
Analysis of Copper Welding Parameters during the Manufacture of Tubular Profiles Using Unconventional Extrusion Processes


Abstract
:1. Introduction
2. Aim and Scope of the Work
3. Materials and Methodology Used in This Study
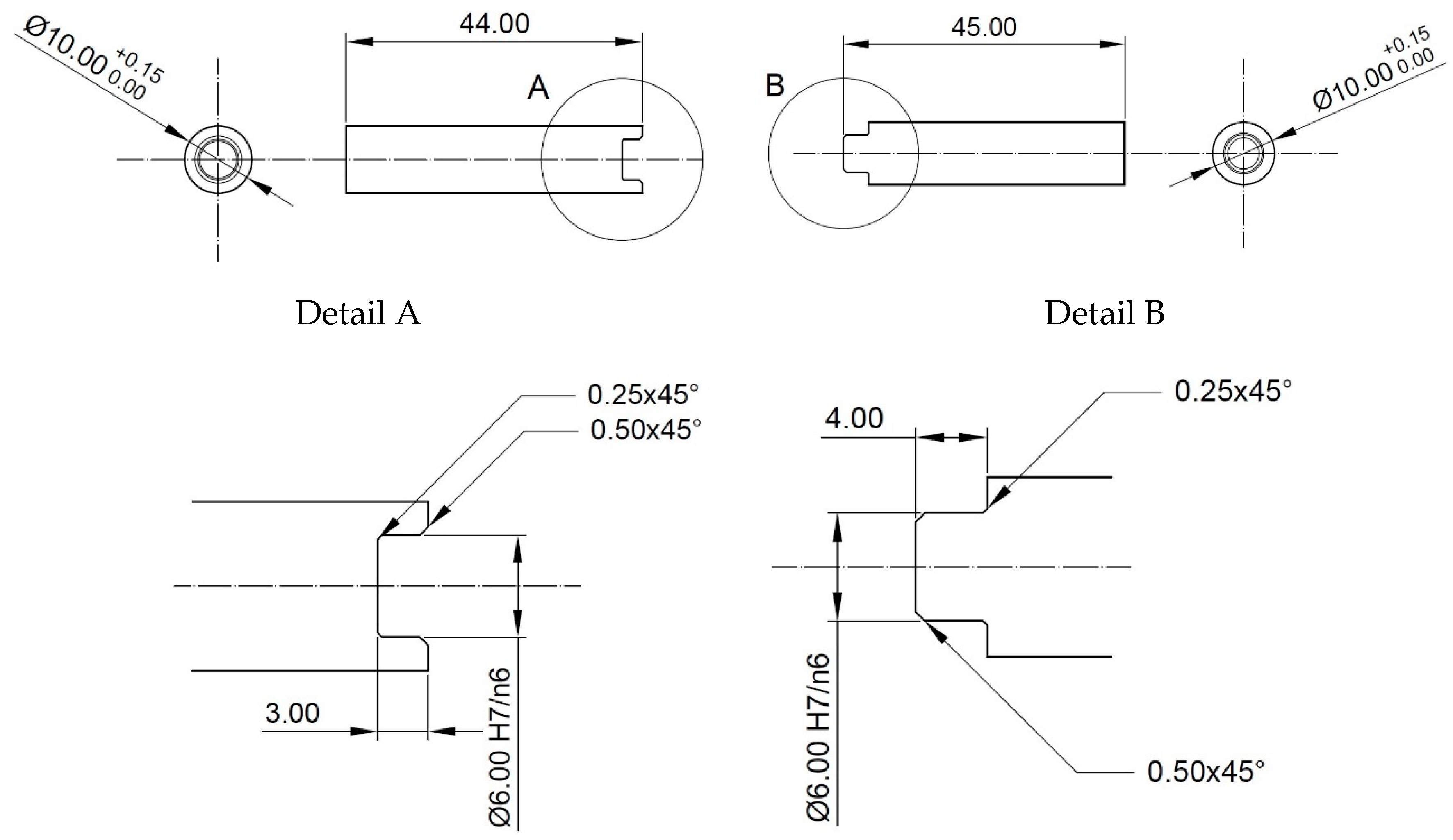
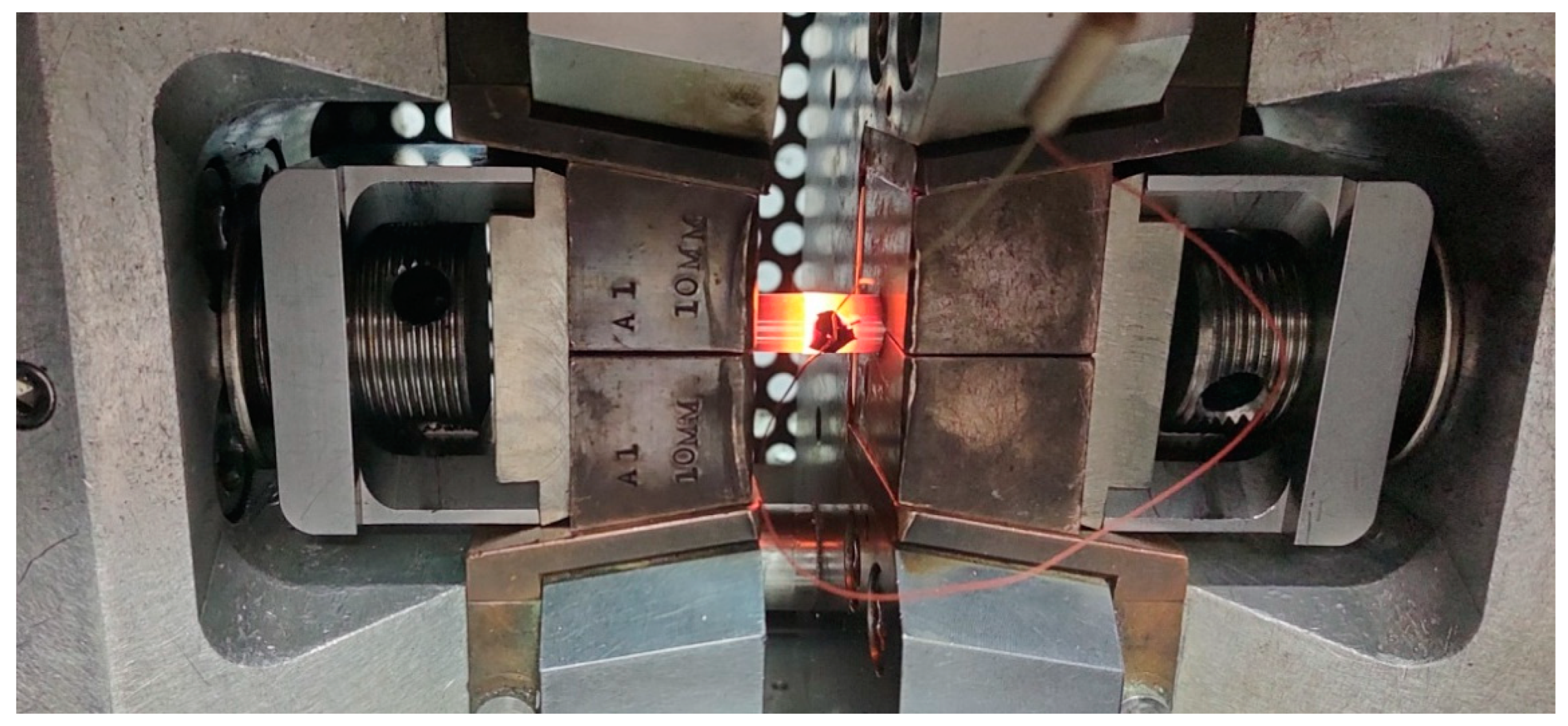
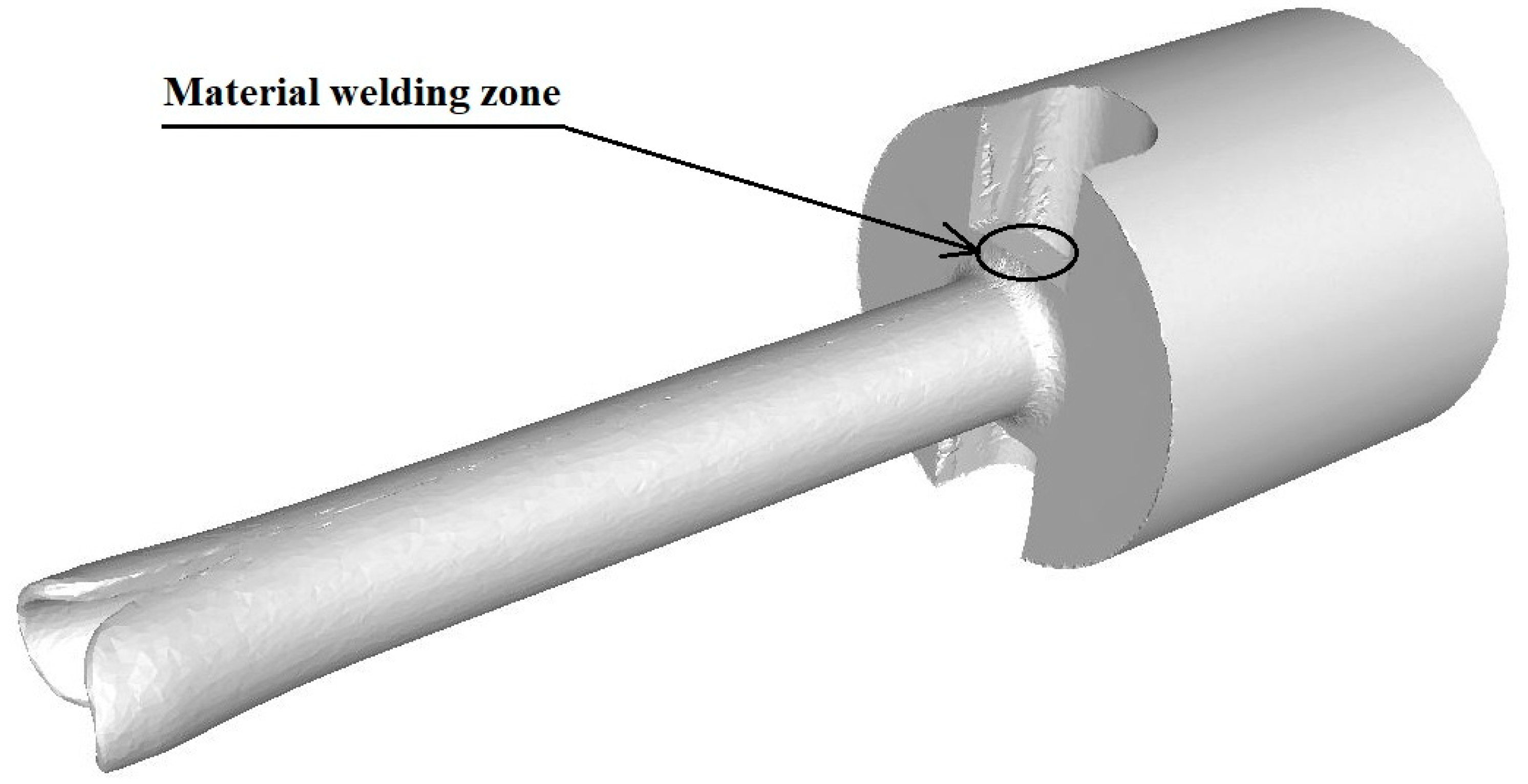
3.1. Methodology for Physical Simulations of Copper Welding
