
An Insight into Chip and Surface Texture Shaping Under Finish Turning of Powder Steels Infiltrated with Tin Bronze

 ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
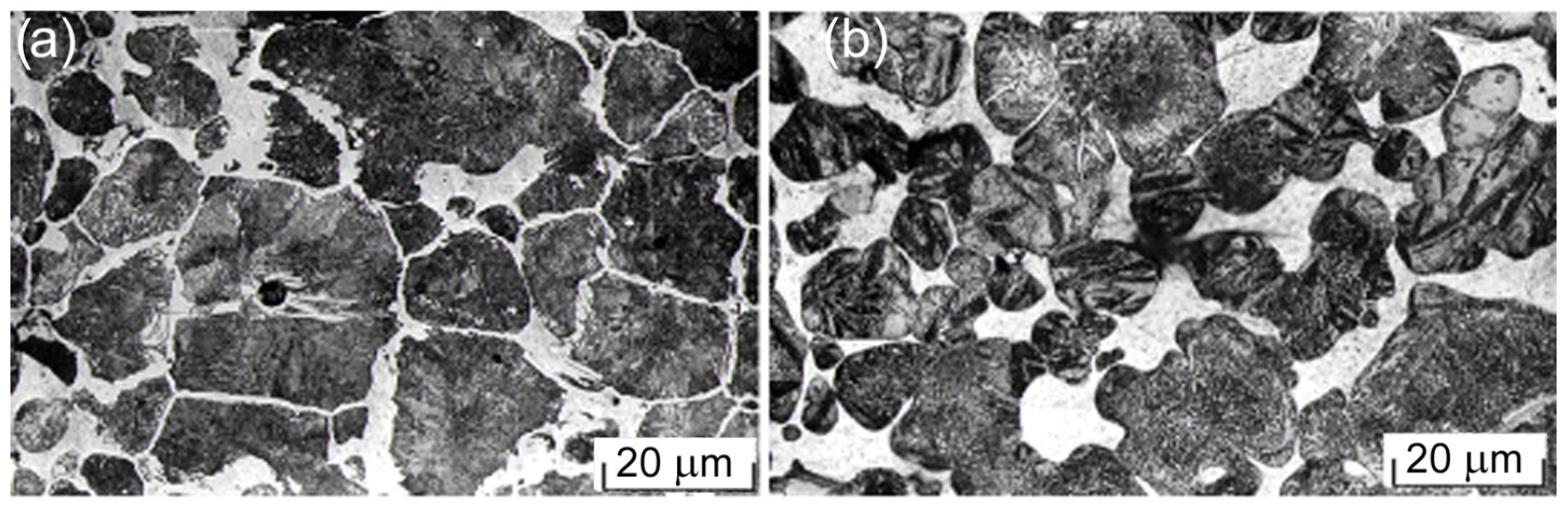
2.1. Materials
2.2. Methods
3. Results and Discussion
3.1. Chip Shaping
3.2. Chip Morphology
3.3. Changes in Chip Spreading Ratios
3.4. Changes in Surface Roughness Parameters
3.5. Surface Topography Shaping
4. Conclusions
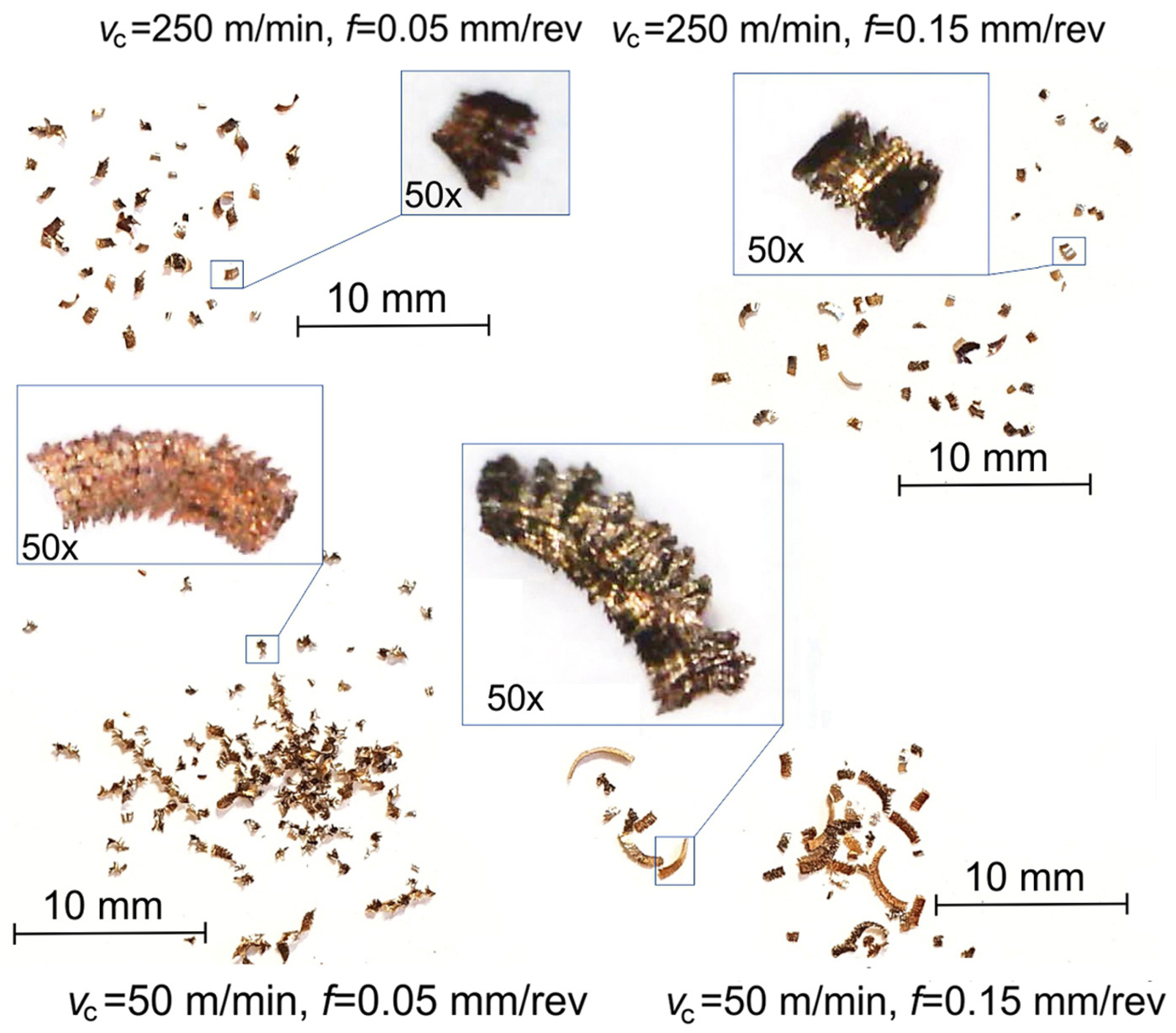
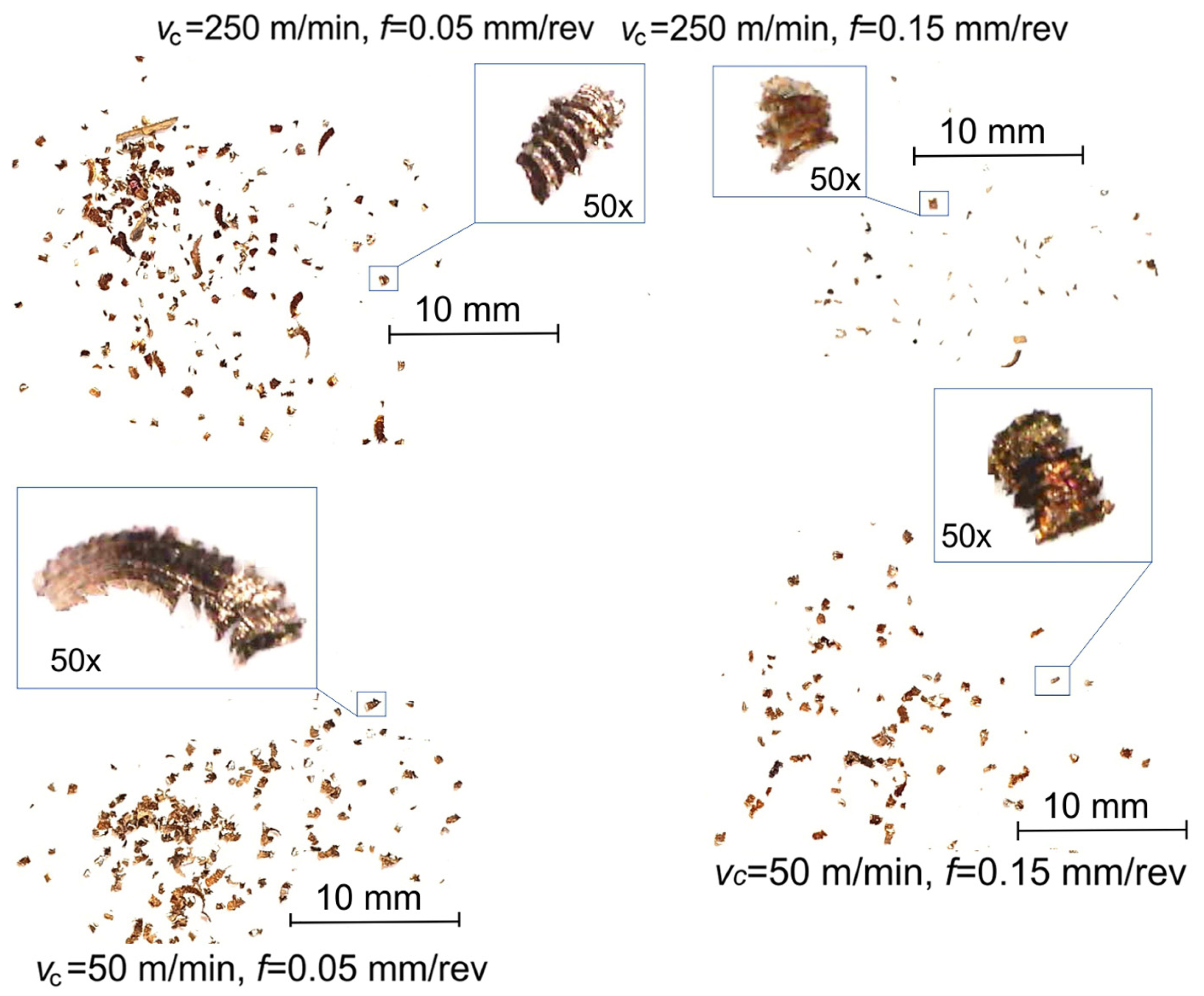
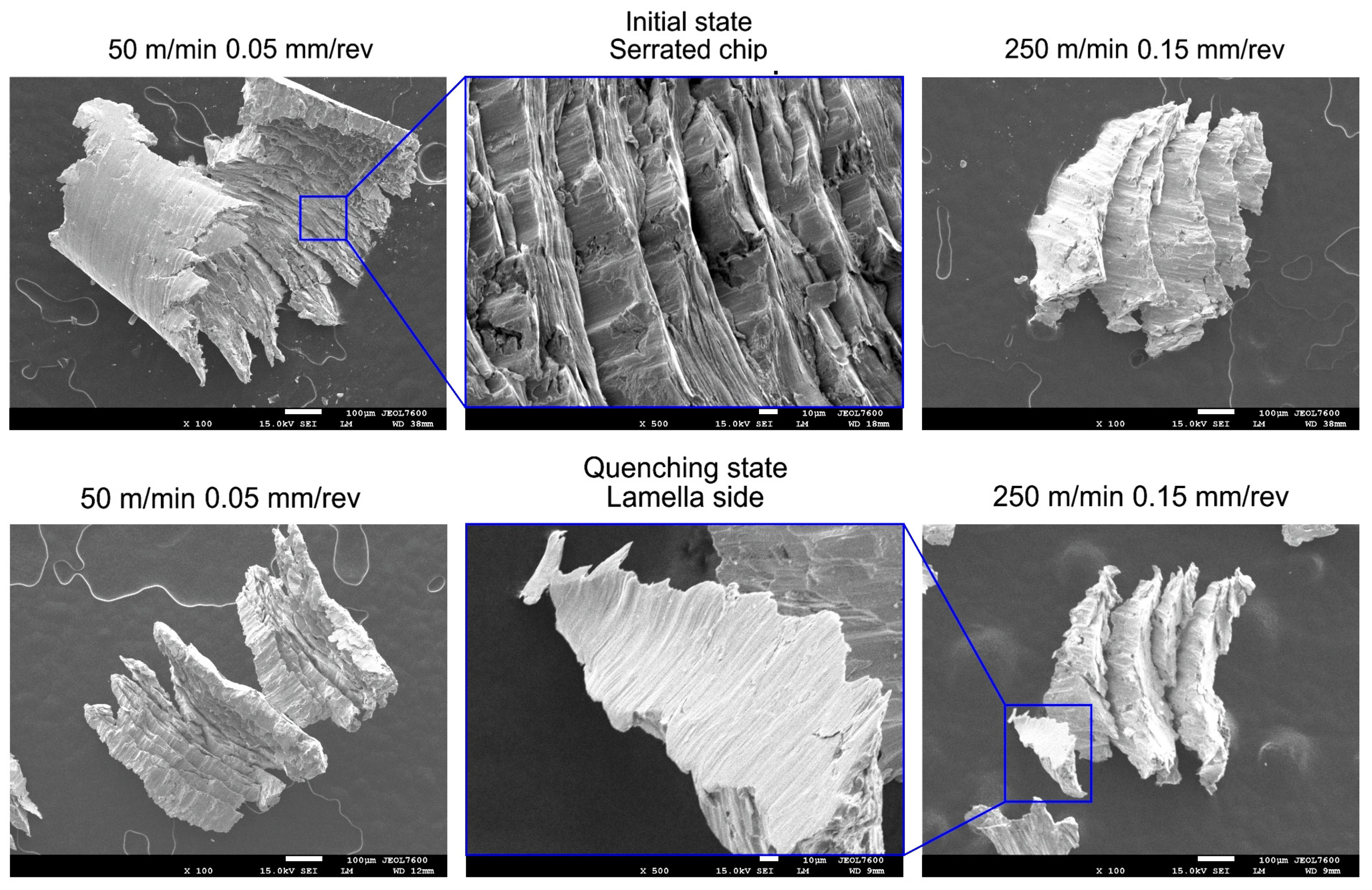
- When finish turning powder steels, the chips take the shape of small fragments or, less often, loose curves or element chips. When turning quenched steel, the formation of uneven lamellas is possible and, when turning initial steel, serrated chips are formed. Short, breakable chips are easily removed from the cutting zone and their presence leads to a favorable surface quality, as it reduces the risk of scratching. Compared to the initial state, quenching ensures the creation of a harder but more brittle material. As a result, fine chips occur over a wider range of speeds and feed rates and the segmented sections are shorter;
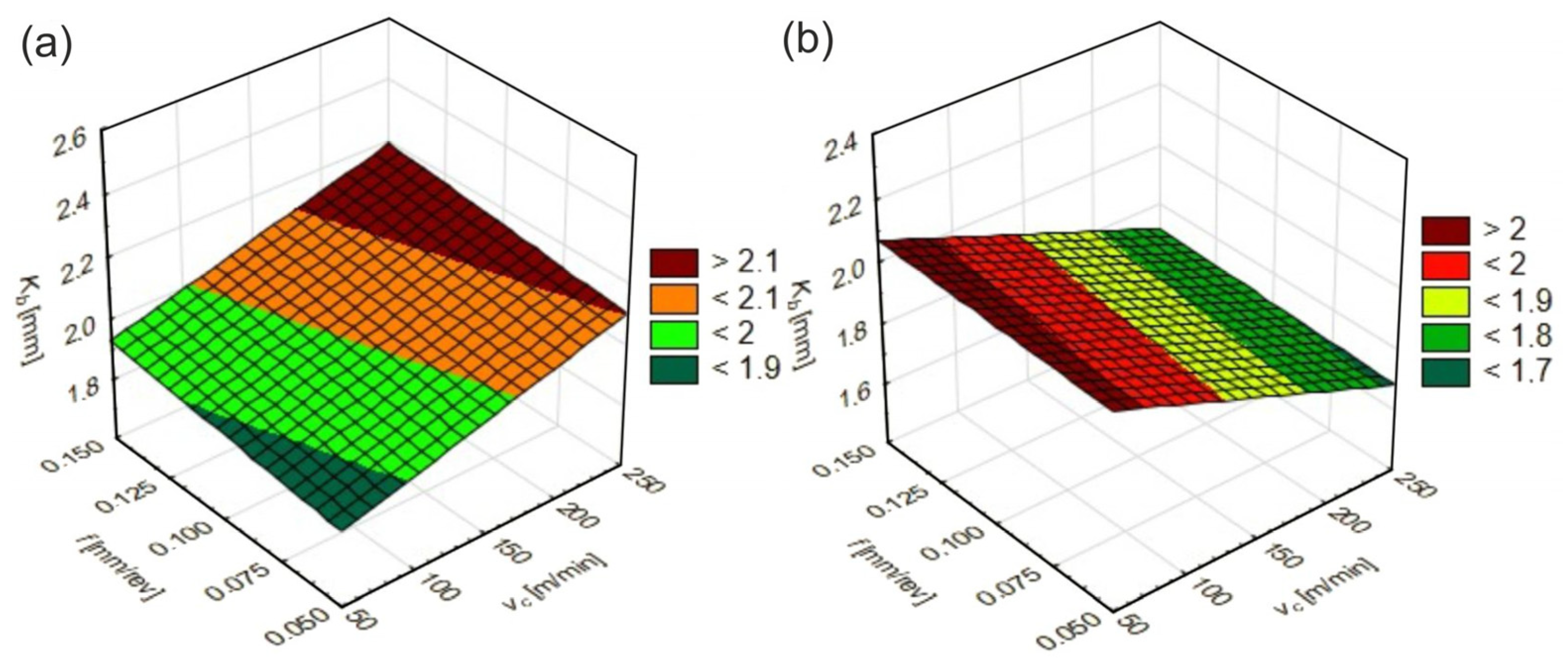
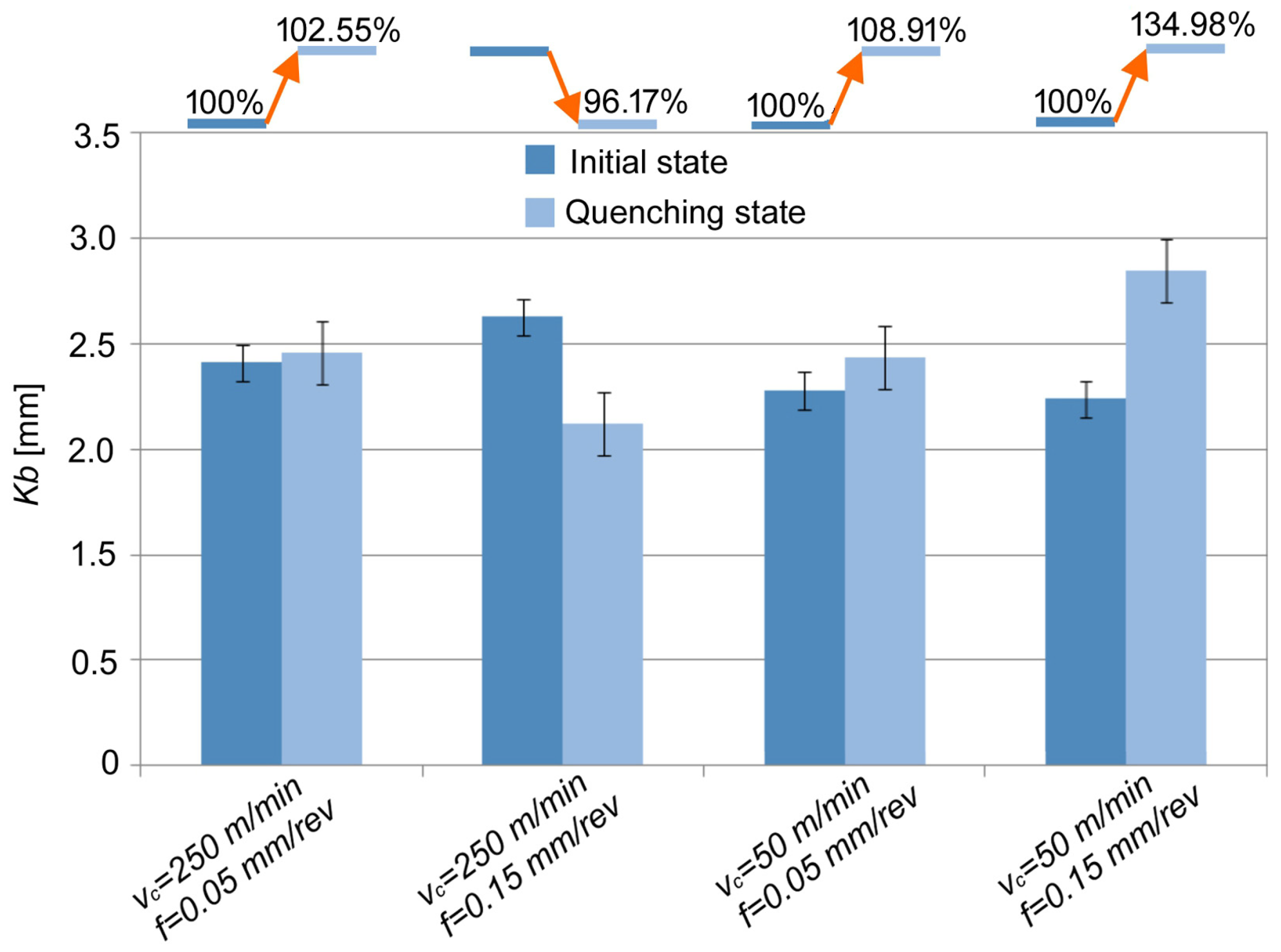
- Changes in the chip spreading ratio Kb indicate a less intensive process of the chip deformation. It was revealed that for the initial material, Kb values increase with increasing vc, while the opposite trend was observed for the quenched material. For the initial state, a reduction in Kb was observed in the range of a vc of 50–100 m/min and an f of 0.05–0.075 mm/rev, while for quenched material this was in the range of 225–250 m/min and 0.05–0.075 mm/rev. Compared to the initial state, a 14% reduction in Kb was registered for quenching at high cutting speeds and feed rates, and up to a 32% reduction was observed under other conditions;
