
Mechanical Properties and Microstructure of Inconel 718 Lattice Structures Produced by Selective Laser Melting Process

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
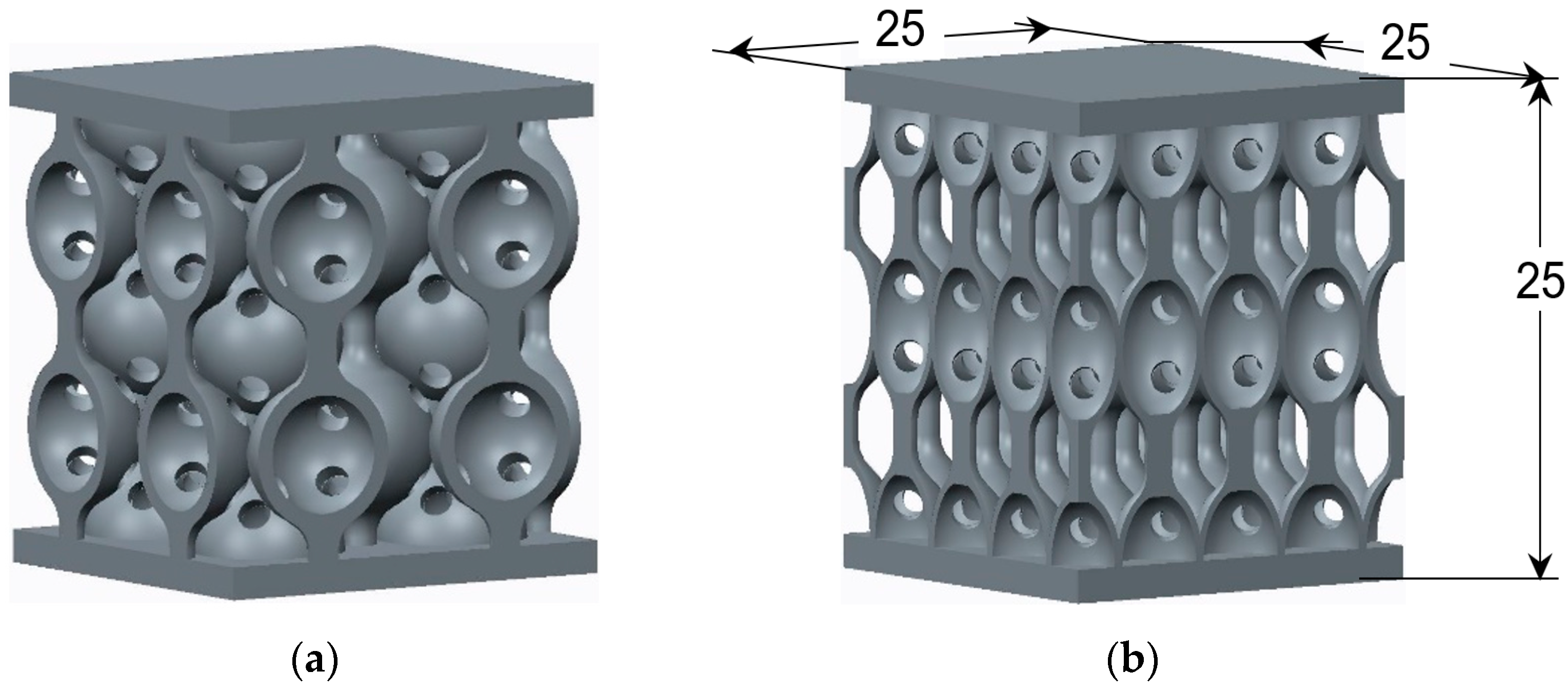
