
Study on the Process of Preparing Aluminum Foam Sandwich Panel Precursor by Friction Stir Welding

Abstract
:1. Introduction
2. Experimental Procedures
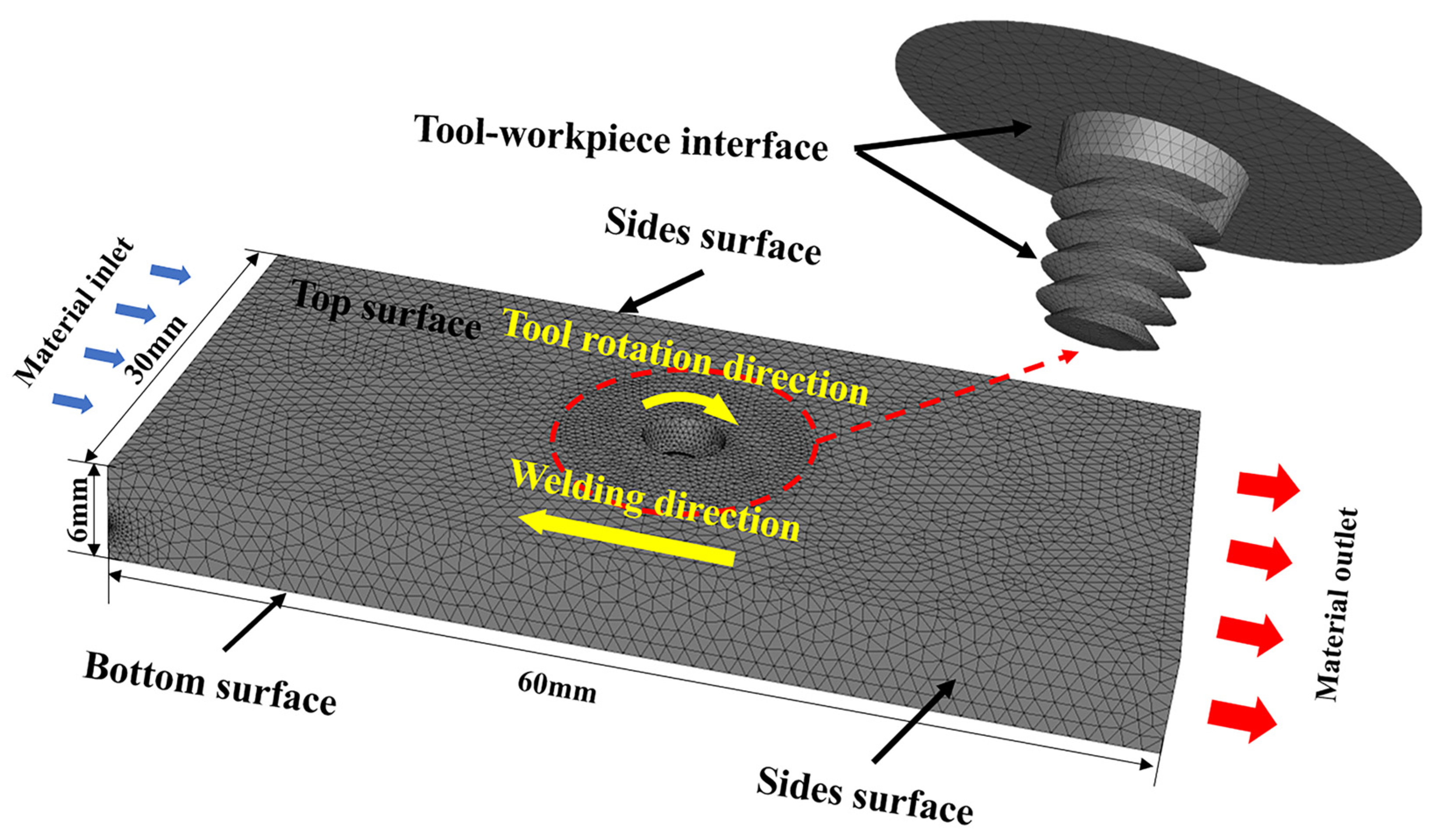
3. Mathematical Modeling
4. Results
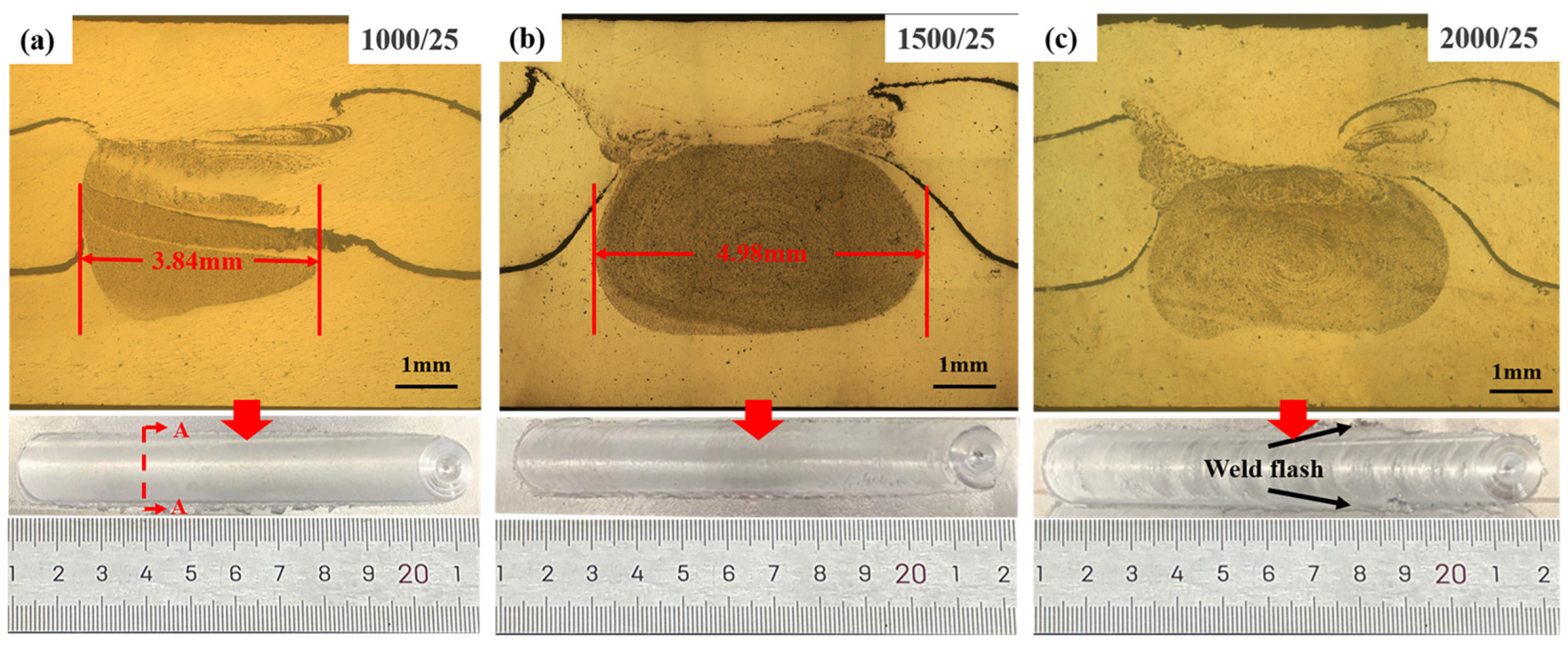
4.1. FSW Welding Parameters
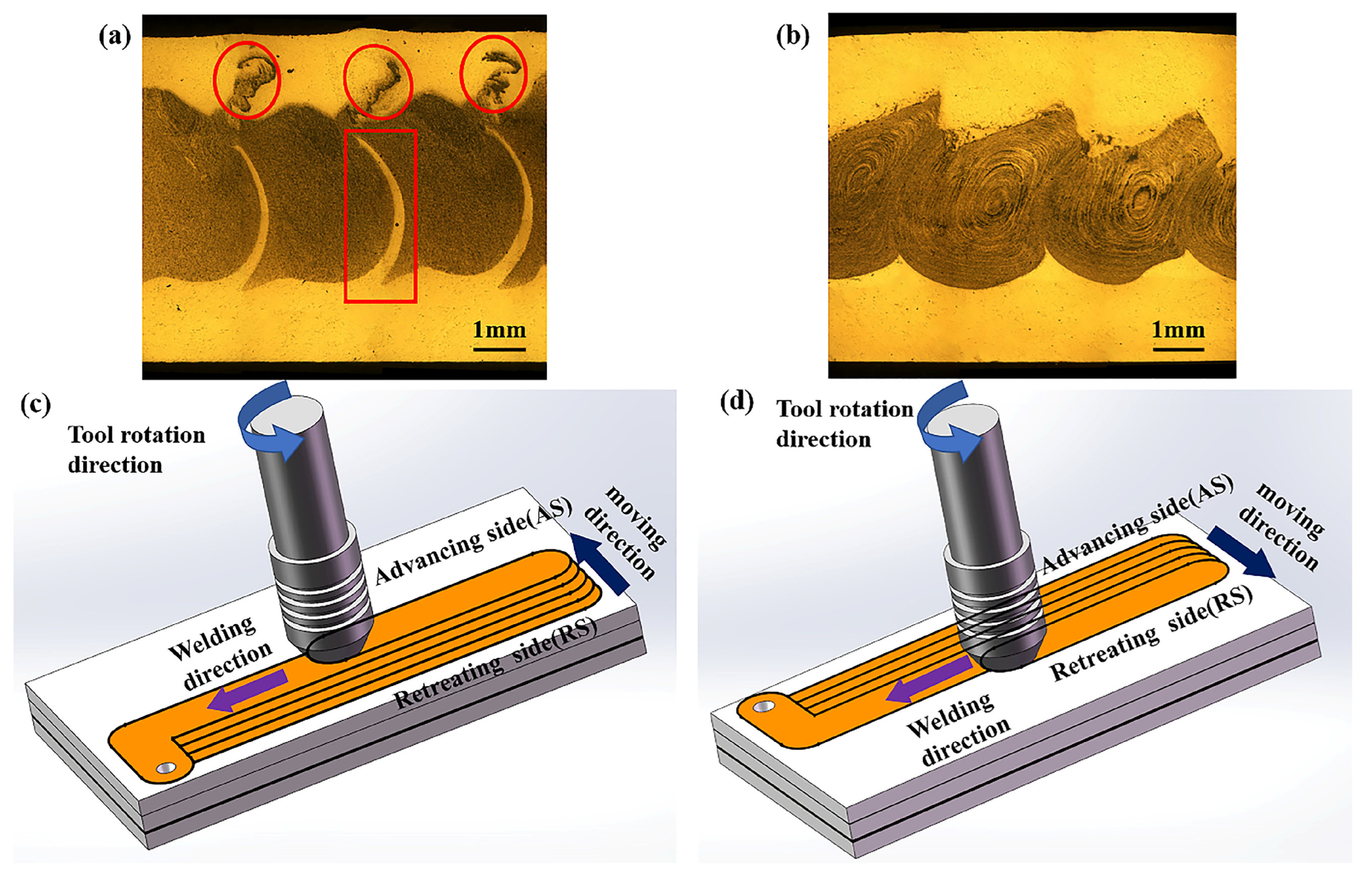
4.2. FSW Tool Movement Direction
4.3. FSW Tool Geometrical Features
5. Discussion
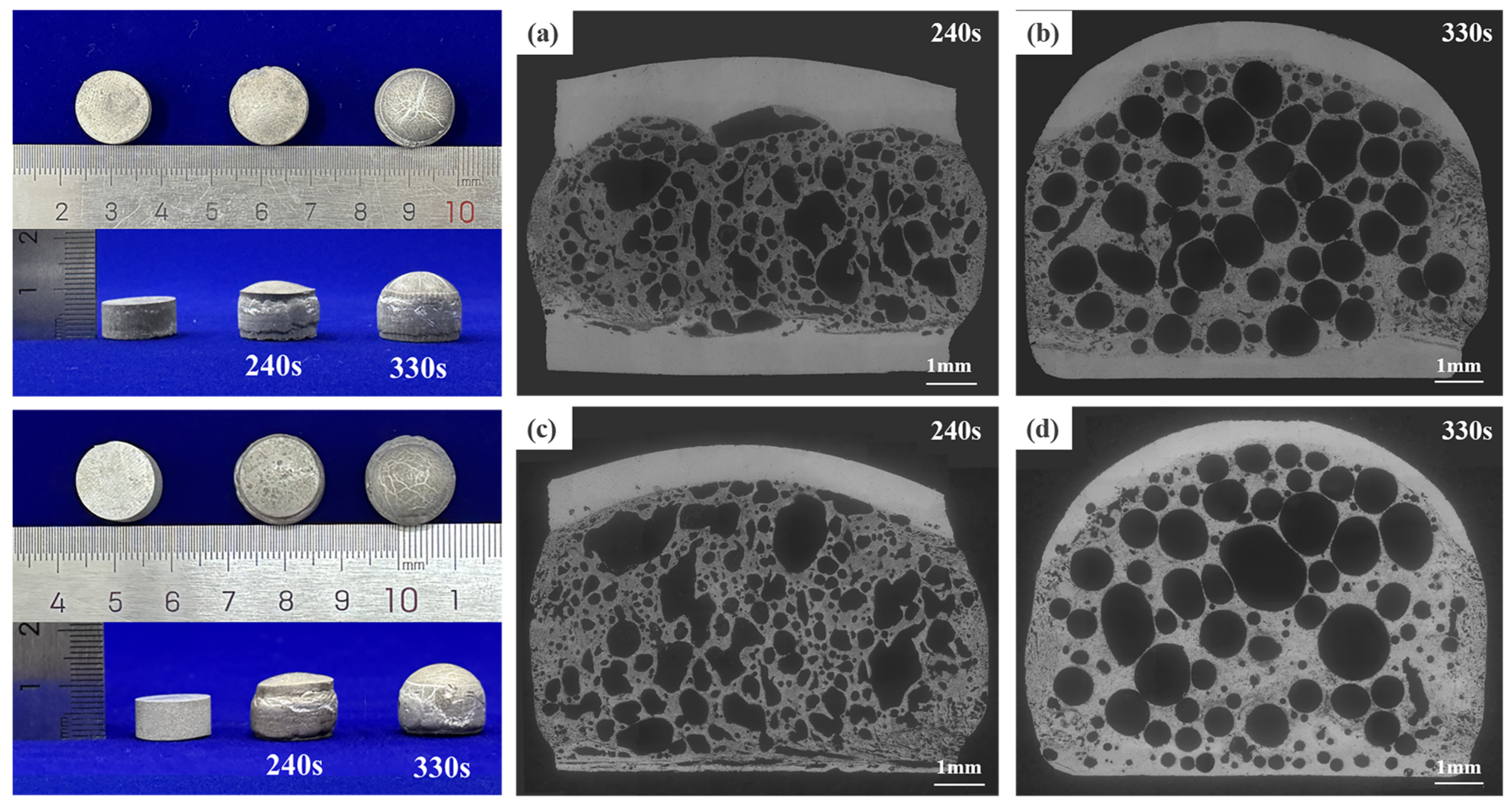
5.1. Effect of Welding Temperature on AFS Precursors
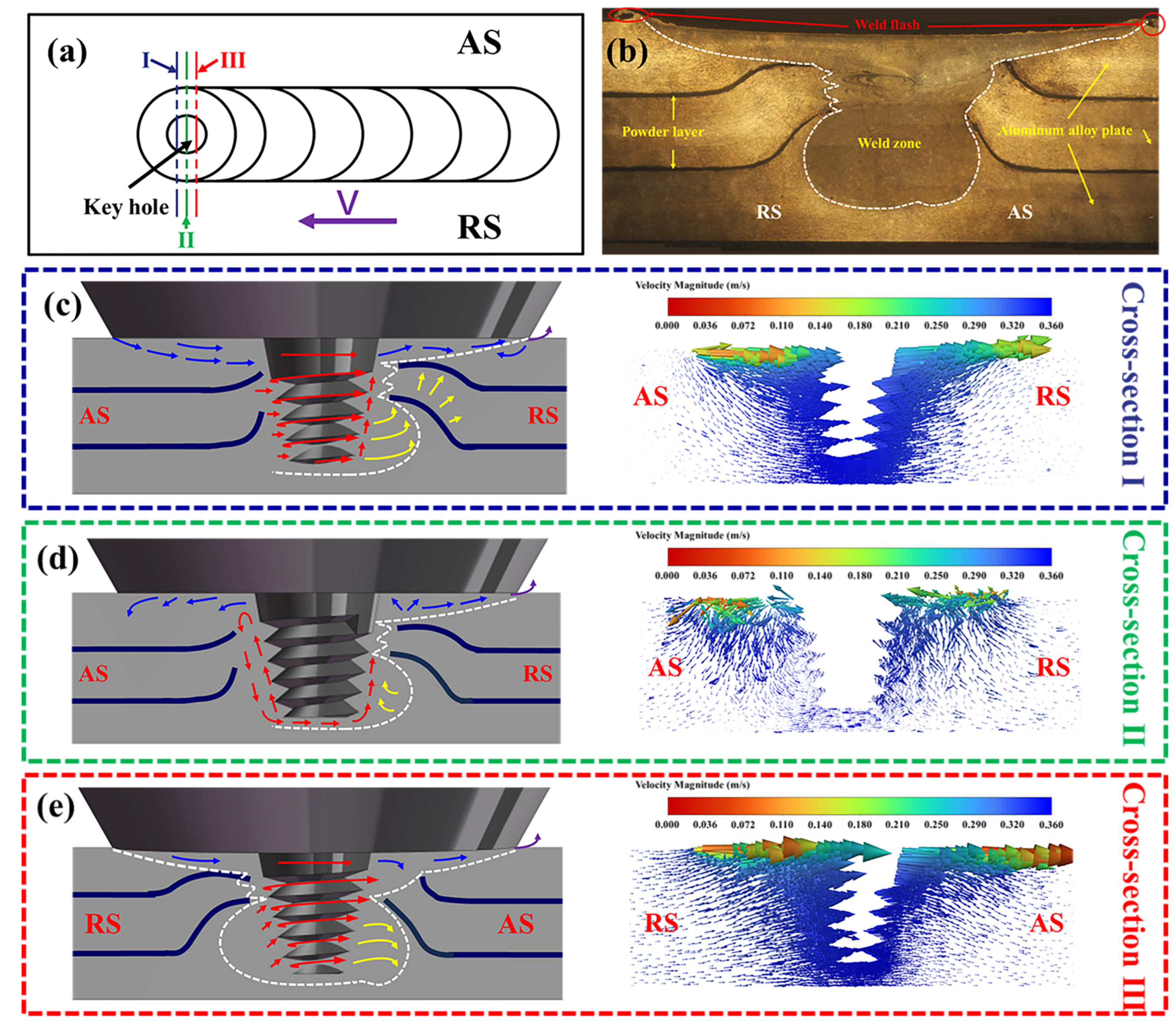
5.2. Effect of Material Flow on AFS Precursors
5.3. AFS Precursors
6. Conclusions
- The AFS precursors with no defects, uniform distribution of foaming agent, and excellent densification are prepared with a rotation speed of 1500 r/min, travel speed of 25 mm/min, tool plunge depth of 0.2 mm, and multiple passes welding along the RS;
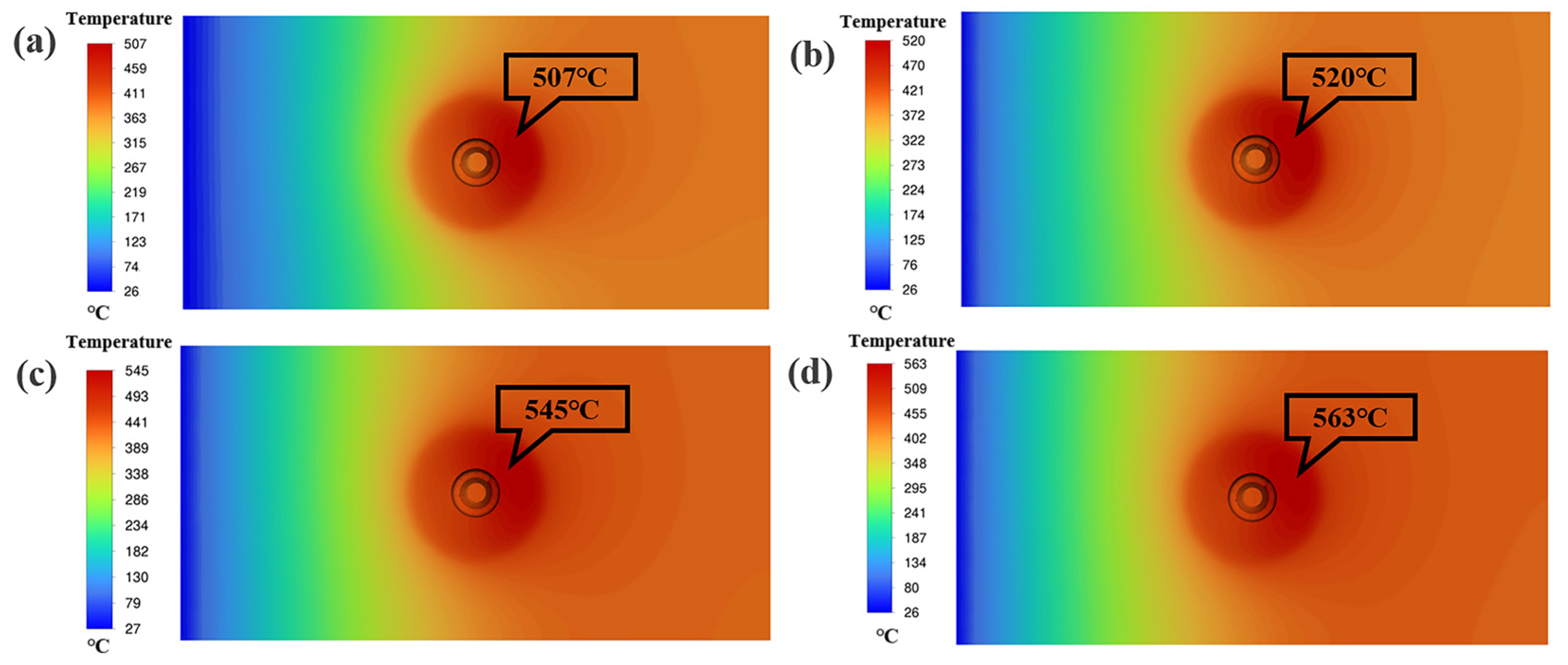
- The increased welding temperature enhances the softening degree and area of the matrix in the WZ, which improves the area of the AFS precursor prepared by a single FSW and the uniformity of the foaming agent in the precursor, but excessive welding temperatures can result in the occurrence of welding defects;
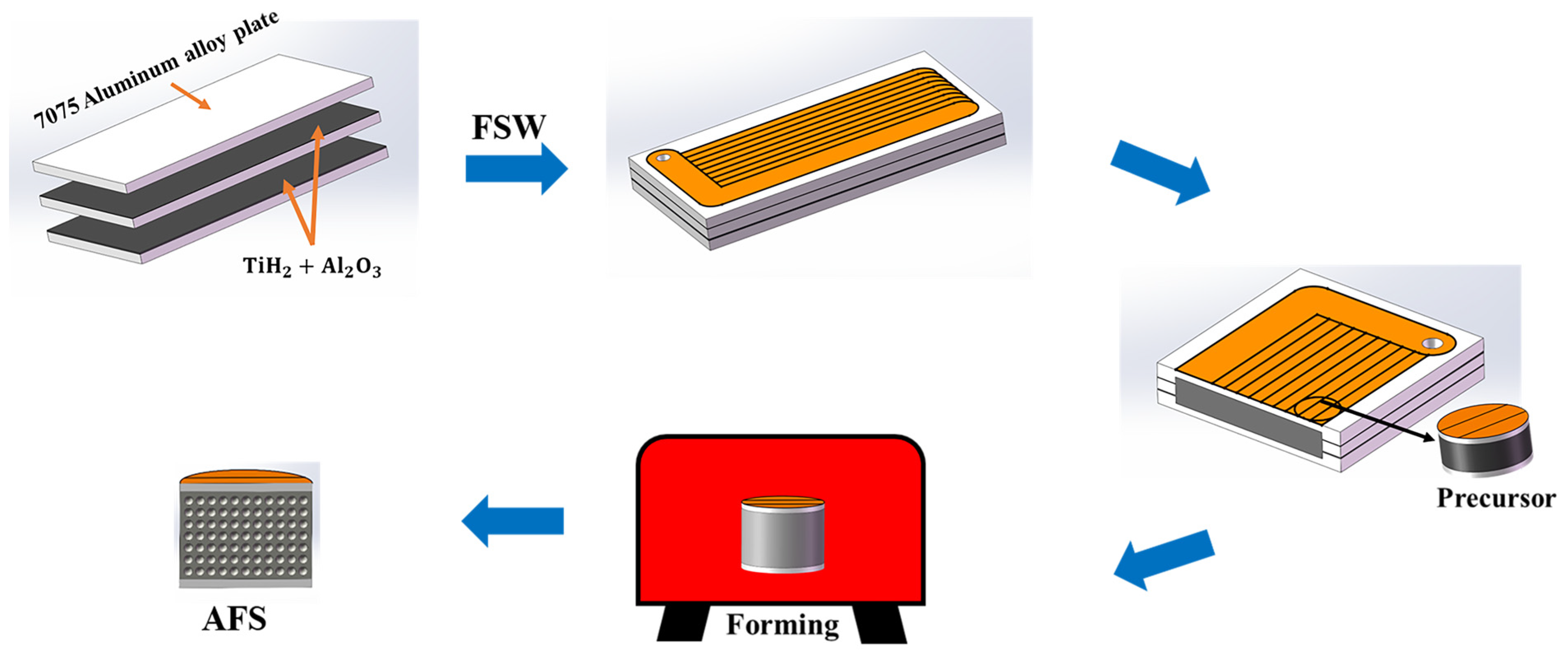
- The material in the WZ area flows upward under the action of the pin threads so that AFS precursors with foaming agent distribution in the core layer can be prepared by shortening the length of the threads;
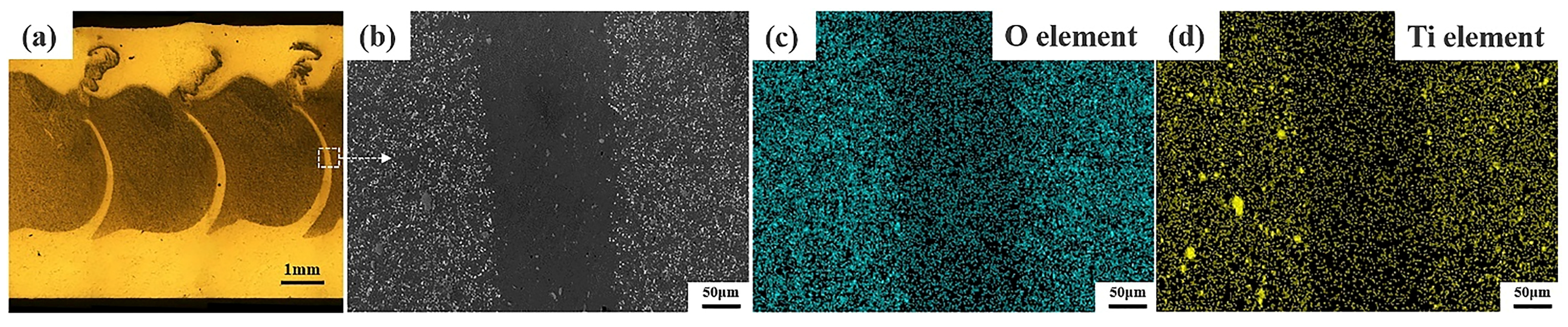