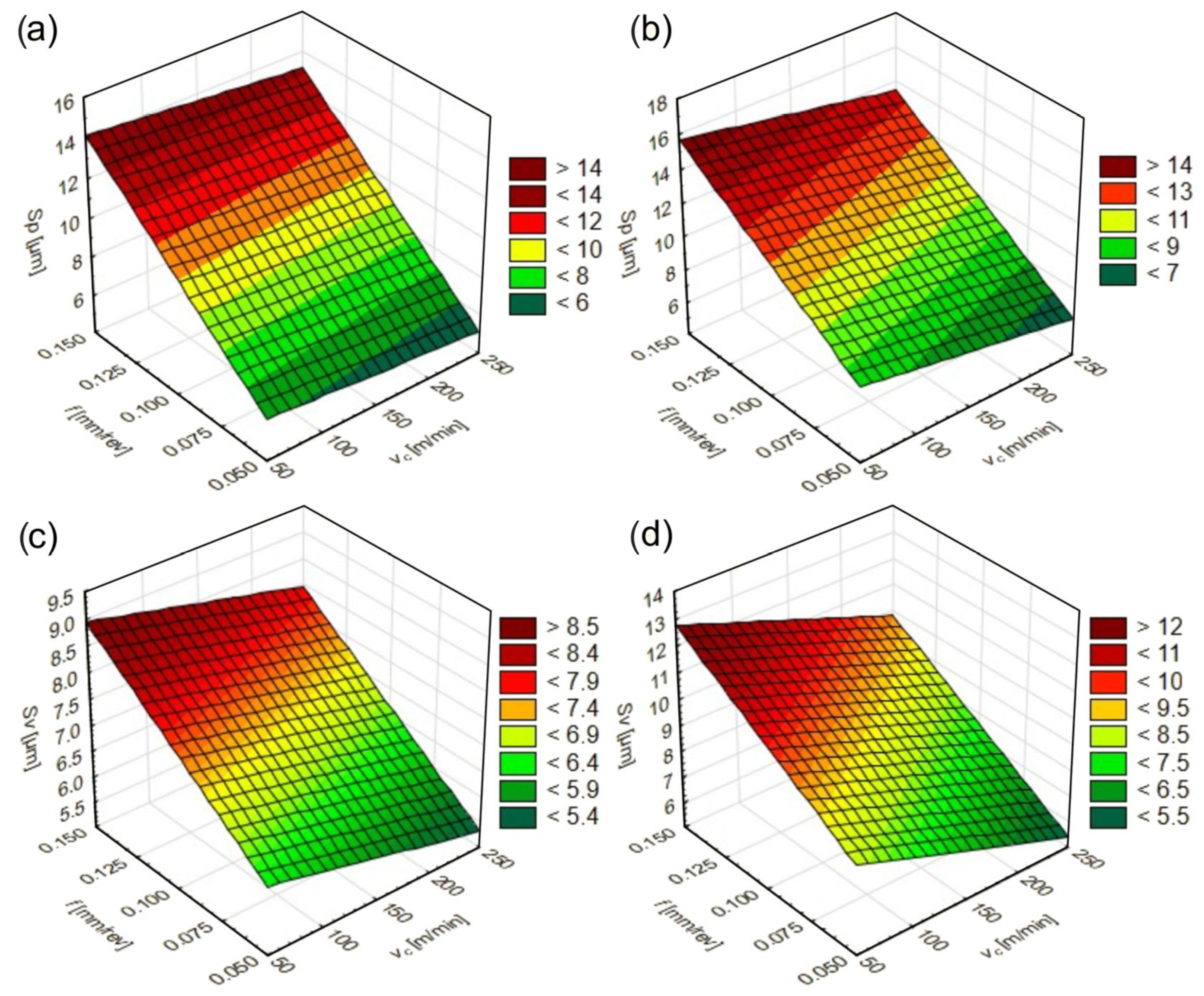
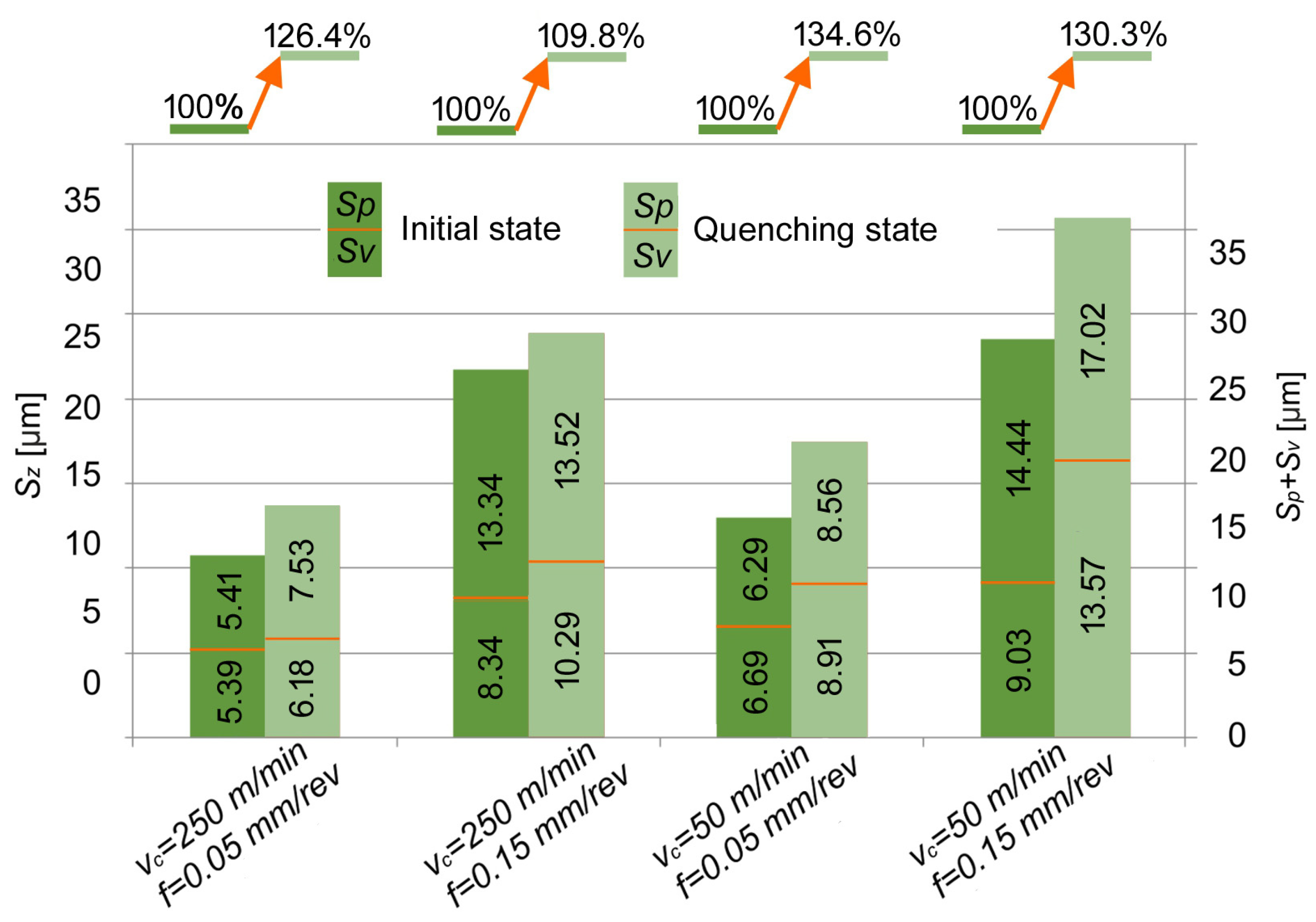
- When turning the tested materials, the feed rate had the greatest effect on the Sp and Sv texture parameters. As it increased, the Sp and Sv parameters also increased. For the initial state and after quenching, a decrease in the Sp and Sv parameters was achieved in the range of vc of 200–250 m/min and f of 0.05–0.075 mm/rev, and an increase was achieved in the range of 50–150 m/min and 0.125–0.15 mm/rev. Both the cutting speed and feed rate, as well as an increase in the material hardness, resulted in an increase in the Sz parameter of the surface texture. Compared to the initial state, an increase in the Sz parameter from 10 to 35% was observed for quenching;
- When turning with a vc of 50 m/min and an f of 0.05 mm/rev, wave-like formations with single peaks were observed on the surfaces of the tested materials. The heights of these surface irregularities reached up to 12 µm for initial state and 18 µm after quenching. On the surfaces machined with 250 m/min and 0.15 mm/rev, classic feed marks in the form of valleys and irregular ridges with heights of up to 20 µm were observed. The results of the investigations can be useful when designing and manufacturing industrial parts made of power steels.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Damin, K.V.S.; Lucena, A.C.; Ramos, B.B.; Klein, A.N.; Bendo, T.; de Mello, J.D.B.; Binder, C. Plasma surface enrichment versus volumetric alloying of Fe+0.6%C+3%SiC self-lubricating sintered composites: Microstructural and tribological evaluation. Wear 2023, 523, 204795. [Google Scholar] [CrossRef]
- Markovsky, P.E.; Savvakin, D.G.; Stasyuk, O.O.; Mecklenburg, M.; Pozuelo, M.; Roberts, C.; Ellison, V.; Prikhodko, S.V. Significant hardening effect of high-temperature aging of alloy Ti-6Al-4V composite reinforced with TiC. Mater. Des. 2023, 234, 112208. [Google Scholar] [CrossRef]
