
The Influence of the Second Phase on the Microstructure Evolution of the Welding Heat-Affected Zone of Q690 Steel with High Heat Input

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Simulated Welding Thermal Cycle Experiment
2.3. Microstructure Observation
3. Experimental Results and Analysis
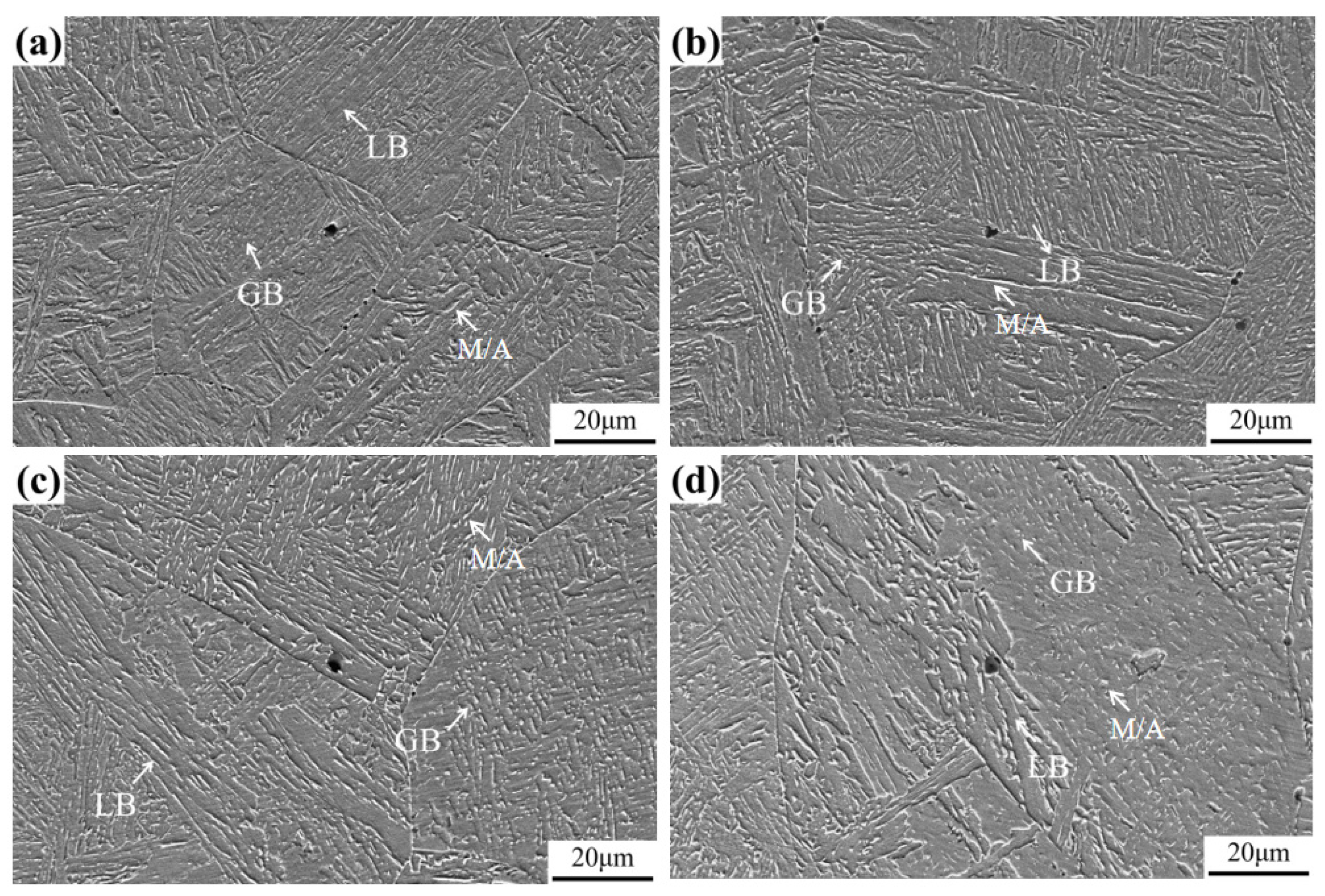
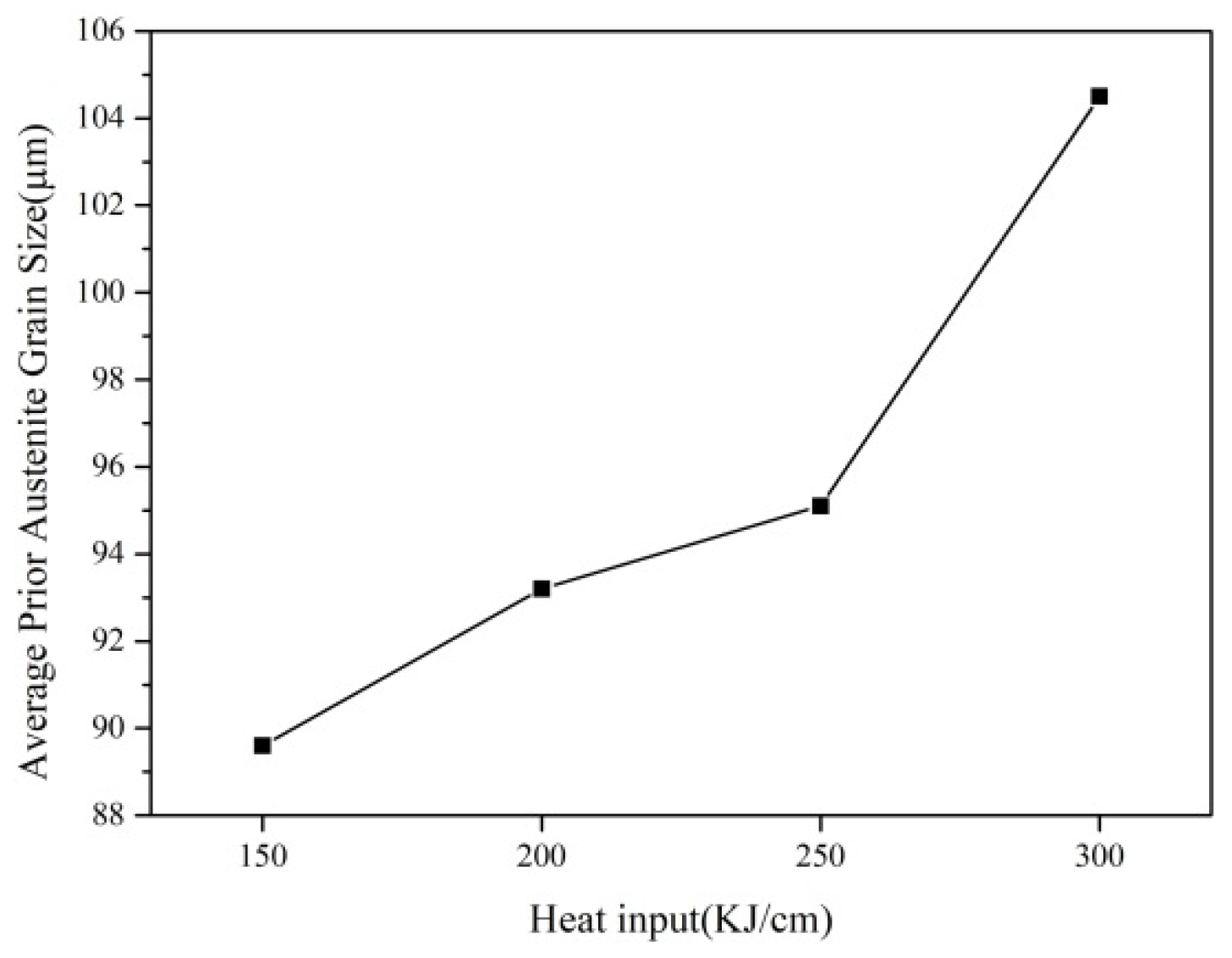
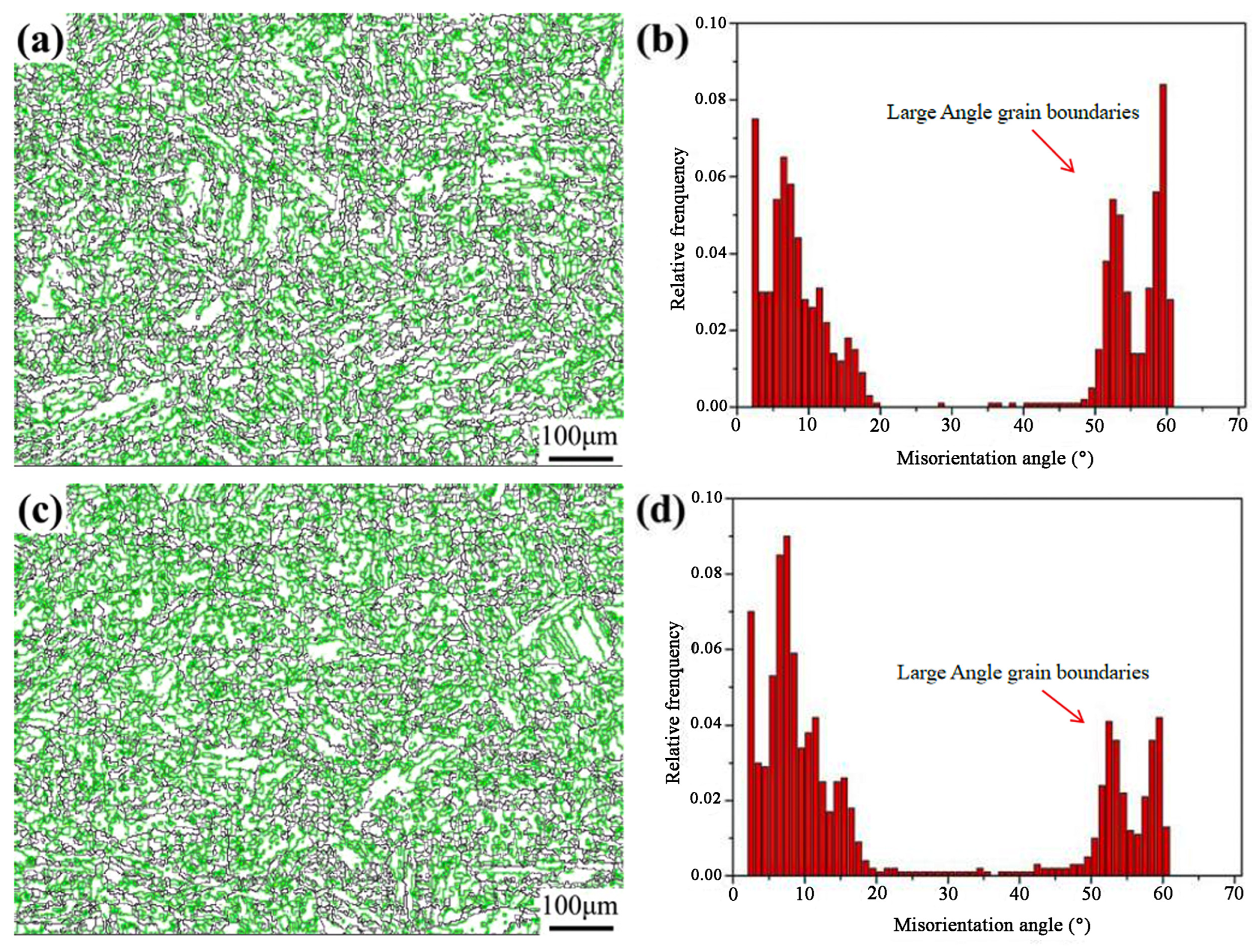
3.1. Microstructure of Welding Heat Affected Zone
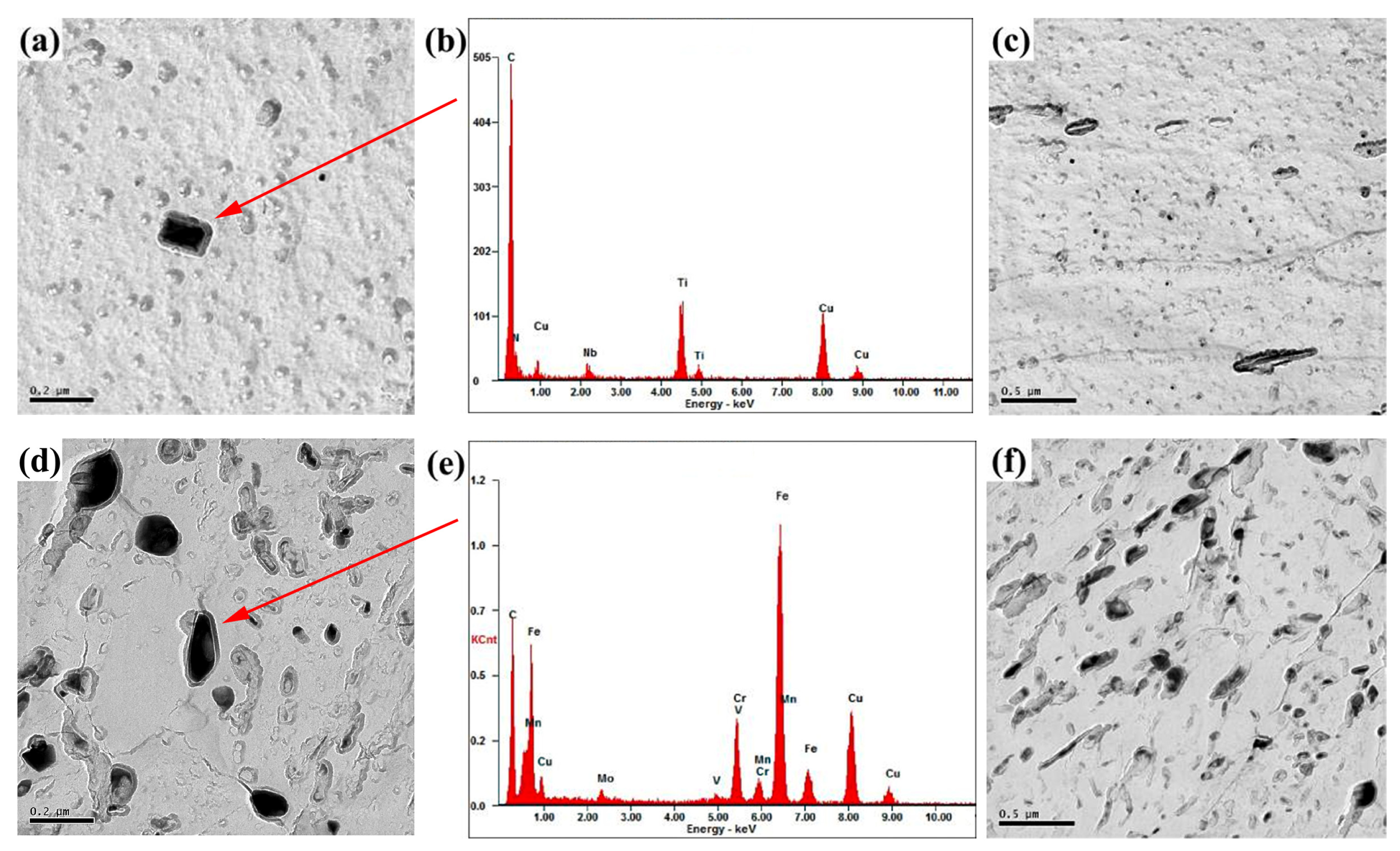
3.2. Second Phase in Welding Heat Affected Zone
