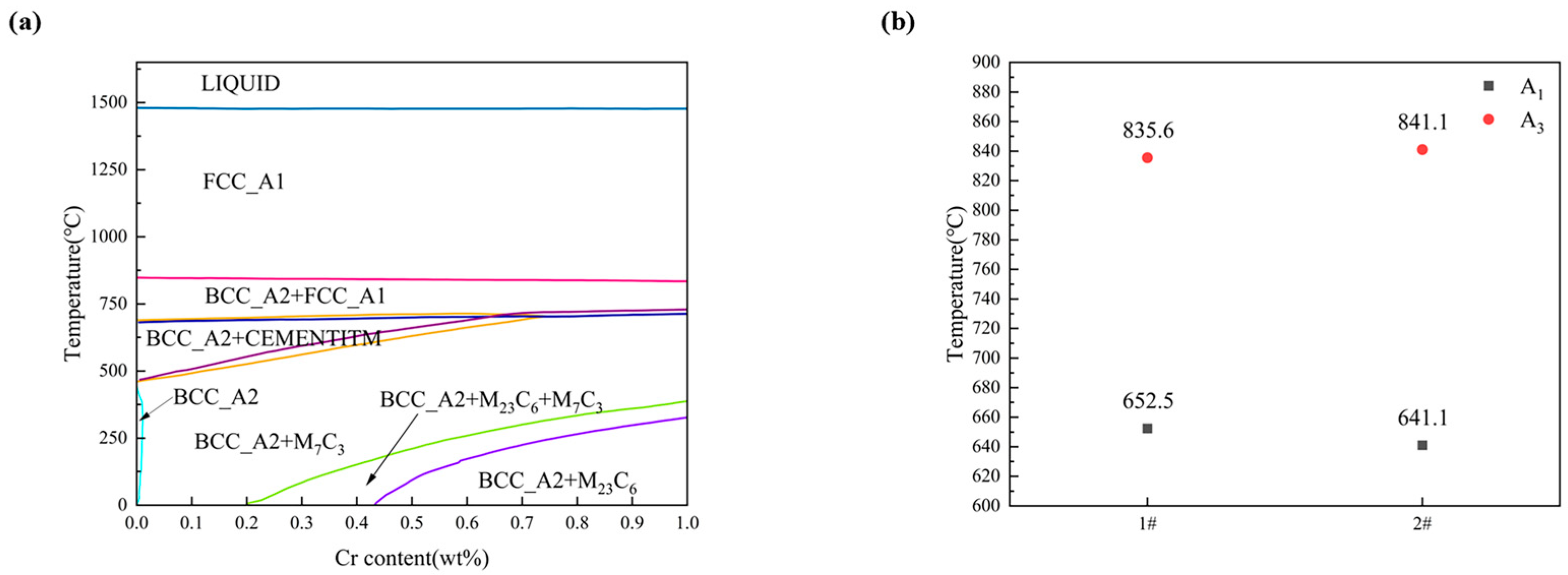
4.1. Effect of Cr Content on Microstructure of Weld Metal
4.2. Effect of Weld Metal Structure on Crack Propagation
4.2.1. Critical Griffith Crack Size
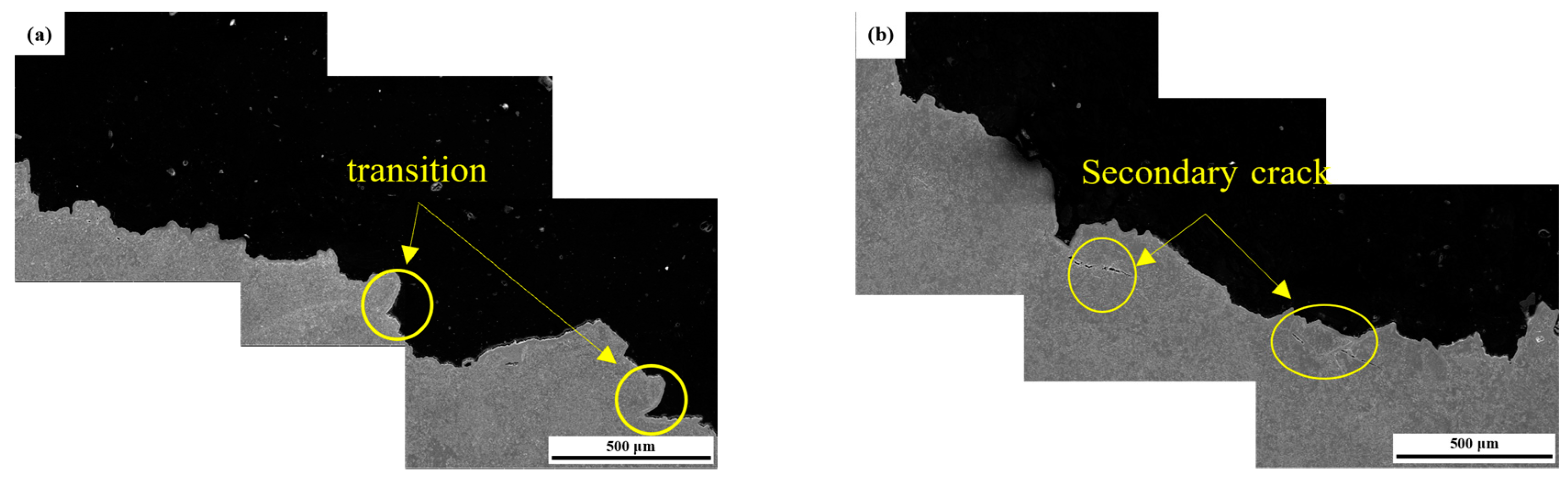
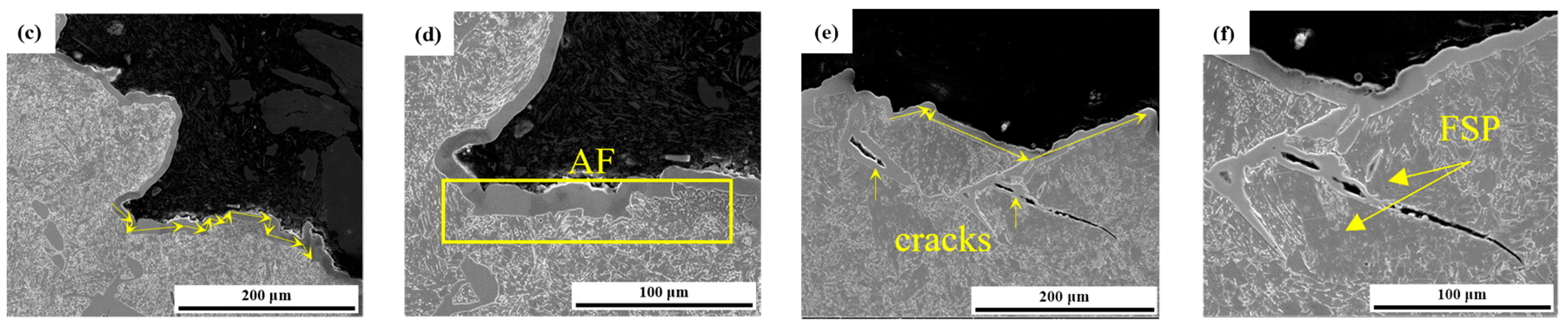
4.2.2. Crack Propagation Path
5. Conclusions
- Add 0.25 wt% Cr element in the welding wire, the tensile strength of the weld is increased from 607 MPa to 656 MPa, and the impact toughness is greatly increased from 126.37 J to 223.79 J. The optimum range of Cr content of gas-shielded solid wire is about 0.25%wt.
