
Cu-Al-Ni Nanocrystalline Compacts Obtained by Spark Plasma Sintering of Mechanically Alloyed Powders

 , , , , ,
, , , , ,  and
and
Abstract
1. Introduction
2. Experimental
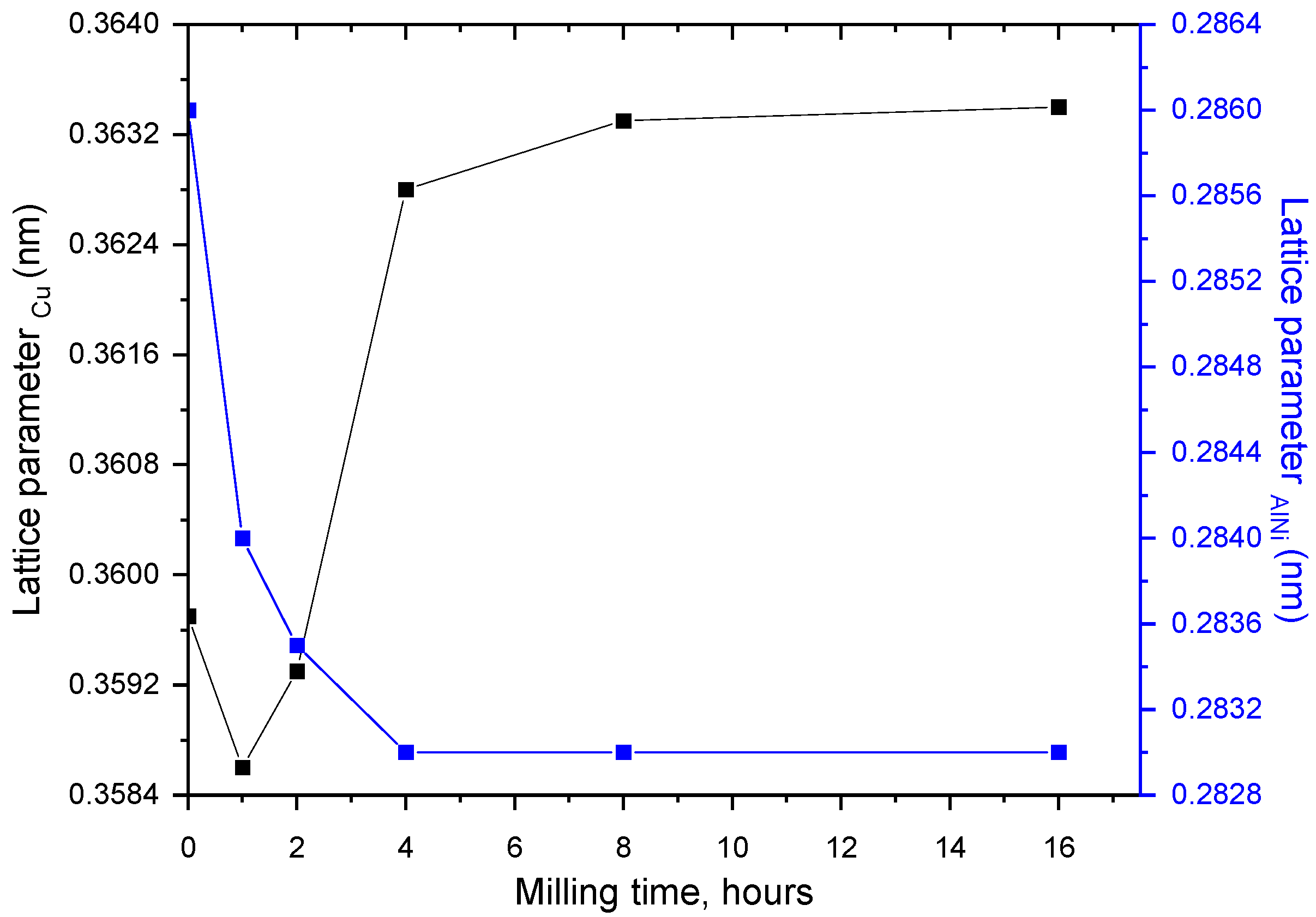
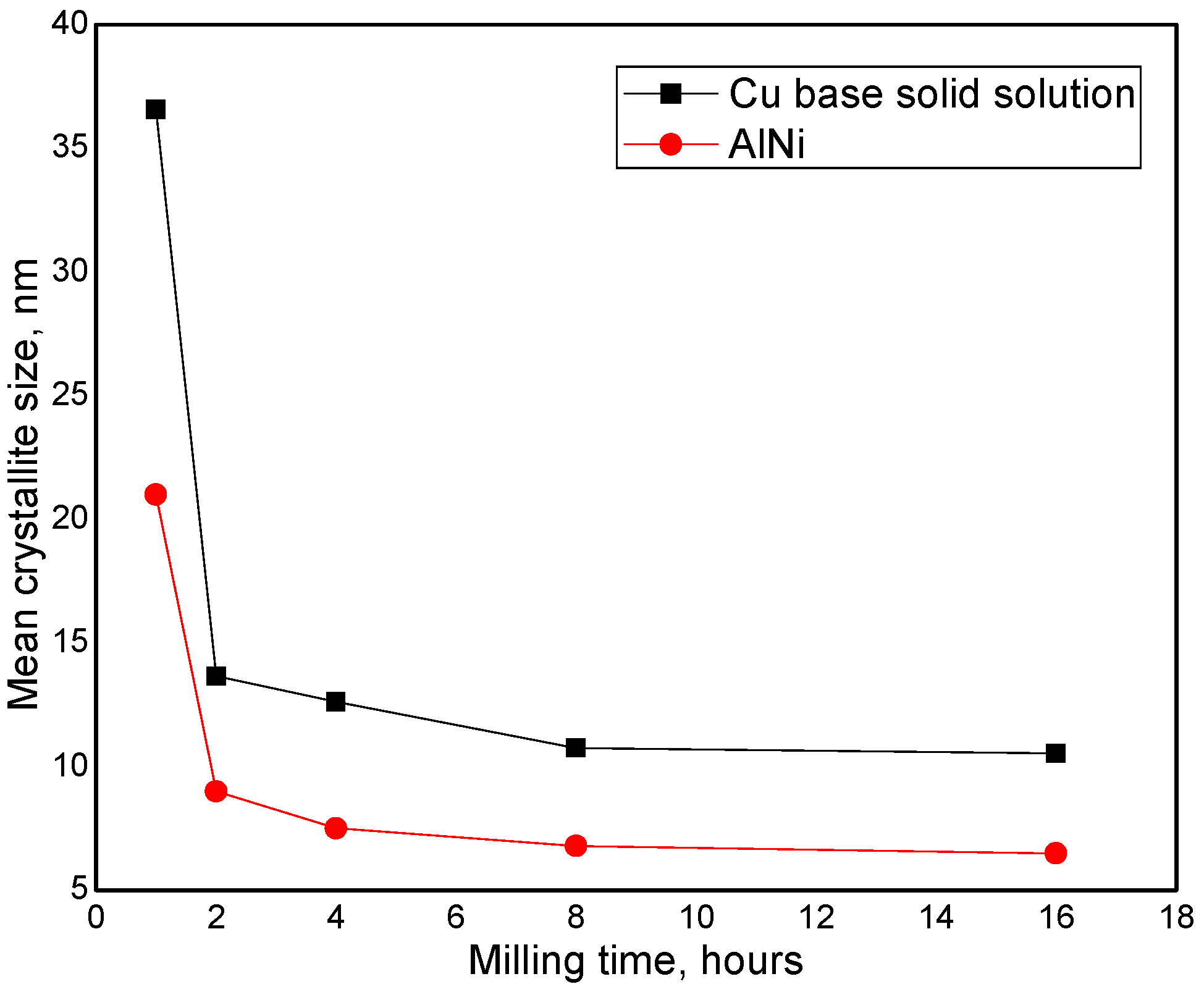
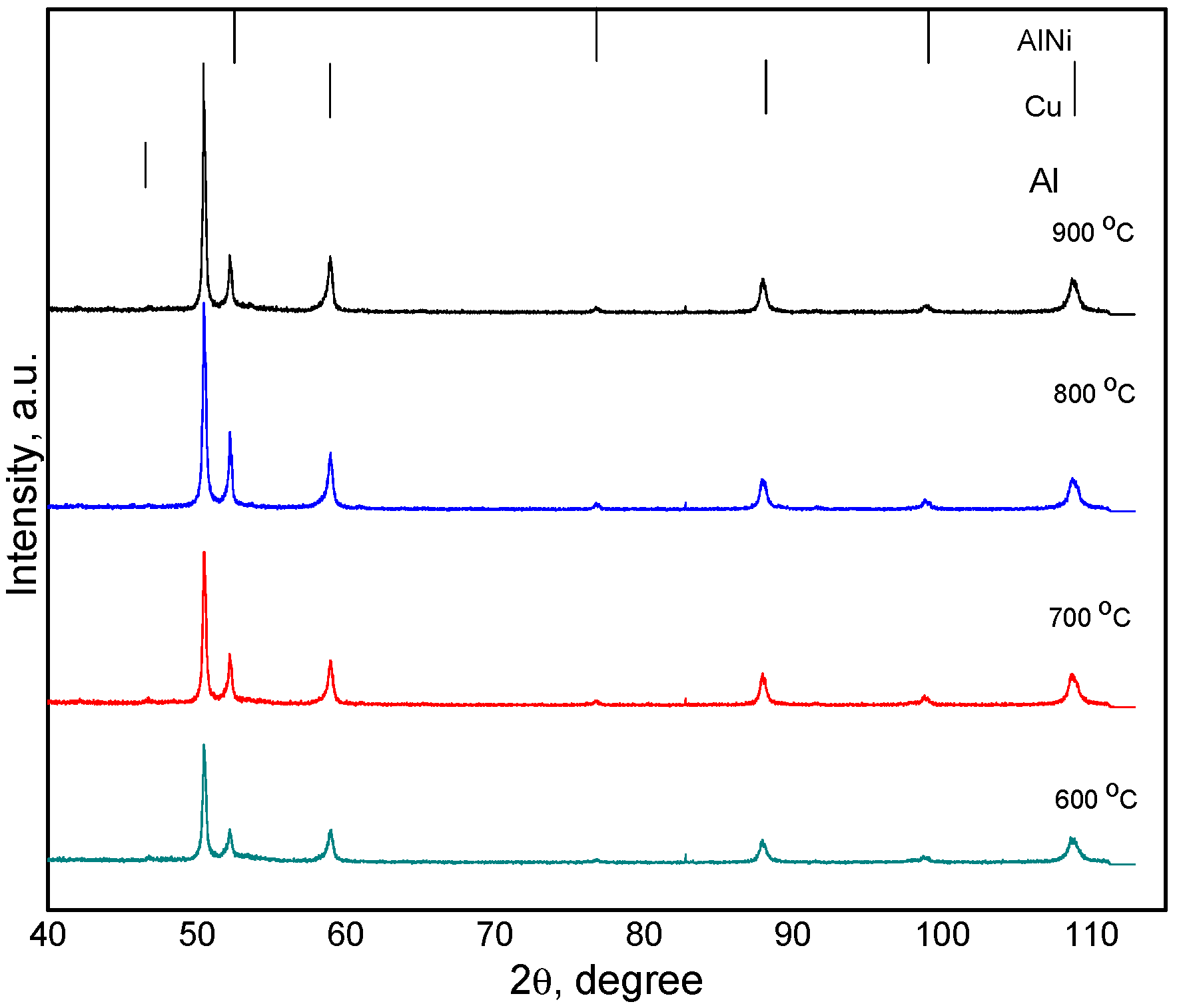
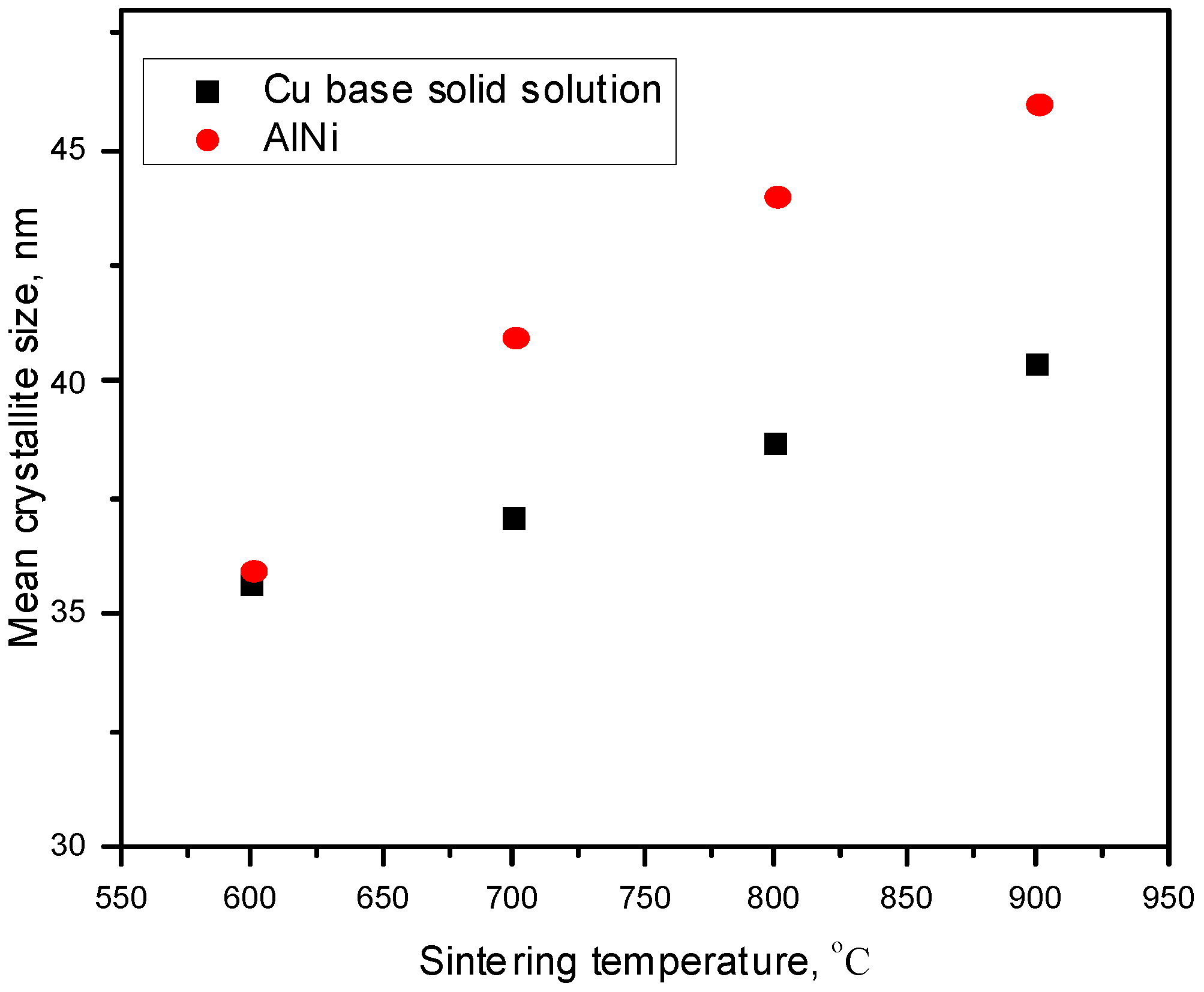
3. Results and Discussions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wharton, J.A.; Barik, R.C.; Kear, G.; Wood, R.J.K.; Stokes, K.R.; Walsh, F.C. The corrosion of nickel–aluminum bronze in seawater. Corros. Sci. 2005, 47, 3336–3367. [Google Scholar] [CrossRef]
- Tian, X.; Zhao, Y.; Gu, T.; Guo, Y.; Xu, F.; Hou, H. Cooperative effect of strength and ductility processed by thermomechanical treatment for Cu–Al–Ni alloy. Mater. Sci. Eng. A 2022, 849, 143485. [Google Scholar] [CrossRef]
- Sharma, M.; Vajpai, S.K.; Dube, R.K. Processing and Characterization of Cu-Al-Ni Shape Memory Alloy Strips Prepared from Elemental Powders via a Novel Powder Metallurgy Route. Met. Mater. Trans. A 2010, 41, 2905–2913. [Google Scholar] [CrossRef]
- Dasgupta, R. A look into Cu-based shape memory alloys: Present scenario and future prospects. J. Mater. Res. 2014, 29, 1681–1698. [Google Scholar] [CrossRef]