- The softened area of the matrix is greater on the AS side than on the RS side, and the softened matrix builds up on the RS side as the material flows. The presence of curved layers of unmixed powder and crescent-shaped regions of no foaming agent in the AFS precursors produced along the AS multi-pass FSW.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Banhart, J. Manufacture, characterisation and application of cellular metals and metal foams. Prog. Mater. Sci. 2001, 46, 559–632. [Google Scholar] [CrossRef]
- An, Y.; Ma, H.; Zhang, J.; Zhang, P.; Zhao, E.; Yang, S. Foaming stabilization and mechanical properties of high-toughness aluminum foam fabricated using non-thickening foaming technology. J. Mater. Process. Technol. 2021, 296, 117212. [Google Scholar] [CrossRef]
- Banhart, J.; Seeliger, H.W. Recent trends in aluminum foam sandwich technology. Adv. Eng. Mater. 2012, 14, 1082–1087. [Google Scholar] [CrossRef]
- Zhang, J.; An, Y.; Ma, H. Research progress in the preparation of aluminum foam composite structures. Metals 2022, 12, 2047. [Google Scholar] [CrossRef]
- Faidzi, M.K.; Abdullah, S.; Abdullah, M.F.; Azman, A.; Hui, D.; Singh, S. Review of current trends for metal-based sandwich panel: Failure mechanisms and their contribution factors. Eng. Fail. Anal. 2021, 123, 105302. [Google Scholar] [CrossRef]
- Pratomo, A.N.; Santosa, S.P.; Gunawan, L.; Widagdo, D.; Putra, I.S. Numerical study and experimental validation of blastworthy structure using aluminum foam sandwich subjected to fragmented 8 kg TNT blast loading. Int. J. Impact Eng. 2020, 146, 103699. [Google Scholar] [CrossRef]