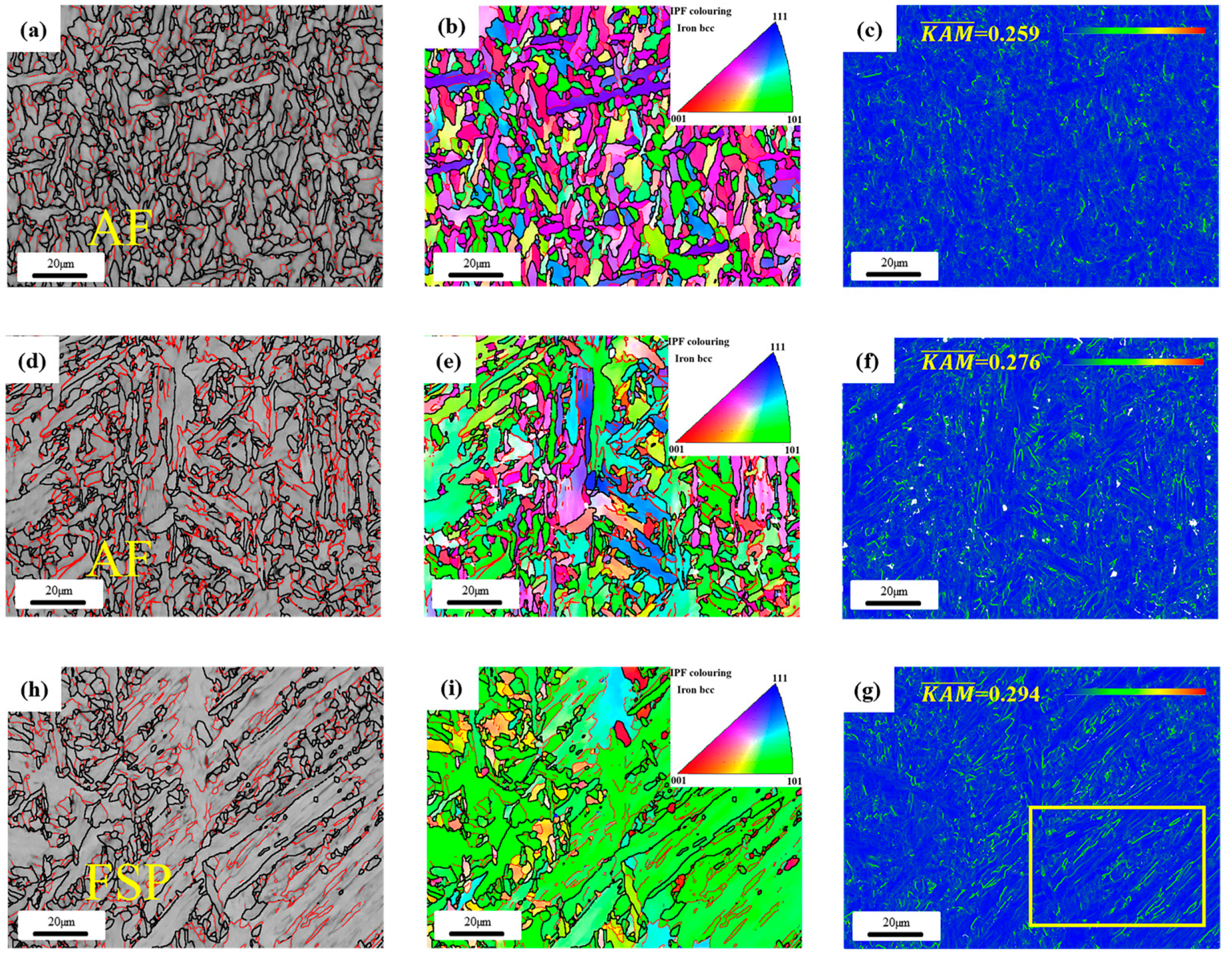
- When a small amount (0.25%) of Cr is added to the weld, the proportion of ferrite side plate content in the weld structure is reduced by 20%, the acicular ferrite content is significantly increased, and the acicular ferrite grain size in the weld structure is reduced by about 15%.