- Li, Z.; Pan, Z.Y.; Tang, N.; Jiang, Y.B.; Liu, N.; Fang, M.; Zheng, F. Cu–Al–Ni–Mn shape memory alloy processed by mechanical alloying and powder metallurgy. Mater. Sci. Eng. A 2006, 417, 225–229. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, Q.-S. Influence of Alloying Element Addition on Cu–Al–Ni High-Temperature Shape Memory Alloy without Second Phase Formation. Acta Metall. Sin. (Engl. Lett.) 2016, 29, 884–888. [Google Scholar] [CrossRef]
- Ramaiah, K.V.; Saikrishna, C.N.; Gouthama; Bhaumik, S.K. Microstructure and transformation behavior of Ni24.7Ti50.3Pd25 high temperature shape-memory alloy with Sc micro-addition. Mater. Charact. 2015, 106, 36–43. [Google Scholar] [CrossRef]
- Buenconsejo, P.J.S.; Kim, H.Y.; Hosoda, H.; Miyazaki, S. Shape memory behavior of Ti–Ta and its potential as a high-temperature shape memory alloy. Acta Mater. 2009, 57, 1068–1077. [Google Scholar] [CrossRef]
- Gama, J.L.L.; Dantas, C.C.; Quadros, N.F.; Ferreira, R.A.S.; Yadava, Y.P. Microstructure-mechanical property relationship to copper alloys with shape memory during thermomechanical treatments. Met. Mater. Trans. A 2006, 37, 77–87. [Google Scholar] [CrossRef]
- Abbass, M.K.; Radhi, M.M.; Adnan, R.S.A. The effect of Germanium addition on mechanical properties& microstructure of Cu-Al-Ni shape memory alloy. Mater. Today Proc. 2017, 4, 224–233. [Google Scholar] [CrossRef]
