
Axial Impact Response of Carbon Fiber-Reinforced Polymer Structures in High-Speed Trains Based on Filament Winding Process

 ,
,
Abstract
:1. Introduction
2. Experimental Testing
2.1. Specimen Preparation
2.2. Experimental Method
2.3. Energy Absorption Performance Indicators
3. Numerical Simulation
3.1. FE Model
3.2. In-Plane Constitutive Model
3.3. Interlayer Model
4. Results and Discussion
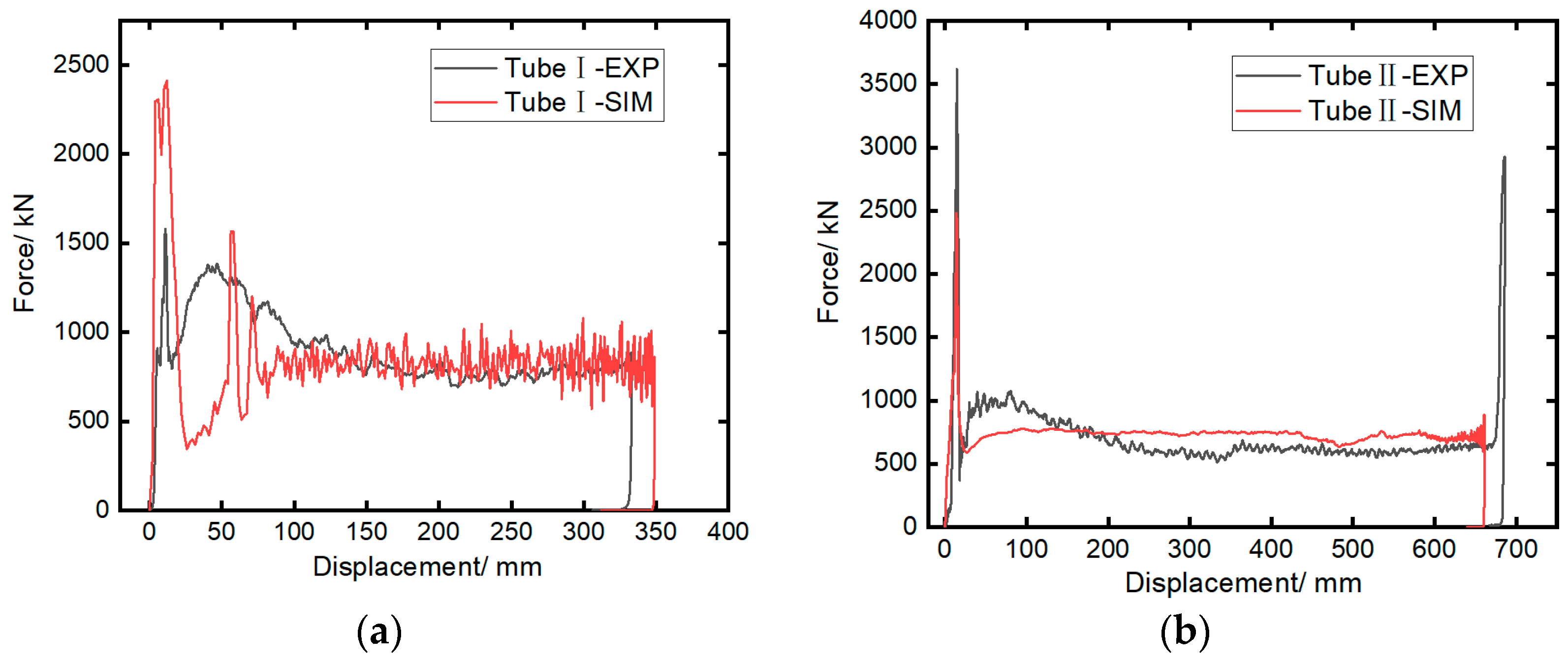
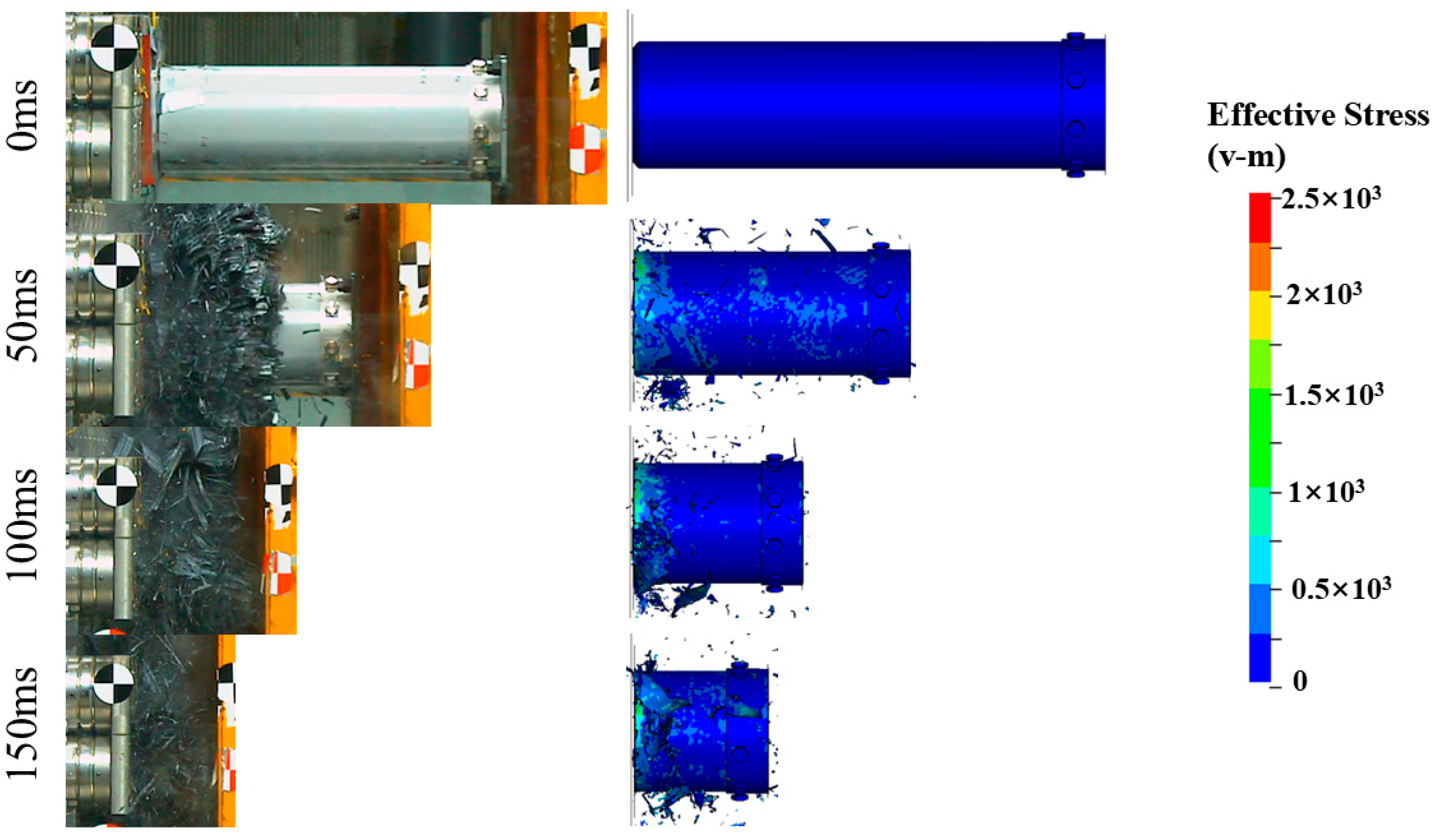
4.1. Result Validation
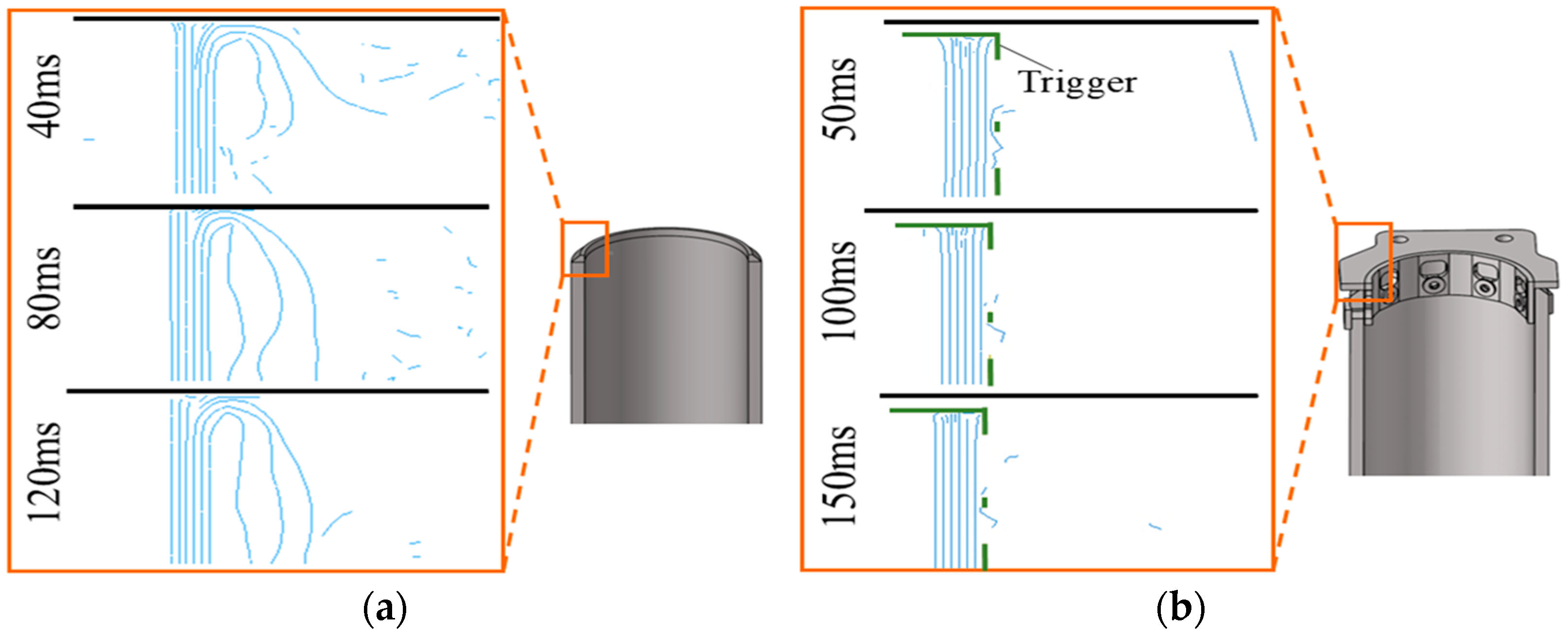
4.2. Energy Absorption Mechanism
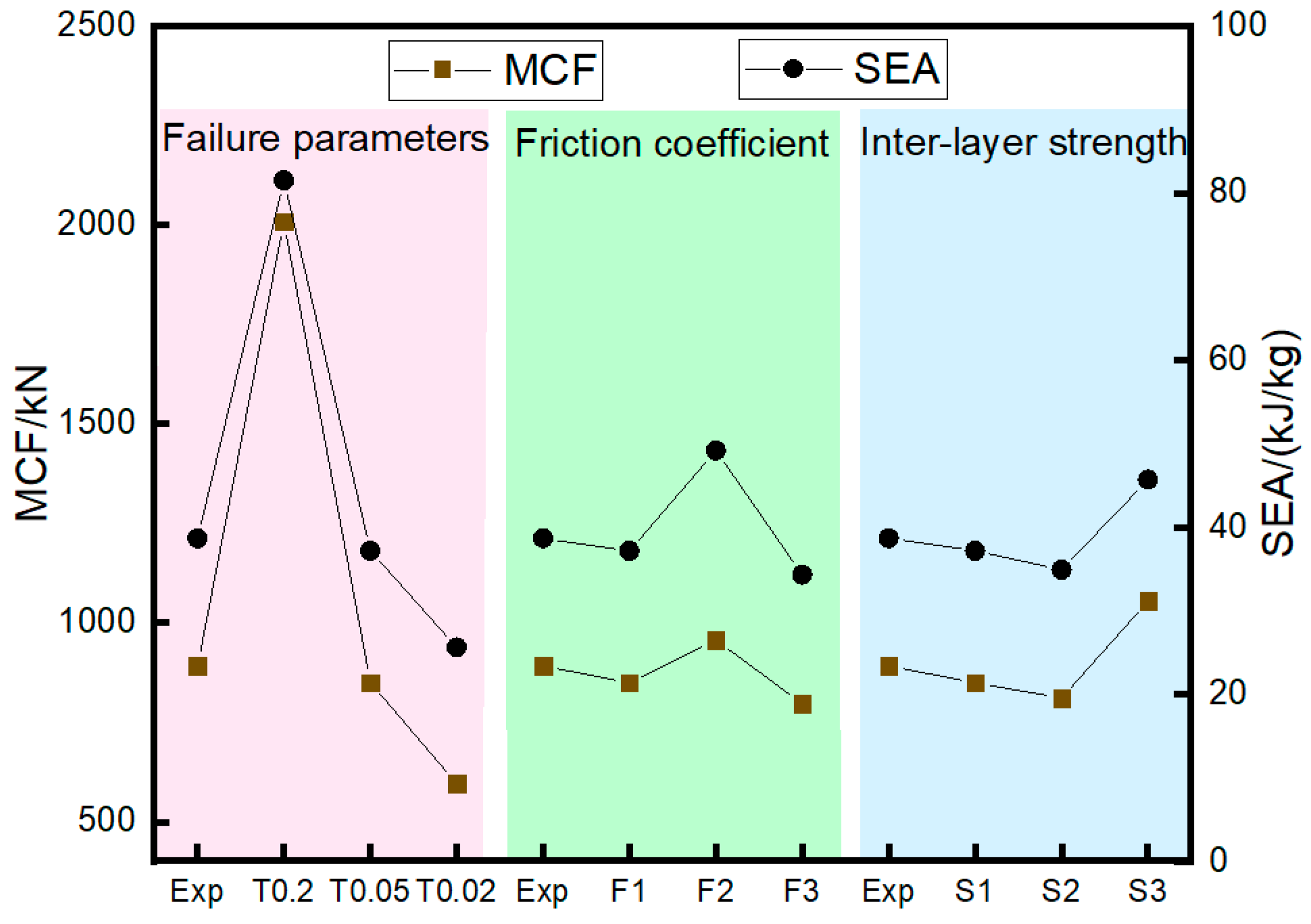
5. Parameter Analysis
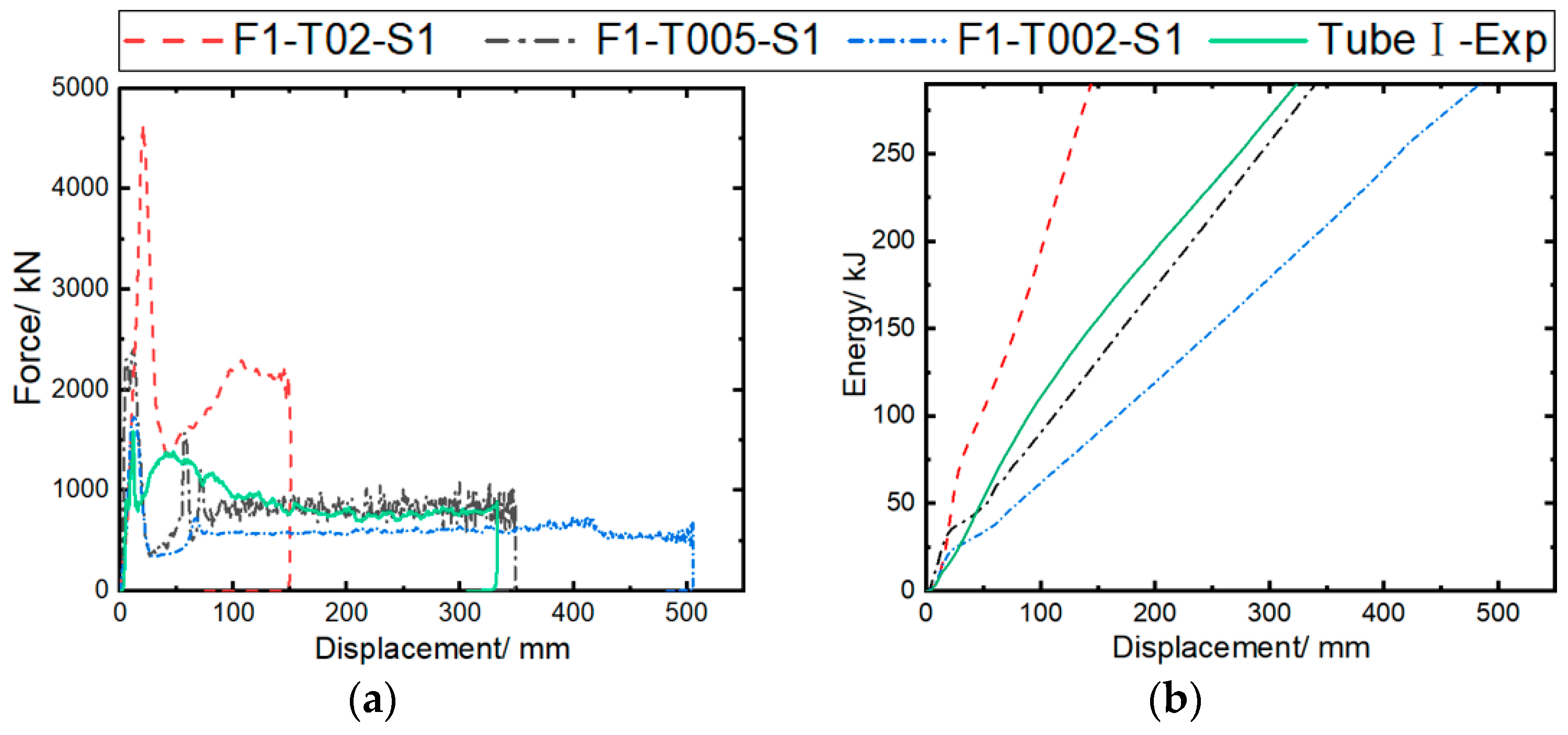
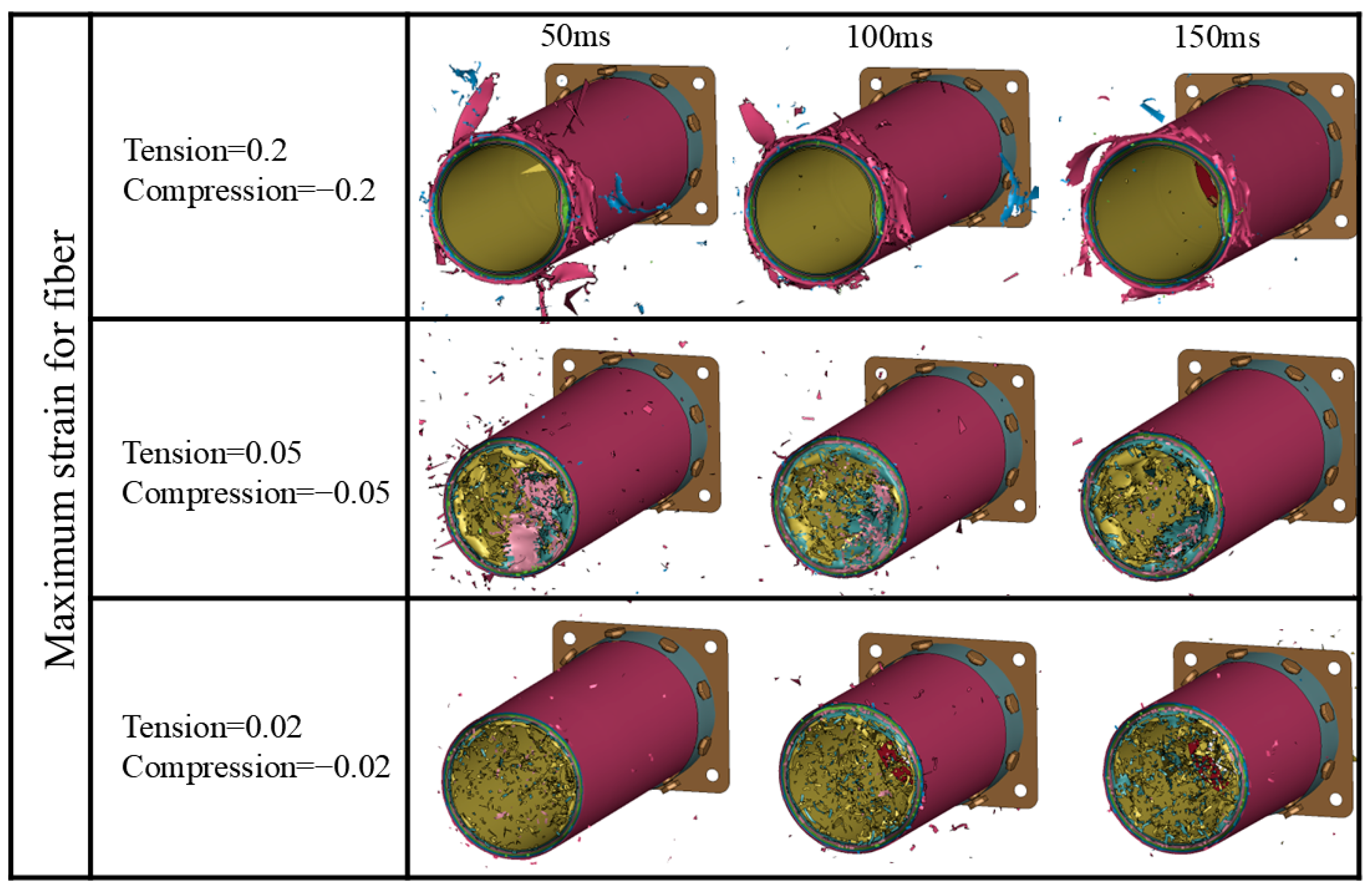
5.1. Failure Parameters
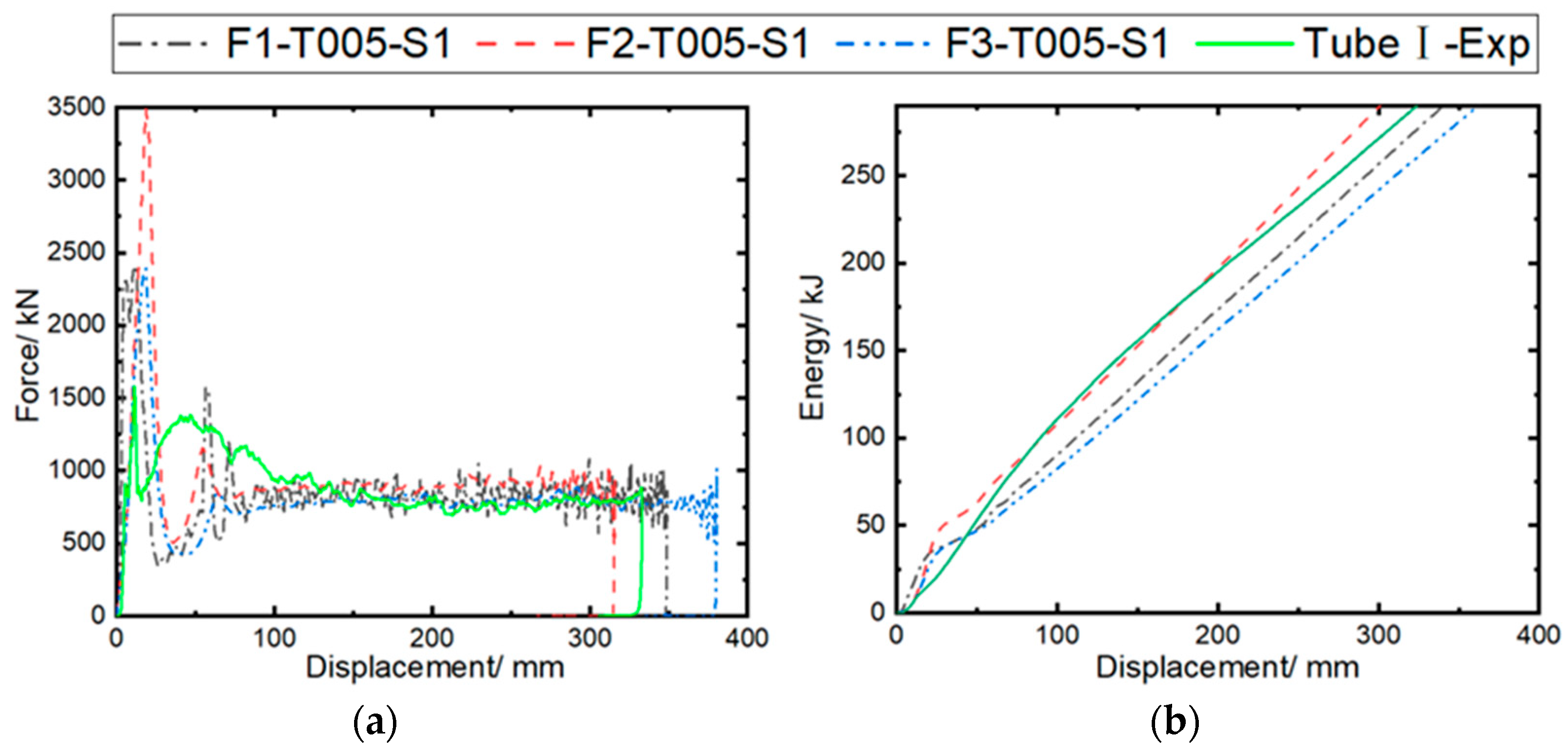
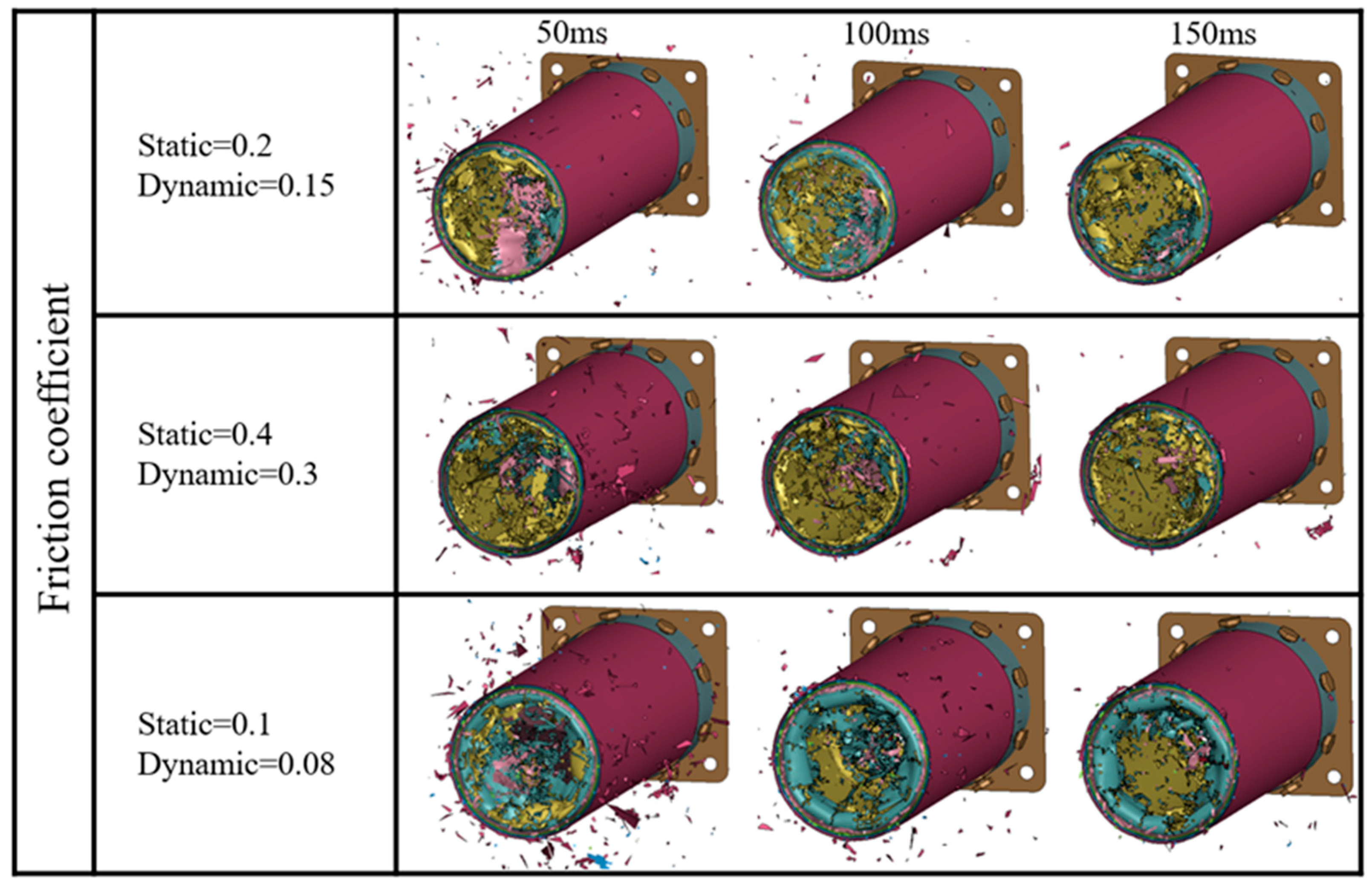
5.2. Friction Coefficient
5.3. Interfacial Strength
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, C.; Sun, Y.; Curiel-Sosa, J.L.; Zhang, D. Numerical analysis on axial crushing damage of aluminum/CFRP hybrid thin-walled tubes. Mech. Adv. Mater. Struc. 2023, 31, 5200–5210. [Google Scholar] [CrossRef]
- Ge, F.; Lin, Y.; Wang, M.; Zhang, F.; Li, C. Numerical analysis on the energy absorbing characteristics of aluminum/CFRP hybrid tubes under quasi-static crushing loading. Polym. Compos. 2023, 44, 274–293. [Google Scholar] [CrossRef]
