
Study on the Compressive and Flexural Properties of Coconut Fiber Magnesium Phosphate Cement Curing at Different Low Temperatures

Abstract
:1. Introduction
2. Experimental Programs
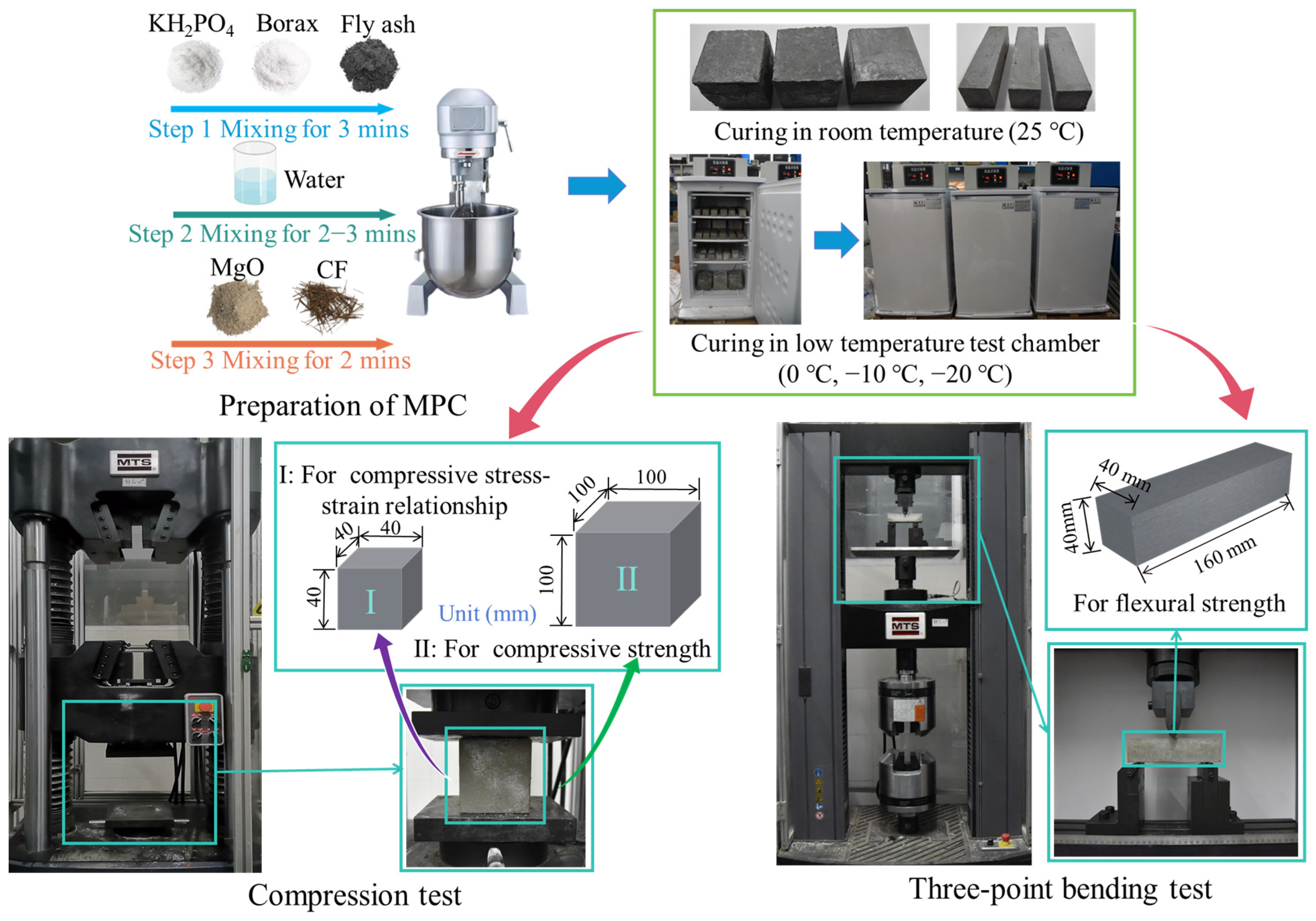
2.1. Raw Materials and Specimens
2.2. Test Setup
3. Compression Performance
3.1. Failure Modes
3.2. Stress–Strain Curve
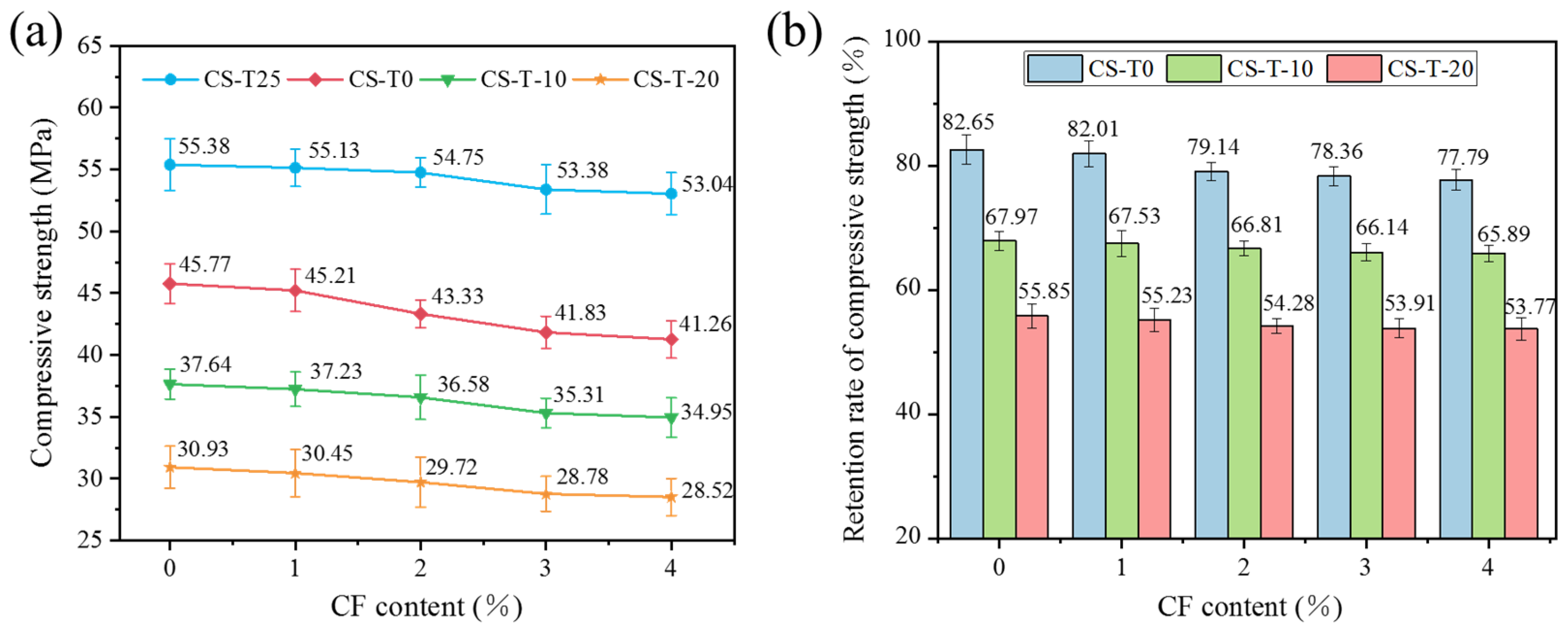
3.3. Compressive Strength
4. Bending Performance
4.1. Failure Modes
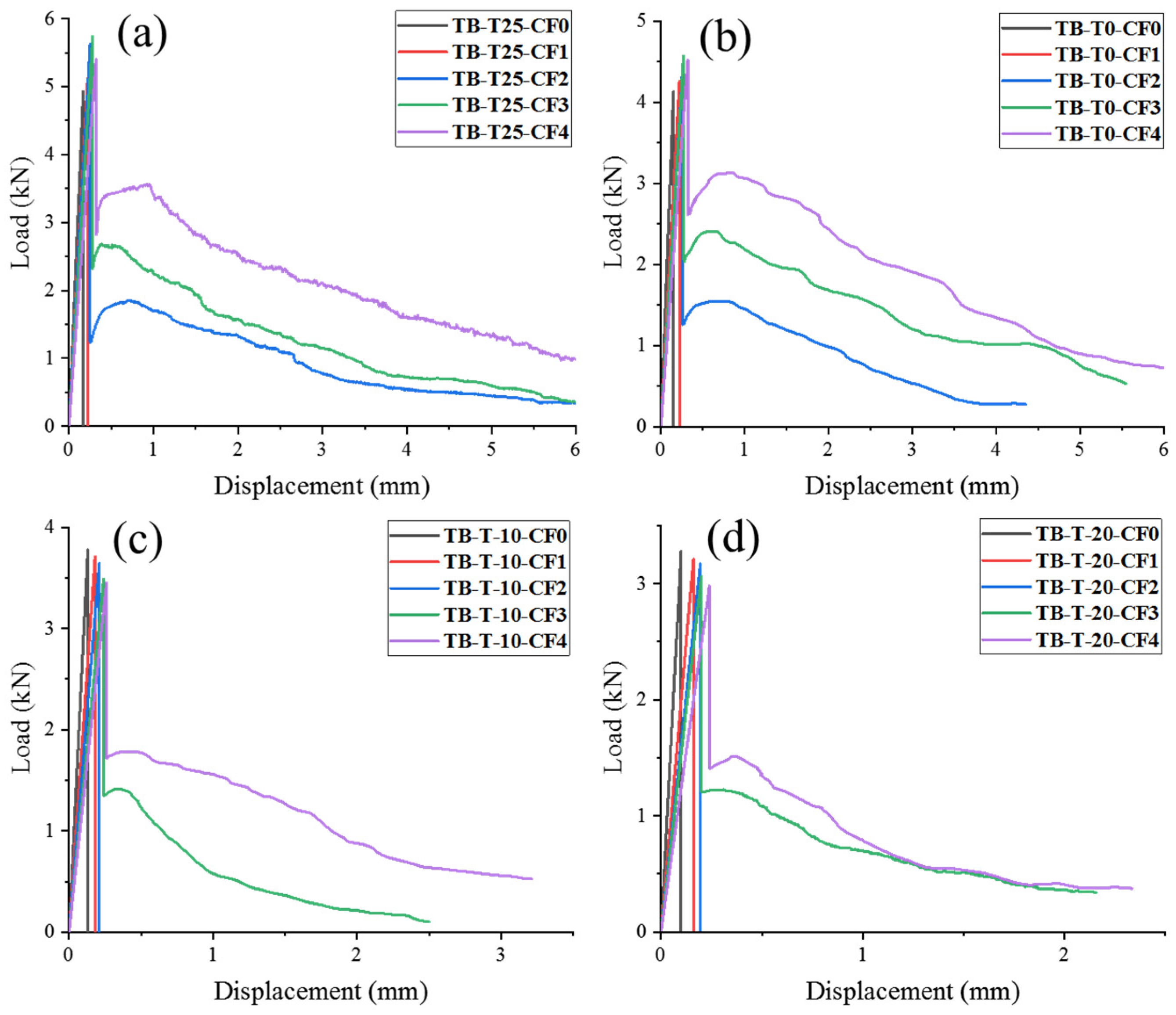
4.2. Load–Displacement Curve
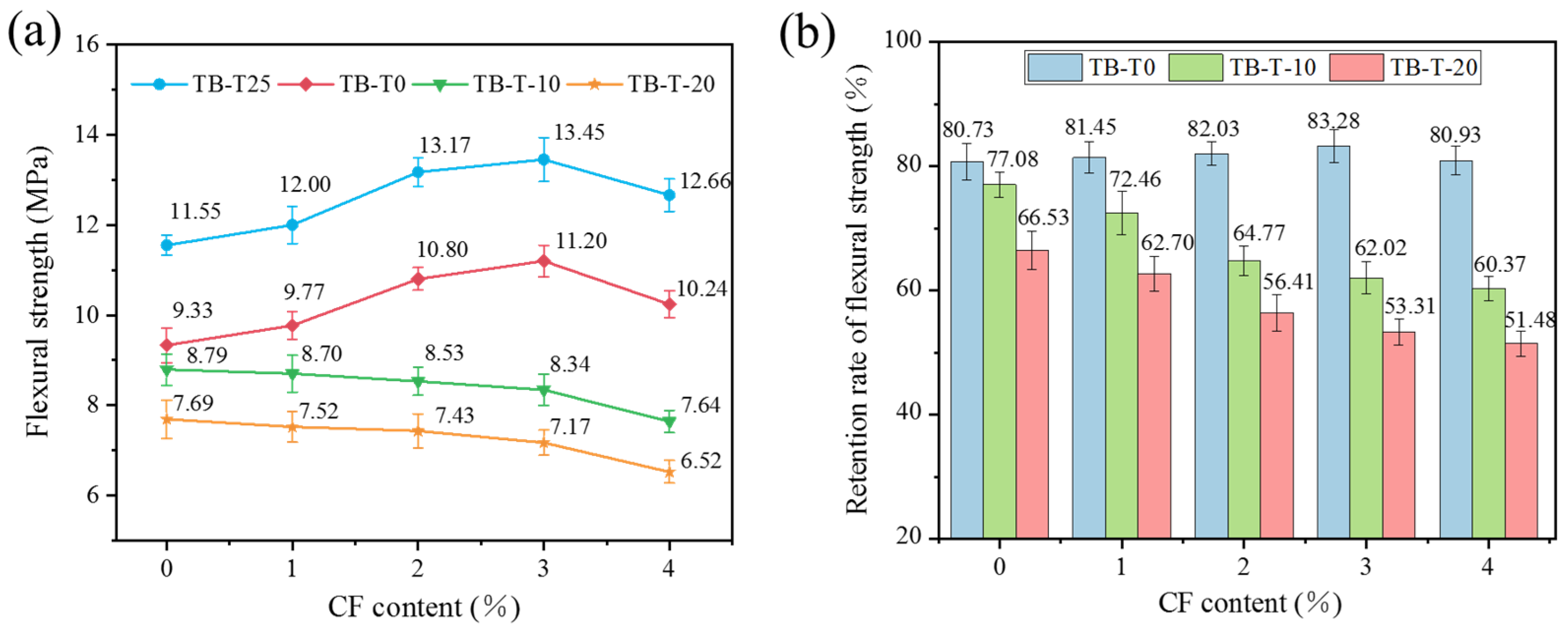
4.3. Flexural Strength
5. Microtest Analysis
5.1. Hydration Products Analysis
5.2. Microstructure
6. Conclusions
- (1)
- Low-temperature curing will alter the CF-MPC’s failure modes in static compression tests, resulting in more cracks and less structural integrity. Lower curing temperatures result in decreased compressive strength for CF-MPC. The compressive strength of CF-MPC without fiber was 30.93 MPa at −20 °C maintenance, which was only 55.85% of that at 25 °C. CF-MPC’s plastic deformation capacity increased as the CF concentration increased, but its compressive strength trended downward.
- (2)