- Saud, S.N.; Hamzah, E.; Abubakar, T.; Bakhsheshi-Rad, H.R.; Farahany, S.; Abdolahi, A.; Taheri, M.M. Influence of Silver nanoparticles addition on the phase transformation, mechanical properties and corrosion behaviour of Cu–Al–Ni shape memory alloys. J. Alloys Compd. 2014, 612, 471. [Google Scholar] [CrossRef]
- Amini, A.; Beladi, H.; Hameed, N.; Will, F. Effects of dynamic loading on nano-scale depth-recovery and damping property of single crystal CuAlNi shape memory alloy. J. Alloys Compd. 2012, 545, 222–224. [Google Scholar] [CrossRef]
- Saud, S.N.; Hamzah, E.; Abubakar, T.; Ibrahim, M.K.; Bahador, A. Effect of a fourth alloying element on the microstructure and mechanical properties of Cu–Al–Ni shape memory alloys. J. Mater. Res. 2015, 30, 2258–2269. [Google Scholar] [CrossRef]
- Lee, J.S.; Wayman, C.M. Grain refinement of a Cu-Al-Ni shape memory alloy by Ti and Zr additions. Trans. Jpn. Inst. Met. 1986, 27, 584–591. [Google Scholar] [CrossRef]
- Gohar, G.A.; Manzoor, T.; Ahmad, A.; Raza, H.; Farooq, A.; Karim, I.; Iftikhar, W.; Umar, M.; Asad, F. Synthesis and investigate the properties of Cu–Al–Ni alloys with Ag addition using powder metallurgy technique. J. Alloys Compd. 2020, 817, 153281. [Google Scholar] [CrossRef]
- Rajeshkumar, R.; Vigraman, T. Formation of Cu-Al-Ni shape memory alloy with the addition of alloying elements Mn and Si. Int. J. Sci. Eng. Res. 2014, 5, 179–182. [Google Scholar]
- Agrawal, A.; Dube, R.K. Methods of fabricating Cu-Al-Ni shape memory alloys. J. Alloys Compd. 2018, 750, 235–247. [Google Scholar] [CrossRef]