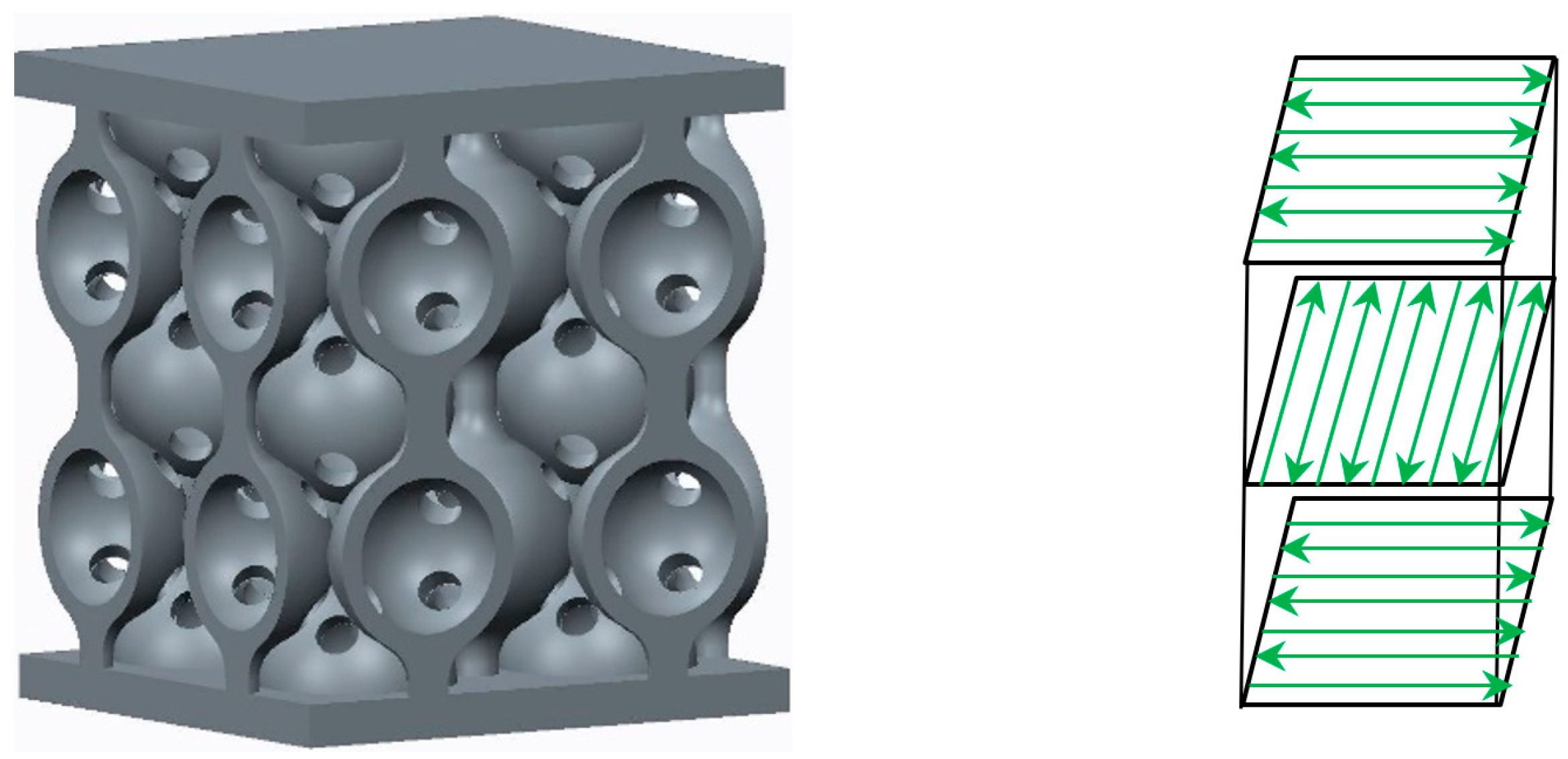
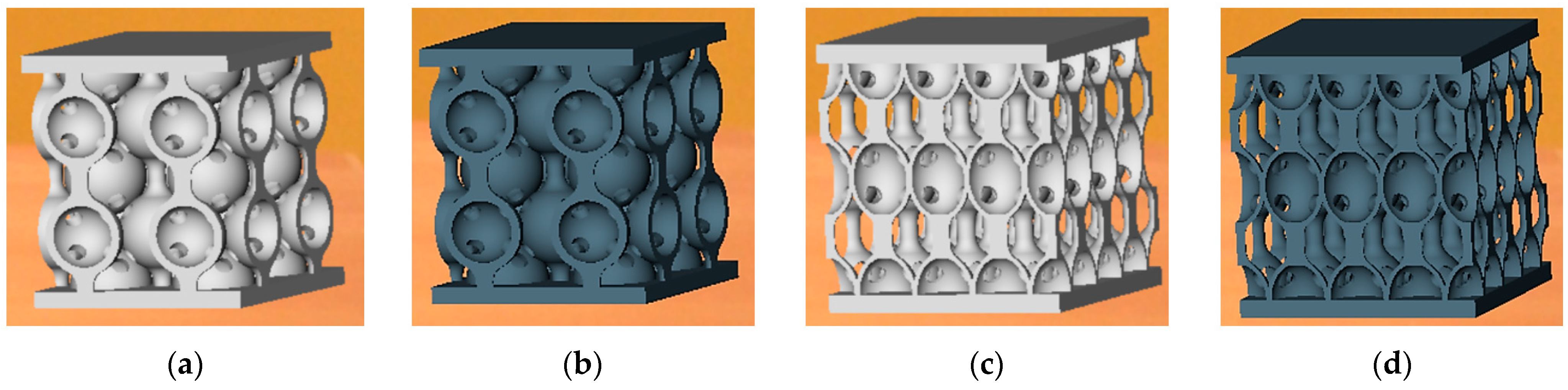
2.1. The Samples Geometry Design
2.2. Inconel 718 Material
2.3. The SLM Process
2.4. The Heat Treatment of the Samples
2.5. Microstructure Analysis
2.6. Microhardness Tests
