
Investigation of Precipitation Behavior of a Novel Ni-Fe-Based Superalloy during High-Temperature Aging Treatment

 ,
,
Abstract
:1. Introduction
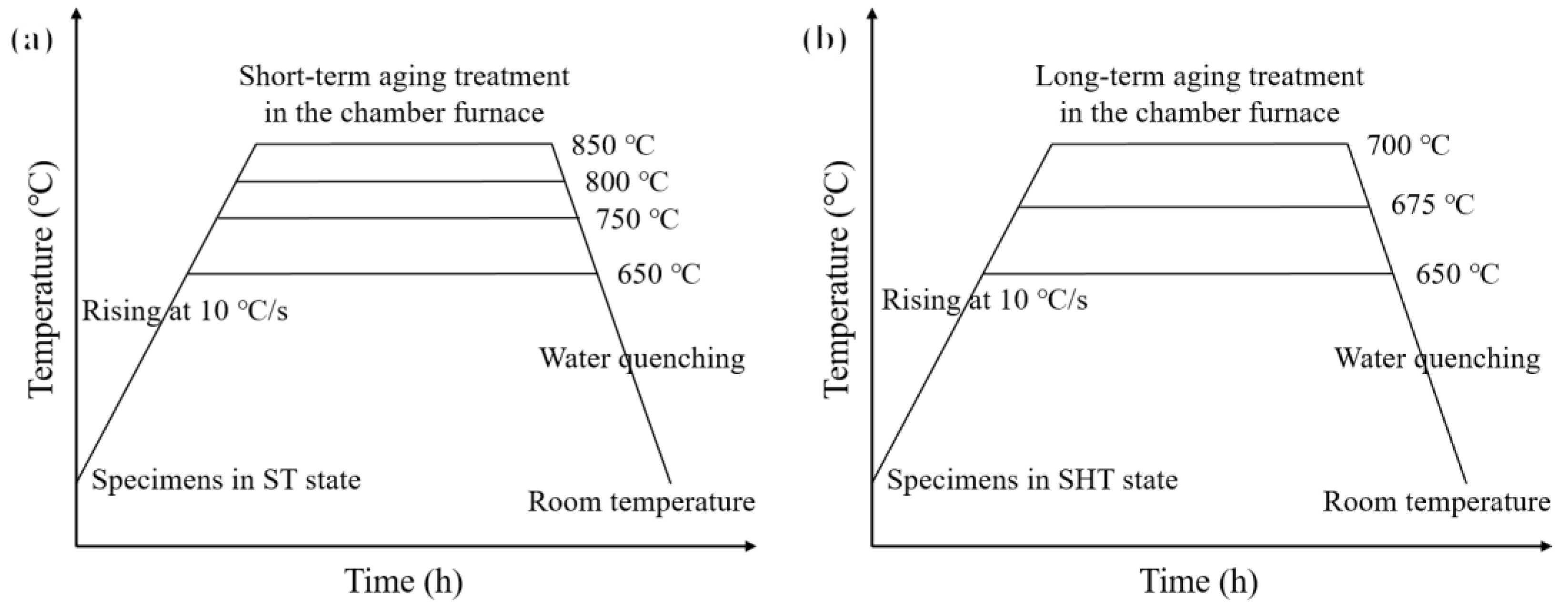
2. Materials and Methods
3. Results and Discussion
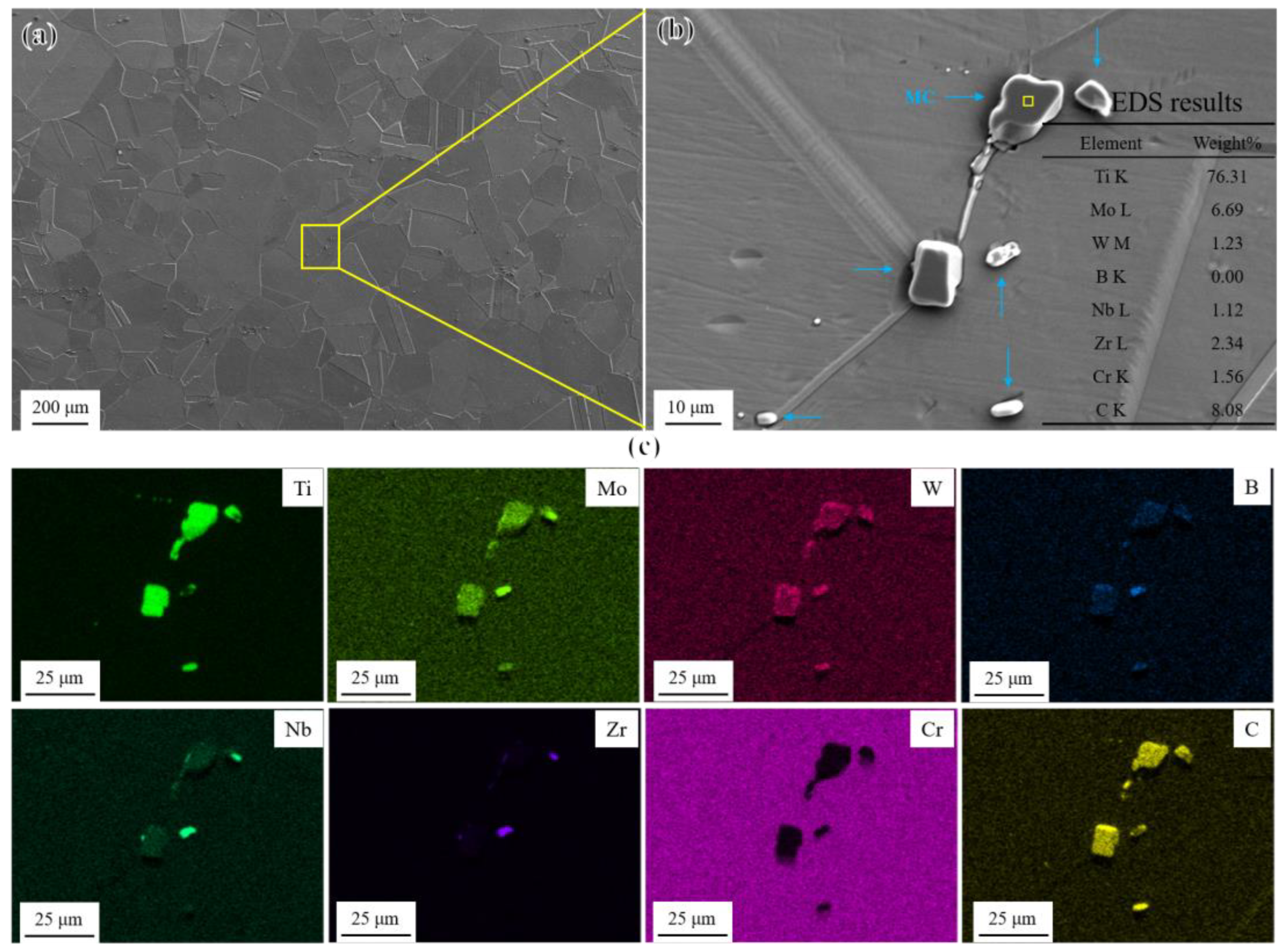
3.1. Initial Microstructure
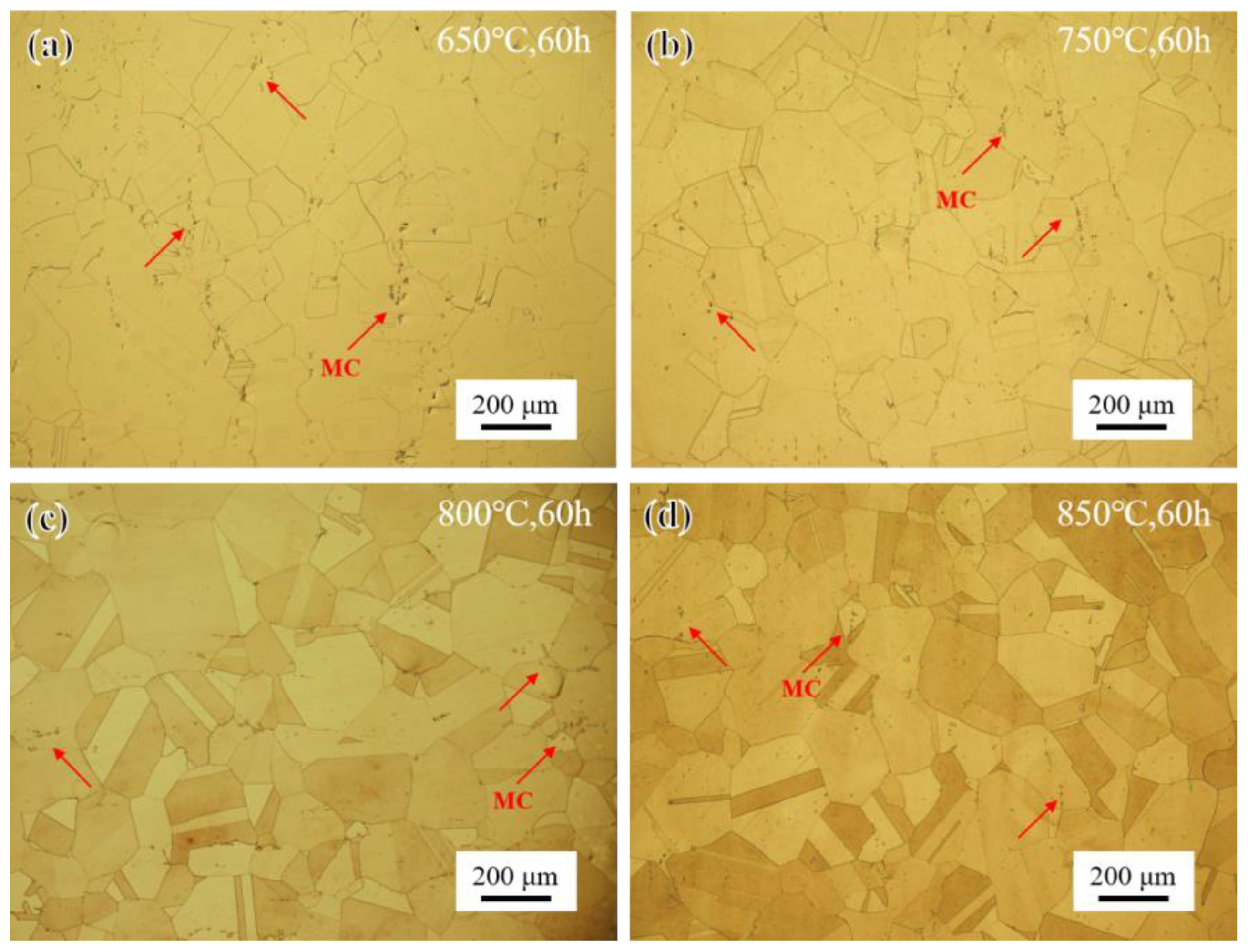
3.2. Precipitation Behavior during Short-Term Aging Treatment
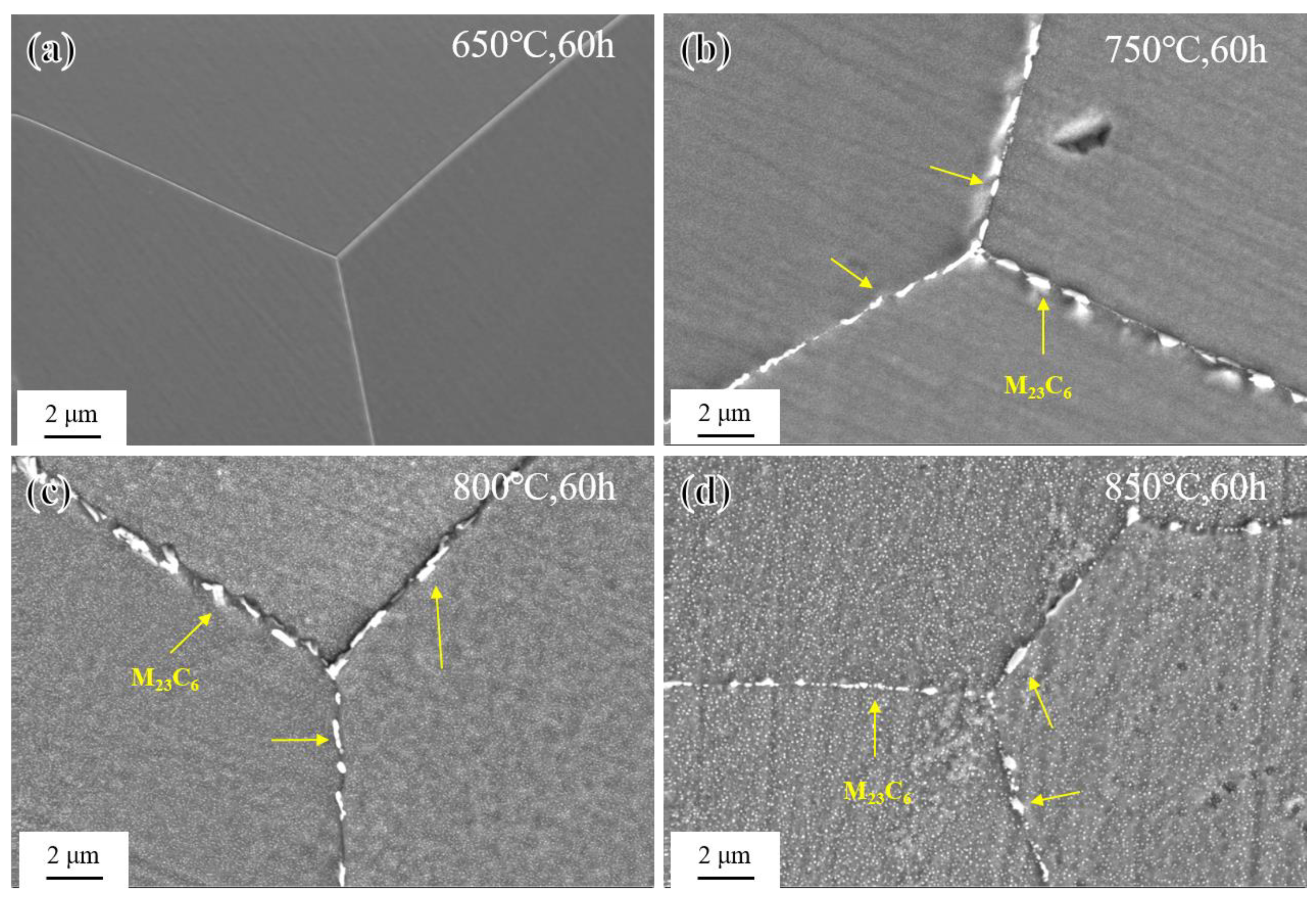
3.2.1. Precipitation Behavior at Grain Boundaries
3.2.2. Precipitation Behavior in Grain Interiors