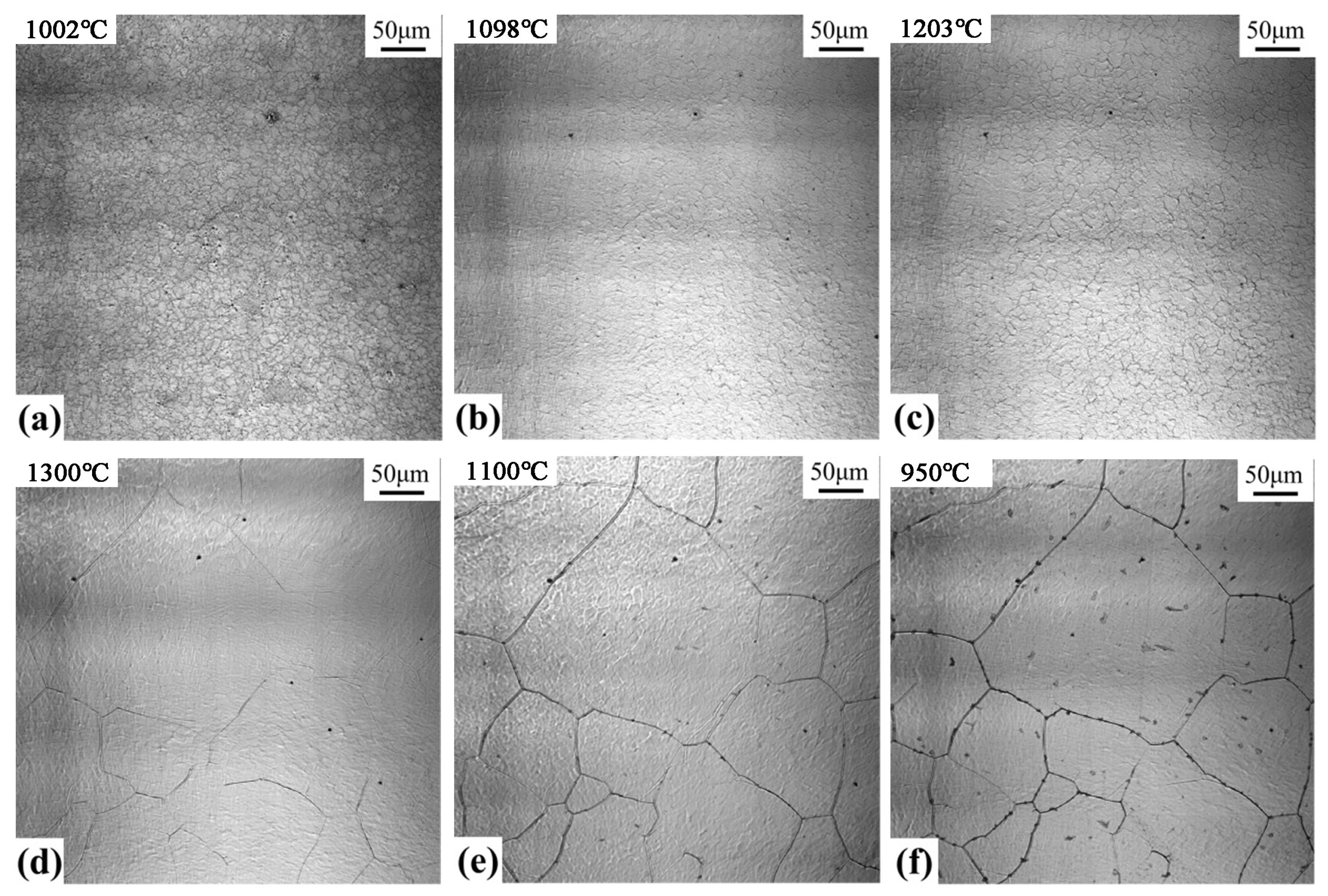
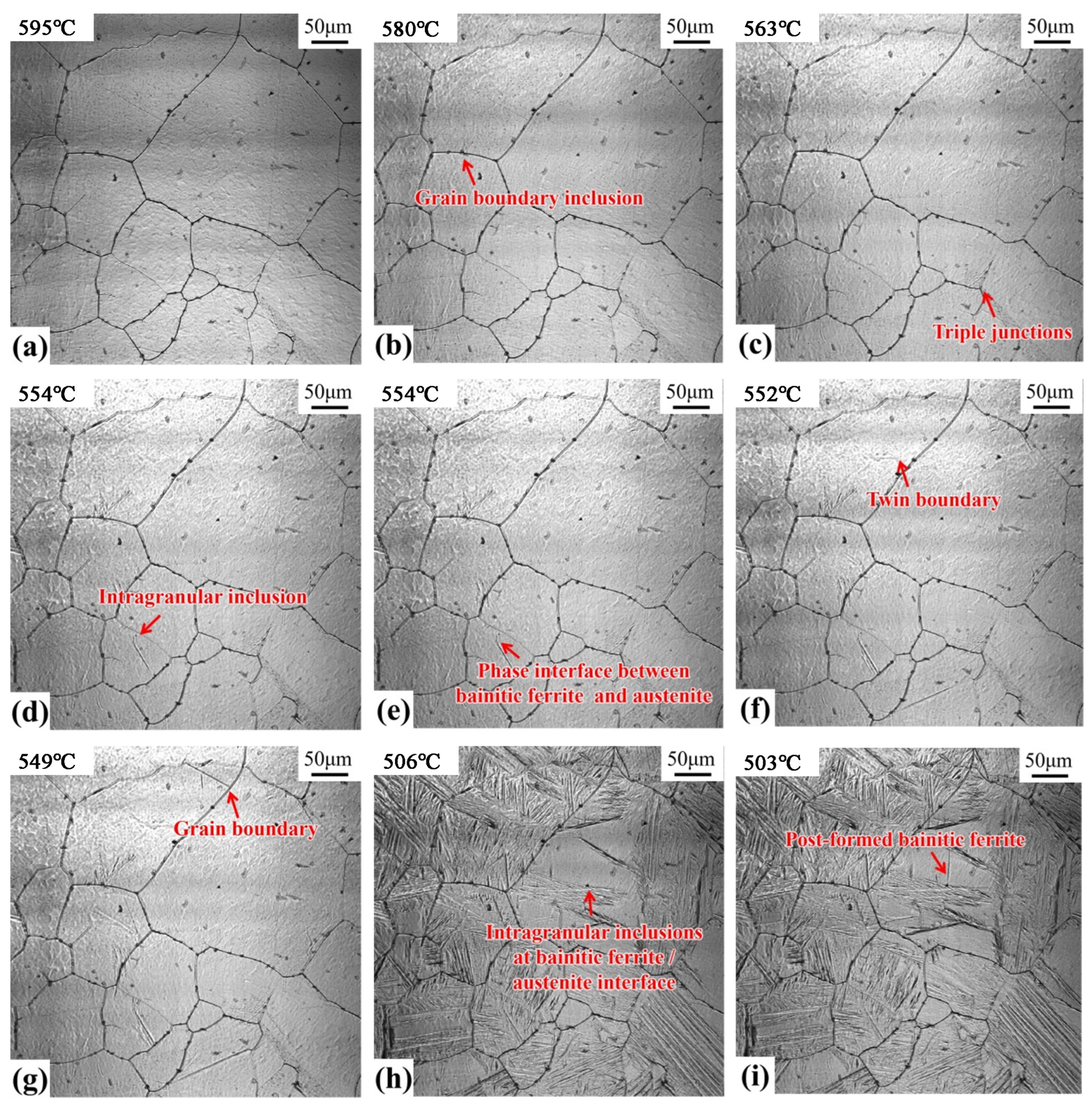
3.3. CLSM In Situ Observation
4. Influence of Inclusion Characteristics on Microstructure
5. Conclusions
- The microstructure of the HAZ of Q690 steel under the heat inputs of 150–300 kJ/cm is composed of lath bainite and granular bainite. With the increase in heat input, lath bainite decreases, granular bainite increases, and the proportion of large angle grain boundary decreases from 51.1% to 40.3%. Overall, the original austenite grain size increased from 89.6 μm to 104.5 μm.
- When the heat input is 150 kJ/cm, the precipitates in the heat affected zone are Ti (C, N), with an average diameter of 29 nm; When the heat input is 300 kJ/cm, the precipitates are Cr carbides with an average diameter of 62 nm.