- Low-temperature curing raises the CF content threshold required for the transition from brittle to toughness failure in CF-MPC bending. The flexural strength of CF-MPC exhibited a tendency to rise and then fall with an increase in fiber content, peaking at 13.45 MPa and 11.20 MPa at 3% under curing at 25 °C and 0 °C, respectively. However, when the fiber content rose, CF-MPC’s flexural strength decreased from 8.79 MPa and 7.69 MPa to 7.64 MPa and 6.52 MPa under −10 °C and −20 °C curing conditions.
- (3)
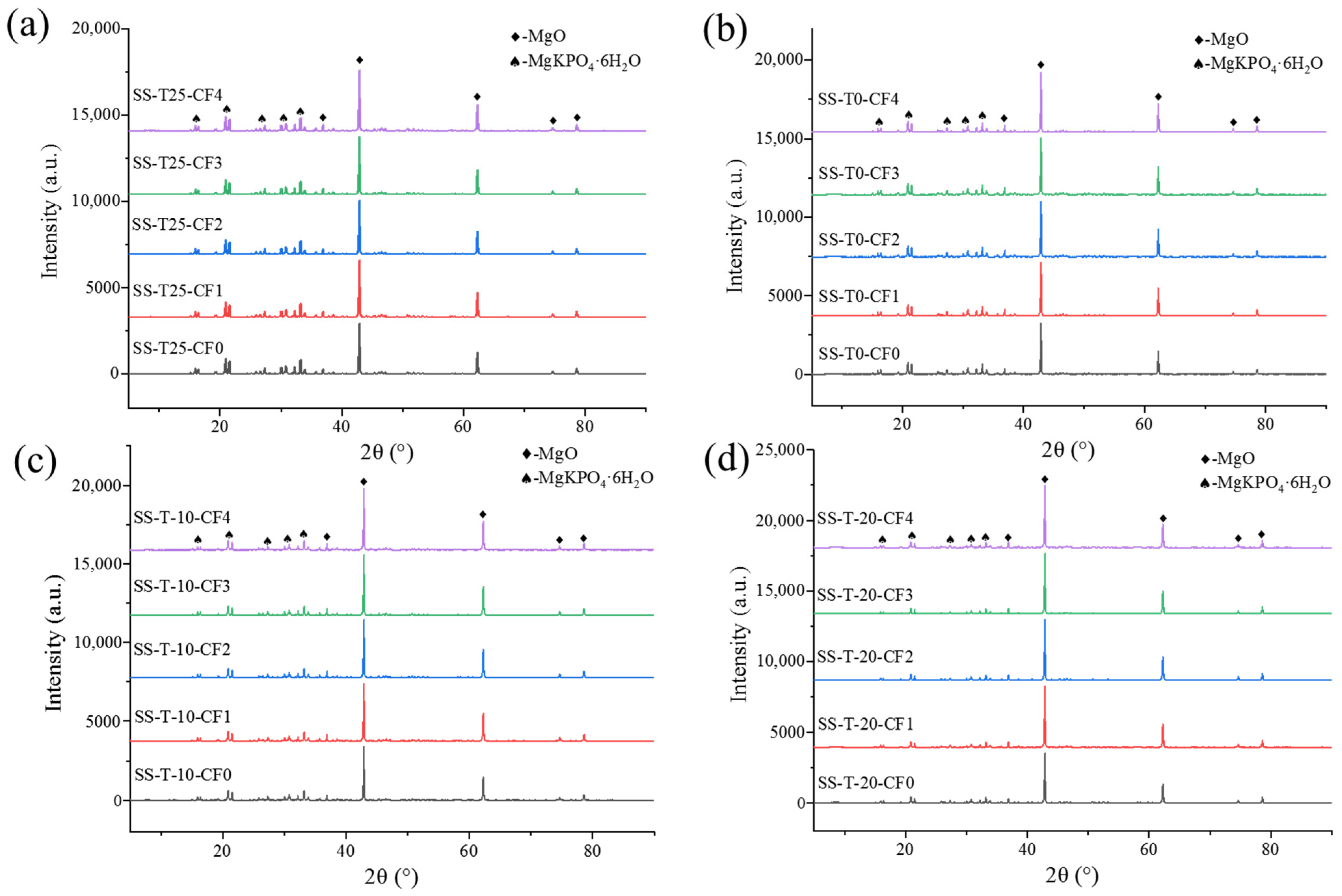
- MPC’s primary hydration product, MgKPO4-6H2O, declined with a decreasing curing temperature, whereas the remaining quantity of hydration reactant MgO rose, according to XRD spectra of CF-MPC’s hydration products at different curing temperatures. These phenomena suggest that the main cause of the decline in CF-MPC’s strength is a reduction in the hydration degree of MPC with decreasing temperature.
- (4)
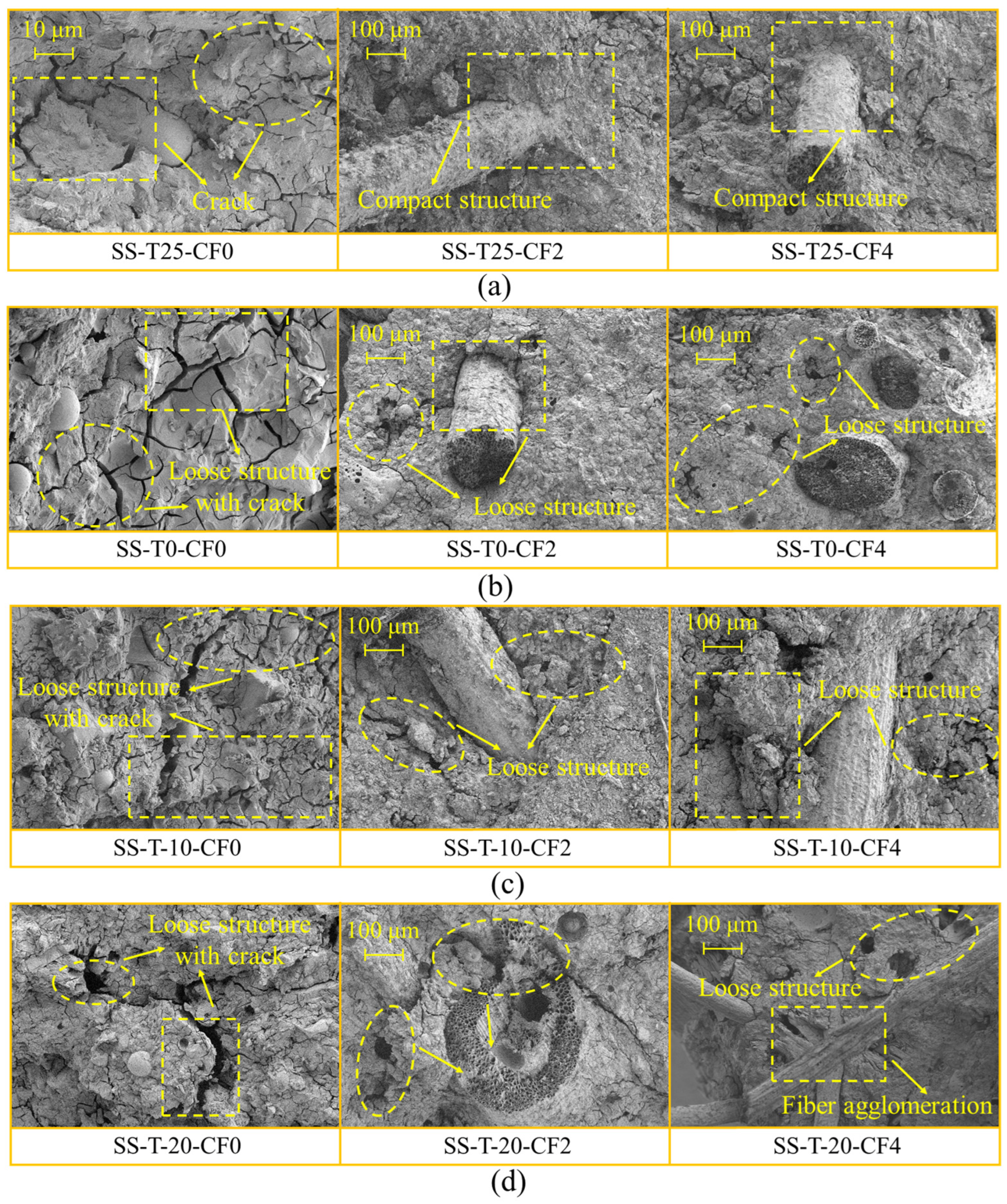
- As the curing temperature decreased, the pores and microcracks of the CF-MPC increased, and the specimen’s structure became looser, at which time the bonding ability of CF and MPC was weaker. In addition, the addition of too many fibers also led to the increase of pores and microcracks in the specimen.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mechtcherine, V. Novel cement-based composites for the strengthening and repair of concrete structures. Constr. Build. Mater. 2013, 41, 365–373. [Google Scholar] [CrossRef]