- Satish, C.; Kumar, K.V.; Prasad, S.; Kiran, P.S.; Rahman, O.S.A.; Singh, P.; Indupuri, S.; Shrivastava, R.; Pandey, S.M.; Keshri, A.K. Effect of Al2O3 and MoS2 reinforcement on microstructure, mechanical, and wear properties of plasma sprayed aluminium hybrid composite coating. Mater. Today Commun. 2023, 36, 106640. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, L.; Liu, A.; Wu, C. Tribological performance for an Mg alloy subjected to sliding at elevated temperatures: A comparison between Al2O3 and MoS2 nano-additives in silicone oil-based lubricant. Tribol. Int. 2023, 188, 108856. [Google Scholar] [CrossRef]
- Selvan, C.P.; Girisha, L.; Koti, V.; Madgule, M.; Davanageri, M.B.; Lakshmikanthan, A.; Chandrashekarappa, M.P.G. Optimization of stir casting and drilling process parameters of hybrid composites. JALMES 2023, 3, 100023. [Google Scholar] [CrossRef]
- Tabrez, S.; Gaur, K.K.; Kumar, V.; Jha, P.; Nautiyal, H.; Salam, A.; Singh, S. Nickel metal matrix composites reinforced with solid lubricants: A comprehensive review. Mater. Today Proc. 2023; in press. [Google Scholar] [CrossRef]
- Rumi, M.J.U.; Rahman, M.M. Effect of heat treatment on the hardness and electrical connectivity of an aluminum composite reinforced with Al2O3 nanoparticles. Met. Sci. Heat Treat. 2023, 65, 450–453. [Google Scholar] [CrossRef]
- Stepanova, N.V.; Mikhalev, R.I.; Tarasova, T.D.; Volkov, S.S. Effect of Aluminum, Copper and Manganese on the Structure and Properties of Cast Irons. Met. Sci. Heat Treat. 2024, 65, 651–656. [Google Scholar] [CrossRef]
- Karabulut, S. Optimization of surface roughness and cutting force during AA7039/Al2O3 metal matrix composites milling using neural networks and Taguchi method. Measurement 2015, 66, 139–149. [Google Scholar] [CrossRef]