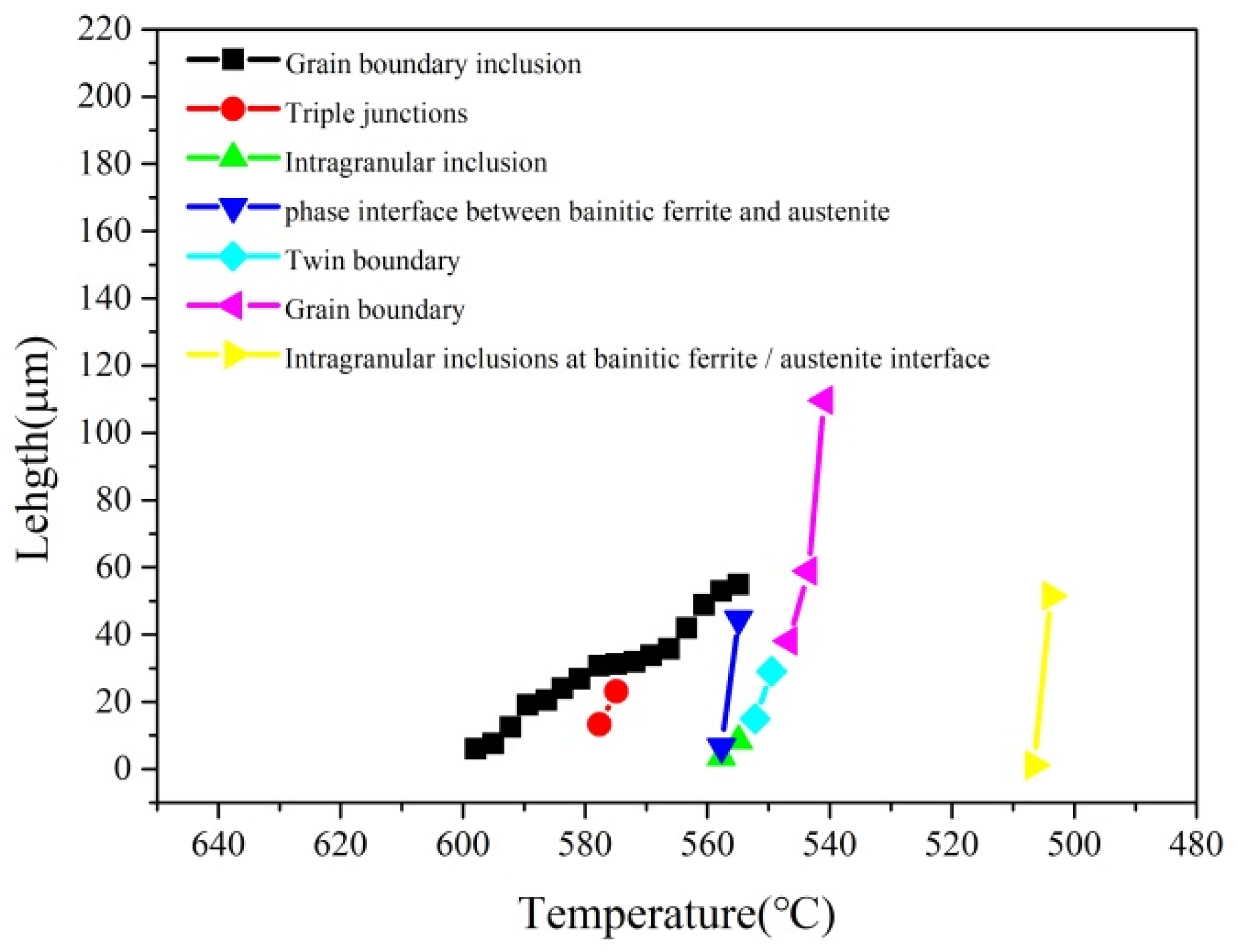
- During the cooling process of austenite in the heat-affected zone, the nucleation positions of bainite ferrite from high to low exist according to the nucleation temperature, inclusions at the grain boundary, trigeminal grain boundary, intragranular inclusions, bainite ferrite/austenite phase interface, twin boundary, and grain boundary. The intragranular inclusions exist at the bainite ferrite/austenite phase interface.
- The growth rate of the bainite ferrite nucleated at the phase interface, grain boundary, and other surface defects is faster, while the bainite ferrite nucleated at the inclusions is slower.