- Manzar, M.; Aamir, M. Effect of hybridization on the mechanical performance and cost efficiency of carbon/flax bio-hybrid composites. Polym. Compos. 2024, 45, 9766–9784. [Google Scholar]
- Gao, G.; Zhuo, T.; Guan, W. Recent research development of energy-absorption structure and application for railway vehicles. J. Cent. South Univ. 2020, 27, 1012–1038. [Google Scholar] [CrossRef]
- Zhu, T.; Xiao, S.; Lei, C.; Wang, X.; Zhang, J.; Yang, B.; Yang, G.; Li, Y. Rail vehicle crashworthiness based on collision energy management: An overview. Int. J. Rail Transp. 2021, 9, 101–131. [Google Scholar] [CrossRef]
- Liu, Q.; XING, H.; Ju, Y.; Ou, Z.; Li, Q. Quasi-static axial crushing and transverse bending of double hat shaped CFRP tubes. Compos. Struct. 2014, 117, 1–11. [Google Scholar] [CrossRef]
- Ahmad, B.; Mustafa, S.; Abdul-Ghani, O. On the crashworthiness performance of thin-walled energy absorbers: Recent advances and future developments. Thin Wall. Struct. 2017, 118, 137–163. [Google Scholar]
- Jiang, H.; Ren, Y. Crashworthiness and failure analysis of steeple-triggered hat-shaped composite structure under the axial and oblique crushing load. Compos. Struct. 2019, 229, 111375. [Google Scholar] [CrossRef]
- Chen, D.; Sun, X.; Xiao, S.; Yang, G.; Yang, B.; Zhu, T.; Wang, M. On axial crushing behavior of double hat-shaped CFRP and GFRP structures. Compos. Struct. 2023, 319, 117117. [Google Scholar] [CrossRef]