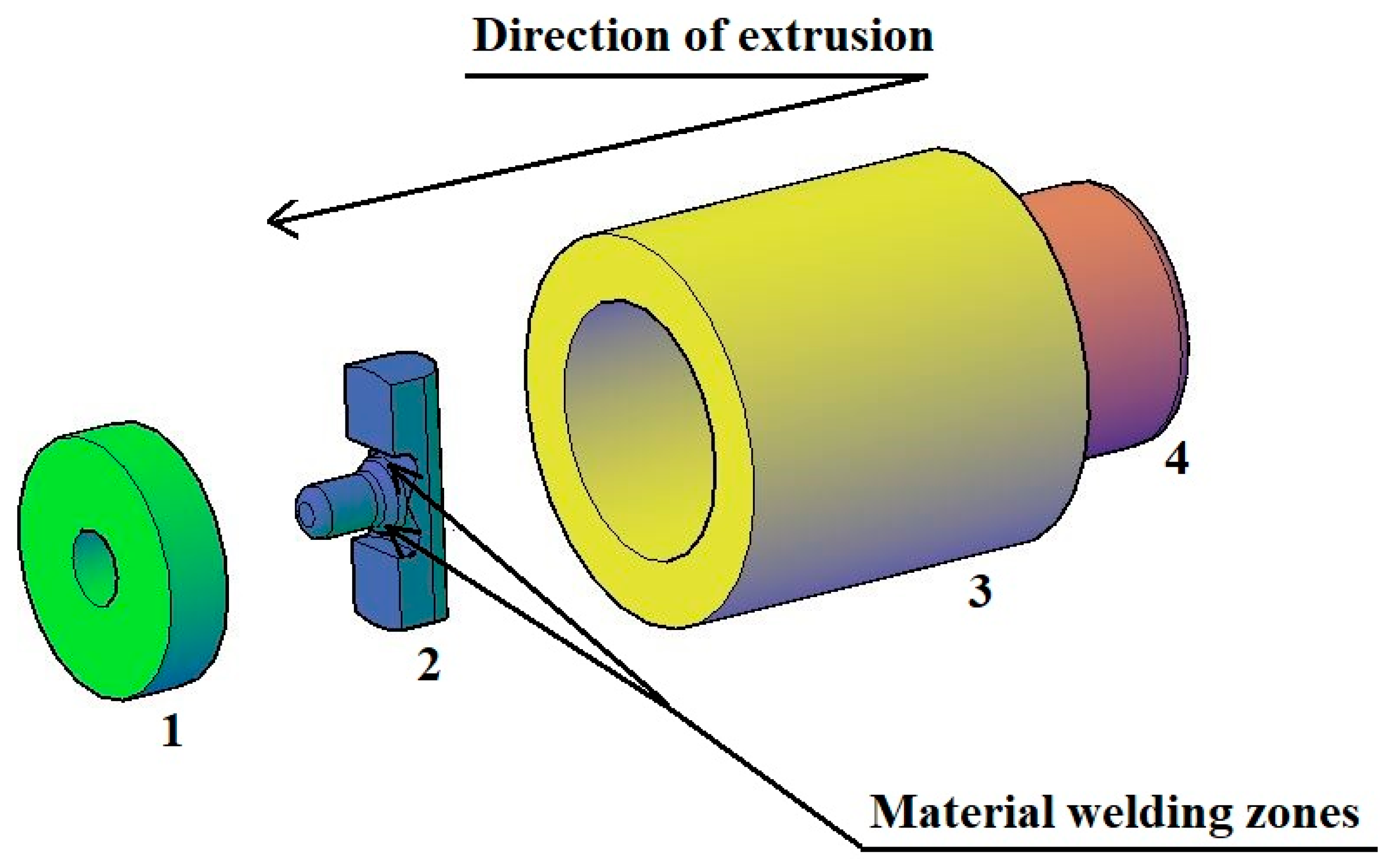
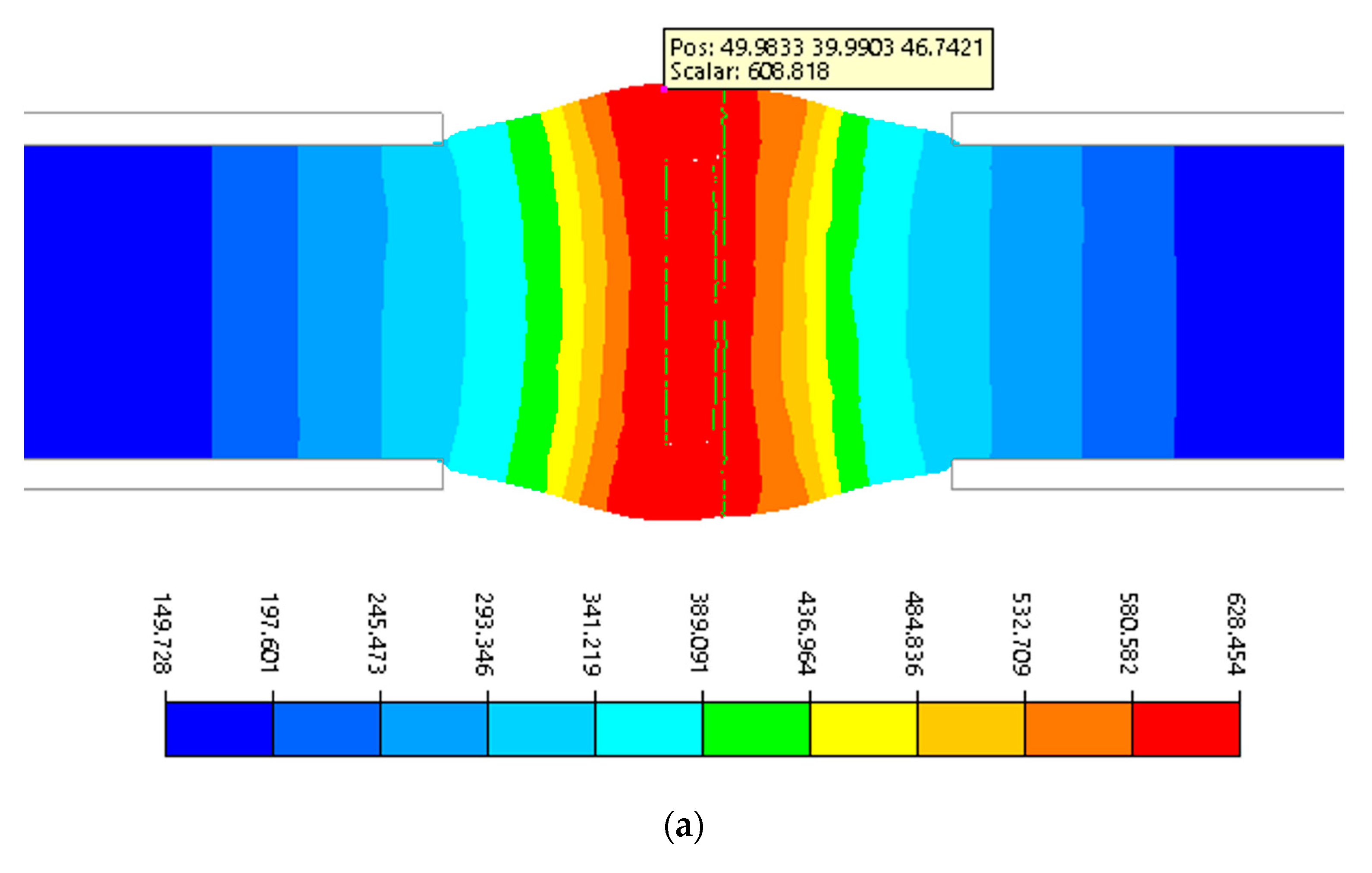
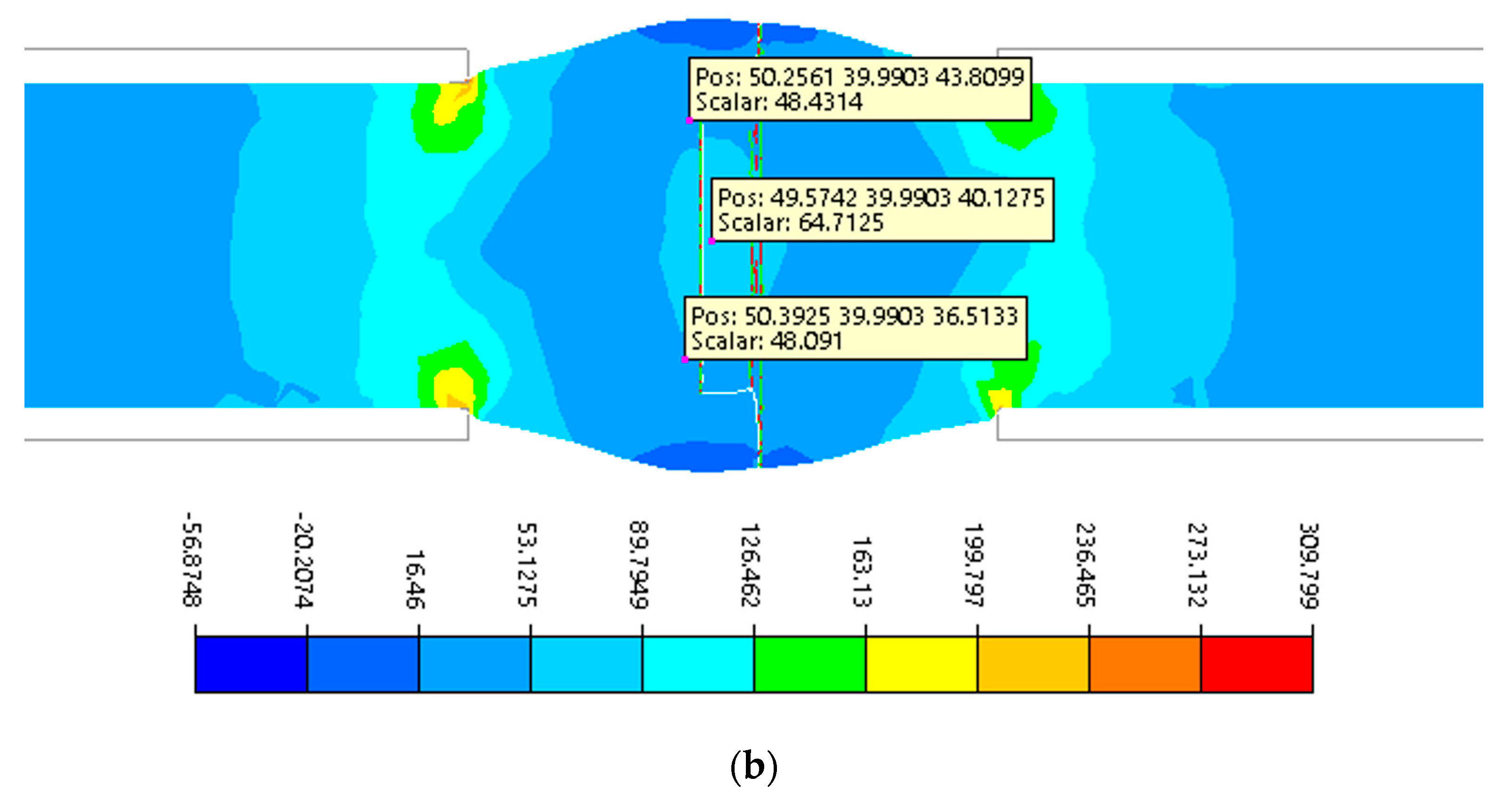
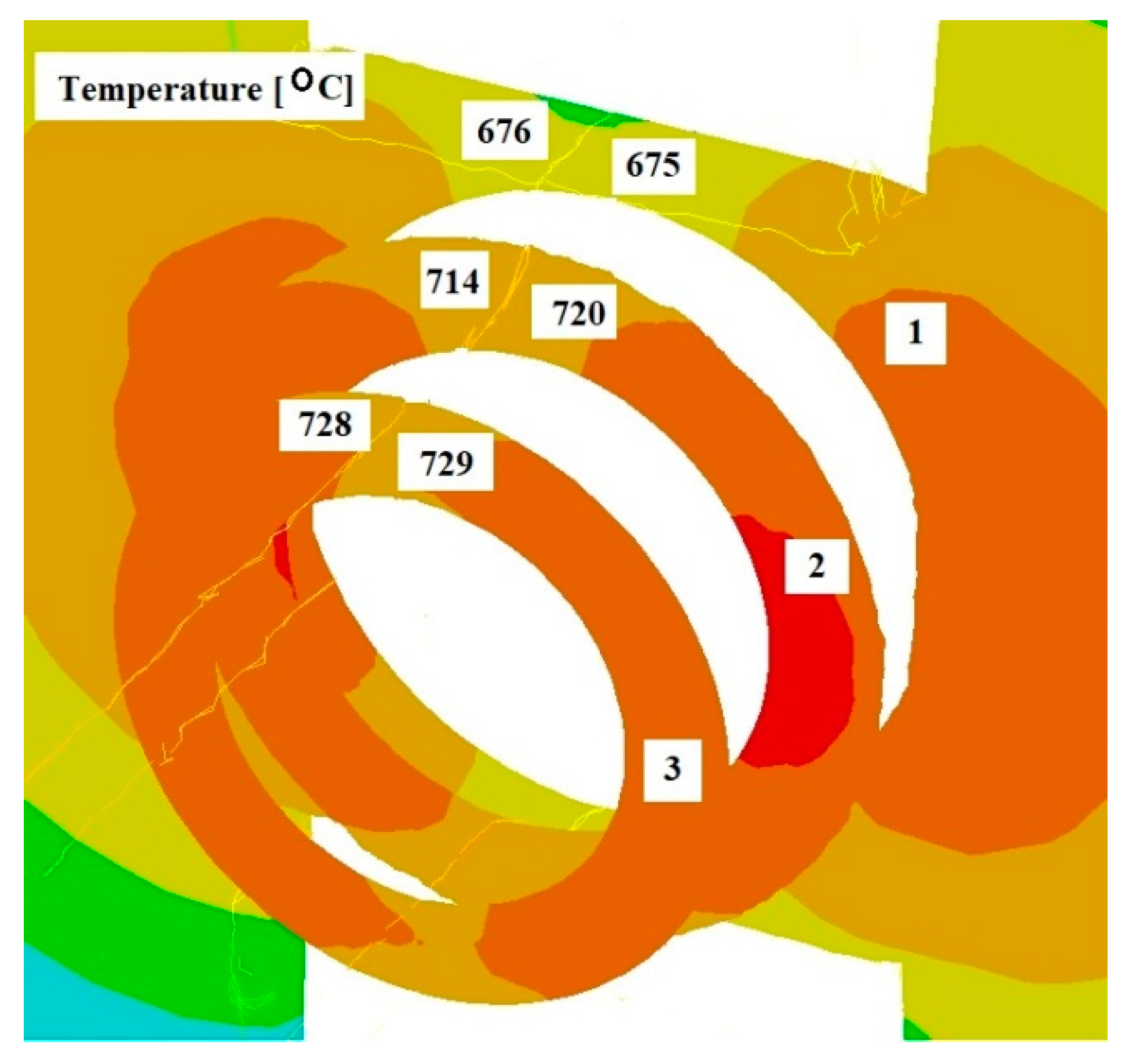
3.2. Numerical Simulation Methodology
- -
- A ram feed rate of v = 10 mm/s;
- -
- An initial temperature of the model charge in the range of 600–800 °C;
- -
- An ambient temperature of 25 °C and a tool temperature of 350 °C.