3.3. Precipitation Behavior during Long-Term Aging Treatment
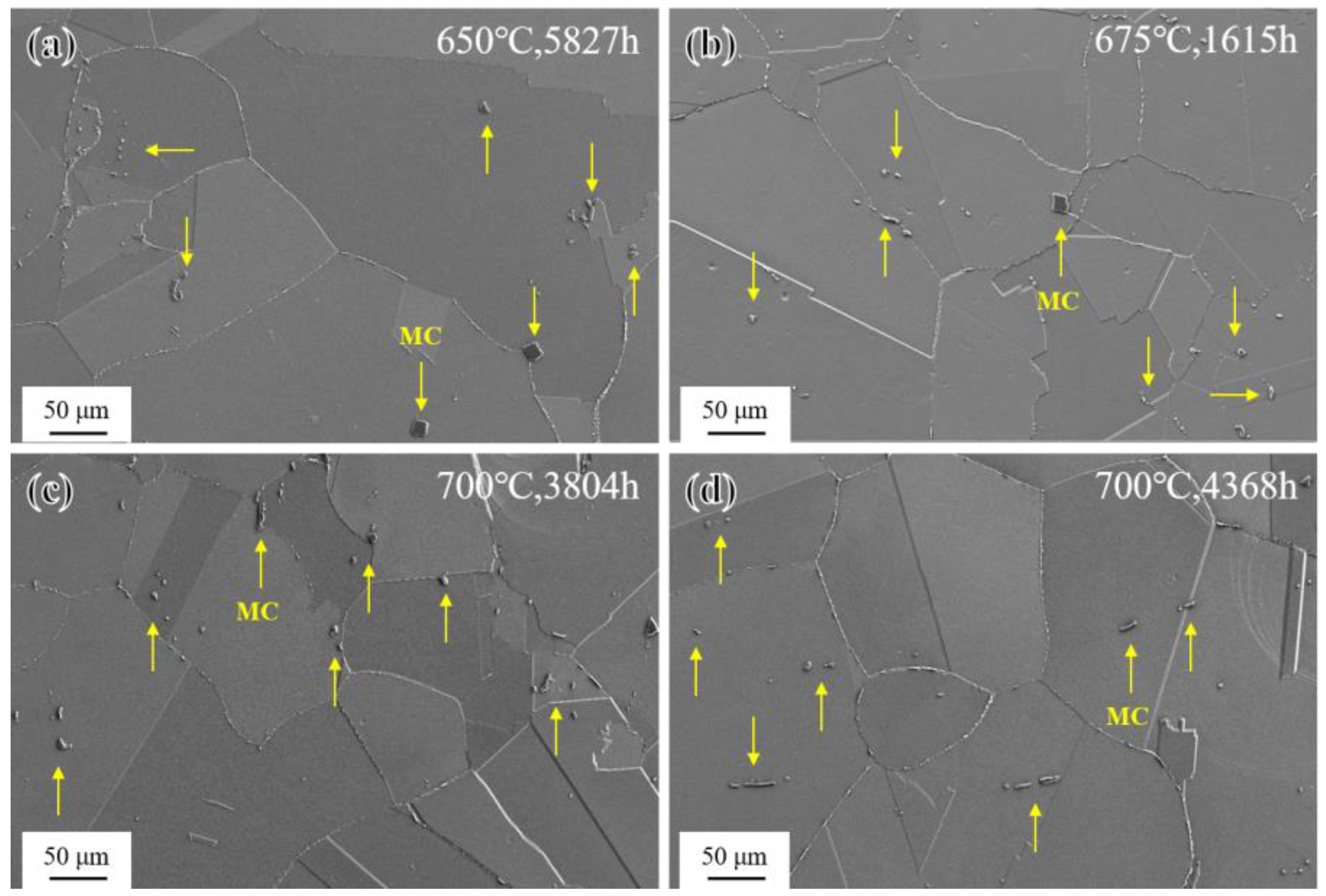
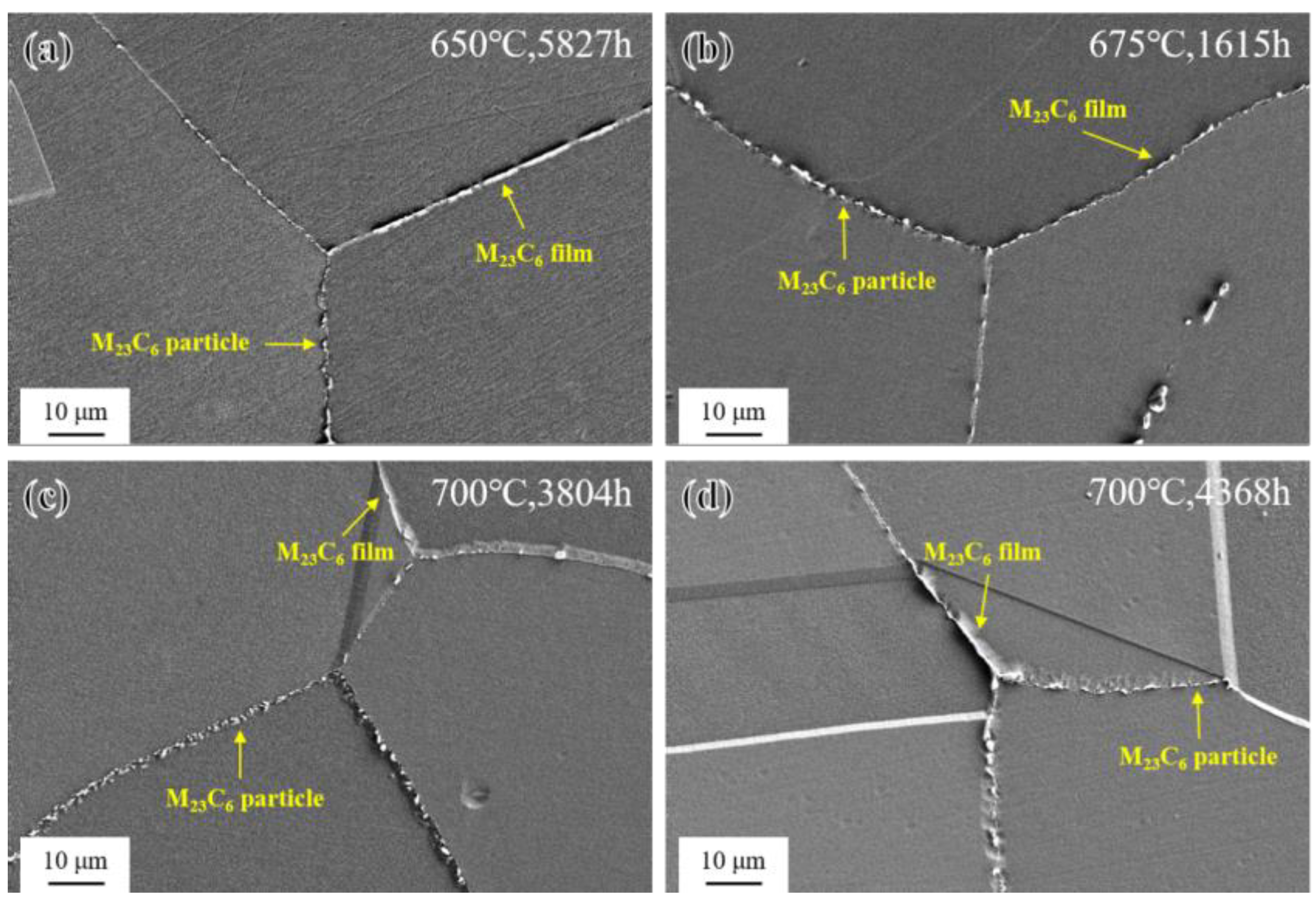
3.3.1. Precipitation Behavior at Grain Boundaries
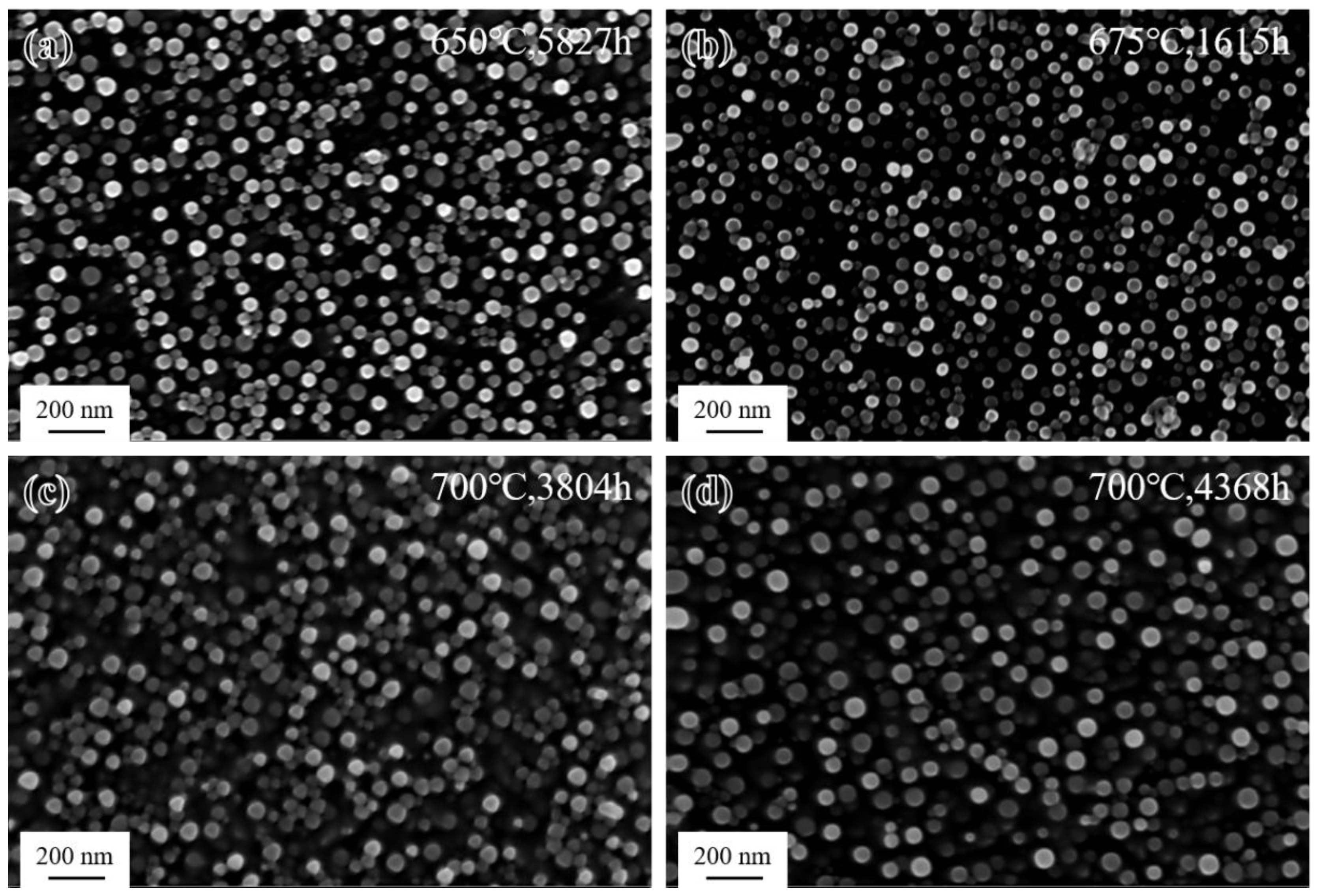
3.3.2. Precipitation Behavior in Grain Interiors
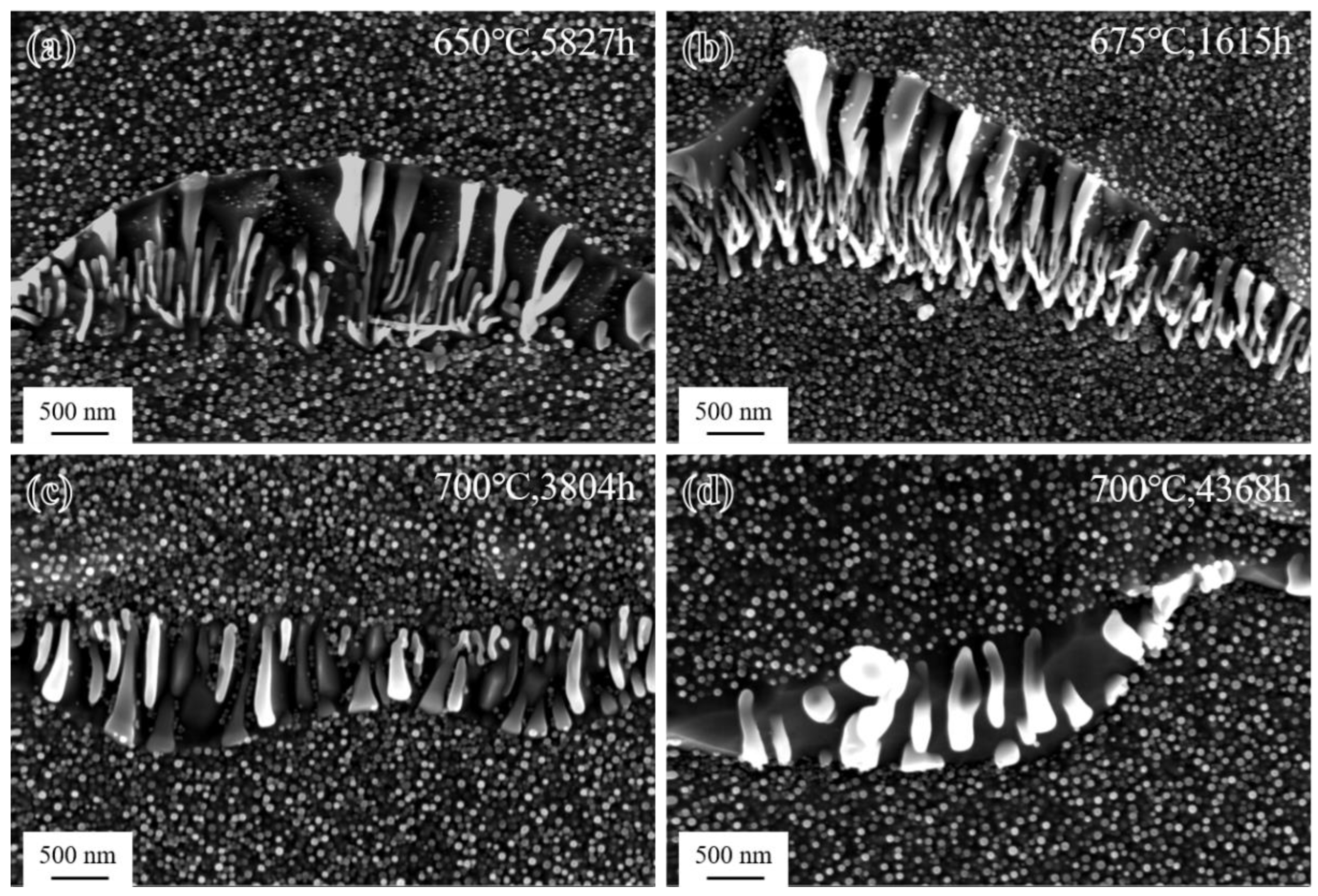
3.4. Abnormal Coarsening Behavior at Grain Boundaries
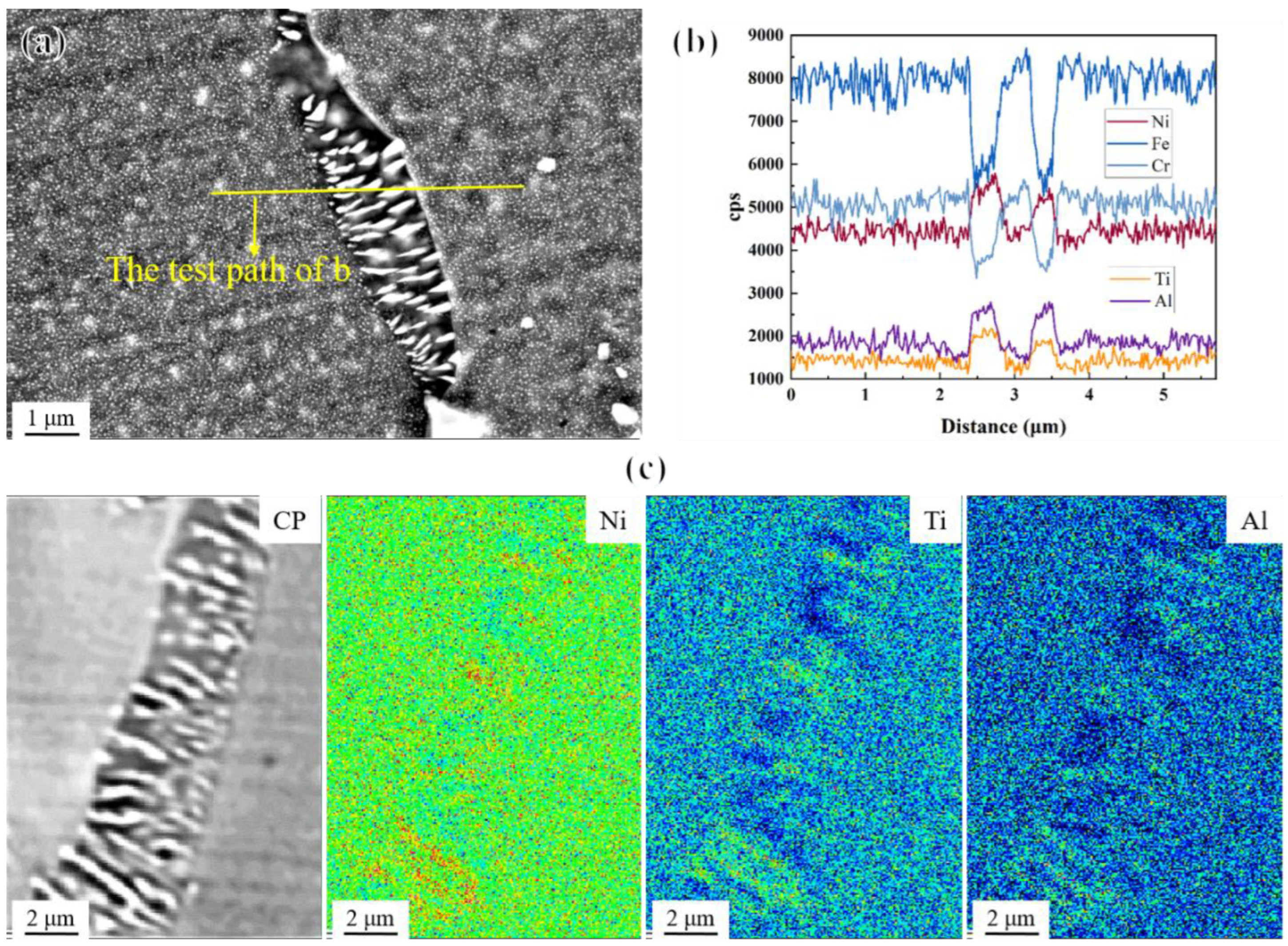
3.4.1. Characterization of PFZs
3.4.2. Formation of PFZs
3.4.3. Influence of PFZs
4. Conclusions
- (1)
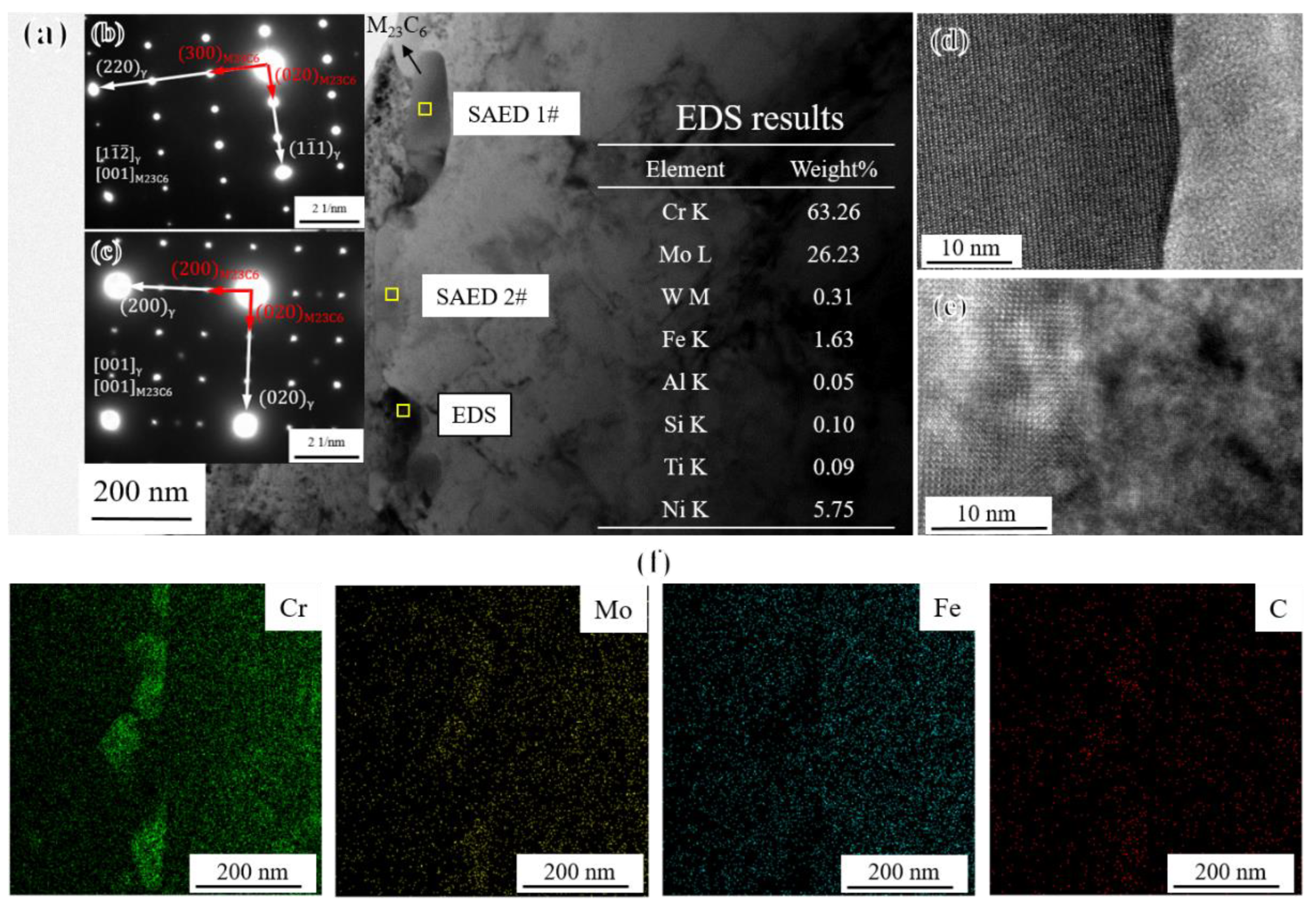