- Guo, K.; Liu, X.; Ren, Y.; Jiang, H. Experimental study on crashworthiness and failure mechanisms of aeronautical multi-fibers hybrid composite corrugated structures with Carbon, Glass, Kevlar. Aerosp. Sci. Technol. 2023, 142, 108599. [Google Scholar] [CrossRef]
- Hu, D.; Wang, Y.; Song, B.; Dang, L.; Zhang, Z. Energy-absorption characteristics of a bionic honeycomb tubular nested structure inspired by bamboo under axial crushing. Compos. Part B-Eng. 2019, 162, 21–32. [Google Scholar] [CrossRef]
- Chen, D.; Liu, Y.; MENG, M.; Li, B.; Sun, X.; Yang, B.; Xiao, S.; Wang, T. Dynamic axial crushing behaviors of circular composite tubes with different reinforcing fibers and triggers. Int. J. Mech. Sci. 2023, 244, 108083. [Google Scholar] [CrossRef]
- Yang, H.; Ren, Y. Crushing behavior of CFRP/AL hybrid tubes under oblique lateral loading. Polym. Compos. 2023, 44, 6403–6418. [Google Scholar] [CrossRef]
- Yang, H.; Ren, Y. Crashworthiness design of CFRP/AL hybrid circular tube under lateral crushing. Thin Wall. Struct. 2023, 186, 110669. [Google Scholar] [CrossRef]
- Guan, W.; Gao, G.; Yu, Y. Crushing analysis and multiobjective crashworthiness optimization of combined shrinking circular tubes under impact loading. Struct. Multidiscip. Optim. 2021, 64, 1649–1667. [Google Scholar] [CrossRef]
- El Aal, M.I.; Awd Allah, M.M.; Abd El-baky, M.A. Carbon-glass reinforced epoxy hybrid composites for crashworthy structural applications. Polym. Compos. 2023, 44, 2910–2924. [Google Scholar] [CrossRef]