- Ji, C.; Huang, H.; Wang, T.; Huang, Q. Recent advances and future trends in processing methods and characterization technologies of aluminum foam composite structures: A review. J. Manuf. Process. 2023, 93, 116–152. [Google Scholar] [CrossRef]
- Wang, N.; Chen, X.; Li, A.; Zhang, H.; Liu, Y. Three–point bending performance of a new aluminum foam composite structure. Trans. Nonferr. Metal Soc. 2016, 26, 359–368. [Google Scholar] [CrossRef]
- Ding, X.; Liu, Y.; Wan, T. A novel hot–pressing method to prepare foamable precursor of aluminum foam sandwich (AFS). Mater. Lett. 2020, 259, 126895. [Google Scholar] [CrossRef]
- Zu, G.; Song, B.; Guan, Z.; Wang, L.; Yao, G. Preparation of aluminum foam sandwich by rolling-bonding/powder metallurgy foaming technology. J. Wuhan Univ. Technol. 2011, 26, 671–674. [Google Scholar] [CrossRef]
- Sun, X.; Huang, P.; Zhang, X.; Han, N.; Lei, J.; Yao, Y.; Zu, G.-Y. Densification mechanism for the precursor of AFS under different rolling temperatures. Materials 2019, 12, 3933. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Feng, H.; Xu, T.; Xin, W.; Ding, J.; Liu, N.; Wang, Z.; Wang, Y.; Xia, X.; Liu, Y. Compression performances of integral-forming aluminum foam sandwich. Compos. Struct. 2022, 283, 115090. [Google Scholar] [CrossRef]
- Song, Y.F.; Xiao, L.R.; Zhao, X.J.; Zhou, H.; Zhang, W.; Guo, L.; Wang, Y.H. Fabrication, microstructure and shear properties of Al foam sandwich. Mater. Manuf. Process. 2016, 31, 1046–1051. [Google Scholar] [CrossRef]
- Wan, L.; Huang, Y.; Lv, S.; Feng, J. Fabrication and interfacial characterization of aluminum foam sandwich via fluxless soldering with surface abrasion. Compos. Struct. 2015, 123, 366–373. [Google Scholar] [CrossRef]