- Park, J.W.; Kim, K.H.; Ann, K.Y. Fundamental properties of magnesium phosphate cement mortar for rapid repair of concrete. Adv. Mater. Sci. Eng. 2016, 2016, 7179403. [Google Scholar] [CrossRef]
- Arora, A.; Singh, B.; Kaur, P. Novel material ie magnesium phosphate cement (MPC) as repairing material in roads and buildings. Mater. Today Proc. 2019, 17, 70–76. [Google Scholar] [CrossRef]
- Iyengar, S.; Al-Tabbaa, A. Developmental study of a low-pH magnesium phosphate cement for environmental applications. Environ. Technol. 2007, 28, 1387–1401. [Google Scholar] [CrossRef]
- Ribeiro, D.; Paula, G.; Morelli, M. Effect of boric acid content on the properties of magnesium phosphate cement. Constr. Build. Mater. 2019, 214, 557–564. [Google Scholar] [CrossRef]
- Lahalle, H.; Coumes, C.C.D.; Mesbah, A.; Lambertin, D.; Cannes, C.; Delpech, S.; Gauffinet, S. Investigation of magnesium phosphate cement hydration in diluted suspension and its retardation by boric acid. Cem. Concr. Res. 2016, 87, 77–86. [Google Scholar] [CrossRef]
- Yu, J.; Qian, J.; Wang, F.; Qin, J.; Dai, X.; You, C.; Jia, X. Study of using dolomite ores as raw materials to produce magnesium phosphate cement. Constr. Build. Mater. 2020, 253, 119147. [Google Scholar] [CrossRef]