- Mg-Al-Ti-O composite inclusions promote the nucleation of lath bainite ferrite, but Al-Ca-O inclusions do not facilitate this.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hu, J.; Du, L.; Wang, J.; Gao, C. Effect of welding heat input on microstructures and toughness in simulated CGHAZ of V-N high strength steel. Mater. Sci. Eng. A 2013, 577, 161–168. [Google Scholar] [CrossRef]
- Wang, X.; Wang, C.; Kang, J.; Yuan, G.; Misra, R.D.K.; Wang, G. An in-situ microscopy study on nucleation and growth of acicular ferrite in Ti-Ca-Zr deoxidized low-carbon steel. Mater. Charact. 2020, 165, 110381. [Google Scholar] [CrossRef]
- Chen, C.; Chiew, S.P.; Zhao, M.S.; Lee, C.K.; Fung, T.C. Welding effect on tensile strength of grade S690Q steel butt joint. J. Constr. Steel Res. 2019, 153, 153–168. [Google Scholar] [CrossRef]
- Maraveas, C.; Fasoulakis, Z.C.; Tsavdaridis, K.D. Mechanical properties of high and very high steel at elevated temperatures and after cooling down. Fire Sci. Rev. 2017, 6, 3. [Google Scholar] [CrossRef]
- Luo, X.; Niu, Y.; Chen, X.; Tang, H.; Wang, Z. High performance in base metal and CGHAZ for ferrite-pearlite steels. J. Mater. Process. Technol. 2017, 242, 101–109. [Google Scholar] [CrossRef]
- Tuz, L. Determination of the causes of low service life of the air fan impeller made of high-strength steel. Eng. Fail. Anal. 2021, 127, 105502. [Google Scholar] [CrossRef]
- Tuz, L. Evaluation of microstructure and selected mechanical properties of laser beam welded S690QL high-strength steel. Adv. Mater. Sci. 2018, 18, 34–42. [Google Scholar] [CrossRef]
- Chiew, S.P.; Cheng, C.; Zhao, M.S.; Lee, C.K.; Fung, T.C. Experimental study of welding effect on S690Q high strength steel butt joints. Ce/Papers 2019, 3, 701–706. [Google Scholar] [CrossRef]
- Li, B.; Xu, P.; Lu, F.; Gong, H.; Cui, H.; Liu, C. Microstructure characterization of fiber laser welds of S690QL high-strength steels. Metall. Mater. Trans. B 2018, 49, 225–237. [Google Scholar] [CrossRef]
- Zhang, Y.; Xiao, J.; Liu, W.; Zhao, A. Effect of welding peak temperature on microstructure and impact toughness of heat-affected zone of Q690 high strength bridge steel. Materials 2021, 14, 2981. [Google Scholar] [CrossRef]
- Chiew, S.P.; Chen, C.; Zhao, M.S.; Lee, C.K.; Fung, T.C. Post-welding behaviour of S690Q high strength steel butt joints. J. Civ. Environ. Eng. 2021, 43, 64–71. [Google Scholar]
- Yen, H.W.; Chiang, M.H.; Lin, Y.C.; Chen, D.; Huang, C.Y.; Lin, H.C. High-temperature tempered martensite embrittlement in quenched-and-tempered offshore steels. Metals 2017, 7, 253. [Google Scholar] [CrossRef]
- Li, Z.; Tian, L.; Jia, B.; Li, S. A new method to study the effect of M-A constituent on impact toughness of ICHAZ in Q690 steel. Mater. Res. 2015, 30, 1973–1978. [Google Scholar] [CrossRef]
- Shi, G.; Zhu, X.; Ban, H. Material properties and partial factors for resistance of high-strength steels in China. J. Constr. Steel Res. 2016, 121, 65–79. [Google Scholar] [CrossRef]
- Dong, L.; Qiu, X.; Liu, T.; Lu, Z.; Fang, F.; Hu, X. Estimation of cooling rate from 800 C to 500 C in the welding of intermediate thickness plates based on FEM simulation. J. Mater. Sci. Eng. B 2017, 7, 258–267. [Google Scholar]
- Poorhaydari, K.; Ivey, D.G. Application of carbon extraction replicas in grain-size measurements of high-strength steels using TEM. Mater. Charact. 2007, 58, 544–554. [Google Scholar] [CrossRef]
- Peng, K.; Yang, C.; Fan, C.; Lin, S. In situ observation and electron backscattered diffraction analysis of granular bainite in simulated heat-affected zone of high-strength low-alloy steel. Sci. Technol. Weld. Join. 2017, 23, 158–163. [Google Scholar] [CrossRef]
- Gan, X.; Wan, X.; Zhang, Y.; Wang, H.; Li, G.; Xu, G.; Wu, K. Investigation of characteristic and evolution of fine-grained bainitic microstructure in the coarse-grained heat-affected zone of super-high strength steel for offshore structure. Mater. Charact. 2019, 157, 109893. [Google Scholar] [CrossRef]
- Cai, Y.; Luo, Z.; Zeng, Y. Influence of deep cryogenic treatment on the microstructure and properties of AISI 304 austenitic stainless steel A-TIG weld. Sci. Technol. Weld. Join. 2016, 22, 236–243. [Google Scholar] [CrossRef]