- Shoba, C.; Ramanaiah, N.; Rao, D.N. Effect of reinforcement on the cutting forces while machining metal matrix composites—An experimental approach. Eng. Sci. Technol. Int. J. 2015, 18, 658–663. [Google Scholar] [CrossRef]
- Kumar, N.G.S.; Shankar, G.S.S.; Basavarajappa, S.; Suresh, R. Some studies on mechanical and machining characteristics of Al2219/n-B4C/MoS2 nano-hybrid metal matrix composites. Measurement 2017, 107, 1–11. [Google Scholar] [CrossRef]
- Tomadi, S.H.; Ghani, J.A.; Che Haron, C.H.; Mas Ayu, H.; Dauda, R. Effect of Cutting Parameters on Surface Roughness in End Milling of AlSi/AlN Metal Matrix Composite. Procedia Eng. 2017, 184, 58–69. [Google Scholar] [CrossRef]
- Teng, X.; Huo, D.; Chen, W.; Wong, E.; Zheng, L.; Shyha, I. Finite element modelling on cutting mechanism of nano Mg/SiC metal matrix composites considering cutting edge radius. J. Manuf. Process. 2018, 32, 116–126. [Google Scholar] [CrossRef]
- Duan, C.; Sun, W.; Fu, C.; Zhang, F. Modeling and simulation of tool-chip interface friction in cutting Al/SiCp composites based on a three-phase friction model. Int. J. Mech. Sci. 2018, 142–143, 384–396. [Google Scholar] [CrossRef]
- Gopal, P.M.; Prakash, K.S. Minimization of cutting force, temperature and surface roughness through GRA, TOPSIS and Taguchi techniques in end milling of Mg hybrid MMC. Measurement 2018, 116, 178–192. [Google Scholar] [CrossRef]
- Jiang, R.; Chen, X.; Ge, R.; Wang, W.; Song, G. Influence of TiB2 particles on machinability and machining parameter optimization of TiB2/Al MMCs. Chin. J. Aeronaut. 2018, 31, 187–196. [Google Scholar] [CrossRef]
- Xiong, Y.; Wang, W.; Jiang, R.; Lin, K.; Shao, M. Mechanisms and FEM Simulation of Chip Formation in Orthogonal Cutting In-Situ TiB2/7050Al MMC. Materials 2018, 11, 606. [Google Scholar] [CrossRef]
- Niknam, S.A.; Kouam, J.; Songmene, V.; Balazinski, M. Dry and Semi-Dry Turning of Titanium Metal Matrix Composites (Ti-MMCs). Proc. CIRP 2018, 77, 62–65. [Google Scholar] [CrossRef]