- Bilginer, B.A.; Erdoğan, S.T. Effect of mixture proportioning on the strength and mineralogy of magnesium phosphate cements. Constr. Build. Mater. 2021, 277, 122264. [Google Scholar] [CrossRef]
- Veliseicik, T.; Zurauskiene, R.; Valentukeviciene, M. Determining the impact of high temperature fire conditions on fibre cement boards using thermogravimetric analysis. Symmetry 2020, 12, 1717. [Google Scholar] [CrossRef]
- Krüger, R.; Seitz, J.-M.; Ewald, A.; Bach, F.-W.; Groll, J. Strong and tough magnesium wire reinforced phosphate cement composites for load-bearing bone replacement. J. Mech. Behav. Biomed. Mater. 2013, 20, 36–44. [Google Scholar] [CrossRef]
- Polley, C.; Cramer, S.M.; Cruz, R.V.d.l. Potential for using waste glass in Portland cement concrete. J. Mater. Civ. Eng. 1998, 10, 210–219. [Google Scholar] [CrossRef]
- Mercuri, M.; Vailati, M.; Gregori, A. Lime-based mortar reinforced with randomly oriented polyvinyl-alcohol (PVA) fibers for strengthening historical masonry structures. Dev. Built Environ. 2023, 14, 100152. [Google Scholar] [CrossRef]
- Frantzis, P.; Baggott, R. Bond between reinforcing steel fibres and magnesium phosphate/calcium aluminate binders. Cem. Concr. Compos. 2000, 22, 187–192. [Google Scholar] [CrossRef]
- Sekar, A.; Kandasamy, G. Optimization of coconut fiber in coconut shell concrete and its mechanical and bond properties. Materials 2018, 11, 1726. [Google Scholar] [CrossRef]
