
Influence of Laser Energy Density on Tribological Properties of AlSi10Mg Manufactured by Selective Laser Melting
Abstract
:1. Introduction
2. Experimental Section
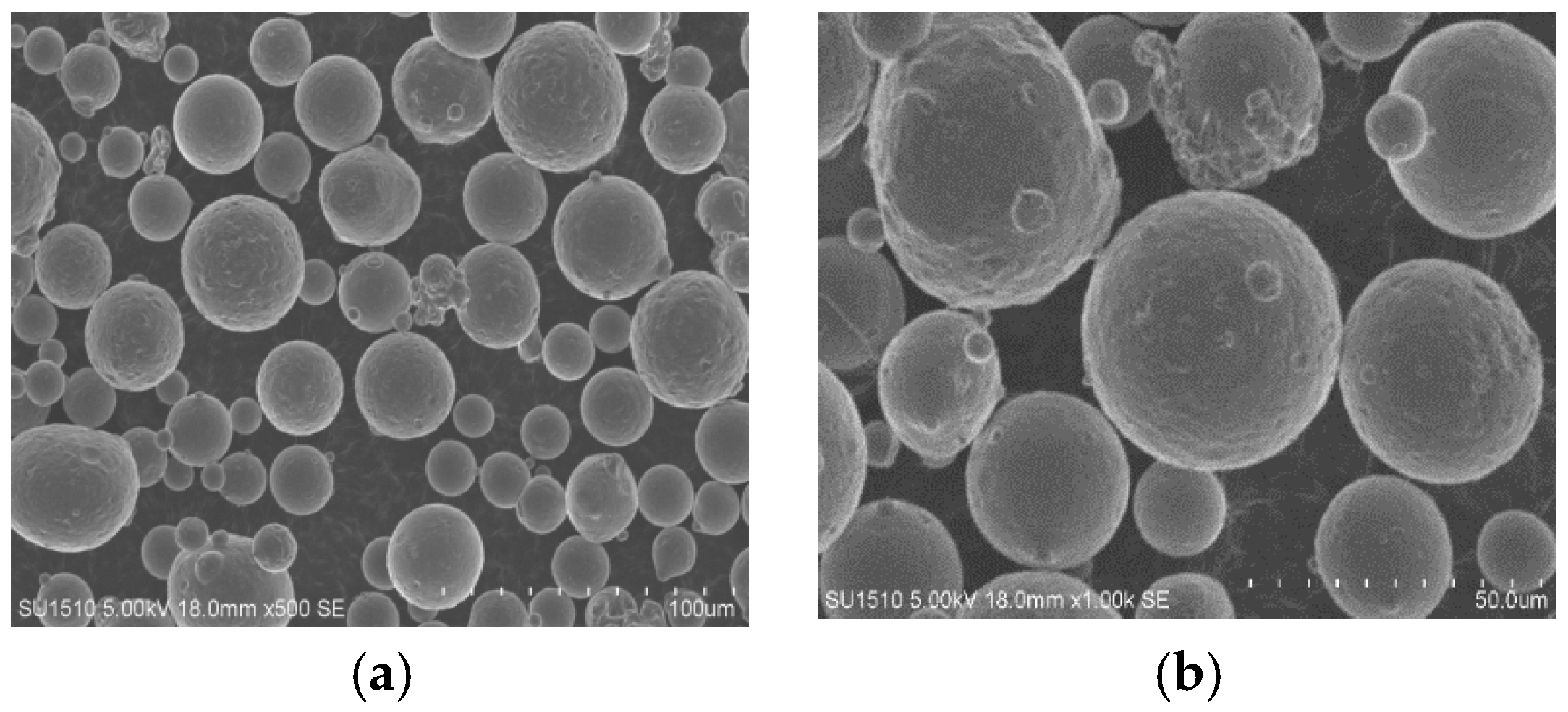
2.1. Materials
2.2. SLM Process Parameters
2.3. Measurement Methods