2.7. Compression Tests
3. Results and Discussion
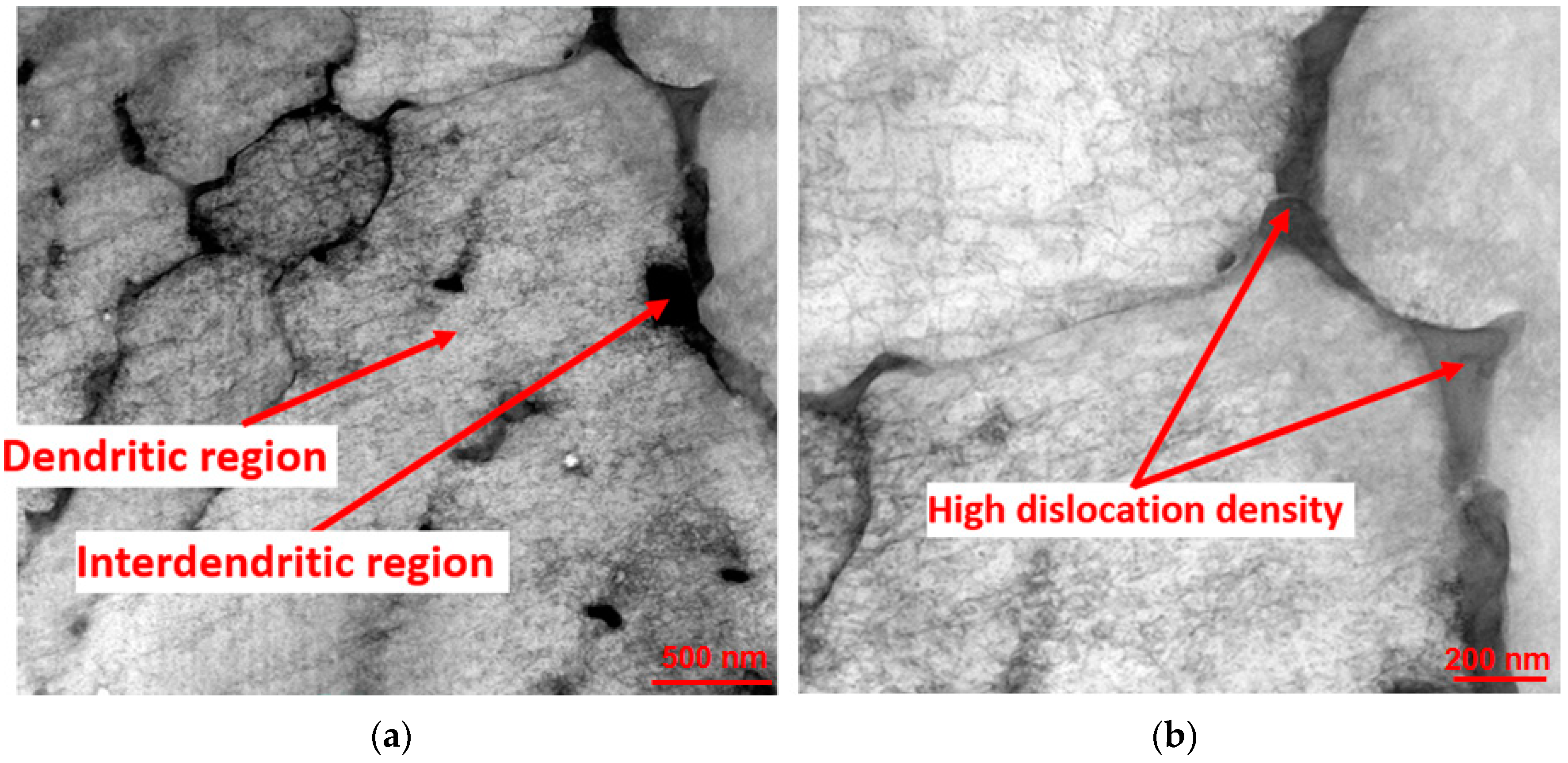
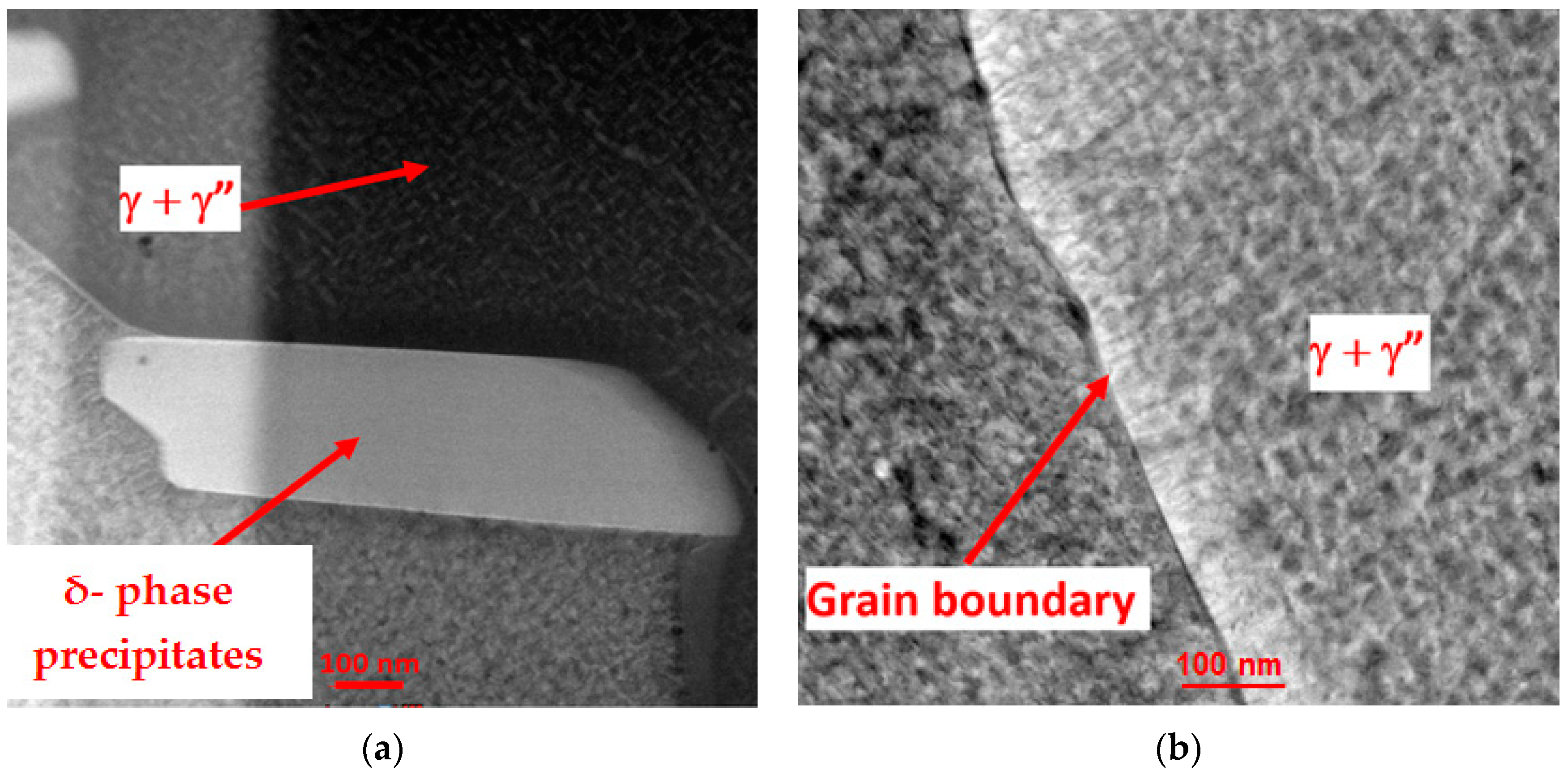
3.1. Microstructure Observation and Analysis
3.2. Microhardness Tests
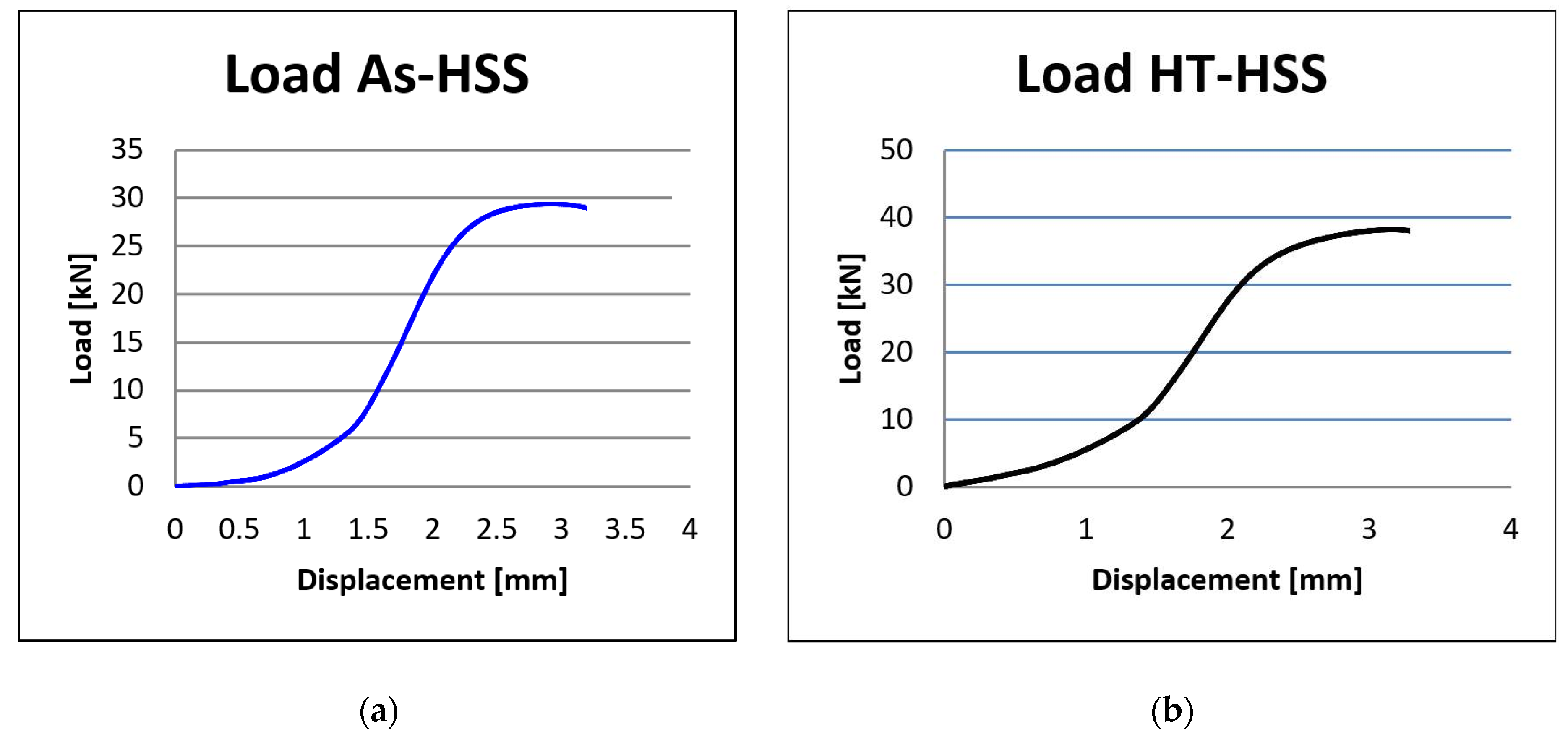
3.3. Compression Tests
- -
- the distance between the sample and the machine plate causes displacement to rise while the applied force stays constant. Within this phase, the plate approaches the sample without making direct contact.