- Yang, H.; Lei, H.; Lu, G.; Zhang, Z.; Li, X.; Liu, Y. Energy absorption and failure pattern of hybrid composite tubes under quasi-static axial compression. Compos. Part B-Eng. 2020, 198, 108217. [Google Scholar] [CrossRef]
- Zhu, G.; Yu, Q.; Zhao, X.; Wei, L.; Chen, H. Energy-absorbing mechanisms and crashworthiness design of CFRP multi-cell structures. Compos. Struct. 2020, 233, 111631. [Google Scholar] [CrossRef]
- Chen, D.; Sun, G.; Jin, X.; Li, Q. Quasi-static bending and transverse crushing behaviors for hat-shaped composite tubes made of CFRP, GFRP and their hybrid structures. Compos. Struct. 2020, 239, 111842. [Google Scholar] [CrossRef]
- Luo, H.; Zhang, D.; He, Z.; Li, X.; Li, Z. Experimental investigation of the quasi-static and dynamic axial crushing behavior of carbon/glass epoxy hybrid composite tubes. Mater. Today Commun. 2021, 26, 101941. [Google Scholar] [CrossRef]
- Tong, Y.; Xu, Y. Improvement of crash energy absorption of 2D braided composite tubes through an innovative chamfer external triggers. Int. J. Impact Eng. 2018, 111, 11–20. [Google Scholar] [CrossRef]
- Yu, Z.; Zhou, X.; Zhou, X.; Zhang, Y.; Zhu, Q. Crashworthy subfloor structure of civil aircraft via inclined inward-folding composite tubes. Compos. Part B-Eng. 2020, 189, 107887. [Google Scholar] [CrossRef]
- Yang, H.; Lei, H.; Lu, G. Crashworthiness of circular fiber reinforced plastic tubes filled with composite skeletons/aluminum foam under drop-weight impact loading. Thin Wall. Struct. 2021, 160, 107380. [Google Scholar] [CrossRef]