3. Results and Discussion
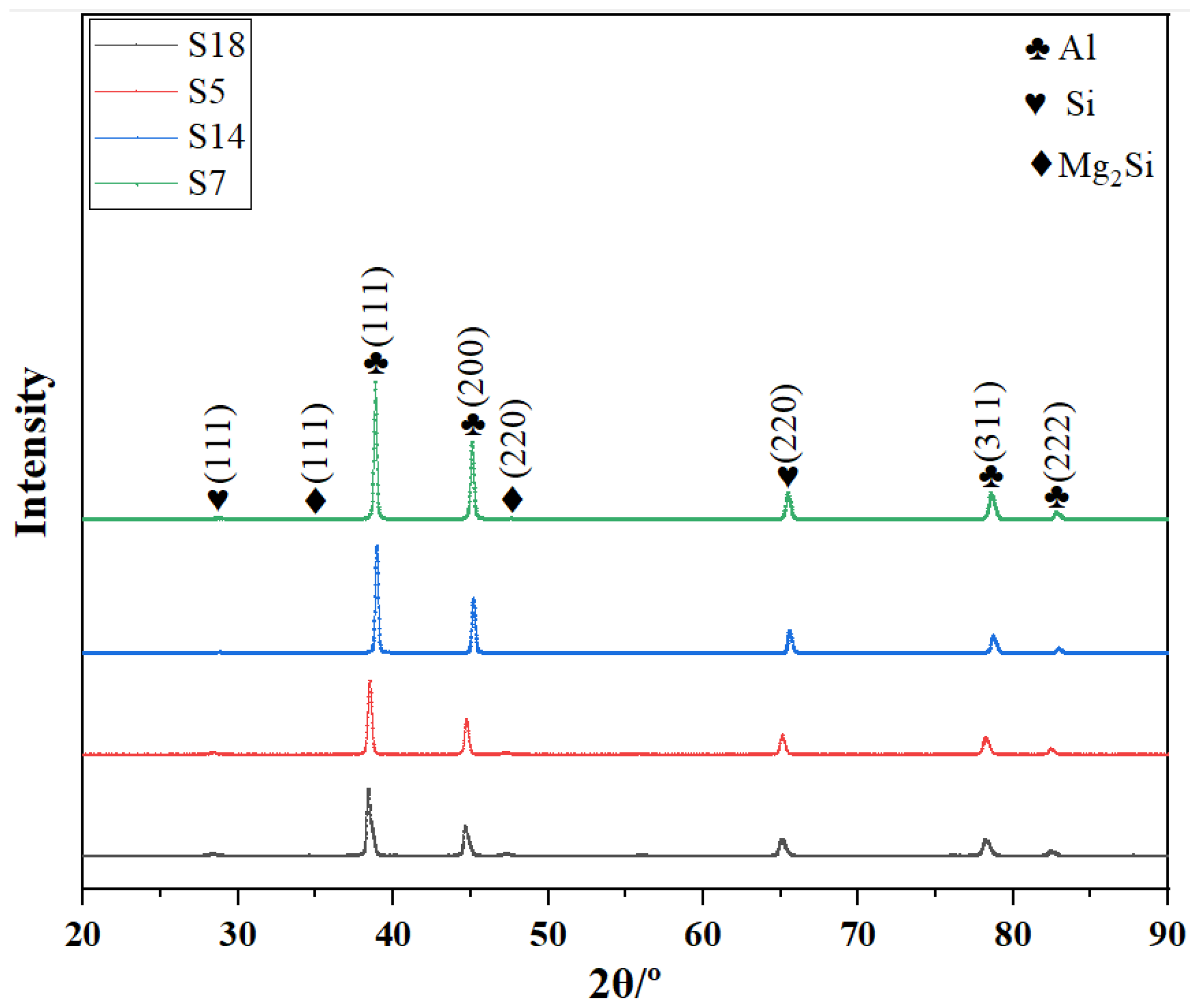
3.1. XRD Characterization
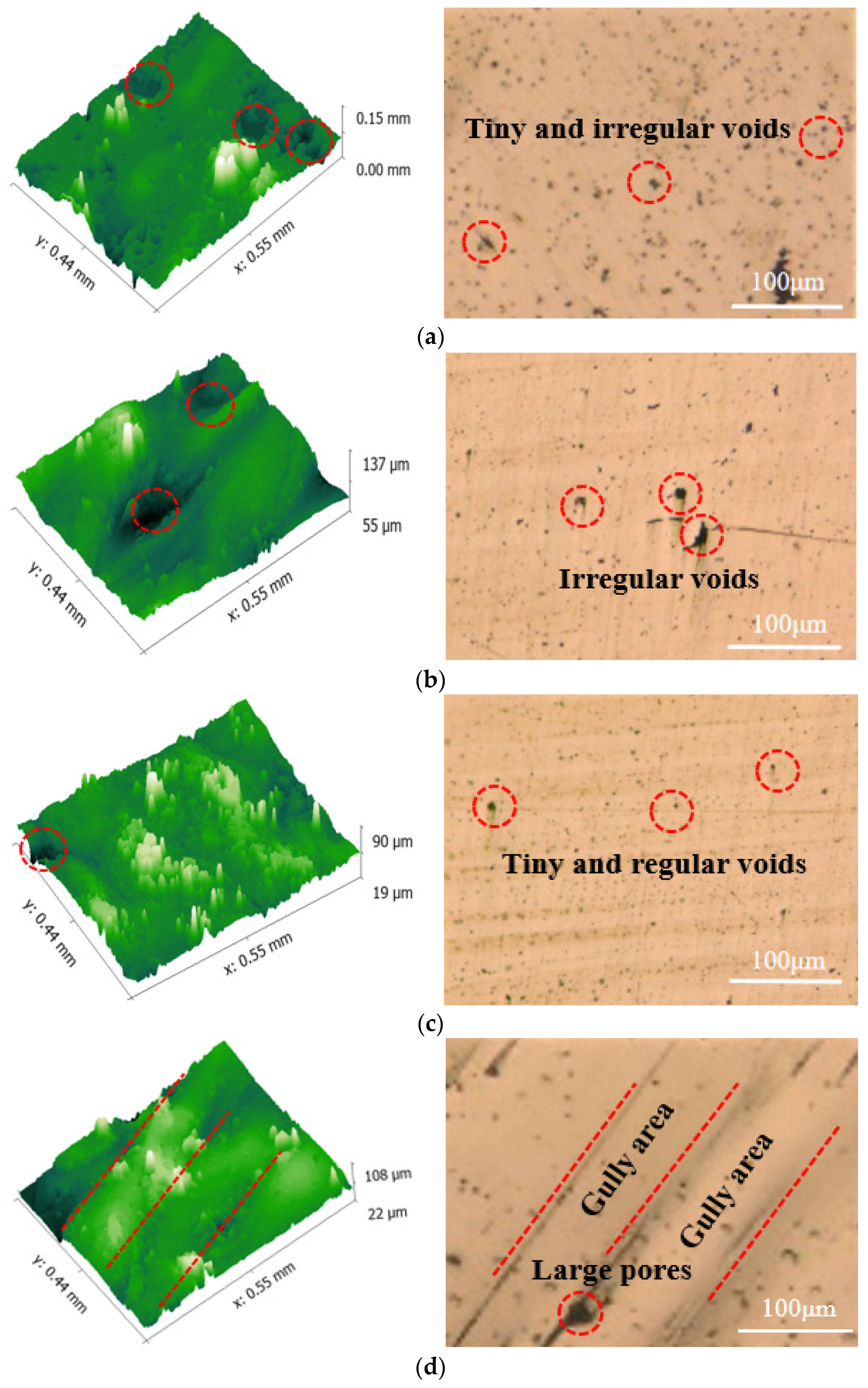
3.2. Density and Surface Roughness (Ra)
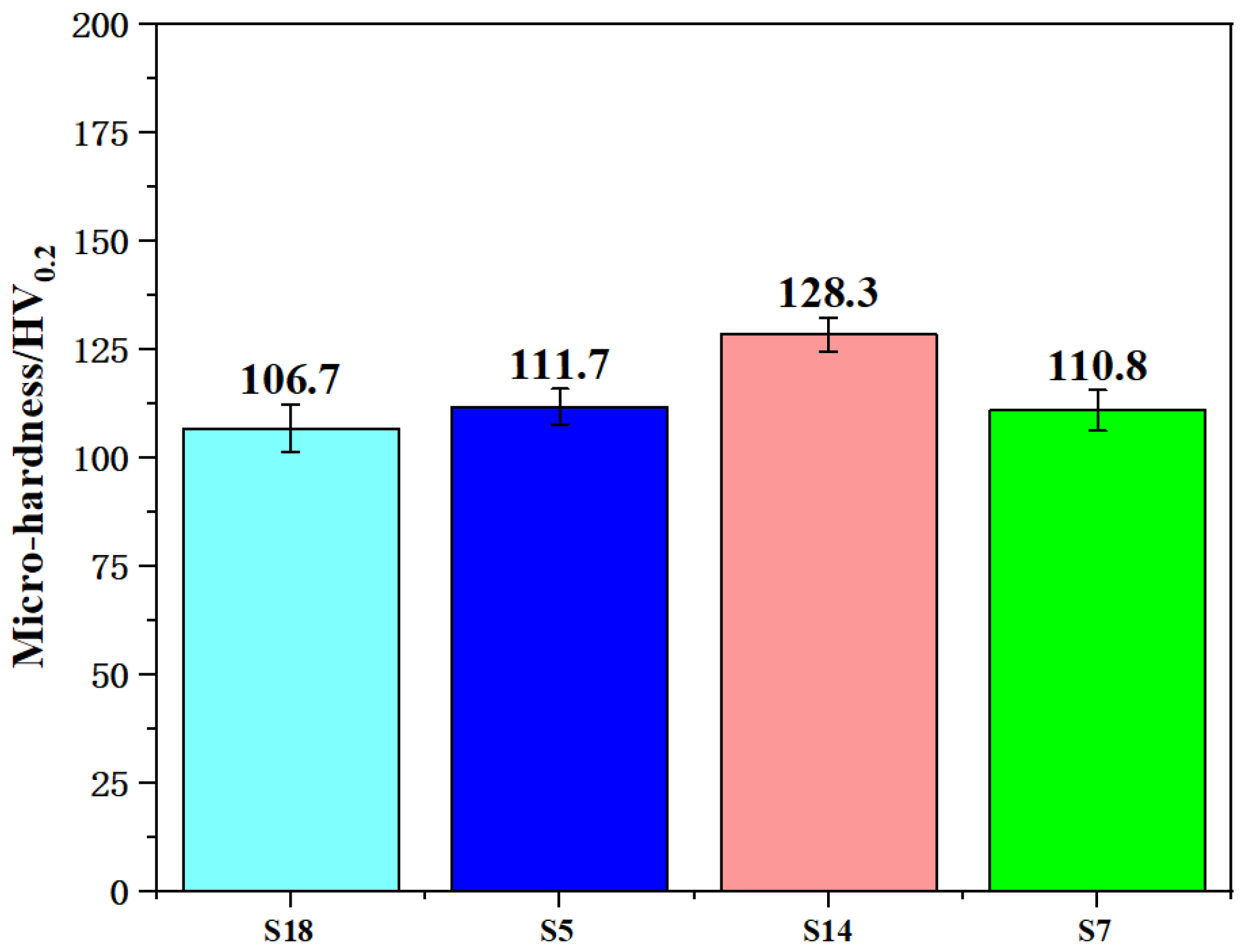
3.3. Microhardness
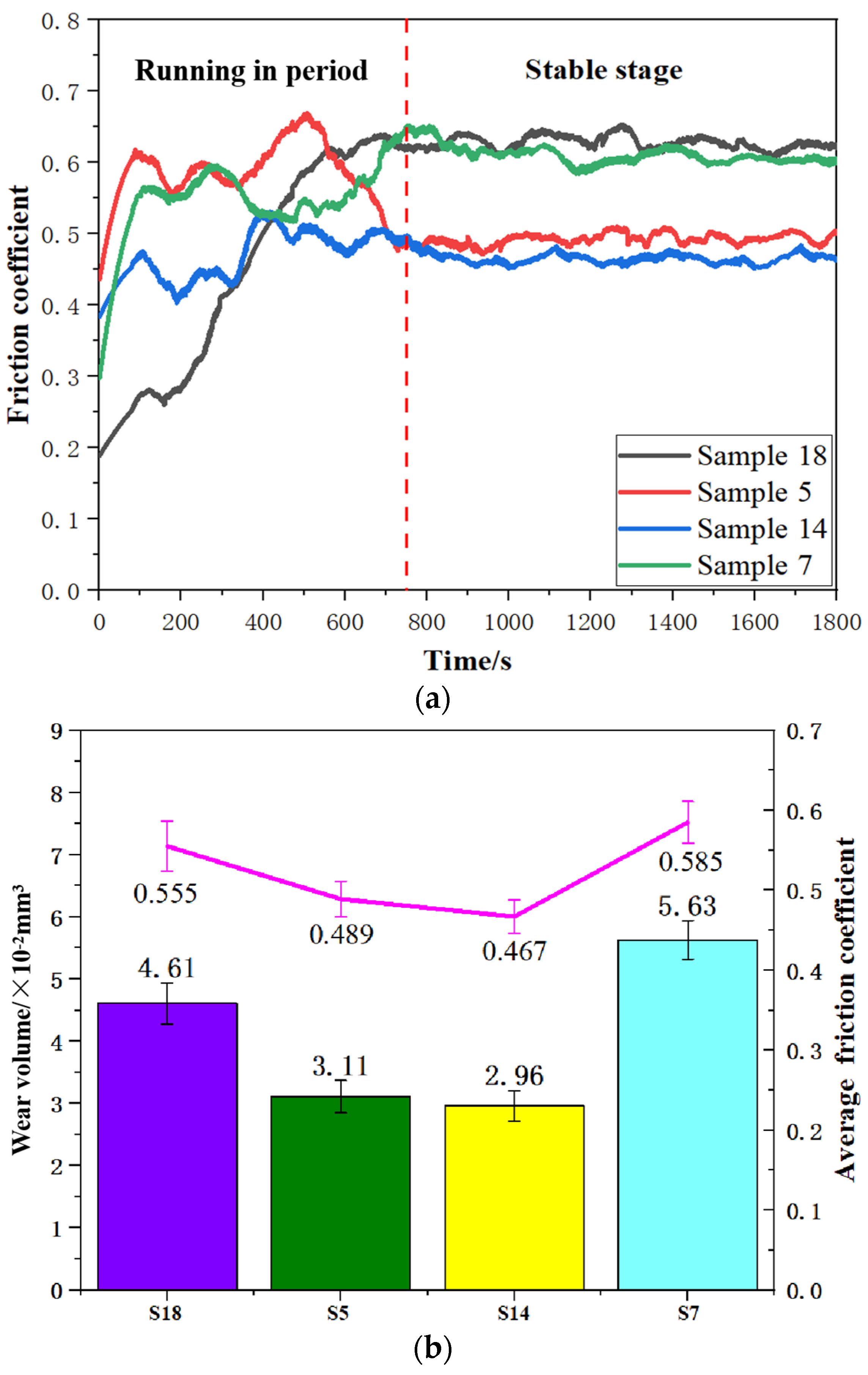
3.4. Tribological Performance
4. Conclusions
- (1)
- The XRD pattern of AlSi10Mg manufactured through SLM was mainly made up of α-Al and Si phases under different laser laser densities. Moreover, the peak of the Mg2Si phase was also detected but not obvious. Also, the grain size grew with the increasing of laser energy density.
- (2)
- The density and microhardness of the specimen first increased and then decreased with the increasing of laser energy density. The maximum value was 99.2% and 128.3 HV0.2, respectively. However, the surface roughness (Ra) showed an opposite trend, and the optimal value was 8.86 μm.
- (3)
- The minimum friction coefficient and lowest wear volume of the sample were 0.467 and 2.96 × 10−2 mm3, and the corresponding laser energy density value was 63.33 J/mm3. In this case, the specimen showed a relative optimal wear resistance.