- When the novel alloy was in the ST state, the grain size was at ASTM grade 3, and blocky MC carbides rich in Ti were randomly distributed in grain interiors and at grain boundaries. When the novel alloy was in the SHT state, the grain size remained almost unchanged, and MC was also stable. Discrete M23C6 carbides rich in Cr precipitated at grain boundaries, and numerous uniformly distributed fine spherical γ′ particles precipitated in grain interiors, which directly led to a significant increase in hardness.
- (2)
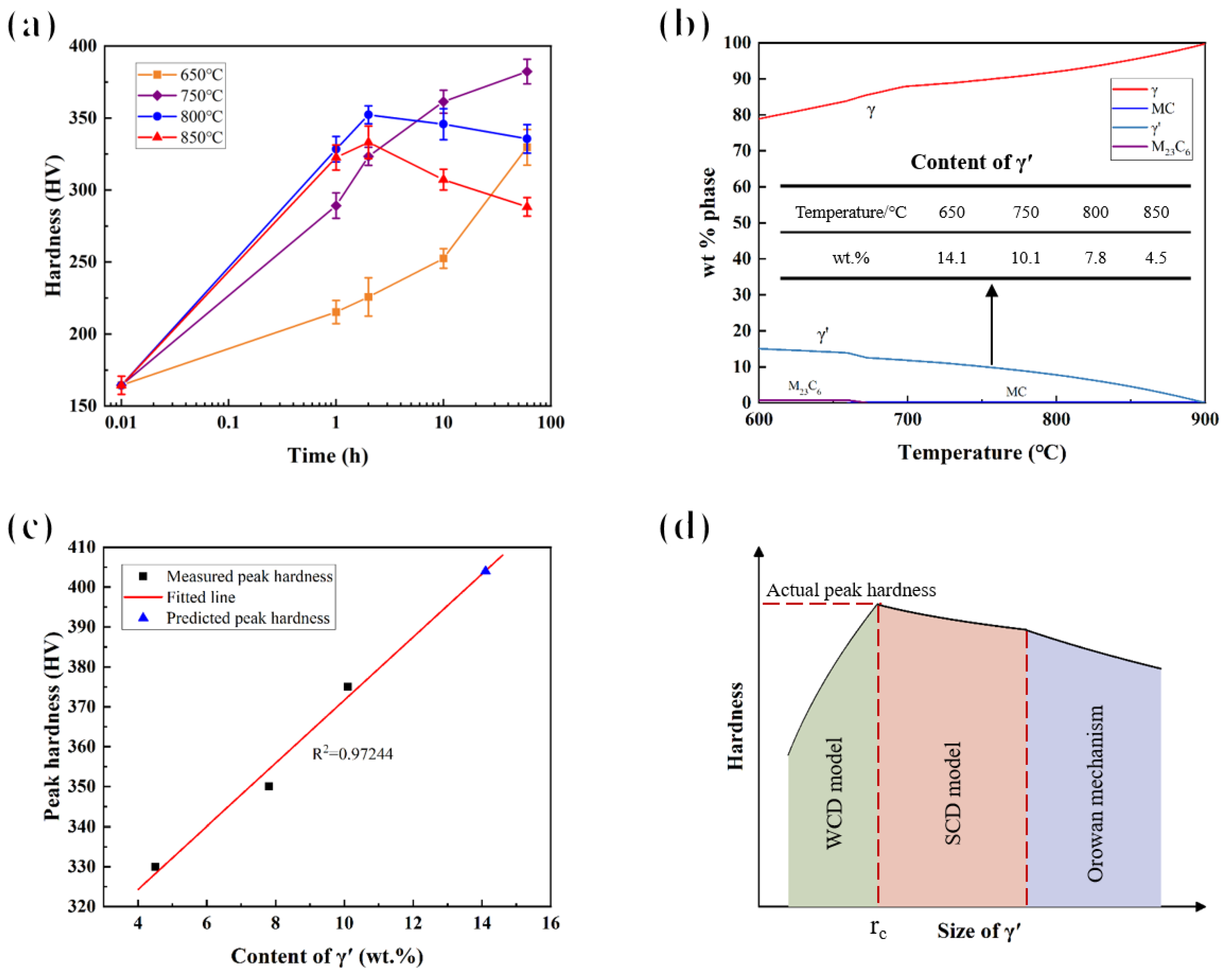
- After short-term aging of the novel alloy in the ST state, there was no obvious change in the grain size and MC. At 650 °C, almost no precipitates were observed at grain boundaries, and the γ′ phase precipitated slowly, resulting in a small quantity and size. At 750 °C, 800 °C, and 800 °C, discrete M23C6 and the fine γ′ phase rapidly precipitated and gradually grew. After the complete precipitation of the γ′ phase, the hardness reached the peak hardness when the average radius of the γ′ phase increased to the critical size, and then gradually decreased with the increase in the size of the γ′ phase.