- Ubertalli, G.; Ferraris, M.; Bangash, M.K. Joining of AL-6016 to Al-foam using Zn-based joining materials. Compos. Part A-Appl. Sci. Manuf. 2017, 96, 122–128. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Peng, P.; Wang, K.; Wang, W.; Huang, L.; Qiao, K.; Che, Q.; Xi, X.; Zhang, B.; Cai, J. High-performance aluminium foam sandwich prepared through friction stir welding. Mater. Lett. 2019, 236, 295–298. [Google Scholar] [CrossRef]
- Su, X.X.; Huang, P.; Feng, Z.H.; Gao, Q.; Wei, Z.X.; Sun, X.; Zu, G.; Mu, Y. Study on aluminum foam sandwich welding by friction stir welding technology. Mater. Lett. 2021, 304, 130605. [Google Scholar] [CrossRef]
- Hangai, Y.; Ishii, N.; Koyama, S.; Utsunomiya, T.; Kuwazuru, O.; Yoshikawa, N. Fabrication and tensile tests of aluminum foam sandwich with dense steel face sheets by friction stir processing route. Mater. Trans. 2012, 53, 584–587. [Google Scholar] [CrossRef]
- Pang, Q.; Hu, Z.L.; Song, J.S. Preparation and Mechanical Properties of Closed-Cell CNTS-Reinforced Al Composite Foams by Friction Stir Welding. Int. J. Adv. Manuf. Technol. 2019, 103, 3125–3136. [Google Scholar] [CrossRef]
- Mabuwa, S.; Msomi, V. Fatigue behaviour of the multi-pass friction stir processed AA8011-H14 and AA6082-T651 dissimilar joints. Eng. Fail. Anal. 2020, 118, 104876. [Google Scholar] [CrossRef]
- Dialami, N.; Cervera, M.; Chiumenti, M.; Segatori, A. Prediction of joint line remnant defect in friction stir welding. Int. J. Mech. Sci. 2019, 151, 61–69. [Google Scholar] [CrossRef]