- -
- the linear dependence zone occurs when the force applied to the sample grows until it reaches the plateau zone.
- -
- the high point area where the part fails owing to an increase in force.
- -
- Based on the compression flatwise tests (for as-fabricated), the lattice structures with hyperbolical stiffening shapes presented the best performances (23% higher compared to lattice structures with spherical stiffening shapes);
- -
- Based on the compression flatwise tests (for heat-treated), lattice structures with hyperbolical stiffening shapes presented the best performances (17.3% higher compared to lattice structures with spherical stiffening shapes).
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sufiiarov, V.; Sokolova, V.; Borisov, E.; Orlov, A.; Popovich, A. Investigation of accuracy, microstructure and properties of additive manufactured lattice structures. Mater. Today Proc. 2020, 30, 572–577. [Google Scholar] [CrossRef]
- Keleş, Ö.; Blevins, C.W.; Bowman, K.J. Effect of build orientation on the mechanical reliability of 3D printed ABS. Rapid Prototyp. J. 2017, 23, 320–328. [Google Scholar] [CrossRef]
- Zhang, X.Z.; Leary, M.; Tang, H.P.; Song, T.; Qian, M. Selective electron beam manufactured Ti-6Al-4V lattice structures for orthopedic implant applications: Current status and outstanding challenges. Curr. Opin. Solid State Mater. Sci. 2018, 22, 75–99. [Google Scholar] [CrossRef]
- Blackwell, P.L. The mechanical and microstructural characteristics of laser-deposited IN718. J. Mater. Process. Technol. 2005, 170, 240–246. [Google Scholar] [CrossRef]
- Smith, D.H.; Bicknell, J.; Jorgensen, L.; Patterson, B.M.; Cordes, N.L.; Tsukrov, I.; Knezevic, M. Microstructure and mechanical behavior of direct metal laser sintered Inconel alloy 718. Mater. Charact. 2016, 113, 1–9. [Google Scholar] [CrossRef]
- Sullivan, T.N.; Wang, B.; Espinosa, H.D.; Meyers, M.A. Extreme lightweight structures: Avian feathers and bones. Mater. Today 2017, 20, 377–391. [Google Scholar] [CrossRef]
- Daynes, S.; Feih, S. Bio-inspired lattice structure optimisation with strain trajectory aligned trusses. Mater. Des. 2021, 213, 110320. [Google Scholar] [CrossRef]
- Abueidda, D.W.; Bakir, M.; Al-Rub, R.K.A.; Bergström, J.S.; Sobh, N.A.; Jasiuk, I. Mechanical properties of 3D printed polymeric cellular materials with triply periodic minimal surface architectures. Mater. Des. 2017, 122, 255–267. [Google Scholar] [CrossRef]
- Song, J.; Zhou, W.; Wang, Y.; Fan, R.; Wang, Y.; Chen, J.; Lu, Y.; Li, L. Octet-Truss Cellular Materials for Improved Mechanical Properties and Specific Energy Absorption. Mater. Des. 2019, 173, 107773. [Google Scholar] [CrossRef]
- Park, S.I.; Rosen, D.W.; Choi, S.K.; Duty, C.E. Effective mechanical properties of lattice material fabricated by material extrusion additive manufacturing. Addit. Manuf. 2014, 1, 12–23. [Google Scholar]
- Yin, S.; Chen, H.; Li, J.; Yu, T.X.; Xu, J. Effects of architecture level on mechanical properties of hierarchical lattice materials. Int. J. Mech. Sci. 2019, 157–158, 282–292. [Google Scholar] [CrossRef]
- Holzmann, P.; Breitenecker, R.J.; Soomro, A.A.; Schwarz, E.J. User entrepreneur business models in 3D printing. J. Manuf. Technol. Manag. 2017, 28, 75–94. [Google Scholar] [CrossRef]
- Trosch, T.; Strößner, J.; Völkl, R.; Glatzel, U. Microstructure and mechanical properties of selective laser melted Inconel 718 compared to forging and casting. Mater. Lett. 2016, 164, 428–431. [Google Scholar] [CrossRef]
- Moussaoui, K.; Rubio, W.; Mousseigne, M.; Sultan, T.; Rezai, F. Effects of selective laser melting additive manufacturing parameters of Inconel 718 on porosity, microstructure and mechanical properties. Mater. Sci. Eng. A 2018, 735, 182–190. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminum alloy powders: Processing, microstructure and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Periane, S.; Duchosal, A.; Vaudreuil, S.; Chibane, H.; Morandeau, A.; Cormier, J.; Leroy, R. Machining influence on the fatigue resistance of nconel 718 fabricated by selective laser melting (SLM). Procedia Struct. Integr. 2019, 19, 415–422. [Google Scholar] [CrossRef]
- Li, J.Z.; Alkahari, M.R.; Rosli, N.A.B.; Hasan, R.; Sudin, M.N.; Ramli, F.R. Review of Wire Arc Additive Manufacturing for 3D Metal Printing. Int. J. Autom. Technol. 2019, 13, 346–353. [Google Scholar] [CrossRef]
- ISO/ASTM 52900:2015; Additive Manufacturing—General Principles—Terminology. BSI: London, UK, 2015.