- With the increase in Cr content, the crack expansion of the weld consumes more energy, which is because the crack will be deflected when it meets the grain boundary at a high angle. The appropriate Cr element will increase the proportion of acicular ferrite, thereby increasing the density of the grain boundary at a high angle, preventing the crack from expanding, making its path more torsional, and ultimately leading to the strength and toughness of the weld.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, Y.; Liu, J.F.; Zhang, B.; Wang, L.L.; Sun, S.Y.; Hou, J. Development status and trend of pipeline steel for long-distance natural gas transportation in China. Trans. Mater. Heat Treat. 2024, 45, 98–112. [Google Scholar]
- Gao, Z.Y.; Zhang, H.Y.; Gao, P. New progress in China’s oil and gas pipeline construction in 2020. Int. Petroleum Econ. 2023, 31, 16–23. [Google Scholar]
- Feng, Y.R.; Huo, C.Y.; Ji, L.K.; Li, H.L. Progress and prospects of research and applications of high grade pipeline steels & steel pipes in China. Pet. Sci. Bull. 2016, 1, 143–153. [Google Scholar]
- Zhao, M.; Li, Q.; Song, H.Q. Research status and development trend of pipeline steel pipe welding technology. MW Met. Form. 2022, 9, 21–25+58. [Google Scholar]
- Sun, P.X.; Dai, G.W.; Li, X.D. Application Status and Discussion of ECA Technology in Girth Welds of Oil and Gas Pipelines. Electr. Weld. Mach. 2023, 53, 30–37. [Google Scholar]
- Wang, X.X. New Challenges of Pipeline Safety to Welded Pipe Manufacturing Technology. Welded Pipe Tube 2020, 43, 1–5. [Google Scholar]
- Chen, X.W.; Zhang, D.H.; Wang, X. New Challenges of Pipeline Safety to Welded Pipe Manufacturing Technology. Oil Gas Storage Transp. 2021, 40, 1072–1080. [Google Scholar]
- Dai, L.S.; Kao, Q.P.; Yang, H. Hazard Control Measurement of Girth Weld in High Strength Steel Pipeline. Pet. Tubul. Goods Instrum. 2020, 6, 32–37. [Google Scholar]
- Wang, M.; Zhou, C.L.; Cao, W. Current Status and Development Trends of Automation Technology for Long Distance Pipeline. Total Corros. Control 2024, 38, 22–25. [Google Scholar]
- Quan, T. Application Status and Prospect of Automatic Welding Technology for Long Distance Oil and Gas Pipelines in China. Chem. Enterp. Manag. 2021, 5, 69–70+72. [Google Scholar]
- Dong, W.L.; Pu, J.; Liu, Z.M. Research on Welding Technique in Long-distance Pipeline Construction. China Spec. Equip. Saf. 2022, 38, 13–16. [Google Scholar]
- Wang, J.Q.; Qin, H.B.; Ye, W. Automatic Welding Technology and Construction Application of Long-distance Oil and Gas Pipeline. Mod. Chem. Res. 2021, 13, 48–49. [Google Scholar]
- Lan, J.X.; Ma, Q.; Xiao, H.Y. Research on the Welding Process of 1000 MPa Grade High Strength Steel Self-developed Solid Wire. Electr. Weld. Mach. 2024, 54, 53–59. [Google Scholar]
- Pei, Z.Z.; Chen, X.H.; Wang, X.W. Microstructure and Mechanical Properties of ER70-Ti Steel for Gas Shielded Welding Wire. Mater. Electr. Weld. Mach. Sci. Forum 2021, 1035, 377–387. [Google Scholar]
- Hou, Y. Effect of alloying element on microstructure and properties of girth welded joints of X80 pipeline steel. Metall. Anal. 2023, 43, 24–33. [Google Scholar]