- (3)
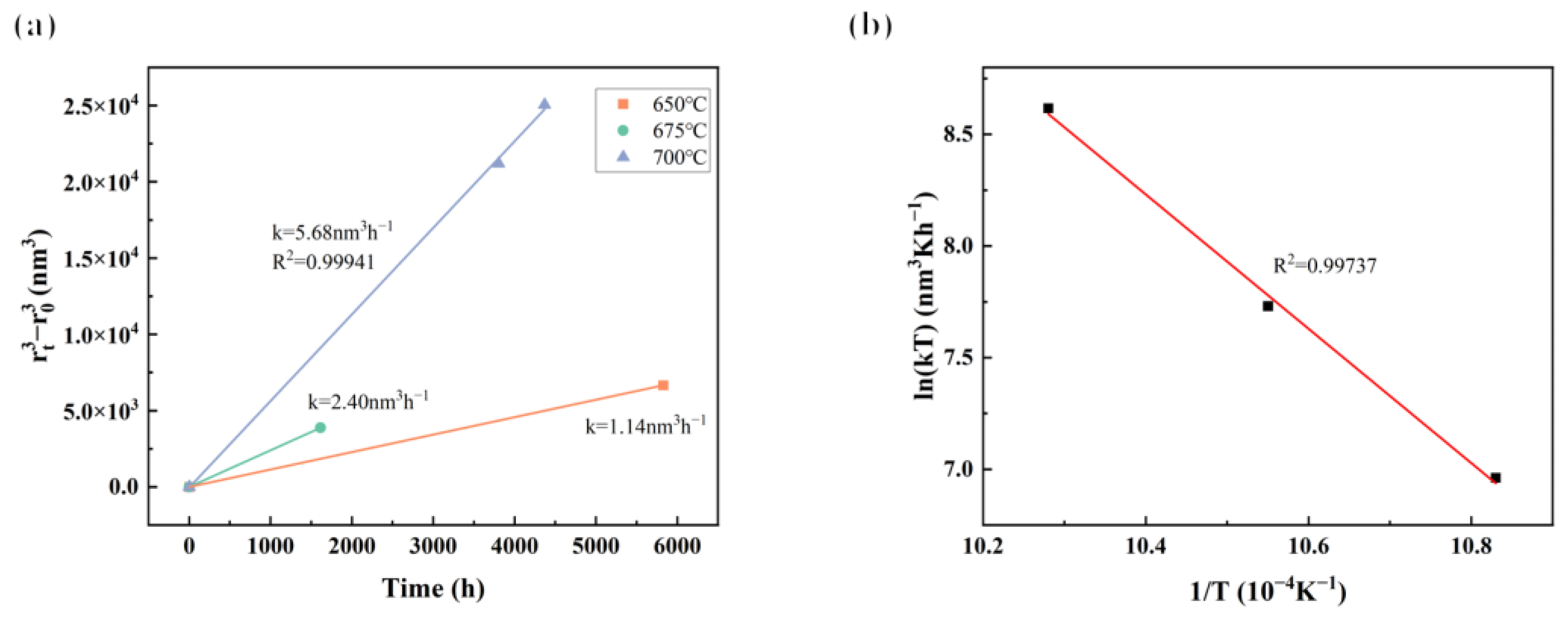
- After long-term aging of the novel alloy in the SHT state, the grain size and MC remained almost unchanged. Discrete M23C6 at grain boundaries underwent a transition to continuous films. The size of the γ′ phase in grain interiors significantly increased, and the coarsening behavior followed the Lifshitz–Slyozov–Wagner (LSW) model with a coarsening activation energy of 250.3 kJ/mol. The hardness increased at 650 °C and 675 °C and slightly decreased at 700 °C, while all were below the peak value, which was related to the fact that the average radii of γ′ exceeded the critical size (12–16 nm).
- (4)
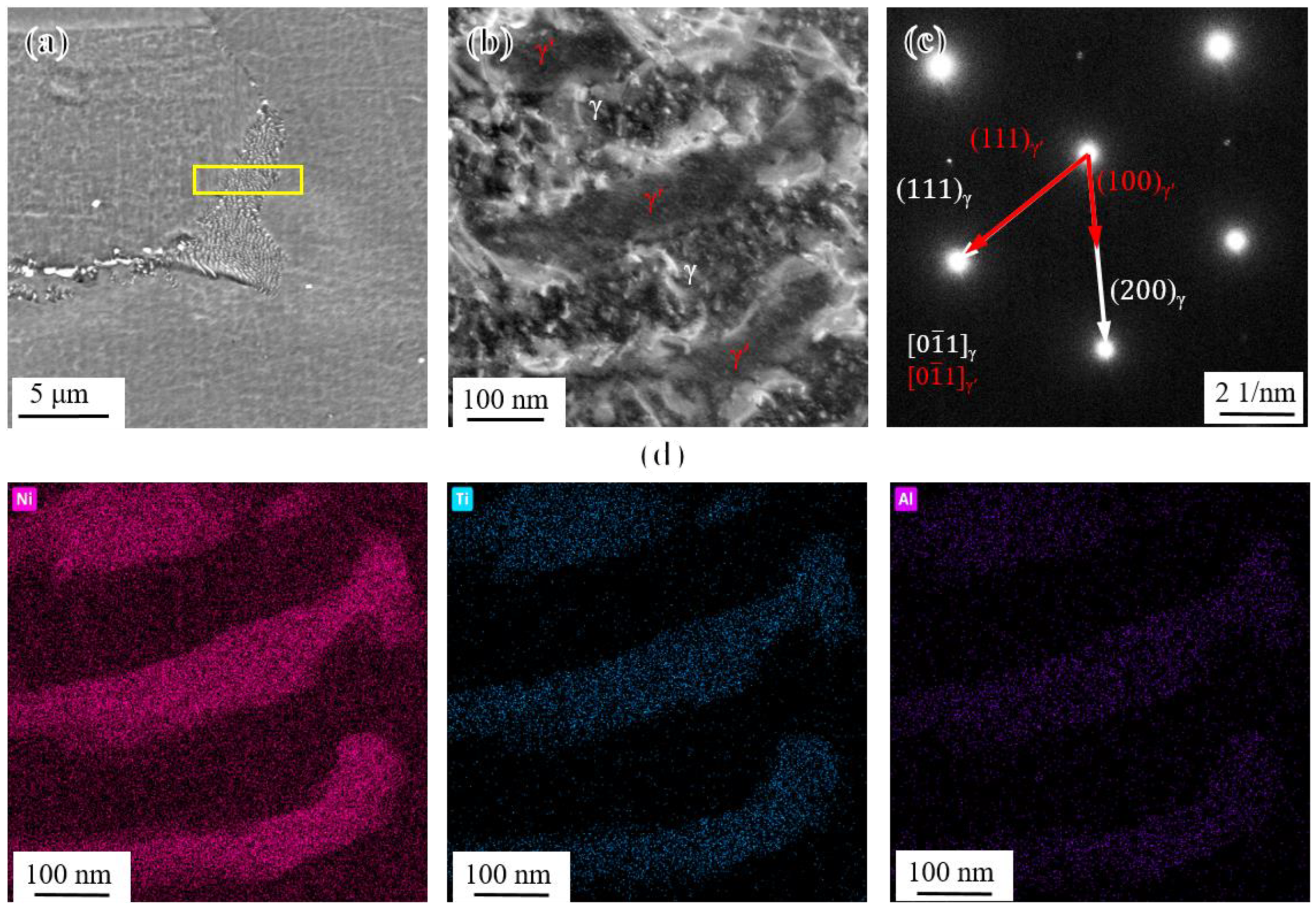
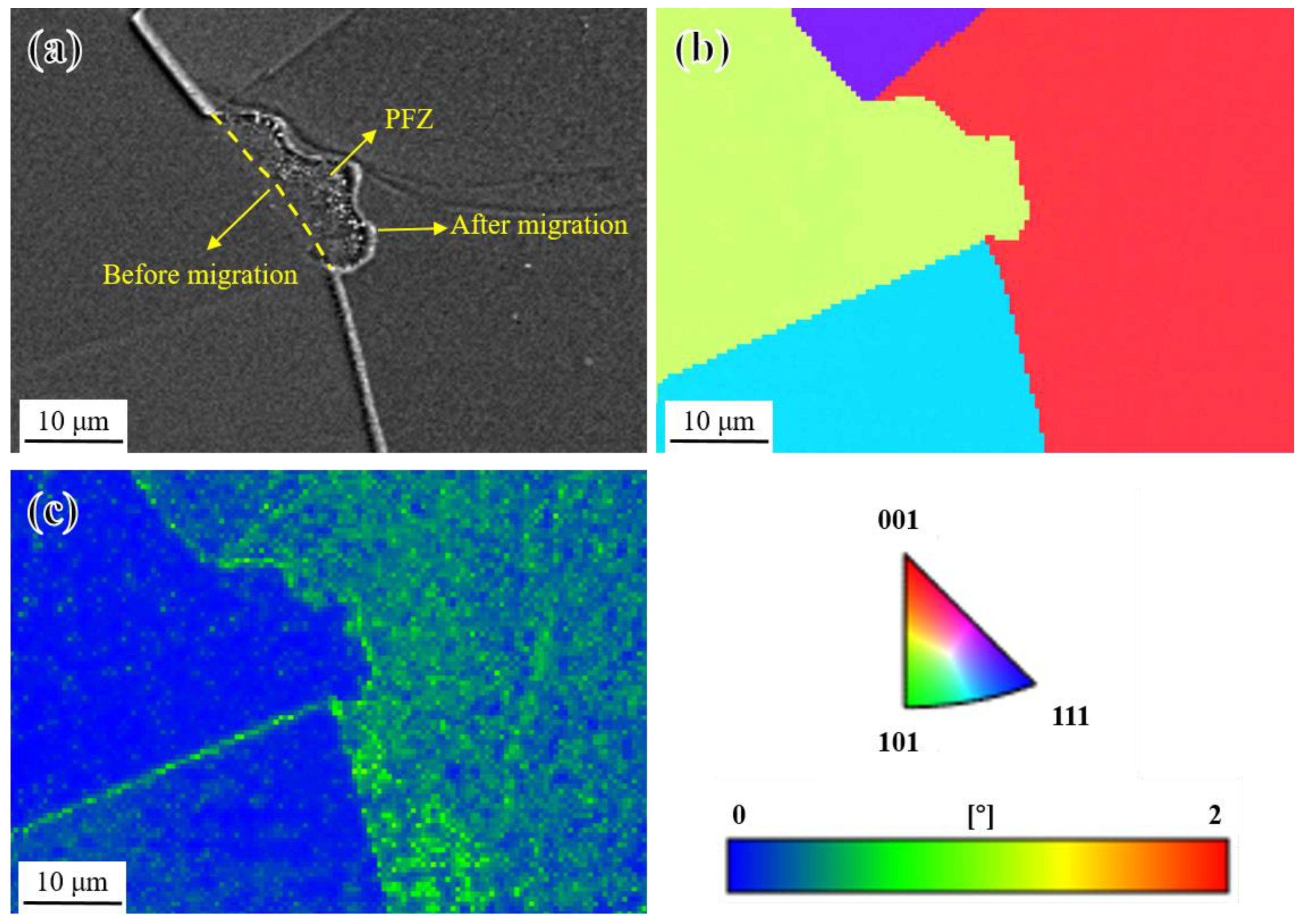
- The novel alloy exhibited abnormal coarsening behavior at grain boundaries during both short-term and long-term aging. Partial grain boundaries migrated, and precipitate-free zones (PFZs) were formed. It was confirmed that the grain boundary migrated from the grain with a lower KAM to the grain with a higher KAM, forming abnormally coarsened and elongated rod-like γ′ particles along the migration direction. It is proposed that the formation mechanism of PFZs is strain-induced grain boundary migration and a discontinuous coarsening reaction.