Funding
Data Availability Statement
Conflicts of Interest
References
- Sefene, E.M. State-of-the-art of selective laser melting process: A comprehensive review. J. Manuf. Syst. 2022, 63, 250–274. [Google Scholar] [CrossRef]
- Sturm, L.D.; Williams, C.B.; Camelio, J.A.; White, J.; Parker, R. Cyber-physical vulnerabilities in additive manufacturing systems: A case study attack on the .STL file with human subjects. J. Manuf. Syst. 2017, 7, 154–164. [Google Scholar] [CrossRef]
- Özer, G.; Tarakçi, G.; Yilmaz, M.S.; Öter, Z.Ç.; Sürmen, Ö.; Akça, Y.; Coşkun, M.; Koç, E. Investigation of the effects of different heat treatment parameters on the corrosion and mechanical properties of the AlSi10Mg alloy produced with direct metal laser sintering. Mater. Corros. 2020, 71, 365–373. [Google Scholar] [CrossRef]
- Pezzato, L.; Dabalà, M.; Gross, S.; Brunelli, K. Effect of microstructure and porosity of AlSi10Mg alloy produced by selective laser melting on the corrosion properties of plasma electrolytic oxidation coatings. Surf. Coat. Tec. 2020, 404, 126477. [Google Scholar] [CrossRef]
- Moheimani, S.K.; Dadkhah, M.; Saboori, A. Development of novel AlSi10Mg based nanocomposites: Microstructure, thermal and mechanical properties. Metals 2019, 9, 1000. [Google Scholar] [CrossRef]
- Saboori, A.; Casati, R.; Zanatta, A.; Pavese, M.; Badini, C.; Vedani, M. Effect of graphene nanoplatelets on microstructure and mechanical properties of AlSi10Mg nanocomposites produced by hot extrusion. Powder Met. Met. C 2018, 56, 647–655. [Google Scholar] [CrossRef]
- Sing, S.L.; Wiria, F.E.; Yeong, W.Y. Selective laser melting of lattice structures: A statistical approach to manufacturability and mechanical behavior. Robot. Comput. Integr. Manuf. 2018, 49, 170–180. [Google Scholar] [CrossRef]
- Antony, K.; Reghunathan, R.T. Study on selective laser melting of commercially pure titanium powder. Proc. Inst. Mech. Eng. B J. Eng. 2018, 233, 1794–1807. [Google Scholar] [CrossRef]
- Leary, M.; Mazur, M.; Elambasseril, J.; McMillan, M.; Chirent, T.; Sun, Y.; Qian, M.; Easton, M.; Brandt, M. Selective laser melting (SLM) of AlSi12Mg lattice structures. Mater. Des. 2016, 98, 344–357. [Google Scholar] [CrossRef]
- Nirala, A.; Soren, S.; Kumar, N.; Khan, M.A.; Islam, S.; Khan, N.A. Micro-mechanical and tribological behavior of Al/SiC/B4C/CNT hybrid nanocomposite. Sci. Rep. 2023, 13, 13147. [Google Scholar] [CrossRef]
- Singh, S.; Rai, H.; Pandey, K.K.; Keshri, A.K.; Gosvami, N.N. Improving Tribological Properties of Al alloys via Robust One Step Graphene Coatings using Plasma Spraying. Tribol. Lett. 2023, 71, 42. [Google Scholar] [CrossRef]
- Wang, Z.; Ummethala, R.; Singh, N.; Tang, S.; Suryanarayana, C.; Eckert, J.; Prashanth, K.G. Selective laser melting of aluminum and its alloys. Materials 2020, 13, 4564. [Google Scholar] [CrossRef] [PubMed]
- Mishra, A.; Upadhyay, R.K.; Kumar, A. Surface wear anisotropy in AlSi10Mg alloy sample fabricated by selective laser melting: Effect of hatch style, scan rotation and use of fresh and recycled powder. J. Tribol-T ASME 2021, 143, 021701. [Google Scholar] [CrossRef]
- Gao, C.; Wang, Z.; Xiao, Z.; You, D.; Wong, K.; Akbarzadeh, A. Selective laser melting of TiN nanoparticle-reinforced AlSi10Mg composite: Microstructural, interfacial, and mechanical properties. J. Mater. Process Tec. 2020, 281, 116618. [Google Scholar] [CrossRef]