- Qi, L.H.; Hu, Y.; Zhang, S.J.; Yang, Y.B.; Chen, Y.F. Effect of Mo and Ni on Microstructure Properties and Deformation of X70 Pipe FCAW-G Girth Weld. Welded Pipe Tube 2023, 46, 1–5. [Google Scholar]
- Cai, J.; Yang, H.C.; Zhang, Y.F.; Jia, B. Effect of B element on the impact property of post-welding heat treatment of deposited metal. Weld. Cut. 2023, 11, 79–81. [Google Scholar]
- Chen, R.; Wang, K.; Yi, Y.Y.; Du, X.D. Effects of RE Elements in Flux-cored Wire on Microstructure and Mechanical Properties of 921A Steel Weld Metal. Hot Work. Technol. 2017, 46, 1–5. [Google Scholar]
- Lu, W.Z. Dynamic In-Situ Study on Microstructure Transformation in Welding Heat Affected Zone of Low Alloy High Strength Steel. Master’s Thesis, Anhui University of Technology, Maanshan, China, 2021. [Google Scholar]
- Hao, Y.P.; Li, L.; Gao, Z.K.; Ding, W.; Tan, J.H.; Liu, W. Progress on the Welding of High-performance Bridge Steel. Adv. Mater. High Speed Railw. 2022, 1, 7–10. [Google Scholar]
- Xiao, H.J.; Tian, Z.L.; Cui, B.; Jiang, Z.J. Effect of post weld heat treatment on microstructure and impact property of weld metal for Q460 steel. Heat Treat. Met. 2017, 42, 11–15. [Google Scholar]
- A-rong; Zhao, L.; Pan, C.; Tian, Z.L. Influence of Ti on Weld Microstructure and Mechanical Properties in Large Heat Input Welding of High Strength Low Alloy Steels. Iron Steel Res. Int. 2015, 22, 431–437. [Google Scholar] [CrossRef]
- Liu, Z.J.; Wu, D.; Su, Y.H. Effect of boron element on formation of acicular ferrite in weld metal with flux cored wire. Trans. China Weld. Inst. 2018, 39, 19–24. [Google Scholar]
- Song, M.M.; Song, B.; Zhang, S.H.; Xue, Z.L.; Yang, Z.B.; Xu, R.S. Role of Lanthanum Addition on Acicular Ferrite Transformation in C–Mn Steel. ISIJ Int. 2017, 57, 1261–1267. [Google Scholar] [CrossRef]
- Kong, H.Y.; Zhu, G.P.; Zeng, Z.W.; Chun, C.; Yao, R.G. Influence of Mo in Flux Cored Wires on the Mechanical Properties of Low Alloy Steel Weld Metal. Dev. Appl. Mater. 2017, 32, 18–21. [Google Scholar]
- Lee, S.G.; Lee, D.H.; Sohn, S.S.; Kim, W.G.; Um, K.K.; Kim, K.S.; Lee, S. Effects of Ni and Mn addition on critical crack tip opening displacement (CTOD) of weld-simulated heat-affected zones of three high-strength low-alloy (HSLA) steels. Mater. Sci. Eng. A 2017, 697, 55–65. [Google Scholar] [CrossRef]
- Lee, H.J.; Lee, H.W. Effect of Cr Content on Microstructure and Mechanical Properties of Low Carbon Steel Welds. Int. J. Electrochem. Sci. 2015, 10, 8028–8040. [Google Scholar] [CrossRef]
- Wang, F.; Fan, Y.R.; Zhang, X.X. Effect of Cr in Self-shielded Flux-cored Wires on Sharpy Impact Performance and Microstructure of the Weld Metals. Han Guan 2014, 37, 58–61. [Google Scholar]
- Cui, L.; Gao, Y.; Gu, C.S. Effect of Trace Element Cr on Microstructures and Properties of Welded Joints of Marine Corrosion Resisting Steels. J. Beijing Univ. Technol. 2018, 44, 953–960. [Google Scholar]
- Cai, Y.C.; Luo, Z. Effect of Heat Chrome Element on Microstructure and Mechanical Properties of High-strength Steel Electrode Weld. Han Guan 2015, 38, 20–25. [Google Scholar]
- GB/T 19748-2019; Metallic Materials—Charpy V-Notch Pendulum Impact Test—Instrumented Test Method. Standardization Administration of the People’s Republic of China and Standardization Administration of China: Beijing, China, 2019.