- Kim, J.-S.; Yoon, H.-J.; Shin, K.-B. A study on crushing behaviors of composite circular tubes with different reinforcing fibers. Int. J. Impact Eng. 2011, 38, 198–207. [Google Scholar] [CrossRef]
- Mamails, A.G.; Manolakos, D.E.; Viegelahn, G.L. Crashworthy Behaviour of Thin-Walled Tubes of Fibreglass Composite Materials Subjected to Axial Loading. J. Compos. Mater. 1990, 24, 72–91. [Google Scholar] [CrossRef]
- Strohrmann, K.; Schmeer, S.; Fortin, G.; Hamada, H.; Hajek, M. Crashworthiness characteristics of carbon-flax composite tubes for aerospace applications. In Proceedings of the 18th European Conference on Composite Materials, Athens, Greece, 24–28 June 2018. [Google Scholar]
- Xiao, Z.; Mo, F.; Zeng, D.; Yang, C. Experimental and numerical study of hat shaped CFRP structures under quasi-static axial crushing. Compos. Struct. 2020, 249, 112465. [Google Scholar] [CrossRef]
- Ryzinska, G.; David, M.; Prusty, G.; Tarasiuk, J.; Wronski, S. Effect of fibre architecture on the specific energy absorption in carbon epoxy composite tubes under progressive crushing. Compos. Struct. 2019, 227, 111292. [Google Scholar] [CrossRef]
- Özbek, Ö.; Bozkurt, Ö.Y.; Erklig, A. An experimental study on intraply fiber hybridization of filament wound composite pipes subjected to quasi-static compression loading. Polym. Test. 2019, 79, 106082. [Google Scholar] [CrossRef]