- Xi, L.; Guo, S.; Gu, D.; Guo, M.; Lin, K. Microstructure development, tribological property and underlying mechanism of laser additive manufactured submicro-TiB2 reinforced Al-based composites. J. Alloys Compd. 2019, 819, 152980. [Google Scholar] [CrossRef]
- Wu, L.; Zhao, Z.; Bai, P.; Zhao, W.; Li, Y.; Liang, M.; Liao, H.; Huo, P.; Li, J. Wear resistance of graphene nano-platelets (GNPs) reinforced AlSi10Mg matrix composite prepared by SLM. Appl. Surf. Sci. 2020, 503, 144156. [Google Scholar] [CrossRef]
- Li, Z.; Kucukkoc, I.; Zhang, D.Z.; Liu, F. Optimising the process parameters of selective laser melting for the fabrication of Ti6Al4V alloy. Rapid Prototyp. J. 2017, 24, 150–159. [Google Scholar] [CrossRef]
- Lu, X.; Li, M.V.; Yang, H. Geometric characteristics of AlSi10Mg ultrathin walls fabricated by selective laser melting with energy density and related process parameters. Int. J. Adv. Manuf. Tech. 2021, 115, 3773–3790. [Google Scholar] [CrossRef]
- Wu, H.; Ren, Y.; Ren, J.; Liang, L.; Li, R.; Fang, Q.; Cai, A.; Shan, Q.; Tian, Y.; Baker, I. Selective laser melted AlSi10Mg alloy under melting mode transition: Microstructure evolution, nanomechanical behaviors and tensile properties. J. Alloys Compd. 2021, 873, 159823. [Google Scholar] [CrossRef]
- Chen, J.; Hou, W.; Wang, X.; Chu, S.; Yang, Z. Microstructure, porosity and mechanical properties of selective laser melted AlSi10Mg. Chin. J. Aeronaut. 2019, 33, 2043–2054. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Xue, Y.F.; Elbestawi, M.A.; Veldhuis, S.C. The effect of selective laser melting process parameters on the microstructure and mechanical properties of Al6061 and AlSi10Mg alloys. Materials 2018, 12, 12. [Google Scholar] [CrossRef] [PubMed]
- Maamoun, A.H.; Xue, Y.F.; Elbestawi, M.A.; Veldhuis, S.C. Effect of selective laser melting process parameters on the quality of Al alloy parts: Powder characterization, density, surface roughness, and dimensional accuracy. Materials 2018, 11, 2343. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Wu, M.; Lu, P.; Ye, X.; Miao, X. Corrosion behavior of GO-reinforced TC4 nanocomposites manufactured by selective laser melting. Mater. Corros. 2019, 71, 628–636. [Google Scholar] [CrossRef]
- Tiwari, J.K.; Mandal, A.; Sathish, N.; Agrawal, A.K.; Srivastava, A.K. Investigation of porosity, microstructure and mechanical properties of additively manufactured graphene reinforced AlSi10Mg composite. Addit. Manuf. 2020, 33, 101095. [Google Scholar] [CrossRef]
- Dong, M.; Zhou, W.; Kamata, K.; Nomura, N. Microstructure and mechanical property of graphene oxide/AlSi10Mg composites fabricated by laser additive manufacturing. Mater. Charact. 2020, 170, 110678. [Google Scholar] [CrossRef]
- Bai, P.; Jin, Y.; Zhao, Z.; Li, L.; Liang, M.; Liao, H.; Zhao, W.; Hu, Y.; Du, W. Microstructure and tribological behavior of graphene/Al composites produced by selective laser melting. Mater. Res. Express 2019, 6, 1065c1. [Google Scholar] [CrossRef]
- Zhao, X.; Song, B.; Fan, W.; Zhang, Y.; Shi, Y. Selective laser melting of carbon/AlSi10Mg composites: Microstructure, mechanical and electronical properties. J. Alloys Compd. 2016, 665, 271–281. [Google Scholar] [CrossRef]