- (5)
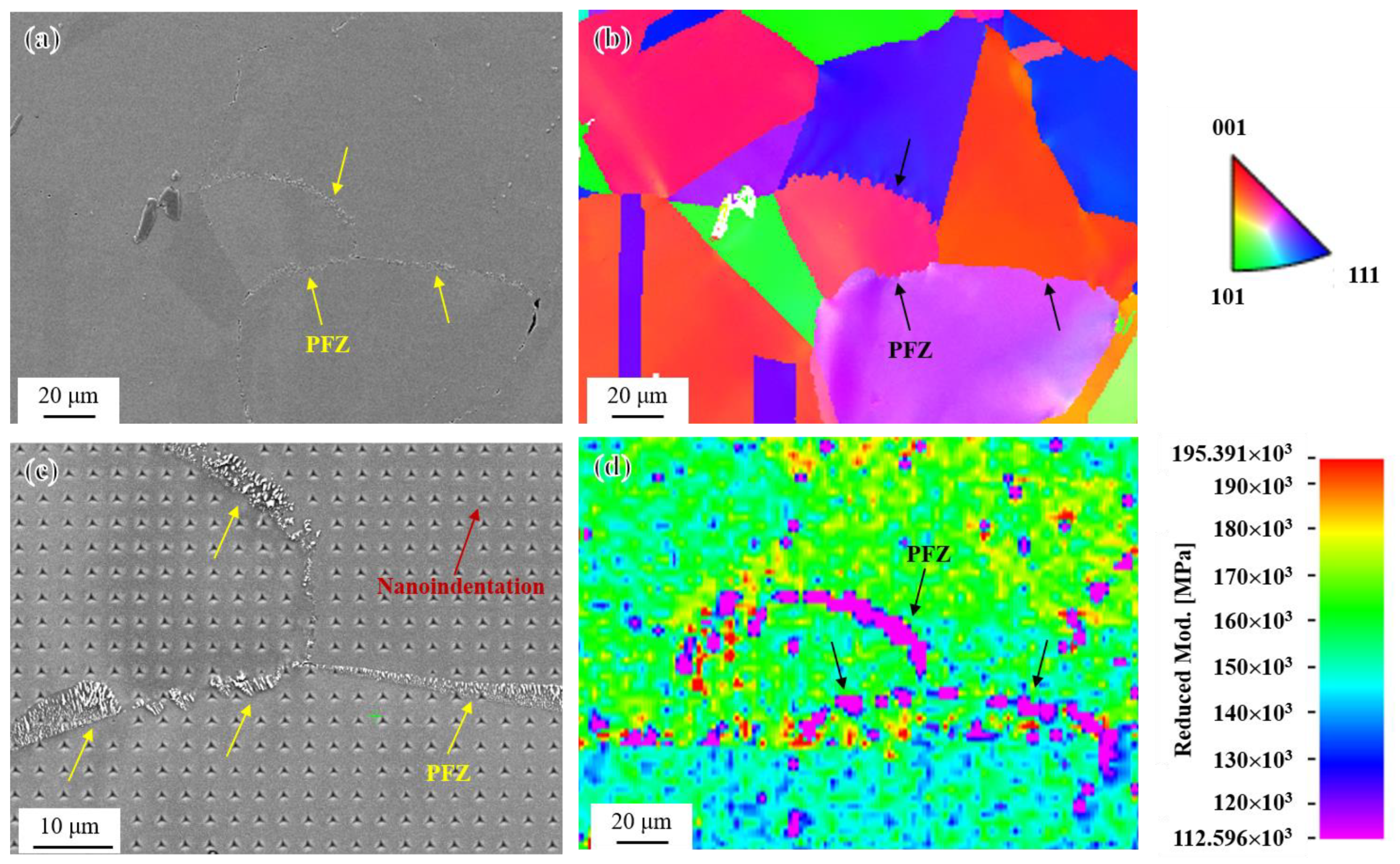
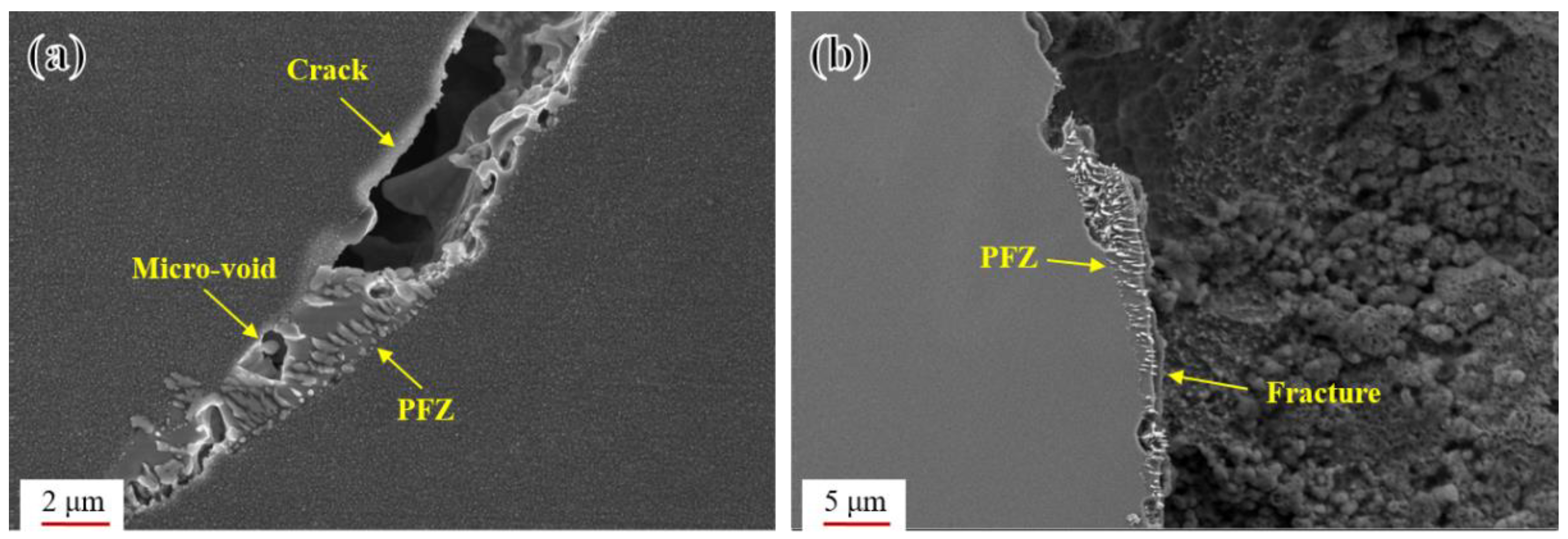
- PFZs had weaker mechanical properties compared to nearby grains and were considered to be potential crack sources during the creep rupture test, leading to an earlier failure of the novel alloy. To ensure the service performance of the novel alloy, it is necessary to inhibit the abnormal coarsening behavior at grain boundaries. Based on the study results of the formation mechanism of PFZs, relevant measures should consider optimizing grain boundary character distribution (GBCD), improving composition segregation, and reducing residual stress through appropriate heat treatment. Once the abnormal coarsening behavior is controlled, the performance will be greatly improved, and it is predicted that the much cheaper novel alloy may be able to match the durability of Ni-based superalloys, such as 617B and 740H, and further promote the development of practical applications for thermal power units above 650 °C.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bugge, J.; Kjær, S.; Blum, R. High-efficiency coal-fired power plants development and perspectives. Energy 2006, 31, 1437–1445. [Google Scholar] [CrossRef]
- Yu, K.; Zhou, Z.; Zhou, G.Y.; Cao, G.; Yan, J.; Zhang, P.; Li, P.; Liu, P.; Yuan, Y. Microstructural evolution and creep behavior of a novel Ni-Fe-based superalloy GH2070P for 700 °C class A-USC steam pipes. J. Alloys Compd. 2024, 1004, 175843. [Google Scholar] [CrossRef]
- Cheng, S.H.; Qin, X.Z.; Wen, B.; Wang, J.Q.; Wu, Y.S.; Zhou, L.Z. Effects of Al and Ti on thermal expansion behavior of a Ni-Fe-Cr-based superalloy: A combined experimental and first-principle study. J. Mater. Res. Technol.-JMR&T 2024, 29, 3805–3812. [Google Scholar]
- Zhao, Z.; Li, S.; Ma, X.; Yang, X.; Wen, Z.; Li, Y.; Yan, J.; Zhang, C. Research status of main steam pipe candidate material characteristics and service performance for 700 °C ultra supercritical unit. Therm. Power Gener. 2021, 50, 1–12. [Google Scholar]
- Viswanathan, R.; Coleman, K.; Rao, U. Materials for ultra-supercritical coal-fired power plant boilers. Int. J. Press. Vessel. Pip. 2006, 83, 778–783. [Google Scholar] [CrossRef]
- Liu, D.Y.; Yan, L.Y.; Hou, S.X. The evaluation of high temperature corrosion of the Inconel 740H in simulated coal-fired environments. Corros. Sci. 2019, 161, 108150. [Google Scholar] [CrossRef]
- Jiang, H.; Liu, C.; Dong, J.; Zhang, M. The effect of Mo and Ti elements on long-term microstructure stability of 617B nickel-base superalloy. J. Alloys Compd. 2020, 821, 153217. [Google Scholar] [CrossRef]
- Chong, Y.; Liu, Z.D.; Godfrey, A.; Liu, W.; Weng, Y.Q. Microstructure evolution and mechanical properties of Inconel 740H during aging at 750 °C. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2014, 589, 153–164. [Google Scholar]
- Joseph, C.; Persson, C.; Colliander, M.H. Influence of heat treatment on the microstructure and tensile properties of Ni-base superalloy Haynes 282. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2017, 679, 520–530. [Google Scholar] [CrossRef]
- Tytko, D.; Choi, P.P.; Kloewer, J.; Kostka, A.; Inden, G.; Raabe, D. Microstructural evolution of a Ni-based superalloy (617B) at 700 °C studied by electron microscopy and atom probe tomography. Acta Mater. 2012, 60, 1731–1740. [Google Scholar] [CrossRef]
- Luo, Q.S.; Chi, K.N.; Li, S.X.; Barnard, P. Microstructural Stability and Lattice Misfit Characterisations of Nimonic 263. In Proceedings of the ASME 2012 Pressure Vessels and Piping Conference, Toronto, ON, Canada, 15–19 July 2012; pp. 197–206. [Google Scholar]
- Cai, J.; Qian, C.; Huo, X.; Liu, Q.; Li, K.; Ji, W.; Li, Z.; Yang, Z.; Cheng, J.; Fan, M.; et al. Characterizing Short-Time Aging Precipitation Behavior of a Novel Nickel–Iron-Based Alloy via Electrical Performance. Materials 2024, 17, 4143. [Google Scholar] [CrossRef] [PubMed]
- Zhong, Z.H.; Gu, Y.F.; Yuan, Y. Microstructural stability and mechanical properties of a newly developed Ni-Fe-base superalloy. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2015, 622, 101–107. [Google Scholar] [CrossRef]