- Hosseini, E.; Popovich, V. A review of mechanical properties of additively manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- Larimian, T.; Kannan, M.; Grzesiak, D.; AlMangour, B.; Borkar, T. Effect of energy density and scanning strategy on densification, microstructure and mechanical properties of 316L stainless steel processed via selective laser melting. Mater. Sci. Eng. A 2020, 770, 138455. [Google Scholar] [CrossRef]
- Leary, M.; Mazur, M.; Williams, H.; Yang, E.; Alghamdi, A.; Lozanovski, B.; Zhang, X.; Shidid, D.; Farahbod–Sternahl, L.; Witt, G.; et al. Inconel 625 lattice structures manufactured by selective laser melting (SLM): Mechanical properties, deformation and failure modes. Mater. Des. 2018, 157, 179–199. [Google Scholar] [CrossRef]
- Yi, J.H.; Kang, J.W.; Wang, T.J.; Wang, X.; Hu, Y.Y.; Feng, T.; Feng, Y.L.; Wu, P.Y.; Kang, J.W.; Wang, T.J.; et al. Effect of laser energy density on the microstructure, mechanical properties, and deformation of inconel 718 samples fabricated by selective laser melting. J. Alloy. Compd. 2019, 786, 481–488. [Google Scholar] [CrossRef]
- Wang, Z.; Zhao, Z.; Liu, B.; Huo, P.; Bai, P. Compression properties of porous Inconel 718 alloy formed by selective laser melting. Adv. Compos. Hybrid. Mater. 2021, 4, 1309. [Google Scholar] [CrossRef]
- Wang, X.; Wang, C.; Zhou, X.; Wang, D.; Zhang, M.; Gao, Y.; Wang, L.; Zhang, P. Evaluating Lattice Mechanical Properties for Lightweight Heat-Resistant Load-Bearing Structure Design. Materials 2020, 13, 4786. [Google Scholar] [CrossRef] [PubMed]
- Huang, W.; Yang, J.; Yang, H.; Jing, G.; Wang, Z.; Zeng, X. Heat treatment of Inconel 718 produced by selective laser melting: Microstructure and mechanical properties. Mater. Sci. Eng. A 2019, 750, 98–107. [Google Scholar] [CrossRef]
- ASTM B670-07; Standard Specification for Precipitation-Hardening Nickel Alloy (UNS N07718) Plate, Sheet, and Strip for High-Temperature Service 1. ASTM: West Conshohocken, PA, USA, 2010.
- Juillet, C.; Oudriss, A.; Balmain, J.; Feaugas, X.; Pedraza, F. Characterization and oxidation resistance of additive manufactured and forged IN718 Ni-based superalloys. Corros. Sci. 2018, 142, 266–276. [Google Scholar] [CrossRef]
- Lee, I.-K.; Sheu, H.-H.; Hsu, H.-Y. The effects of graphene content on the mechanical properties and thermal conductivity of Inconel 718 superalloy brazed using BNi-2/graphene composite filler metal. Results Phys. 2020, 16, 102828. [Google Scholar] [CrossRef]
- Van, D.; Dinda, G.P.; Park, J.; Mazumder, J.; Lee, S.H. Enhancing Hardness of Inconel 718 Deposits Using the Aging Effects of Cold Metal Transfer-Based Additive Manufacturing. Mater. Sci. Eng. A 2020, 776, 139005. [Google Scholar] [CrossRef]
- Onuike, B.; Heer, B.; Bandyopadhyay, A. Additive manufacturing of Inconel 718—Copper alloy bimetallic structure using laser engineered net shaping (LENS™). Addit. Manuf. 2018, 21, 133–140. [Google Scholar] [CrossRef]
- Metal Powder Inconel 718-Optimized for Selective Laser Melting. Available online: https://www.slm-solutions.com/fileadmin/Content/Powder/MDS/nw/MDS_IN718_2023-11.1_EN.pdf (accessed on 1 December 2023).