- Pang, Q.; Zheng, J.; Hu, Z. Microstructural characteristics and mechanical properties of 7075 aluminum alloy foam sandwich panels fabricated via integrated forming and foaming. J. Manuf. Process. 2023, 94, 133–145. [Google Scholar] [CrossRef]
- Pang, Q.; Wu, Z.; Hu, Z. The influence of process parameters on the preparation of closed-cell aluminum foam by friction stir processing. Int. J. Adv. Manuf. Technol. 2022, 120, 2489–2501. [Google Scholar] [CrossRef]
- Hangai, Y.; Utsunomiya, T.; Hasegawa, M. Effect of tool rotating rate on foaming properties of porous aluminum fabricated by using friction stir processing. J. Mater. Process. Technol. 2010, 210, 288–292. [Google Scholar] [CrossRef]
- Hangai, Y.; Morohashi, H.; Aoki, Y.; Mitsugi, H.; Fujii, H. Process of simultaneously fabricating and foaming precursor using frictional heat generated during friction stir welding. Int. J. Adv. Manuf. Technol. 2022, 121, 3207–3214. [Google Scholar] [CrossRef]
- Gavalec, M.; Barenyi, I.; Krbata, M.; Kohutiar, M.; Balos, S.; Pecanac, M. The Effect of Rotary Friction Welding Conditions on the Microstructure and Mechanical Properties of Ti6Al4V Titanium Alloy Welds. Materials 2023, 16, 6492. [Google Scholar] [CrossRef]
- Muhayat, N.; Harjono, M.S.; Depari, Y.P.; Prabowo, A.R.; Triyono, T.; Putri, E.D.; Tuswan, T. Friction stir welded aa5052-h32 under dissimilar pin profile and preheat temperature: Microstructural observations and mechanical properties. Metals 2021, 12, 4. [Google Scholar] [CrossRef]
- Nath, R.K.; Maji, P.; Barma, J.D. Joining of Advance Engineering Thermoplastic Using Novel Self-Heated FSW Tool. Jom 2021, 73, 1774–1785. [Google Scholar] [CrossRef]