- Prica, C.-V.; Marinca, T.F.; Popa, F.; Sechel, N.A.; Isnard, O.; Chicinas, I. Synthesis of nanocrystalline Ni3Fe powder by mechanical alloying using an extreme friction mode. Adv. Powder Technol. 2016, 27, 395–402. [Google Scholar] [CrossRef]
- Tang, S.M.; Chung, C.Y.; Liu, W.G. Preparation of CuAlNi-based shape memory alloys by mechanical alloying and powder metallurgy method. J. Mater. Process. Technol. 1997, 63, 307–312. [Google Scholar] [CrossRef]
- Elsayed, A.; Ibrahim, R.; Bahlol, M.; Dawood, O. Synthesis of Cu-Ni-Al Shape Memory Alloy by Powder Metallurgy. Mater. Sci. Forum 2018, 941, 1618–1622. [Google Scholar] [CrossRef]
- da Silva, M.D.C.A.; de Lima, S.J.G. Evaluation of Mechanical Alloying to obtain Cu-Al-Nb Shape Memory Alloy. Mater. Res. 2005, 8, 169–172. [Google Scholar] [CrossRef]
- Shou, D.; Deng, Z.; Zhang, C.; Yan, J.; Chen, X. Microstructure and mechanical properties of Cu-10Al-4Ni-4.8Fe with MoS2 content prepared by powder metallurgy. AIP Adv. 2024, 14, 035136. [Google Scholar] [CrossRef]
- Prică, C.V.; Neamţu, B.V.; Popa, F.; Marinca, T.F.; Sechel, N.; Chicinaş, I. Invar-type nanocrystalline compacts obtained by spark plasma sintering from mechanically alloyed powders. J. Mater. Sci. 2018, 53, 3735–3743. [Google Scholar] [CrossRef]
- Diouf, S.; Molinari, A. Densification mechanisms in spark plasma sintering: Effect of particle size and pressure. Powder Technol. 2012, 221, 220–227. [Google Scholar] [CrossRef]