4. Analysis of the Obtained Research Results
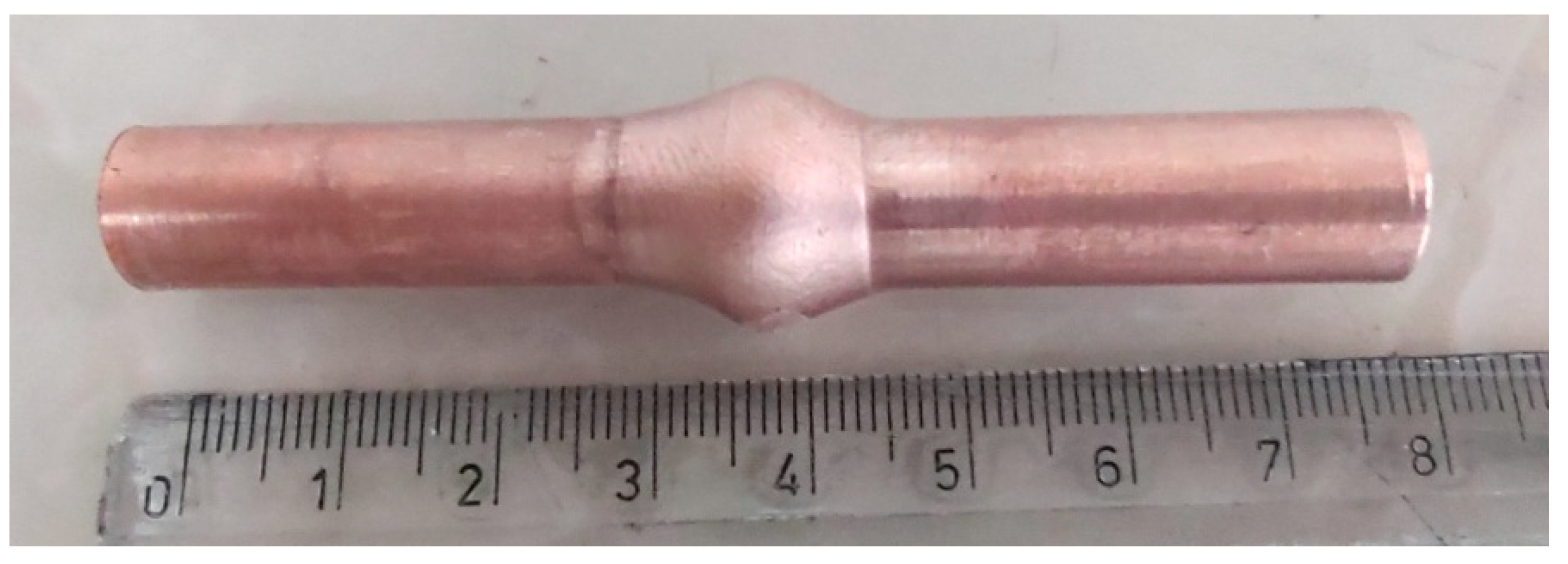
4.1. Analysis of the Results of Physical Modelling of the Welding Process
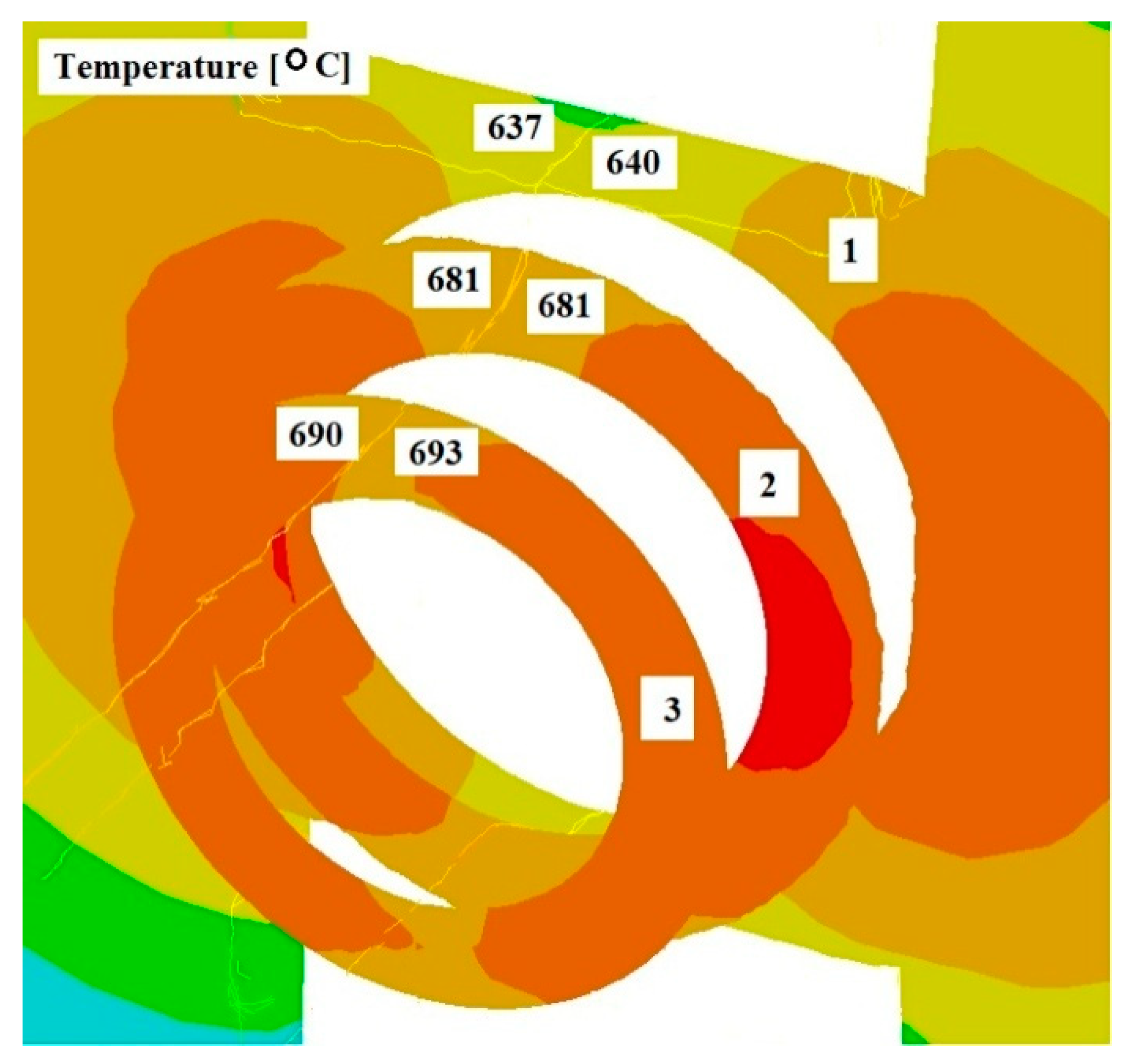
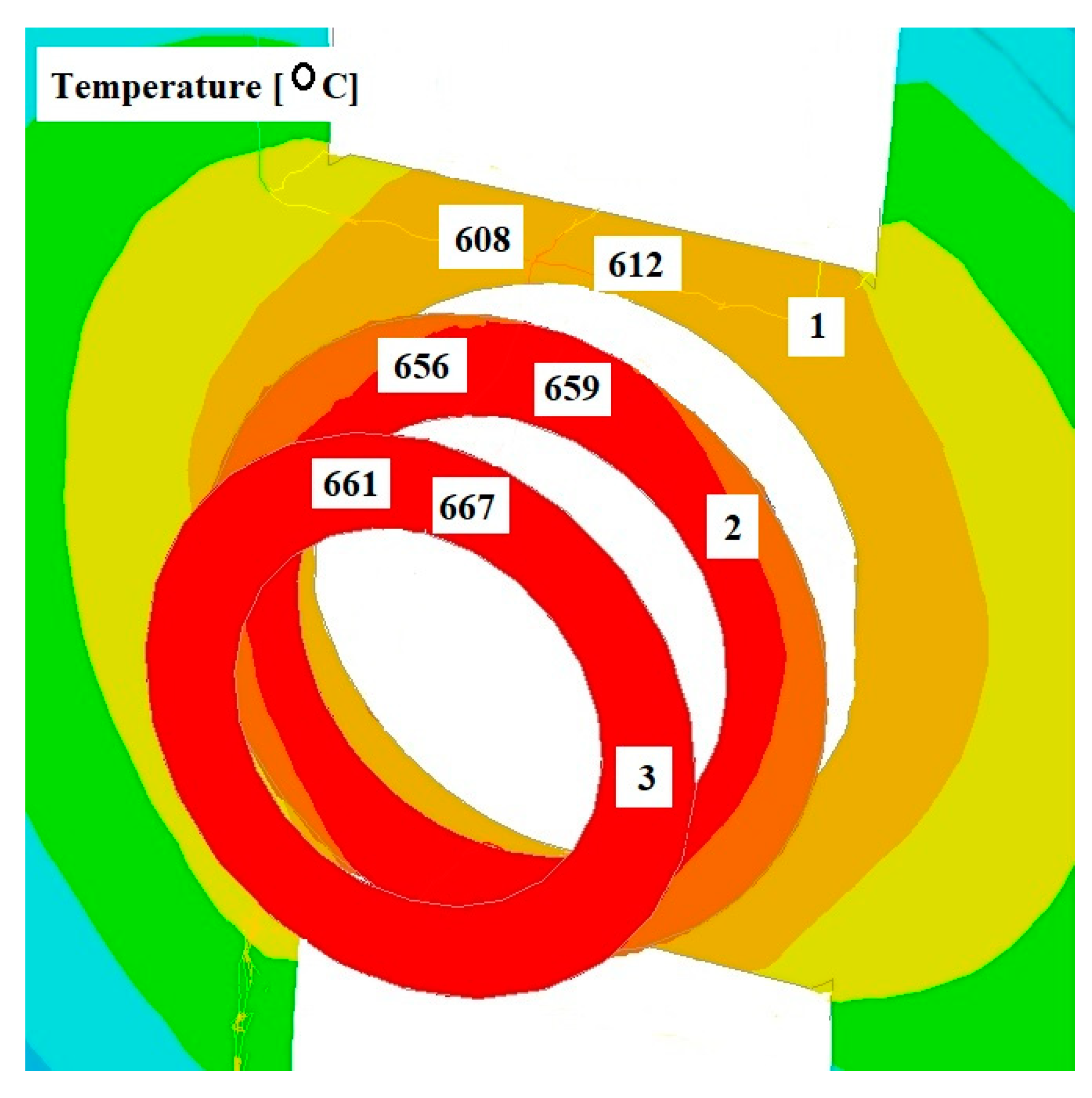
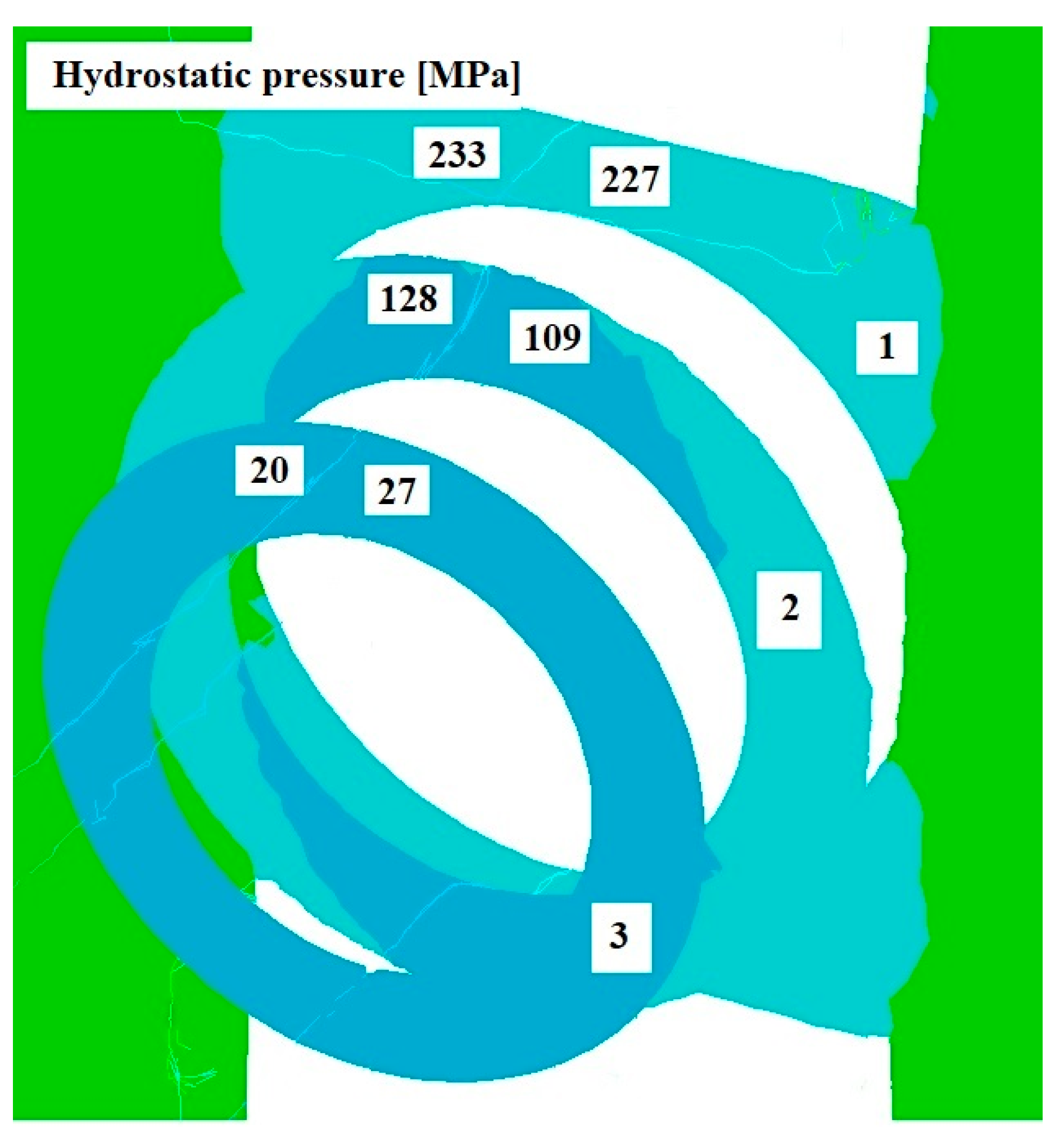
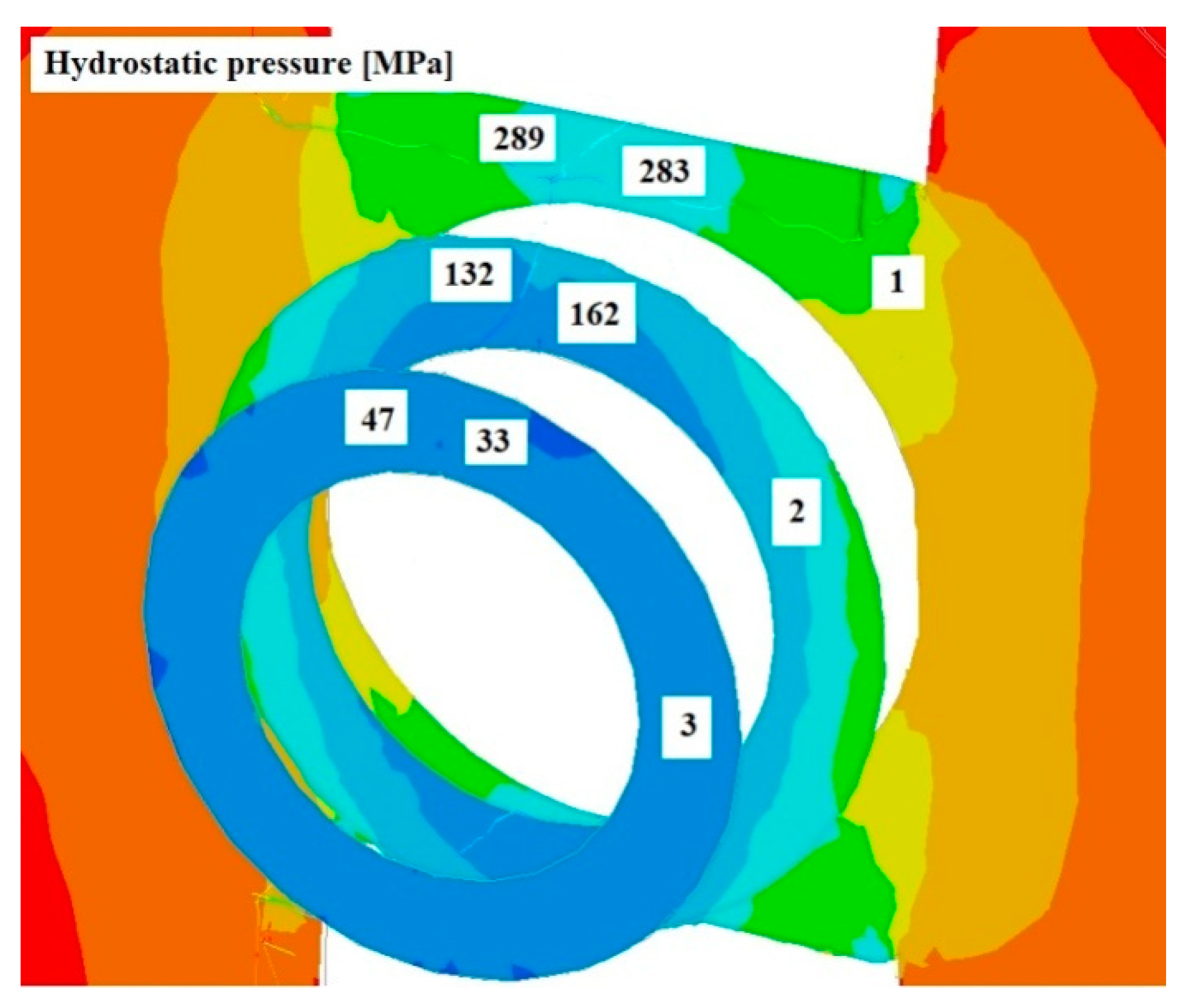
4.2. Analysis of Numerical Modelling Research Results
5. Conclusions
- -
- The use of appropriate welding parameters makes it possible to obtain a qualitatively good bond of the material separated by the bridge of the die in the welding chamber of the bridge die;
- -
- Both the hydrostatic pressure and the temperature of the charge have a significant influence on the copper welding in the extrusion process;
- -
- Complete welding of the material during the extrusion process was achieved for a charge temperature higher than 600 °C and a hydrostatic pressure of 45–65 MPa;
- -
- The results of the numerical simulations were confirmed by physical tests;
- -
- Based on observations of the bonded material under the specified process parameters using a microscope, no discontinuities were observed and the microstructure of the material in the bonding zone consisted of newly formed fine grains.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kumari, S.; Rai, A.K.; Sinha, D.K.; Francis, R.C. Deformation behavior and characterization of copper alloy in extrusion process. Int. J. Mech. Eng. Technol. 2015, 6, 72–78. [Google Scholar]