- Maji, P.; Karmakar, R.; Nath, R.K.; Paul, P. An overview on friction stir welding/processing tools. Mater. Today 2022, 58, 57–64. [Google Scholar] [CrossRef]
- Yang, C.; Wu, C.S.; Shi, L. Modeling the dissimilar material flow and mixing in friction stir welding of aluminum to magnesium alloys. J. Alloys Compd. 2020, 843, 156021. [Google Scholar] [CrossRef]
- Ji, H.; Deng, Y.L.; Xu, H.Y.; Yin, X.; Zhang, T.; Wang, W.Q.; Dong, H.G.; Wang, T.Y.; Wu, J.P. Numerical modeling for the mechanism of shoulder and pin features affecting thermal and material flow behavior in friction stir welding. J. Mater. Res. Technol. 2022, 21, 662–678. [Google Scholar] [CrossRef]
- Chen, G.; Li, H.; Wang, G.; Guo, Z.; Zhang, S.; Dai, Q.; Wang, X.; Zhang, G.; Shi, Q. Effects of pin thread on the in-process material flow behavior during friction stir welding: A computational fluid dynamics study. Int. J. Mach. Tools Manuf. 2018, 124, 12–21. [Google Scholar] [CrossRef]
- Kadian, A.K.; Biswas, P. The study of material flow behaviour in dissimilar material FSW of AA6061 and Cu-B370 alloys plates. J. Manuf. Process. 2018, 34, 96–105. [Google Scholar] [CrossRef]
- Yang, C.; Dai, Q.; Shi, Q.; Wu, C.; Zhang, H.; Chen, G. Flow-coupled thermo-mechanical analysis of frictional behaviors at the tool-workpiece interface during friction stir welding. J. Manuf. Process. 2022, 79, 394–404. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, J.; Pang, Q.; Hu, Z.-L. Study on formability and deformation behavior of friction stir welding AA2024-7075 joint. Int. J. Adv. Manuf. Technol. 2023, 128, 2689–2703. [Google Scholar] [CrossRef]