- Kim, I.S.; Choi, B.G.; Hong, H.U.; Do, J.; Jo, C.Y. Influence of thermal exposure on the microstructural evolution and mechanical properties of a wrought Ni-base superalloy. Mater. Sci. Eng. A 2014, 593, 55–63. [Google Scholar] [CrossRef]
- Huang, Y.; Zhang, R.; Zhou, Z.; Zhang, P.; Yan, J.; Yuan, Y.; Gu, Y.; Cui, C.; Zhou, Y.; Sun, X. Microstructure optimization for higher strength of a new Fe–Ni-based superalloy. Mater. Sci. Eng. A 2023, 865, 144632. [Google Scholar] [CrossRef]
- Wang, Z.T.; Ning, Y.Q.; Yu, H.; Zhang, B.Y.; Xie, B.C.; Huang, S.; Zhang, W.Y.; Zhang, B.J. Mechanical degradation behavior and γ′ coarsening mechanism of a Ni-based superalloy during long-term high-temperature thermal exposure. J. Mater. Res. Technol.-JMR&T 2024, 30, 9510–9520. [Google Scholar]
- Fan, X.K.; Li, F.Q.; Liu, L.; Cui, H.C.; Lu, F.G.; Tang, X.H. Evolution of γ′ Particles in Ni-Based Superalloy Weld Joint and Its Effect on Impact Toughness During Long-Term Thermal Exposure. Acta Metall. Sin.-Engl. Lett. 2020, 33, 561–572. [Google Scholar] [CrossRef]
- Hou, K.L.; Wang, M.; Ou, M.Q.; Li, H.Z.; Hao, X.C.; Ma, Y.C.; Liu, K. Effects of microstructure evolution on the deformation mechanisms and tensile properties of a new Ni-base superalloy during aging at 800 °C. J. Mater. Sci. Technol. 2021, 68, 40–52. [Google Scholar] [CrossRef]
- Zhang, L.L.; Chen, J.Y.; Tang, X.; Xiao, C.B.; Zhang, M.J.; Yang, Q. Evolution of Microstructures and Mechanical Properties of K439B Superalloy During Long-Term Aging at 800 °C. Acta Metall. Sin. 2023, 59, 1253–1264. [Google Scholar]
- Li, Y.S.; Zhao, W.J.; Chen, X.; Sang, P.; Ju, Y.F. Phase-field simulation of evolution kinetics of second γ′ phase in Ni-Al alloy under tensile stress. J. Mater. Res. Technol.-JMR&T 2022, 17, 1450–1458. [Google Scholar]
- Luo, R.; Liu, Q.; Gao, P.; Liu, T.; Ding, H.; Zhang, D.; Cao, Y.; Cheng, X. Effect of microstructural evolution and mechanical properties of Haynes 230 superalloy during long-term aging at 700 °C. J. Alloys Compd. 2023, 947, 169495. [Google Scholar] [CrossRef]
- Li, J.; Tang, L.; Li, J.; Zhou, R.; Zhong, L.; Liu, W.; Li, X. Study on the Performance Evolution of Inconel 740H During Operation on the Key Component Test Facility at 700 °C. Rare Met. Mater. Eng. 2021, 50, 3304–3312. [Google Scholar]
- Gao, S.; Hou, J.; Guo, Y.; Zhou, L. Microstructural evolution and mechanical properties of solution annealed cast IN617B alloy during long-term thermal exposure. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2017, 704, 302–310. [Google Scholar] [CrossRef]
- Peterson, A.; Baker, I. The formation mechanism, growth, and effect on the mechanical properties of precipitate free zones in the alumina-forming austenitic stainless steel Fe-20Cr-30Ni-2Nb-5Al during creep. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2021, 820, 141561. [Google Scholar] [CrossRef]
- Masoumi, F.; Thélaud, L.; Shahriari, D.; Jahazi, M.; Cormier, J.; Devaux, A.; Flipo, B.C.D. High temperature creep properties of a linear friction welded newly developed wrought Ni-based superalloy. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2018, 710, 214–226. [Google Scholar] [CrossRef]
- Joseph, J.; Annasamy, M.; Kada, S.R.; Hodgson, P.D.; Barnett, M.R.; Fabijanic, D.M. Optimising the Al and Ti compositional window for the design of γ′ (L12)-strengthened Al–Co–Cr–Fe–Ni–Ti high entropy alloys. Mater. Sci. Eng. A 2022, 835, 142620. [Google Scholar] [CrossRef]
- Yang, J.; Heogh, W.; Ju, H.; Kang, S.; Jang, T.S.; Jung, H.D.; Jahazi, M.; Han, S.C.; Park, S.J.; Kim, H.S.; et al. Functionally graded structure of a nitride-strengthened Mg 2 Si-based hybrid composite. J. Magnes. Alloys 2024, 12, 1239–1256. [Google Scholar] [CrossRef]
- ASTM E112-13; Standard Test Methods for Determining Average Grain Size. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM E92-17; Standard Test Methods for Vickers Hardness and Knoop Hardness of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2013.