- Liu, Z.W.; Li, L.X.; Yi, J.; Wang, G. Entrance shape design of spread extrusion die for large-scale aluminum panel. Int. J. Adv. Manuf. Technol. 2018, 101, 1725–1740. [Google Scholar] [CrossRef]
- Song, L.; Yuan, Y.; Yin, Z. Microstructural evolution in Cu-Mg alloy processed by conform. Int. J. Nonferrous Metall. 2013, 2, 100–105. [Google Scholar] [CrossRef]
- Yun, X.B.; Yao, M.L.; Wu, Y.; Song, B.Y. Numerical simulation of continuous extrusion extending forming under the large expansion ratio for copper strip. Appl. Mech. Mater. 2011, 80, 91–95. [Google Scholar] [CrossRef]
- Bajor, T.; Kawałek, A.; Berski, S.; Jurczak, H.; Borowski, J. Analysis of the extrusion process of aluminium alloy profiles. Materials 2022, 15, 8311. [Google Scholar] [CrossRef]
- Yousif, A.D.; Enab, T.A.; Galal, A.M.; El-Gayyar, M.S. Effect of Die Material and Hardness on the Productivity of Copper Strips via Hot Continuous Extrusion Process. Int. J. Mech. Eng. 2016, 4, 22–27. [Google Scholar]
- Sheppard, T.; Nisaratanaporn, E.; McShane, H.B. Material Flow and Pressure Prediction when Extruding through Bridge Dies. Int. J. Mater. Res. 2021, 89, 327–337. [Google Scholar]
- Zhang, L.; Li, L.X.; He, H.; Liu, Z.W.; Zhang, L. Influence of dynamic recrystallization on microstructure and mechanical properties of welding zone in Al–Mg–Si aluminum profile during porthole die extrusion. Trans. Nonferrous Met. Soc. China 2019, 29, 1803–1815. [Google Scholar]