- Syed, H.; Nerella, R.; Madduru, S.R.C. Role of coconut coir fiber in concrete. Mater. Today Proc. 2020, 27, 1104–1110. [Google Scholar] [CrossRef]
- Hwang, C.-L.; Tran, V.-A.; Hong, J.-W.; Hsieh, Y.-C. Effects of short coconut fiber on the mechanical properties, plastic cracking behavior, and impact resistance of cementitious composites. Constr. Build. Mater. 2016, 127, 984–992. [Google Scholar] [CrossRef]
- Martinelli, F.R.B.; Ribeiro, F.R.C.; Marvila, M.T.; Monteiro, S.N.; Filho, F.d.C.G.; Azevedo, A.R.G.d. A review of the use of coconut fiber in cement composites. Polymers 2023, 15, 1309. [Google Scholar] [CrossRef]
- Riza, F.; Karnelia, D.; Hadipramana, J. Workability of coconut fiber concrete with rice husk ash as a sand replacement. IOP Conf. Ser. Mater. Sci. Eng. 2020, 821, 012051. [Google Scholar] [CrossRef]
- Zhang, L.; Jiang, Z.; Zhang, W.; Peng, S.; Chen, P. Flexural properties and microstructure mechanisms of renewable coir-fiber-reinforced magnesium phosphate cement-based composite considering curing ages. Polymers 2020, 12, 2556. [Google Scholar] [CrossRef]
- Zhang, L.; Jiang, Z.; Wu, H.; Zhang, W.; Lai, Y.; Zheng, W.; Li, J. Flexural properties of renewable coir fiber reinforced magnesium phosphate cement, considering fiber length. Materials 2020, 13, 3692. [Google Scholar] [CrossRef]