- Liao, Z.; Abdelhafeez, A.; Li, H.; Yang, Y.; Diaz, O.G.; Axinte, D. State-of-the-art of surface integrity in machining of metal matrix composites. Int. J. Mach. Tools Manuf. 2019, 143, 63–91. [Google Scholar] [CrossRef]
- Salur, E.; Aslan, A.; Kuntoglu, M.; Gunes, A.; Sahin, O.S. Experimental study and analysis of machinability characteristics of metal matrix composites during drilling. Compos. B Eng. 2019, 166, 401–413. [Google Scholar] [CrossRef]
- Ajithkumar, J.P.; Xavior, M.A. Cutting Force and Surface Roughness Analysis During Turning of Al 7075 Based Hybrid Composites. Procedia Manuf. 2019, 30, 180–187. [Google Scholar] [CrossRef]
- Kim, J.; Bai, W.; Roy, A.; Jones, L.C.R.; Ayvar-Soberanis, S.; Silberschmidt, V.V. Hybrid machining of metal-matrix composite. Proc. CIRP 2019, 82, 184–189. [Google Scholar] [CrossRef]
- Deǧirmenci, Ü.; Usca, Ü.A.; Şap, S. Machining characterization and optimization under different cooling/lubrication conditions of Al-4Gr hybrid composites fabricated by vacuum sintering. Vacuum 2023, 208, 111741. [Google Scholar] [CrossRef]
- Chakravarthy, V.V.K.; Rajmohan, T.; Vijayan, D.; Palanikumar, K. Application of grey-ANFIS system to optimize the drilling characteristics of nano SiC reinforced Al matrix composites. Int. J. Interact. Des. Manuf. 2023, 17, 3117–3131. [Google Scholar] [CrossRef]
- Ravikiran, C.; Rajesh, N.; Lokanadham, R. Chip morphology analysis in Al6061/CNT drilling with carbide and nano coated drills. Mater. Today Proc. 2023; in press. [Google Scholar] [CrossRef]
- Kulkarni, H.; Dabhade, V.V.; Blais, C. Analysis of machining green compacts of a sinter-hardenable powder metallurgy steel: A perspective of material removal mechanism. CIRP J. Manuf. Sci. Technol. 2023, 41, 430–445. [Google Scholar] [CrossRef]
- Niu, J.; Huang, C.; Shi, Z.; Liu, H.; Tang, Z.; Su, R.; Chen, Z.; Li, B.; Wang, Z.; Xu, L. A chip formation mechanism taking into account microstructure evolution during the cutting process: Taking compacted graphite iron machining as an example. Int. J. Mach. Tools Manuf. 2024, 198, 104150. [Google Scholar] [CrossRef]