- Chen, L.; Chen, G.; Tang, J.; Zhao, G.; Zhang, C. Evolution of grain structure, micro-texture and second phase during porthole die extrusion of Al–Zn–Mg alloy. Mater. Charact. 2019, 158, 10995. [Google Scholar] [CrossRef]
- Leśniak, D.; Libura, W.; Leszczyńska-Madej, B.; Bogusz, M.; Madura, J.; Płonka, B.; Boczkal, S.; Jurczak, H. FEM Numerical and Experimental Work on Extrusion Welding of 7021 Aluminum Alloy. Materials 2023, 16, 5817. [Google Scholar] [CrossRef]
- Remsak, K.; Boczkal, S.; Limanówka, K.; Płonka, B.; Żyłka, K.; Węgrzyn, M.; Leśniak, D. Effects of Zn, Mg, and Cu Content on the Properties and Microstructure of Extrusion-Welded Al–Zn–Mg–Cu Alloys. Materials 2023, 16, 6429. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.; Pei, J.Y.; Guo, L.L.; Yun, X.B.; Ma, H.C. Effects of extrusion speed of continuous extrusion with double billets on welding performance of 6063 al alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 1561–1571. [Google Scholar] [CrossRef]
- Wang, X.; Sun, K.B.; Liu, Z.W.; Li, L.X.; Li, S.K.; Li, F.Z. A novel protection-type porthole die for manufacturing multi-cavity and thin-walled extrusion profile: Numerical simulation, optimization design, and experimental validation. Int. J. Adv. Manuf. Technol. 2021, 116, 1691–1706. [Google Scholar] [CrossRef]
- Copper Sections. Available online: https://www.fabmann.com/copper-products/profiles-bars/copper-sections.html (accessed on 30 July 2024).