- Prashanth, K.G.; Scudino, S.; Eckert, J. Defining the tensile properties of Al-12Si parts produced by selective laser melting. Acta Mater. 2017, 126, 25–35. [Google Scholar] [CrossRef]
- Zhang, H.; Gu, D.; Ma, C.; Guo, M.; Yang, J.; Wang, R. Effect of post heat treatment on microstructure and mechanical properties of Ni-based composites by selective laser melting. Mater. Sci. Eng. A 2019, 765, 138294. [Google Scholar] [CrossRef]
- Mythreyi, O.V.; Raja, A.; Nagesha, B.K.; Jayaganthan, R. Corrosion Study of Selective Laser Melted IN718 Alloy upon Post Heat Treatment and Shot Peening. Metals 2020, 10, 1562. [Google Scholar] [CrossRef]
- Selective Laser Melting Machine SLM®280 2.0. Available online: https://www.slm-solutions.com/fileadmin/Content/Machines/Machine_Brochure_SLM280_2.0-rev1.pdf (accessed on 1 December 2023).
- Chlebus, E.; Gruber, K.; Ku, B.; Kurzac, J.; Kurzynowski, T. Effect of heat treatment on the microstructure and mechanical properties of Inconel 718 processed by selective laser melting. Mater. Sci. Eng. A 2015, 639, 647–655. [Google Scholar] [CrossRef]
- AMS 5664E; Nickel Alloy, Corrosion and Heat Resistant, Bars, Forgings, and Rings 52.5Ni-19Cr-3.0Mo-5.1Cb-0.90Ti-0.50Al-18Fe Consumable Electrode or Vacuum Induction Melted 1950 °F (1066 °C) Solution Heat Treated, Precipitation Hardenable. SAE International: Warrendale, PA, USA, 2006.
- Fayed, E.M.; Saadati, M.; Shahriari, D.; Brailovski, V. Effect of homogenization and solution treatments time on the elevated—Temperature mechanical behavior of Inconel 718 fabricated by laser powder bed fusion. Sci. Rep. 2021, 11, 2020. [Google Scholar] [CrossRef] [PubMed]
- Fayed, E.M.; Shahriari, D.; Saadati, M.; Brailovski, V.; Jahazi, M.; Medraj, M. Influence of Homogenization and Solution Treatments Time on the Microstructure and Hardness of Inconel 718 Fabricated by Laser Powder Bed Fusion Process. Materials 2020, 13, 2574. [Google Scholar] [CrossRef] [PubMed]
- Chang, L.; Sun, W.; Cui, Y.; Zhang, F.; Yang, R. Effect of heat treatment on microstructure and mechanical properties of the hot-isostatic-pressed Inconel 718 powder compact. J. Alloys Compd. 2014, 590, 227–232. [Google Scholar] [CrossRef]
- ASTM E9-09; Standard Test Methods of Compression Testing of Metallic Materials at Room Temperature. ASTM: West Conshohocken, PA, USA, 2018.
- ASTM C365-03; Standard Test Method for Flatwise Compressive Properties of Sandwich Core. ASTM International: West Conshohocken, PA, USA, 2011.
- Kaynak, Y.; Tascioglu, E. Finish machining-induced surface roughness, microhardness and XRD analysis of selective laser melted Inconel 718 alloy. Procedia CIRP 2018, 71, 500–504. [Google Scholar] [CrossRef]
- Pinkerton, A.J. Laser direct metal deposition: Theory and applications in manufacturing and maintenance. In Advances in Laser Materials Processing; Lawrence, J., Pou, J., Low, D.K.Y., Toyserkani, E., Eds.; Woodhead Publishing: Cambridge, UK, 2010; pp. 461–491. [Google Scholar]
- Kim, H.; Cong, W.; Zhang, H.-C.; Liu, Z. Laser Engineered Net Shaping of Nickel-Based Superalloy Inconel 718 Powders onto AISI 4140 Alloy Steel Substrates: Interface Bond and Fracture Failure Mechanism. Materials 2017, 10, 341. [Google Scholar] [CrossRef] [PubMed]
- Kruk, A.; Cempura, G. Decomposition of the Laves phase in the fusion zone of the Inconel 718/ATI 718Plus® welded joint during isothermal holding at a temperature of 649 °C. Mater. Char. 2023, 196, 112560. [Google Scholar] [CrossRef]
- Lech, S.; Wusatowska-Sarnek, A.M.; Wieczerzak, K.; Kruk, A. Evolution of microstructure and mechanical properties of ATI 718Plus® superalloy after graded solution treatment. Metall. Mater. Trans. A 2022, 54, 2011–2021. [Google Scholar] [CrossRef]
- Kruk, A.; Gil, A.; Lech, S.; Cempura, G.; Agüero, A.; Czyrska-Filemonowicz, A. Multiscale Characterization of an Oxide Scale Formed on the Creep-Resistant ATI 718Plus Superalloy during High-Temperature Oxidation. Materials 2021, 14, 6327. [Google Scholar] [CrossRef]
- Le, W.; Chen, Z.; Yan, K.; Naseem, S.; Zhao, Y.; Zhang, H.; Zhang, Z. Early evolution of δ phase and coarse γ´´ phase in Inconel 718 alloy with high temperature ageing. Mater. Charact. 2021, 180, 111403. [Google Scholar] [CrossRef]