- Li, H.C.; Chen, S.Y.; Yue, X.D.; Yang, H.M. Effect of Cr on microstructure and austenite-ferrite transformation temperature of low carton steel. Heat Treat. Met. 2014, 39, 22–25. [Google Scholar]
- Heo, N.H.; Heo, Y.U.; Kwon, S.K.; Kim, N.J.; Kim, S.J.; Lee, H.C. Extended Hall–Petch Relationships for Yield, Cleavage and Intergranular Fracture Strengths of bcc Steel and Its Deformation and Fracture Behaviors. Met. Mater. Int. 2018, 24, 265–281. [Google Scholar] [CrossRef]
- Wang, T. Laser Welding Performance of Advanced Automotive High Strength Steels. Ph.D. Thesis, Shanghai University, Shanghai, China, 2016. [Google Scholar]
- Huang, L.; Deng, X.T.; Liu, J.; Wang, Z.D. Relationship Between Retained Austenite Stability and Cryogenic Impact Toughness in 0.12C-3.0Mn Low Carbon Medium Manganese Steel. Acta Metall. Sinca 2017, 53, 316–324. [Google Scholar]
- Lan, L.Y.; Qiu, C.L.; Zhao, D.W.; Gao, X.H.; Du, L.X. Microstructural characteristics and toughness of the simulated coarse grained heat affected zone of high strength low carbon bainitic steel. Mater. Sci. Eng. A 2011, 529, 192–200. [Google Scholar] [CrossRef]
- Luo, X.; Xu, G.; Chen, X.H.; Wang, Z.D. Effect of undercooled austenite ausforming on the role of the M–A constituents in the CGHAZ toughness of the HSLA steels with bainite structure. Mater. Sci. Eng. A 2022, 833, 142571. [Google Scholar] [CrossRef]
- Zhou, Y.L.; Jia, T.; Zhang, X.J.; Liu, Z.Y.; Misra, R.D.K. Microstructure and toughness of the CGHAZ of an offshore platform steel. J. Mater. Process. Technol. 2015, 219, 314–320. [Google Scholar] [CrossRef]
- Lan, L.Y.; Qiu, C.L.; Zhao, D.W.; Gao, X.H.; Du, L.X. Analysis of microstructural variation and mechanical behaviors in submerged arc welded joint of high strength low carbon bainitic steel. Mater. Sci. Eng. A 2012, 558, 592–601. [Google Scholar] [CrossRef]
- Lange, W.F.; Enomoto, M.; Aaronson, H.I. The kinetics of ferrite nucleation at austenite grain boundaries in Fe-C alloys. Metall. Trans. A 1988, 19, 427–440. [Google Scholar] [CrossRef]
- Porter, D.A.; Easterling, K.E. Phase Transformations In Metals and Alloys; Van Nostrand Rcinhold Co.: New York, NY, USA, 1973. [Google Scholar]
- Zhu, G.P.; Guo, C.; Kong, H.Y. Influence of Cr content in flux cored wire on mechanical properties of low alloy steel weld metal. Heat Treat. Met. 2018, 43, 81–85. [Google Scholar]
- Sreenivasan, P.R.; Ray, S.K.; Mannan, S.L.; Rodriguez, P. Dynamic fracture toughness and Charpy impact properties of an AISI 403 martensitic stainless steel. J. Nucl. Mater. 1996, 228, 338–345. [Google Scholar] [CrossRef]
- Schino, A.D.; Guarnaschelli, C. Effect of microstructure on cleavage resistance of high-strength quenched and tempered steels. Mater. Lett. 2009, 63, 1968–1972. [Google Scholar] [CrossRef]
- Li, X.D.; Ma, X.P.; Subramanian, S.V.; Shang, C.J.; Misra, R.D.K. Influence of prior austenite grain size on martensite–austenite constituent and toughness in the heat affected zone of 700 MPa high strength linepipe steel. Mater. Sci. Eng. A 2014, 616, 141–147. [Google Scholar] [CrossRef]