- Valentukeviciene, M.; Zurauskiene, R. Investigating the effectiveness of recycled agricultural and cement manufacturing waste materials used in oil sorption. Materials 2021, 15, 218. [Google Scholar] [CrossRef]
- Žurauskienė, R.; Valentukevičienė, M. Experimental research on quality parameters of recycled concrete. Materials 2020, 13, 2538. [Google Scholar] [CrossRef]
- Liu, M.; Han, S.; Han, X.; Qi, X.; Dong, S. Microcapsule and polymer reinforcement techniques developed asphalt for use of pothole repairs in winter and rainy seasons. Cold Reg. Sci. Technol. 2019, 167, 102865. [Google Scholar] [CrossRef]
- Karagol, F.; Demirboga, R.; Khushefati, W.H. Behavior of fresh and hardened concretes with antifreeze admixtures in deep-freeze low temperatures and exterior winter conditions. Constr. Build. Mater. 2015, 76, 388–395. [Google Scholar] [CrossRef]
- Yuan, J.; Huang, X.; Chen, X.; Ge, Q.; Zhang, Z. Early-age mechanical properties and hydration degrees of magnesium phosphate cement paste in freezing winter of cold regions. Constr. Build. Mater. 2022, 345, 128337. [Google Scholar] [CrossRef]
- Huang, X.; Liu, G.; Zheng, Y.; Luo, H. The performance of magnesium phosphate cement in negative temperature environment: A state-of-the-art review. J. Build. Eng. 2023, 76, 107278. [Google Scholar] [CrossRef]