- Nandan, R.; Roy, G.G.; Lienert, T.J.; Debroy, T. Three-dimensional heat and material flow during friction stir welding of mild steel. Acta Mater. 2007, 55, 883–895. [Google Scholar] [CrossRef]
- Shi, L.; Wu, C.S.; Padhy, G.K.; Gao, S. Numerical simulation of ultrasonic field and its acoustoplastic influence on friction stir welding. Mater. Design 2016, 104, 102–115. [Google Scholar] [CrossRef]
- Shi, L.; Wu, C.S.; Liu, X.C. Modeling the effects of ultrasonic vibration on friction stir welding. J. Mater. Process. Technol. 2015, 222, 91–102. [Google Scholar] [CrossRef]
- Salih, O.S.; Ou, H.; Sun, W. Heat generation, plastic deformation and residual stresses in friction stir welding of aluminium alloy. Int. J. Mech. Sci. 2023, 238, 107827. [Google Scholar] [CrossRef]
- Farhang, M.; Farahani, M.; Nazari, M.; Sam-Daliri, O. Experimental Correlation Between Microstructure, Residual Stresses and Mechanical Properties of Friction Stir Welded 2024-T6 Aluminum Alloys. Int. J. Adv. Manuf. Technol. 2022, 15, 1–9. [Google Scholar]
- Zhai, M.; Wu, C.; Su, H. Influence of Tool Tilt Angle on Heat Transfer and Material Flow in Friction Stir Welding. J. Manuf. Process. 2020, 59, 98–112. [Google Scholar] [CrossRef]
- Moraes, J.F.C.; Rodriguez, R.I.; Jordon, J.B.; Su, X. Effect of overlap orientation on fatigue behavior in friction stir linear welds of magnesium alloy sheets. Int. J. Fatigue 2017, 100, 1–11. [Google Scholar] [CrossRef]