- Galy, J.; Dolle, M.; Hungria, T.; Rozier, P.; Monchoux, J.-P. A new way to make solid state chemistry: Spark plasma synthesis of copper or silver vanadium oxide bronzes. Solid State Sci. 2008, 10, 976–981. [Google Scholar] [CrossRef]
- Zhu, K.N.; Godfrey, A.; Hansen, N.; Zhang, X.D. Microstructure and mechanical strength of near- and sub-micrometre grain size copper prepared by spark plasma sintering. Mater. Des. 2017, 117, 95–103. [Google Scholar] [CrossRef]
- Rogachev, A.S.; Kuskov, K.V.; Shkodich, N.F.; Moskovskikh, D.O.; Orlov, A.O.; Usenko, A.A.; Karpov, A.V.; Kovalev, I.D.; Mukasyan, A.S. Influence of high-energy ball milling on electrical resistance of Cu and Cu/Cr nanocomposite materials produced by Spark Plasma Sintering. J. Alloys Compd. 2016, 688, 468–474. [Google Scholar] [CrossRef]
- Zhai, W.; Lu, W.; Zhang, P.; Zhou, M.; Liu, X.; Zhou, L. Microstructure, mechanical and tribological properties of nickel-aluminium bronze alloys developed via gas-atomization and spark plasma sintering. Mater. Sci. Eng. A 2017, 707, 325–336. [Google Scholar] [CrossRef]
- Scherrer, P. Göttinger Nachrichten Math. Phys 1918, 2, 98–100. [Google Scholar]