- Wang, Y.; Feng, J.; Wu, J.; Hu, D. Effects of fiber orientation and wall thickness on energy absorption characteristics of carbon-reinforced composite tubes under different loading conditions. Compos. Struct. 2016, 153, 356–368. [Google Scholar] [CrossRef]
- Hampaiyan, M.H.; Rahmani, R.; Saedi, G.H. Bending characteristics of partially reinforced aluminum/CFRP hybrid hat-section beam structures with an adhesively bonded joint: An experimental, numerical, and analytical study. Polym. Compos. 2024, 45, 8949–8969. [Google Scholar] [CrossRef]
- Chen, D.; Xiao, S.; Yang, B.; Yang, G.; Wang, M.; Zhang, Z. Axial crushing response of carbon/glass hybrid composite tubes: An experimental and multi-scale computational study. Compos. Struct. 2022, 294, 115640. [Google Scholar] [CrossRef]
- Zhu, G.; Sun, G.; Li, G.; Cheng, A.; Li, Q. Modeling for CFRP structures subjected to quasi-static crushing. Compos. Struct. 2018, 184, 41–55. [Google Scholar] [CrossRef]
- Liu, Z.; Xia, Y. Development of a numerical material model for axial crushing mechanical characterization of woven CFRP composites. Compos. Struct. 2019, 230, 111531. [Google Scholar] [CrossRef]
- Jamal-Omidi, M.; Choopanian, B.A. A numerical study on energy absorption capability of lateral corrugated composite tube under axial crushing. Int. J. Crashworthiness 2021, 26, 147–158. [Google Scholar] [CrossRef]