- Fu, W.; Li, C.; Duan, R.; Gao, H.; Di, X.; Wang, D. Formation mechanism of CuNiAl-rich multi-structured precipitation and its effect on mechanical properties for ultra-high strength low carbon steel obtained via direct quenching and tempering process. Mater. Sci. Eng. A 2022, 833, 142567. [Google Scholar] [CrossRef]
- Ravi, A.M.; Sietsma, J.M.; Santofimia, J. Exploring bainite formation kinetics distinguishing grain-boundary and autocatalytic nucleation in high and low-Si steels. Acta Mater. 2016, 105, 155–164. [Google Scholar] [CrossRef]
- Zou, X.; Sun, J.; Matsuura, H.; Wang, C. Documenting ferrite nucleation behavior differences in the heat-affected zones of EH36 shipbuilding steels with Mg and Zr additions. Metall. Mater. Trans. A 2019, 50, 4506–4512. [Google Scholar] [CrossRef]
- Abson, D.J. Acicular ferrite and bainite in C-Mn and low-alloy steel arc weld metals. Sci. Technol. Weld. Join. 2018, 23, 635–648. [Google Scholar] [CrossRef]
- Hong, J.; Kang, S.; Jung, J.; Lee, Y. The mechanism of mechanical twinning near grain boundaries in twinning-induced plasticity steel. Scr. Mater. 2020, 174, 62–67. [Google Scholar] [CrossRef]
- Ricks, R.A.; Howell, P.R.; Barritte, G.S. The nature of acicular ferrite in HSLA steel weld metals. J. Mater. Sci. 1982, 17, 732–740. [Google Scholar] [CrossRef]
- Sarma, D.S.; Karasev, A.V.; Jönsson, P.G. On the role of non-metallic inclusions in the nucleation of acicular ferrite in steels. ISIJ Int. 2009, 49, 1063–1074. [Google Scholar] [CrossRef]
- Han, X.; Zhang, Z.; Rong, Y.; Thrush, S.J.; Barber, G.C.; Yang, H.; Qiu, F. Bainite kinetic transformation of austempered AISI 6150 steel. J. Mater. Res. Technol. 2020, 9, 1357–1364. [Google Scholar] [CrossRef]
- Lin, C.; Pan, Y.; Su, Y.F.; Lin, G.; Hwang, W.; Kuo, J. Effects of Mg-Al-O-Mn-S inclusion on the nucleation of acicular ferrite in magnesium-containing low-carbon steel. Mater. Charact. 2018, 141, 318–327. [Google Scholar] [CrossRef]
- Zhang, D.; Terasaki, H.; Komizo, Y. In situ observation of the formation of intragranular acicular ferrite at non-metallic inclusions in C-Mn steel. Acta Mater. 2010, 28, 1369–1378. [Google Scholar] [CrossRef]
- Sun, L.; Li, H.; Zhu, L.; Liu, Y.; Hwang, J. Research on the evolution mechanism of pinned particles in welding HAZ of Mg treated shipbuilding steel. Mater. Des. 2020, 192, 108670. [Google Scholar] [CrossRef]
- Lv, W.; Yan, L.; Pang, X.; Yang, H.; Qiao, L.; Su, Y.; Gao, K. Study of the stability of α-Fe/MnS interfaces from first principles and experiment. Appl. Surf. Sci. 2020, 501, 144017. [Google Scholar] [CrossRef]
- Wang, X.; Wang, C.; Kang, J.; Yuan, G.; Misra, R.D.K.; Wang, G. Improved toughness of double-pass welding heat affected zone by fine Ti-Ca oxide inclusions for high-strength low-alloy steel. Mater. Sci. Eng. A 2020, 780, 139198. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Al | Nb | Cr | Ni | Cu | Ca | Ti | Mg | N | O |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.07 | 0.22 | 1.57 | 0.01 | 0.0024 | 0.03 | 0.01 | 0.24 | 0.46 | 0.32 | 0.0026 | 0.01 | 0.002 | 0.0036 | 0.002 |
| State | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Impact Toughness at −20 °C (J) |
|---|---|---|---|---|
| Quench + temper | 800 | 836 | 20.5 | 295 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qi, H.; Pang, Q.; Li, W.; Bian, S. The Influence of the Second Phase on the Microstructure Evolution of the Welding Heat-Affected Zone of Q690 Steel with High Heat Input. Materials 2024, 17, 613. https://doi.org/10.3390/ma17030613
Qi H, Pang Q, Li W, Bian S. The Influence of the Second Phase on the Microstructure Evolution of the Welding Heat-Affected Zone of Q690 Steel with High Heat Input. Materials. 2024; 17(3):613. https://doi.org/10.3390/ma17030613
Chicago/Turabian StyleQi, Huan, Qihang Pang, Weijuan Li, and Shouyuan Bian. 2024. "The Influence of the Second Phase on the Microstructure Evolution of the Welding Heat-Affected Zone of Q690 Steel with High Heat Input" Materials 17, no. 3: 613. https://doi.org/10.3390/ma17030613