- Lee, G.-J.; Lee, J.-H.; Lee, D.; Park, K.-I.; Jeong, C.K.; Park, J.-J.; Lee, M.-K. Synthesis and characterization of carbon-coated Cu-Ni alloy nanoparticles and their application in conductive films. Appl. Surf. Sci. 2021, 566, 150672. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Composition, % wt. |
|---|---|
| Cu | 82.5 |
| Al | 13.5 |
| Ni | 4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Prica, C.-V.; Marinca, T.F.; Popa, F.; Sechel, A.N.; Neamțu, B.V.; Chicinaș, H.F.; Chicinaș, I. Cu-Al-Ni Nanocrystalline Compacts Obtained by Spark Plasma Sintering of Mechanically Alloyed Powders. Materials 2024, 17, 4847. https://doi.org/10.3390/ma17194847
Prica C-V, Marinca TF, Popa F, Sechel AN, Neamțu BV, Chicinaș HF, Chicinaș I. Cu-Al-Ni Nanocrystalline Compacts Obtained by Spark Plasma Sintering of Mechanically Alloyed Powders. Materials. 2024; 17(19):4847. https://doi.org/10.3390/ma17194847
Chicago/Turabian StylePrica, Calin-Virgiliu, Traian Florin Marinca, Florin Popa, Argentina Niculina Sechel, Bogdan Viorel Neamțu, Horea Florin Chicinaș, and Ionel Chicinaș. 2024. "Cu-Al-Ni Nanocrystalline Compacts Obtained by Spark Plasma Sintering of Mechanically Alloyed Powders" Materials 17, no. 19: 4847. https://doi.org/10.3390/ma17194847
APA StylePrica, C.-V., Marinca, T. F., Popa, F., Sechel, A. N., Neamțu, B. V., Chicinaș, H. F., & Chicinaș, I. (2024). Cu-Al-Ni Nanocrystalline Compacts Obtained by Spark Plasma Sintering of Mechanically Alloyed Powders. Materials, 17(19), 4847. https://doi.org/10.3390/ma17194847