- Johnson, A.F.; David, M. Failure Mechanisms and Energy Absorption in Composite Elements under Axial Crush. Key. Eng. Mater. 2011, 488–489, 638–641. [Google Scholar] [CrossRef]
- Joosten, M.W.; Dutton, S.; Kelly, D.; Thomson, R. Experimental and numerical investigation of the crushing response of an open section composite energy absorbing element. Compos. Struct. 2011, 93, 682–689. [Google Scholar] [CrossRef]
- Renier, J.; Feser, T.; Waimer, M.; Poursartip, A.; Voggenreiter, H.; Vaziri, R. Axial crush simulation of composites using continuum damage mechanics: FE software and material model independent considerations. Compos. Part B-Eng. 2021, 225, 109284. [Google Scholar] [CrossRef]
- Chen, D.; Sun, X.; Li, B.; Liu, Y.; Zhu, T.; Xiao, S. On Crashworthiness and Energy-Absorbing Mechanisms of Thick CFRP Structures for Railway Vehicles. Polymers 2022, 14, 4795. [Google Scholar] [CrossRef]
- Gul, S. An experimental investigation on damage mechanisms of thick hybrid composite structures under flexural loading using multi-instrument measurements. Aerosp. Sci. Technol. 2021, 117, 106921. [Google Scholar] [CrossRef]
- Djabali, A. Fatigue damage evolution in thick composite laminates_Combination of X-ray tomography, acoustic emission and digital image correlation. Compos. Sci. Technol. 2019, 183, 107815. [Google Scholar] [CrossRef]
- BS EN 15227; Railway Applications. Crashworthiness Requirements for Railway Vehicle Bodies. The British Standards Policy and Strategy Committee: London, UK, 2020.