- Green, D. Continuous extrusion of wire sections. J. Inst. Met. 1972, 100, 296–300. [Google Scholar]
- Maddock, B. Direct conversion from molten aluminum to extruded profile by conform. Alum. Technol. 1986, 86, 794–801. [Google Scholar]
- Etherington, C. The UKEA conform method of continuous extrusion forming. Wire Ind. 1977, 44, 161–169. [Google Scholar]
- Peng, D.S.; Yao, B.Q.; Zuo, T.Y. The experimental simulation of deformation behavior of metals in the CONFORM process. J. Mater. Process. Technol. 1992, 31, 85–92. [Google Scholar] [CrossRef]
- Reinikainen, T.; Korhonen, A.S.; Andersson, K.; Kivivuori, S. Computer-aided modelling of a new copper extrusion process. Ann. Cirp 1993, 42, 265–268. [Google Scholar] [CrossRef]
- Velay, X.; Sheppard, T. Plane strain and three-dimensional coupled thermomechnical simulation of the conform process. In Proceedings of the International Aluminium Extrusion Technology Seminar, Chicago, IL, USA, 16–19 May 2000; Volume 1, pp. 505–517. [Google Scholar]
- Cho, J.R.; Jeong, H.S. Parametric investigation on the curling phenomenon in CONFORM process by 3D finite element analysis. J. Mater. Process. Technol. 2001, 110, 53–60. [Google Scholar] [CrossRef]
- Manninen, T.; Ramsay, P.; Korhonen, A.S. Three-dimensional numerical modeling of continuous extrusion. In Proceedings of the Seventh ICTP, Yokohama, Japan, 27 October–1 November 2002; pp. 439–444. [Google Scholar]
- Kawałek, A.; Dyja, H.; Gałkin, A.M.; Ozhmegov, K.V.; Sawicki, S. Physical modelling of the plastic working processes of zirconium alloy bars and tubes in thermomechanical condition. Arch. Metall. Mater. 2014, 59, 935–940. [Google Scholar] [CrossRef]
- Kawalek, A.; Rapalska-Nowakowska, J.; Dyja, H.; Koczurkiewicz, B. Physical and numerical modeling of heat treatment of the precipitation-hardening complex-phase steel (CP). Metalurgija 2013, 52, 23–26. [Google Scholar]
- Knapinski, M.; Dyja, H.; Kawalek, A.; Kwapisz, M.; Koczurkiewicz, B. Physical Simulations of the Controlled Rolling Process of Plate X100 with Accelerated Cooling. In Mechatronic Systems and Materials V, Solid State Phenomena; Trans Tech Publications Ltd.: Zurich, Switzerland, 2013; Volume 199, pp. 484–489. [Google Scholar]
- Banaszek, G.; Bajor, T.; Kawałek, A.; Knapiński, M. Modeling of the Closure of Metallurgical Defects in the Magnesium Alloy Die Forging Process. Materials 2022, 15, 7465. [Google Scholar] [CrossRef]
- Transvalor Solution: How to Run Forge 2008, Users Guide, Sophia Antipolis, France. 2008. Available online: www.transvalor.com (accessed on 23 May 2024).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature | Change in Specimen Length | Maximum Force at Upsetting (Physical Experiment) | Maximum Force at Upsetting (Numerical Simulation) | Hydrostatic Pressure in the Weld Zone | Condition of the Weld after Upsetting |
|---|---|---|---|---|---|
| °C | mm | kG | kG | MPa | - |
| 520 | 10 | 1900 | - | - | None |
| 570 | 1850 | 1660 | 45–65 | Partial | |
| 600 | 1800 | 1550 | 45–65 | Partial | |
| 640 | 1500 | 1400 | 40–63 | Full | |
| 660 | 1470 | 1320 | 40–62 | Full | |
| 700 | 1100 | - | - | Full | |
| 800 | 600 | - | - | Full | |
| 600 | 5 | 1240 | - | - | None |
| 660 | 930 | - | - | Partial |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Knapiński, M.; Bajor, T.; Kawałek, A.; Banaszek, G. Analysis of Copper Welding Parameters during the Manufacture of Tubular Profiles Using Unconventional Extrusion Processes. Materials 2024, 17, 4737. https://doi.org/10.3390/ma17194737
Knapiński M, Bajor T, Kawałek A, Banaszek G. Analysis of Copper Welding Parameters during the Manufacture of Tubular Profiles Using Unconventional Extrusion Processes. Materials. 2024; 17(19):4737. https://doi.org/10.3390/ma17194737
Chicago/Turabian StyleKnapiński, Marcin, Teresa Bajor, Anna Kawałek, and Grzegorz Banaszek. 2024. "Analysis of Copper Welding Parameters during the Manufacture of Tubular Profiles Using Unconventional Extrusion Processes" Materials 17, no. 19: 4737. https://doi.org/10.3390/ma17194737
APA StyleKnapiński, M., Bajor, T., Kawałek, A., & Banaszek, G. (2024). Analysis of Copper Welding Parameters during the Manufacture of Tubular Profiles Using Unconventional Extrusion Processes. Materials, 17(19), 4737. https://doi.org/10.3390/ma17194737