- Lu, P.; Wu, M.; Liu, X.; Miao, X. Effects of laser power on micro-structure and tribological properties of SLMed GO/TC4 nanocomposites. JOM 2020, 72, 4486–4494. [Google Scholar] [CrossRef]
- Lu, P.; Wu, M.; Liu, X.; Duan, W.; Han, J. Study on corrosion resistance and bio-tribological behavior of porous structure based on the SLM manufactured medical Ti6Al4V. Met. Mater. Int. 2020, 26, 1182–1191. [Google Scholar] [CrossRef]
- Duan, W.P.; Wu, M.P.; Han, J.T. Effect of laser rescanning on Ti6Al4V microstructure during selective laser melting. Proc. Inst. Mech. Eng. B J. Eng. 2020, 235, 763–771. [Google Scholar] [CrossRef]
- Dzukey, G.A.; Yang, K.; Wang, Q.; Zhuang, B.; Hou, W. Porosity, hardness, friction and wear performance analysis of H13 SLM-formed samples. J. Mater. Eng. Perform. 2020, 29, 4957–4966. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AlSi10Mg | Particle Size/μm | Element Content/wt.% | |||||||
|---|---|---|---|---|---|---|---|---|---|
| D10 | D50 | D90 | Si | Fe | Mn | Mg | Zn | Al | |
| Value | 15.9 | 30.9 | 53.7 | 9–11 | 0.55 | 0.45 | 0.35 | 0.1 | Bal. |
| No. | P (W) | V (mm/s) | D (mm) | E (J/mm3) | Density (%) | Ra (μm) | Hardness (HV0.2) | Friction Coefficient | Wear Volume (×10−2 mm3) |
|---|---|---|---|---|---|---|---|---|---|
| S1 | 125 | 1000 | 0.15 | 33.33 | 97.6 | 13.43 | 107.1 | 0.541 | 4.51 |
| S2 | 150 | 1000 | 0.15 | 40.00 | 97.9 | 11.43 | 107.3 | 0.548 | 4.03 |
| S3 | 175 | 1000 | 0.15 | 46.67 | 98.0 | 11.28 | 108.5 | 0.532 | 4.08 |
| S4 | 200 | 1000 | 0.15 | 53.33 | 98.5 | 10.04 | 109.9 | 0.521 | 3.45 |
| S5 | 225 | 1000 | 0.15 | 60.00 | 98.9 | 9.84 | 111.7 | 0.489 | 3.11 |
| S6 | 250 | 1000 | 0.15 | 66.67 | 98.3 | 9.32 | 113.6 | 0.531 | 3.72 |
| S7 | 190 | 500 | 0.15 | 101.33 | 98.1 | 12.37 | 110.8 | 0.585 | 5.63 |
| S8 | 190 | 700 | 0.15 | 72.38 | 98.5 | 12.03 | 120.6 | 0.510 | 3.13 |
| S9 | 190 | 900 | 0.15 | 56.29 | 98.4 | 10.15 | 113.5 | 0.527 | 3.34 |
| S10 | 190 | 1100 | 0.15 | 46.06 | 98.1 | 11.58 | 108.1 | 0.512 | 4.11 |
| S11 | 190 | 1300 | 0.15 | 38.97 | 98.0 | 12.35 | 106.7 | 0.533 | 4.28 |
| S12 | 190 | 1500 | 0.15 | 33.78 | 97.5 | 13.57 | 106.8 | 0.550 | 4.41 |
| S13 | 190 | 1000 | 0.09 | 84.44 | 98.6 | 12.43 | 108.5 | 0.573 | 4.87 |
| S14 | 190 | 1000 | 0.12 | 63.33 | 99.2 | 8.86 | 128.3 | 0.467 | 2.96 |
| S15 | 190 | 1000 | 0.15 | 50.67 | 98.3 | 10.64 | 109.8 | 0.542 | 3.71 |
| S16 | 190 | 1000 | 0.18 | 42.22 | 98.1 | 11.59 | 107.8 | 0.546 | 3.98 |
| S17 | 190 | 1000 | 0.21 | 36.19 | 97.5 | 12.22 | 107.2 | 0.550 | 4.25 |
| S18 | 190 | 1000 | 0.24 | 31.67 | 97.4 | 13.61 | 106.7 | 0.555 | 4.61 |
| Laser Energy Densities (J/mm3) | 31.67(S18) | 60.00(S5) | 63.33(S14) | 101.33(S7) |
|---|---|---|---|---|
| FWHM (°) | 0.30809 | 0.26399 | 0.26411 | 0.23532 |
| Grain size (nm) | 27.93 | 32.58 | 32.59 | 36.57 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, K. Influence of Laser Energy Density on Tribological Properties of AlSi10Mg Manufactured by Selective Laser Melting. Materials 2024, 17, 323. https://doi.org/10.3390/ma17020323
Wang K. Influence of Laser Energy Density on Tribological Properties of AlSi10Mg Manufactured by Selective Laser Melting. Materials. 2024; 17(2):323. https://doi.org/10.3390/ma17020323
Chicago/Turabian StyleWang, Keqing. 2024. "Influence of Laser Energy Density on Tribological Properties of AlSi10Mg Manufactured by Selective Laser Melting" Materials 17, no. 2: 323. https://doi.org/10.3390/ma17020323