- Strondl, A.; Palm, M.; Gnauk, J.; Frommeyer, G. Microstructure and mechanical properties of nickel based superalloy IN718 produced by rapid prototyping with electron beam melting (EBM). Mater. Sci. Technol. 2011, 27, 876–883. [Google Scholar] [CrossRef]
- Zhang, Q.; Yao, J.; Mazumder, J. Laser Direct Metal Deposition Technology and Microstructure and Composition Segregation of Inconel 718 Superalloy. J. Iron Steel Res. Int. 2011, 18, 73–78. [Google Scholar] [CrossRef]
- Wang, X.; Keya, T.; Chou, K. Build Height Effect on the Inconel 718 Parts Fabricated by Selective Laser Melting. Procedia Manuf. 2016, 5, 1006–1017. [Google Scholar] [CrossRef]
- Tian, Y.; McAllister, D.; Colijn, H.; Mills, M.; Farson, D.; Nordin, M.; Babu, S. Rationalization of microstructure heterogeneity in INCONEL 718 builds made by the direct laser additive manufacturing process. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2014, 45, 4470–4483. [Google Scholar] [CrossRef]
- Zaharia, S.M.; Chicoș, L.A.; Lancea, C.; Pop, M.A. Effects of Homogenization Heat Treatment on Mechanical Properties of Inconel 718 Sandwich Structures Manufactured by Selective Laser Melting. Metals 2020, 10, 645. [Google Scholar] [CrossRef]
- Tian, C.; Li, X.; Liu, Z.; Zhi, G.; Guo, G.; Wang, L.; Rong, Y. Study on grindability of Inconel 718 superalloy fabricated by selective laser melting (SLM). Stroj. Vestn. J. Mech. Eng. 2018, 64, 319–328. [Google Scholar]
- Stevens, E.L.; Toman, J.; To, A.C.; Chmielus, M. Variation of hardness, microstructure and Laves phase distribution in direct laser deposited alloy 718 cuboids. Mater. Des. 2017, 119, 188–198. [Google Scholar] [CrossRef]
- Tabaie, S.; Rézaï-Aria, F.; Jahazi, M. Microstructure Evolution of Selective Laser Melted Inconel 718: Influence of High Heating Rates. Metals 2020, 10, 587. [Google Scholar] [CrossRef]
- Seede, R.; Mostafa, A.; Brailovski, V.; Jahazi, M.; Medraj, M. Microstructural and Microhardness Evolution from Homogenization and Hot Isostatic Pressing on Selective Laser Melted Inconel 718: Structure, Texture, and Phases. J. Manuf. Mater. Process. 2018, 2, 30. [Google Scholar] [CrossRef]
- Nazir, A.; Ali, M.; Jeng, J.-Y. Investigation of Compression and Buckling Properties of a Novel Surface-Based Lattice Structure Manufactured Using Multi Jet Fusion Technology. Materials 2021, 14, 2599. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | IN718 |
|---|---|
| Ni | 50.00–55.00 |
| Cr | 17.00–21.00 |
| Fe | Bal |
| Ta + Nb | 4.75–5.50 |
| Mo | 2.80–3.30 |
| Ti | 0.65–1.15 |
| Al | 0.20–0.80 |
| Cu | 0.30 |
| C | 0.08 |
| Si, Mn | 0.35 each |
| B | 0.006 |
| Co | 1.00 |
| P, S | 0.015 each |
| Standard | Treatment Type | Temperature | Holding Time | Cooling |
|---|---|---|---|---|
| AMS 5664 | Homogenization solution aging | 1080 °C | 1.5 h | Air cooling |
| 980 °C | 1 h | Air cooling | ||
| 720 °C | 8 h | Furnace cooling at 55 °C/h to 620 °C | ||
| 620 °C | 8 h | AC |
| Sample Type | Section Position | Medium (HV) | Medium (HRC) |
|---|---|---|---|
| Spherical as-fabricated | top | 342.1 | 34.6 |
| Spherical as-fabricated | bottom | 379.4 | 38.3 |
| Spherical heat-treated | top | 446.2 | 44.8 |
| Spherical heat-treated | bottom | 487.2 | 48.1 |
| Elliptical as-fabricated | top | 299.1 | 29.6 |
| Elliptical as-fabricated | bottom | 326.1 | 32.8 |
| Elliptical heat-treated | top | 440.5 | 44.3 |
| Elliptical heat-treated | bottom | 459.7 | 46.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zaharia, S.-M.; Lancea, C.; Kruk, A.; Cempura, G.; Gruszczyński, A.; Chicos, L.-A.; Pop, M.A. Mechanical Properties and Microstructure of Inconel 718 Lattice Structures Produced by Selective Laser Melting Process. Materials 2024, 17, 622. https://doi.org/10.3390/ma17030622
Zaharia S-M, Lancea C, Kruk A, Cempura G, Gruszczyński A, Chicos L-A, Pop MA. Mechanical Properties and Microstructure of Inconel 718 Lattice Structures Produced by Selective Laser Melting Process. Materials. 2024; 17(3):622. https://doi.org/10.3390/ma17030622
Chicago/Turabian StyleZaharia, Sebastian-Marian, Camil Lancea, Adam Kruk, Grzegorz Cempura, Adam Gruszczyński, Lucia-Antoneta Chicos, and Mihai Alin Pop. 2024. "Mechanical Properties and Microstructure of Inconel 718 Lattice Structures Produced by Selective Laser Melting Process" Materials 17, no. 3: 622. https://doi.org/10.3390/ma17030622