- Sivalingam, V.; Liu, H.; Tiwari, S.; Kumar, P.G.; Sun, M.; Kai, G.; Gupta, M.K.; Eltaggaz, A.; Raju, R. Effect of reinforced particles on the machinability of Al alloy under MQL, cryogenic, and hybrid lubrication. J. Adv. Manuf. Technol. 2024, 132, 3349–3361. [Google Scholar] [CrossRef]
- Huan, H.; Zhu, C.; Zhao, B.; Xu, W.; Ding, W. Predicting cutting force and simulating material removal process in turning TiCp/Ti6Al4V composite. J. Adv. Manuf. Technol. 2024, 131, 2925–2935. [Google Scholar] [CrossRef]
- Dyachkova, L.N.; Feldshtein, E.E. Microstructures, Strength Characteristics and Wear Behavior of the Fe-based P/M Composites after Sintering or Infiltration with Cu–Sn Alloy. J. Mater. Sci. Technol. 2015, 31, 1226–1231. [Google Scholar] [CrossRef]
- Leksycki, K.; Feldshtein, E.; Maruda, R.; Dyachkova, L.; Szczotkarz, N.; Zverko, A. Evaluation of Structural Powder Steel Properties after High-Temperature Thermomechanical Treatment and Finish Turning. Adv. Sci. Technol. Res. J. 2024, 18, 26–35. [Google Scholar] [CrossRef] [PubMed]
- Leksycki, K.; Patil, G.H.; Małecka, J.; Cagan, C.S.; Dąbrowski, K. Investigation of coated and uncoated carbide cutting tool wear in dry turning of en aw 2007 aluminum alloy. Int. J. Appl. Mech. Eng. 2024, 29, 69–81. [Google Scholar] [CrossRef] [PubMed]
- Cascon, I.; Sarasua, J.A.; Elkaseer, A. Tailored Chip Breaker Development for Polycrystalline Diamond Inserts: FEM-Based Design and Validation. Appl. Sci. 2019, 9, 4117. [Google Scholar] [CrossRef]
- Wang, B.; Liu, Z.; Cai, Y.; Luo, X.; Ma, H.; Song, Q.; Xiong, Z. Advancements in material removal mechanism and surface integrity of high speed metal cutting: A review. Int. J. Mach. Tools Manuf. 2021, 166, 103744. [Google Scholar] [CrossRef]