- Hangai, Y.; Kamada, H.; Utsunomiya, T.; Kitahara, S.; Kuwazuru, O.; Yoshikawa, N. Aluminum alloy foam core sandwich panels fabricated from die casting aluminum alloy by friction stir welding route. J. Mater Process. Technol. 2014, 214, 1928–1934. [Google Scholar] [CrossRef]
- Utsunomiya, T.; Otsuki, K.; Hangai, Y. Fabrication of aluminum foam core sandwich using sandwich-type foamable precursor with two face sheets by friction stir welding route. Mater. Trans. 2018, 59, 999–1004. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (kg/m3) | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) |
|---|---|---|---|
| 2700 | 207 | 95 | 21.4 |
| Material | A | n | Q | ||||
|---|---|---|---|---|---|---|---|
| 7075 | 0.0141 | 5.41 | 129,000 | 2810 |
| Rotation Speed (r/min) | Travel Speeds (mm/min) | Tool Plunge Depth (mm) | Overlap Direction |
|---|---|---|---|
| 1500 | 25 | 0.2 | RS |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Pang, Q. Study on the Process of Preparing Aluminum Foam Sandwich Panel Precursor by Friction Stir Welding. Materials 2024, 17, 4981. https://doi.org/10.3390/ma17204981
Zhang Y, Pang Q. Study on the Process of Preparing Aluminum Foam Sandwich Panel Precursor by Friction Stir Welding. Materials. 2024; 17(20):4981. https://doi.org/10.3390/ma17204981
Chicago/Turabian StyleZhang, Yu, and Qiu Pang. 2024. "Study on the Process of Preparing Aluminum Foam Sandwich Panel Precursor by Friction Stir Welding" Materials 17, no. 20: 4981. https://doi.org/10.3390/ma17204981
APA StyleZhang, Y., & Pang, Q. (2024). Study on the Process of Preparing Aluminum Foam Sandwich Panel Precursor by Friction Stir Welding. Materials, 17(20), 4981. https://doi.org/10.3390/ma17204981