- Jia, X.; Li, J.; Wang, P.; Qian, J.; Tang, M. Preparation and mechanical properties of magnesium phosphate cement for rapid construction repair in ice and snow. Constr. Build. Mater. 2019, 229, 116927. [Google Scholar] [CrossRef]
- Hipedinger, N.E.; Scian, A.N.; Aglietti, E.F. Magnesia–ammonium phosphate-bonded cordierite refractory castables: Phase evolution on heating and mechanical properties. Cem. Concr. Res. 2004, 34, 157–164. [Google Scholar] [CrossRef]
- Feng, H.; Shaukat, A.J.; Rin, D.; Zhang, P.; Gao, D.; Sheikh, M.N. Mechanical properties of high-ductility magnesium phosphate cement composite cured at low temperatures. J. Build. Eng. 2021, 44, 103275. [Google Scholar] [CrossRef]
- Feng, H.; Chen, G.; Gao, D.; Zhao, K.; Zhang, C. Mechanical properties of steel fiber-reinforced magnesium phosphate cement mortar. Adv. Civ. Eng. 2018, 2018, 3978318. [Google Scholar] [CrossRef]
- GB/T17671; Method of Testing Cements-Determination of Strength. China National Standards: Beijing, China, 1999.
- Ahmad, M.R.; Chen, B. Effect of silica fume and basalt fiber on the mechanical properties and microstructure of magnesium phosphate cement (MPC) mortar. Constr. Build. Mater. 2018, 190, 466–478. [Google Scholar] [CrossRef]