- Günay, M.; Korkmaz, M.E. Understanding the Relationship between Surface Quality and Chip Morphology under Sustainable Cutting Environments. Materials 2024, 17, 1826. [Google Scholar] [CrossRef]
- Petre, I.M.; Gavrus, C. Influence of the cutting force upon machining process efficiency. Mater. Today Proc. 2023, 72, 586–593. [Google Scholar] [CrossRef]
- Zhuang, G.; Liu, H.; Zong, W. Research on the Method of Reducing Dynamic Cutting Force in Aspheric Machining. Micromachines 2023, 14, 960. [Google Scholar] [CrossRef]
- Das, J.; Linke, B. Evaluation and systematic selection of significant multi-scale surface roughness parameters (SRPs) as process monitoring index. J. Mater. Process. Technol. 2017, 244, 157–165. [Google Scholar] [CrossRef]
- Rifai, A.P.; Aoyama, H.; Tho, N.H.; Dawal, S.Z.M.; Masruroh, N.A. Evaluation of turned and milled surfaces roughness using convolutional neural network. Measurement 2020, 161, 107860. [Google Scholar] [CrossRef]
- Fu, G.; Zheng, Y.; Zhu, S.; Lu, C.; Wang, X.; Wang, T. Surface texture topography evaluation and classification by considering the tool posture changes in five-axis milling. J. Manuf. Process. 2023, 101, 1343–1361. [Google Scholar] [CrossRef]
- Lotfi, S.; Rami, B.; Maher, B.; Gilles, D.; Wassila, B. An approach to modeling the chip thickness and cutter workpiece engagement region in 3 and 5 axis ball end milling. J. Manuf. Process. 2018, 34, 7–17. [Google Scholar] [CrossRef]
- Duan, X.; Peng, F.; Zhu, Z.; Jiang, G. Cutting edge element modeling-based cutter-workpiece engagement determination and cutting force prediction in five-axis milling. Int. J. Adv. Manuf. Technol. 2019, 102, 421–430. [Google Scholar] [CrossRef]
- Barrell, D.J.W.; Priest, M. The interaction of wear rate and friction with surface roughness for a lubricated sliding contact. Tribol. Series 2003, 43, 807–814. [Google Scholar] [CrossRef]