- Bisagni, C.; DI, P.G.; Fraschini, L.; Terletti, D. Progressive crushing of fiber-reinforced composite structural components of a Formula One racing car. Compos. Struct. 2005, 68, 491–503. [Google Scholar] [CrossRef]
- Cherniaev, A.; Butcher, C.; Montesano, J. Predicting the axial crush response of CFRP tubes using three damage-based constitutive models. Thin Wall. Struct. 2018, 129, 349–364. [Google Scholar] [CrossRef]
- Supian, A.B.M.; Sapuan, S.M.; Zuhri, M.Y.M. Hybrid reinforced thermoset polymer composite in energy absorption tube application: A review. Def. Technol. 2018, 14, 291–305. [Google Scholar] [CrossRef]
- Liu, Q.; Ou, Z.; Mo, Z.; Li, Q.; Qu, D. Experimental investigation into dynamic axial impact responses of double hat shaped CFRP tubes. Compos. Part B-Eng. 2015, 79, 494–504. [Google Scholar] [CrossRef]
- Sun, G.; Li, S.; Liu, Q.; Li, G.; Li, Q. Experimental study on crashworthiness of empty/aluminum foam/honeycomb-filled CFRP tubes. Compos. Struct. 2016, 152, 969–993. [Google Scholar] [CrossRef]
- Sun, G.; Chen, D.; Zhu, G.; Li, Q. Lightweight hybrid materials and structures for energy absorption: A state-of-the-art review and outlook. Thin Wall. Struct. 2022, 172, 108760. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | D/mm | L/mm | T/mm | Layer | Mass/kg | |
|---|---|---|---|---|---|---|
| Thickness/mm | Layers | |||||
| Tube I | 220 | 914 | 18 | 0.2 | 90 | 21.26 |
| Tube II | 220 | 914 | 18 | 0.2 | 90 | 21.27 |
| Parameters | Name | Value |
|---|---|---|
| Mass density | /(g/cm3) | 1.60 |
| Young’s modulus, longitudinal direction Young’s modulus, longitudinal direction | /GPa /GPa | 153 |
| 13.73 | ||
| Longitudinal tensile strength Transverse tensile strength | /MPa /MPa | 2537 |
| 155.21 | ||
| Longitudinal compressive strength Transverse compressive strength | /MPa /MPa | 1580 |
| 34.7 | ||
| Shear modulus | /GPa | 3700 |
| Shear strength | /MPa | 90 |
| Parameters | Name | Value |
|---|---|---|
| Maximum strain for matrix straining | DFAILM | 0.8 |
| Maximum tensorial shear strain | DFAILS | 0.074 |
| Shear stress parameter | ALPH | 0.1 |
| Softening for fiber tensile strength | FBRT | 0.1 |
| Reduction factor for compressive fiber strength | YCFAC | 5.165 |
| Maximum strain for fiber tension | DFAILT | 0.02 |
| Maximum strain for fiber compression | DFAILC | −0.02 |
| Effective failure strain | EFS | 0.6 |
| Parameters | Name | Value |
|---|---|---|
| Mass density | /(g/cm3) | 7.85 |
| Young’s modulus | E/GPa | 120 |
| Poisson’s ratio | ν | 0.3 |
| Yield stress | SIGY/MPa | 355 |
| Tangent modulus | ETAN/MPa | 2100 |
| Parameters | Name | Value |
|---|---|---|
| Normal failure stress | NFLS/MPa | 50 |
| Shear failure stress | SFLS/MPa | 75 |
| Static friction coefficient | FS | 0.2 |
| Dynamic friction coefficient | FD | 0.15 |
| The critical distance at which the PARAM interface completely fails | CCRIT/mm | 0.15675 |
| Sample | MCF (kN) | Error | EA (kJ) | Error | SEA (kJ/kg) | Error | |||
|---|---|---|---|---|---|---|---|---|---|
| EXP | SIM | EXP | SIM | EXP | SIM | ||||
| Tube I | 891.89 | 849.49 | 4.8% | 297.00 | 301.76 | 1.6% | 38.69 | 37.17 | 3.9% |
| Tube II | 703.02 | 730.62 | 3.9% | 482.31 | 486.65 | 0.9% | 30.20 | 31.40 | 3.4% |
| Code | Static/Dynamic Friction Coefficient | DFAILT/DFAILC | NFLS/SFLS (MPa) | MCF | SEA | ||
|---|---|---|---|---|---|---|---|
| SIM (kN) | Error | SIM (kJ/kg) | Error | ||||
| F1-T02-S1 | 0.2/0.15 | 0.2/−0.2 | 50/75 | 2008.25 | 125.2% | 81.50 | 100.6% |
| F1-T005-S1 | 0.2/0.15 | 0.05/−0.05 | 50/75 | 849.49 | 4.8% | 37.17 | 3.9% |
| F1-T002-S1 | 0.2/0.15 | 0.02/−0.02 | 50/75 | 596.45 | 33.1% | 25.65 | 33.7% |
| F2-T005-S1 | 0.4/0.3 | 0.05/−0.05 | 50/75 | 956.83 | 7.3% | 49.19 | 27.1% |
| F3-T005-S1 | 0.1/0.08 | 0.05/−0.05 | 50/75 | 797.18 | 10.6% | 34.33 | 11.3% |
| F1-T005-S2 | 0.2/0.15 | 0.05/−0.05 | 25/45 | 811.33 | 9.0% | 34.92 | 9.7% |
| F1-T005-S3 | 0.2/0.15 | 0.05/−0.05 | 21.3/30.4 | 1054.70 | 18.3% | 45.69 | 18.1% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, A.; Sun, K.; Che, Q.; Jiang, B.; Song, X.; Guo, L.; Chen, D.; Xiao, S. Axial Impact Response of Carbon Fiber-Reinforced Polymer Structures in High-Speed Trains Based on Filament Winding Process. Materials 2024, 17, 4970. https://doi.org/10.3390/ma17204970
Tian A, Sun K, Che Q, Jiang B, Song X, Guo L, Chen D, Xiao S. Axial Impact Response of Carbon Fiber-Reinforced Polymer Structures in High-Speed Trains Based on Filament Winding Process. Materials. 2024; 17(20):4970. https://doi.org/10.3390/ma17204970
Chicago/Turabian StyleTian, Aiqin, Kang Sun, Quanwei Che, Beichen Jiang, Xiangang Song, Lirong Guo, Dongdong Chen, and Shoune Xiao. 2024. "Axial Impact Response of Carbon Fiber-Reinforced Polymer Structures in High-Speed Trains Based on Filament Winding Process" Materials 17, no. 20: 4970. https://doi.org/10.3390/ma17204970