- Huang, J.; Yan, J.B.; Lei, D.J.; Yi, D.W.; Zhu, X.Y.; Zhou, J.B.; He, Y.H.; Li, P.; Huang, L.H.; Liu, D.X. Tensile properties and deformation characteristics of nickel-iron-based superalloys for steam turbine rotors. Emergent Mater. 2024. [Google Scholar] [CrossRef]
- Xu, Q.S.; Cao, T.S.; Ye, F.; Xu, F.H.; Li, H.F.; Fang, X.D.; Zhao, J. Creep-induced microstructural evolution in a nickel-based superalloy designed for advanced ultra-supercritical boilers. Mater. Charact. 2018, 139, 311–318. [Google Scholar] [CrossRef]
- Donth, B.; Blaes, N.; Diwo, A.; Bottcher, D. Large-Scale Manufacture of Nickel Alloy Turbine Rotor Forgings for A-USC Power Plants. Trans. Indian Natl. Acad. Eng. 2020, 5, 75–82. [Google Scholar] [CrossRef]
- Zhang, X.Q.; Chen, H.B.; Xu, L.M.; Xu, J.J.; Ren, X.K.; Chen, X.Q. Cracking mechanism and susceptibility of laser melting deposited Inconel 738 superalloy. Mater. Des. 2019, 183, 108105. [Google Scholar] [CrossRef]
- Sun, W.; Qin, X.; Guo, J.; Lou, L.; Zhou, L. Thermal stability of primary MC carbide and its influence on the performance of cast Ni-base superalloys. Mater. Des. 2015, 69, 81–88. [Google Scholar] [CrossRef]
- Wang, C.S.; Guo, Y.A.; Guo, J.T.; Zhou, L.Z. Microstructural stability and mechanical properties of a boron modified Ni-Fe based superalloy for steam boiler applications. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2015, 639, 380–388. [Google Scholar] [CrossRef]
- Wang, C.; Guo, Y.; Guo, J.; Zhou, L. Microstructural changes and their effect on tensile properties of a Ni-Fe based alloy during long-term thermal exposure. Mater. Sci. Eng. A 2016, 670, 178–187. [Google Scholar] [CrossRef]
- Wang, W.Z.; Hong, H.U.; Kim, I.S.; Choi, B.G.; Jeong, H.W.; Kim, M.Y.; Jo, C.Y. Influence of γ′ and grain boundary carbide on tensile fracture behaviors of Nimonic 263. Mater. Sci. Eng. A 2009, 523, 242–245. [Google Scholar] [CrossRef]
- Martens, V.; Nembach, E. Strengthening of the nimonic alloy PE 16 by ordered particles of Ni3(Al, Ti). Acta Metall. 1975, 23, 149–153. [Google Scholar] [CrossRef]
- Zhu, J.; An, C.; Lu, Y.; Zhu, M.; Xuan, F. Research Progress on Effect of gamma’ Phase on Strength, Fatigue and Creep Properties of Nickel-Based Superalloys. Mater. Mech. Eng. 2023, 47, 71. [Google Scholar]
- Kozar, R.W.; Suzuki, A.; Milligan, W.W.; Schirra, J.J.; Savage, M.F.; Pollock, T.M. Strengthening Mechanisms in Polycrystalline Multimodal Nickel-Base Superalloys. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2009, 40A, 1588–1603. [Google Scholar] [CrossRef]
- Sun, F.; Tong, J.Y.; Feng, Q.; Zhang, J.X. Microstructural evolution and deformation features in gas turbine blades operated in-service. J. Alloys Compd. 2015, 618, 728–733. [Google Scholar] [CrossRef]
- Du, B.N.; Yang, J.X.; Cui, C.Y.; Sun, X.F. Effects of grain refinement on the microstructure and tensile behavior of K417G superalloy. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2015, 623, 59–67. [Google Scholar] [CrossRef]
- Huther, W.; Reppich, B. Interaction of dislocations with coherent, stress-free, ordered particles. Z. Met. 1978, 69, 628–634. [Google Scholar] [CrossRef]
- Xu, Q.S.; Cao, T.S.; Xu, F.H.; Fang, X.D.; Cheng, C.Q.; Zhao, J. Precipitation behavior and mechanical properties of TG700A alloy during aging. Chin. J. Nonferrous Met. 2018, 28, 1559–1567. [Google Scholar]
- Peng, Z.C.; Tian, G.F.; Jiang, J.; Li, M.Z.; Chen, Y.; Zou, J.W.; Dunne, F.P.E. Mechanistic behaviour and modelling of creep in powder metallurgy FGH96 nickel superalloy. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2016, 676, 441–449. [Google Scholar] [CrossRef]
- Jiang, S.B.; Tian, Z.L.; Liu, W.B.; Chen, H.; Yang, Z.G.; Liu, Z.D.; Zhang, C.; Weng, Y.Q. Microstructural evolution and hardness of a heat resistant alloy during long term aging at 700 °C. J. Alloys Compd. 2018, 765, 1267–1274. [Google Scholar] [CrossRef]
- Wang, C.; Zhao, H.; Guo, Y.; Guo, J.; Zhou, L. Structural stability and mechanical properties of phosphorus modified Ni-Fe based superalloy GH984. Mater. Res. Innov. 2014, 18, 324–330. [Google Scholar] [CrossRef]
- Zhao, S.Q.; Xie, X.S.; Smith, G.D.; Patel, S.J. Gamma prime coarsening and age-hardening behaviors in a new nickel base superalloy. Mater. Lett. 2004, 58, 1784–1787. [Google Scholar] [CrossRef]
- Baldan, A. Review Progress in Ostwald ripening theories and their applications to the γ′-precipitates in nickel-base superalloys: Part II: Nickel-base superalloys. J. Mater. Sci. 2002, 37, 2379–2405. [Google Scholar] [CrossRef]
- Wang, C.S.; Guo, Y.G.; Guo, J.T.; Zhou, L.Z. Microstructural characteristics and mechanical properties of a Mo modified Ni-Fe-Cr based alloy. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2016, 675, 314–322. [Google Scholar] [CrossRef]
- Zhao, X.B.; Dang, Y.Y.; Yin, H.F.; Yuan, Y.; Lu, J.T.; Yang, Z.; Gu, Y.F. Evolution of the microstructure and microhardness of a new wrought Ni-Fe based superalloy during high temperature aging. J. Alloys Compd. 2015, 644, 66–70. [Google Scholar] [CrossRef]
- Khan, S.; Singh, J.B.; Verma, A. Precipitation behaviour of γ′ phase in Alloy 693. Mater. Charact. 2016, 119, 24–33. [Google Scholar] [CrossRef]
- Doi, M. Elasticity effects on the microstructure of alloys containing coherent precipitates. Prog. Mater. Sci. 1996, 40, 79–180. [Google Scholar] [CrossRef]
- Lifshitz, I.M.; Slyozov, V.V. The kinetics of precipitation from supersaturated solid solutions. J. Phys. Chem. Solids 1961, 19, 35–50. [Google Scholar] [CrossRef]
- Wagner, C. Theorie der Alterung von Niederschlägen durch Umlösen (Ostwald-Reifung). Z. Elektrochem. 1961, 65, 581–591. [Google Scholar] [CrossRef]
- Unocic, K.A.; Shingledecker, J.P.; Tortorelli, P.F. Microstructural Changes in Inconel® 740 After Long-Term Aging in the Presence and Absence of Stress. J. Miner. Met. Mater. Soc. 2014, 66, 2535–2542. [Google Scholar] [CrossRef]
- Stevens, R.A.; Flewitt, P.E.J. The effects of γ′ precipitate coarsening during isothermal aging and creep of the nickel-base superalloy IN-738. Mater. Sci. Eng. 1979, 37, 237–247. [Google Scholar] [CrossRef]
- Bhanu Sankara Rao, K.; Seetharaman, V.; Mannan, S.L.; Rodriguez, P. Effect of long-term exposure at elevated temperatures on the structure and properties of a nimonic PE 16 superalloy. Mater. Sci. Eng. 1983, 58, 93–106. [Google Scholar] [CrossRef]
- Dwarapureddy, A.K.; Balikci, E.; Ibekwe, S.; Raman, A. Activation energy for growth in single size distribution and the dissolution features of γ′ precipitates in the superalloy IN738LC. J. Mater. Sci. 2008, 43, 1802–1810. [Google Scholar] [CrossRef]
- Li, H.; Ye, F.; Zhao, J.; Cao, T.; Xu, F.; Xu, Q.; Wang, Y.; Cheng, C.; Min, X. Grain boundary migration-induced directional coarsening of the γʹ phase in advanced ultra-supercritical superalloy. Mater. Sci. Eng. A 2018, 714, 172–178. [Google Scholar] [CrossRef]
- Xiang, X.; Yao, Z.; Dong, J.; Sun, L. Dissolution behavior of intragranular M23C6 carbide in 617B Ni-base superalloy during long-term aging. J. Alloys Compd. 2019, 787, 216–228. [Google Scholar] [CrossRef]
- Zhou, R.Y.; Zhu, L.H. The Formation of γ′-Denuded Zone and the Effect on the Properties of Inconel 740H Welded Joint After Creep at 750 °C. J. Miner. Met. Mater. Soc. 2024. [Google Scholar] [CrossRef]
- Burlot, G.; Cormier, J.; Eyidi, D.; Cadel, E.; Villechaise, P. Precipitate-free zones formation at grain boundaries in γ/γ′ Ni-based superalloys. J. Mater. Sci. 2024, 59, 10485–10507. [Google Scholar] [CrossRef]
- Bechetti, D.H.; DuPont, J.N.; de Barbadillo, J.J.; Baker, B.A.; Watanabe, M. Microstructural Evolution of INCONEL® Alloy 740H® Fusion Welds During Creep. Metall. Mater. Trans. A 2015, 46, 739–755. [Google Scholar] [CrossRef]
- Schwartz, A.J.; Kumar, M.; Adams, B.L.; Field, D.P. Electron Backscatter Diffraction in Materials Science, 2nd ed.; Springer: New York, USA, 2009. [Google Scholar]
- Detrois, M.; Goetz, R.L.; Helmink, R.C.; Tin, S. The role of texturing and recrystallization during grain boundary engineering of Ni-based superalloy RR1000. J. Mater. Sci. 2016, 51, 5122–5138. [Google Scholar] [CrossRef]
- Gottstein, G.; Shvindlerman, L.S. Grain Boundary Migration in Metals—Thermodynamics, Kinetics, Applications, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Korsunsky, A.M.; Regino, G.M.; Latham, D.P.; Li, H.Y.; Walsh, M.J. Residual stresses in rolled and machined nickel alloy plates: Synchrotron X-ray three-dimensional diffraction measurement and eigenstrain analysis. J. Strain Anal. Eng. Des. 2007, 42, 1–12. [Google Scholar] [CrossRef]
- Zhang, H. Research on Residual Stress in Heavy Forging after Heat Treatment. Heat Treat. Met. 2002, 27, 53–55. [Google Scholar]
- Kashihara, K.; Inoko, F. Effect of piled-up dislocations on strain induced boundary migration (SIBM) in deformed aluminum bicrystals with originally Σ3 twin boundary. Acta Mater. 2001, 49, 3051–3061. [Google Scholar] [CrossRef]
- Yonemura, M.; Semba, H.; Igarashi, M. Development of Microstructural Damage in Ni-Based Alloys During Creep. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2016, 47A, 1898–1905. [Google Scholar]
- Sun, F.; Gu, Y.F.; Yan, J.B.; Xu, Y.X.; Zhong, Z.H.; Yuyama, M. Creep deformation and rupture mechanism of an advanced wrought Ni-Fe-based superalloy for 700 °C class A-USC steam turbine rotor application. J. Alloys Compd. 2016, 687, 389–401. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Fe | Ni | Cr | Al + Ti | Mo | C + W + Co + B + Nb + Zr |
|---|---|---|---|---|---|---|
| wt.% | 42.0 | Bal. | 16.0 | 3.4 | 0.5 | 0.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, J.; Li, K.; Yang, Z.; Huo, X.; Fan, M.; Li, S.; Li, S.; Liu, Q.; Ma, Q.; Cai, Z. Investigation of Precipitation Behavior of a Novel Ni-Fe-Based Superalloy during High-Temperature Aging Treatment. Materials 2024, 17, 4875. https://doi.org/10.3390/ma17194875
Cheng J, Li K, Yang Z, Huo X, Fan M, Li S, Li S, Liu Q, Ma Q, Cai Z. Investigation of Precipitation Behavior of a Novel Ni-Fe-Based Superalloy during High-Temperature Aging Treatment. Materials. 2024; 17(19):4875. https://doi.org/10.3390/ma17194875
Chicago/Turabian StyleCheng, Jun, Kejian Li, Zhengang Yang, Xin Huo, Manjie Fan, Songlin Li, Shengzhi Li, Qu Liu, Qingxian Ma, and Zhipeng Cai. 2024. "Investigation of Precipitation Behavior of a Novel Ni-Fe-Based Superalloy during High-Temperature Aging Treatment" Materials 17, no. 19: 4875. https://doi.org/10.3390/ma17194875