- Hadinezhad, M.; Elyasi, M.; Rajabi, M.; Abbas, M. Study of the Effects of Slip Distance and Surface Roughness on Wear Rate. Manuf. Sci. Technol. 2015, 3, 146–154. [Google Scholar] [CrossRef]
- Son, P.-B.; Molinari, J.-F. Adhesive Wear Regimes on Rough Surfaces and Interaction of Micro contacts. Tribol. Lett. 2021, 69, 107. [Google Scholar] [CrossRef]
- Zabala, N.A.; Castro, P.A.; Tuckart, W.R. Influence of roughness on the tribological behavior of a steel-steel couple lubricated with thread compound. Lat. Am. Appl. Res. 2019, 49, 193–200. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ap, mm | f, mm/rev | vc, m/min | ||
|---|---|---|---|---|
| Value | Code | Value | Code | |
| 0.25 | 0.05 | −1 | 50 | −1 |
| 0.15 | +1 | 50 | −1 | |
| 0.05 | −1 | 250 | +1 | |
| 0.15 | +1 | 250 | +1 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leksycki, K.; Feldshtein, E.; Dyachkova, L.; Arkusz, K.; Ceglewski, M.; Czerwiec, Ł. An Insight into Chip and Surface Texture Shaping Under Finish Turning of Powder Steels Infiltrated with Tin Bronze. Materials 2024, 17, 6244. https://doi.org/10.3390/ma17246244
Leksycki K, Feldshtein E, Dyachkova L, Arkusz K, Ceglewski M, Czerwiec Ł. An Insight into Chip and Surface Texture Shaping Under Finish Turning of Powder Steels Infiltrated with Tin Bronze. Materials. 2024; 17(24):6244. https://doi.org/10.3390/ma17246244
Chicago/Turabian StyleLeksycki, Kamil, Eugene Feldshtein, Larisa Dyachkova, Katarzyna Arkusz, Maciej Ceglewski, and Łukasz Czerwiec. 2024. "An Insight into Chip and Surface Texture Shaping Under Finish Turning of Powder Steels Infiltrated with Tin Bronze" Materials 17, no. 24: 6244. https://doi.org/10.3390/ma17246244
APA StyleLeksycki, K., Feldshtein, E., Dyachkova, L., Arkusz, K., Ceglewski, M., & Czerwiec, Ł. (2024). An Insight into Chip and Surface Texture Shaping Under Finish Turning of Powder Steels Infiltrated with Tin Bronze. Materials, 17(24), 6244. https://doi.org/10.3390/ma17246244