- Qoku, E.; Scheibel, M.; Bier, T.; Gerz, A. Phase development of different magnesium phosphate cements at room temperature and elevated temperatures. Constr. Build. Mater. 2021, 272, 121654. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | MgO | SiO2 | CaO | SiO2 | K2O | Fe2O3 | Al2O3 | Loss |
|---|---|---|---|---|---|---|---|---|
| MgO | 96.25 | — | 1.18 | 1.16 | — | 1.09 | 0.29 | 0.03 |
| FA | — | 54.94 | 2.63 | 54.94 | 1.76 | 2.52 | 34.86 | 3.29 |
| MPC Components | Water-to-Cement Ratio (%) | |||
|---|---|---|---|---|
| MgO | KH2PO4 | FA | Na2B4O7-10H2O | |
| 1.0 | 0.68 | 0.25 | 0.1 | 15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, Z.; Zhang, L.; Zheng, W.; Huang, X.; Zhang, J. Study on the Compressive and Flexural Properties of Coconut Fiber Magnesium Phosphate Cement Curing at Different Low Temperatures. Materials 2024, 17, 444. https://doi.org/10.3390/ma17020444
Lin Z, Zhang L, Zheng W, Huang X, Zhang J. Study on the Compressive and Flexural Properties of Coconut Fiber Magnesium Phosphate Cement Curing at Different Low Temperatures. Materials. 2024; 17(2):444. https://doi.org/10.3390/ma17020444
Chicago/Turabian StyleLin, Zhiwei, Liwen Zhang, Wenzhi Zheng, Xiangyun Huang, and Junping Zhang. 2024. "Study on the Compressive and Flexural Properties of Coconut Fiber Magnesium Phosphate Cement Curing at Different Low Temperatures" Materials 17, no. 2: 444. https://doi.org/10.3390/ma17020444