- Agarwal, P.; Ramana, V.G.; Mishra, D.; Chandra, A.; Rathore, G.S. DWTT in Thicker Gauge Hot Rolled Coils for Line Pipe Application. In Proceedings of the 10th China Steel Annual Conference and the 6th Baosteel Academic Annual Conference, Shanghai, China, 21–23 October 2015. [Google Scholar]
- Hu, J.T.; Liu, Y.; Wang, G.; Li, Q. Effects of Microstructure on the Low-Temperature Toughness of an X80 × D1422 mm Heavy-Wall Heat-Induced Seamless Bend. Met.—Open Access Metall. J. 2021, 11, 1055. [Google Scholar] [CrossRef]
- Zhou, X.G.; Li, H.; Chen, Q.Y.; Liu, Z.Y. Controlled Rolling of X80 Pipeline Steel in the Austenite Recrystallization Temperature Region and Its Effect on the Microstructure and Mechanical properties. Steel Res. Int. 2022, 1, 93. [Google Scholar] [CrossRef]
- Wu, H.Y.; Xia, D.L.; Du, Y.; Gao, G.R.; Gao, X.H.; Du, L.X.; Ma, H. Study on Microstructure Characterization and Impact Toughness in the Reheated Coarse-Grained Heat Affected Zone of V-N Microalloyed Steel. J. Mater. Eng. Perform. 2022, 1, 31. [Google Scholar] [CrossRef]
- Xu, K.; Fang, T.; Zhao, L.F.; Cui, H.C.; Liu, F.G. Effect of Trace Element on Microstructure and Fracture Toughness of Weld Metal. Acta Metall. Sinca-Engl. Lett. 2020, 33, 425–436. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | C | Si | Ti | Cr | Mn | Ni | Cu | Mo | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Y1 | 0.047 | 0.43 | 0.026 | 0.25 | 1.35 | 0.81 | 0.15 | 0.38 | Bal |
| Y2 | 0.041 | 0.42 | 0.025 | / | 1.30 | 0.84 | 0.14 | 0.38 | Bal |
| No. | C | Si | Ti | Cr | Mn | Ni | Cu | Mo | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 1# | 0.052 | 0.39 | 0.016 | 0.25 | 1.26 | 0.78 | 0.14 | 0.36 | Bal |
| 2# | 0.052 | 0.34 | 0.012 | / | 1.16 | 0.80 | 0.13 | 0.35 | Bal |
| No. | High-Angle Grain Boundary (%) | Transverse Effective Grain Size (µm) | Longitudinal Effective Grain Size (µm) |
|---|---|---|---|
| 1# | 65 | 2.01 | 2.84 |
| 2# | 59 | 2.35 | 2.96 |
| Specimen | Py (kN) | Pm (kN) | Pa (kN) | Ei (J) | Ep (J) | Impact Toughness (J) |
|---|---|---|---|---|---|---|
| 1# | 15.17 | 20.56 | 5.73 | 76.09 | 141.51 | 223.79 ± 9.57 |
| 2# | 14.41 | 19.01 | 4.11 | 61.75 | 61.23 | 126.37 ± 31.38 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hong, R.; Liu, H.-c.; Zhu, X.-d.; Liu, N.-s.; Yin, S.-b.; Ma, Q.-l.; Jia, S.-j. Effect of Cr Element in Gas-Shielded Solid Wire for Oil and Gas Long-Distance Pipeline on Microstructure and Low Temperature Toughness of Weld. Materials 2024, 17, 4704. https://doi.org/10.3390/ma17194704
Hong R, Liu H-c, Zhu X-d, Liu N-s, Yin S-b, Ma Q-l, Jia S-j. Effect of Cr Element in Gas-Shielded Solid Wire for Oil and Gas Long-Distance Pipeline on Microstructure and Low Temperature Toughness of Weld. Materials. 2024; 17(19):4704. https://doi.org/10.3390/ma17194704
Chicago/Turabian StyleHong, Rui, Hai-chun Liu, Xiao-dan Zhu, Neng-sheng Liu, Shu-biao Yin, Qi-lin Ma, and Shu-jun Jia. 2024. "Effect of Cr Element in Gas-Shielded Solid Wire for Oil and Gas Long-Distance Pipeline on Microstructure and Low Temperature Toughness of Weld" Materials 17, no. 19: 4704. https://doi.org/10.3390/ma17194704