
Laser Welding of Titanium/Steel Bimetallic Sheets with In Situ Formation of Fex(CoCrNiMn)Tiy High-Entropy Alloys in Weld Metal



Abstract
1. Introduction
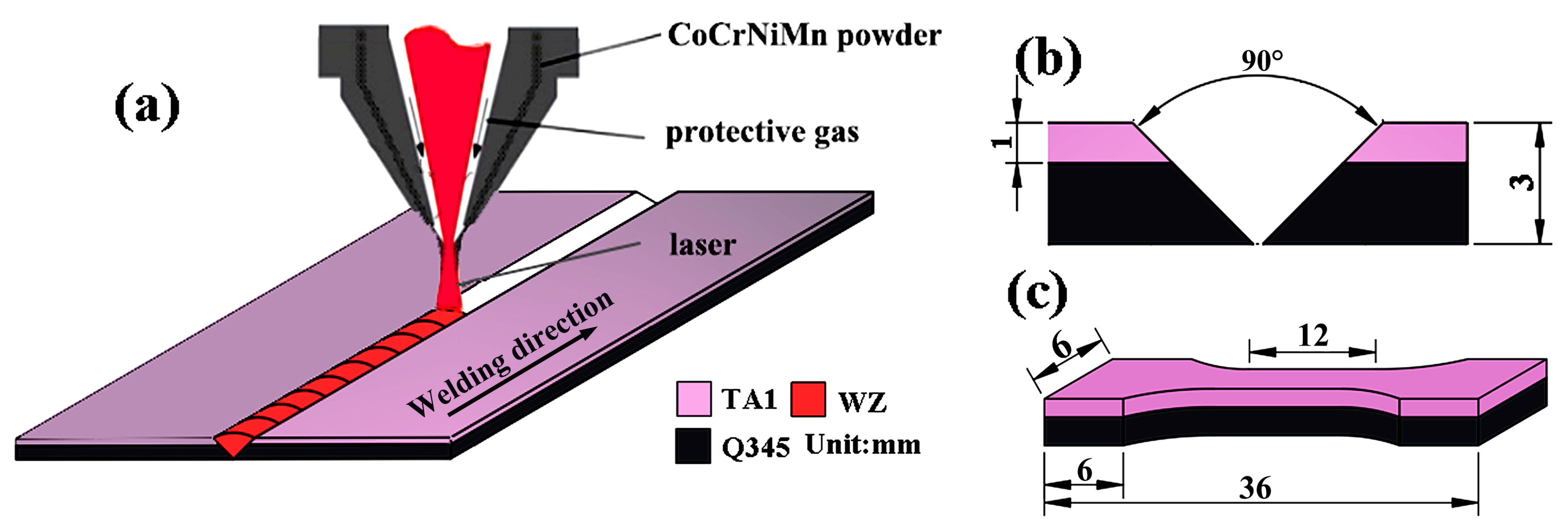
2. Materials and Methods
3. Results
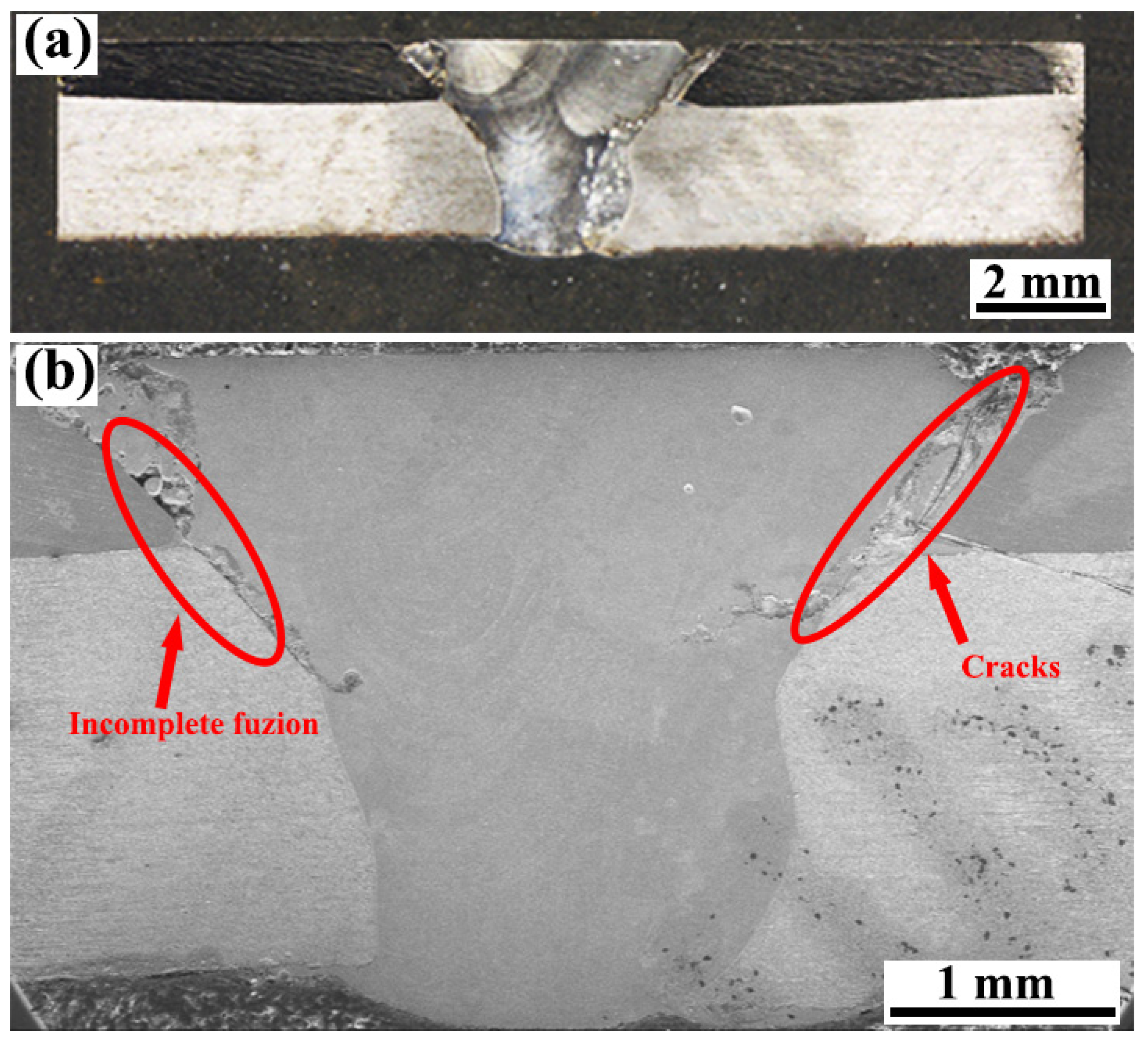
3.1. Macro-Morphology
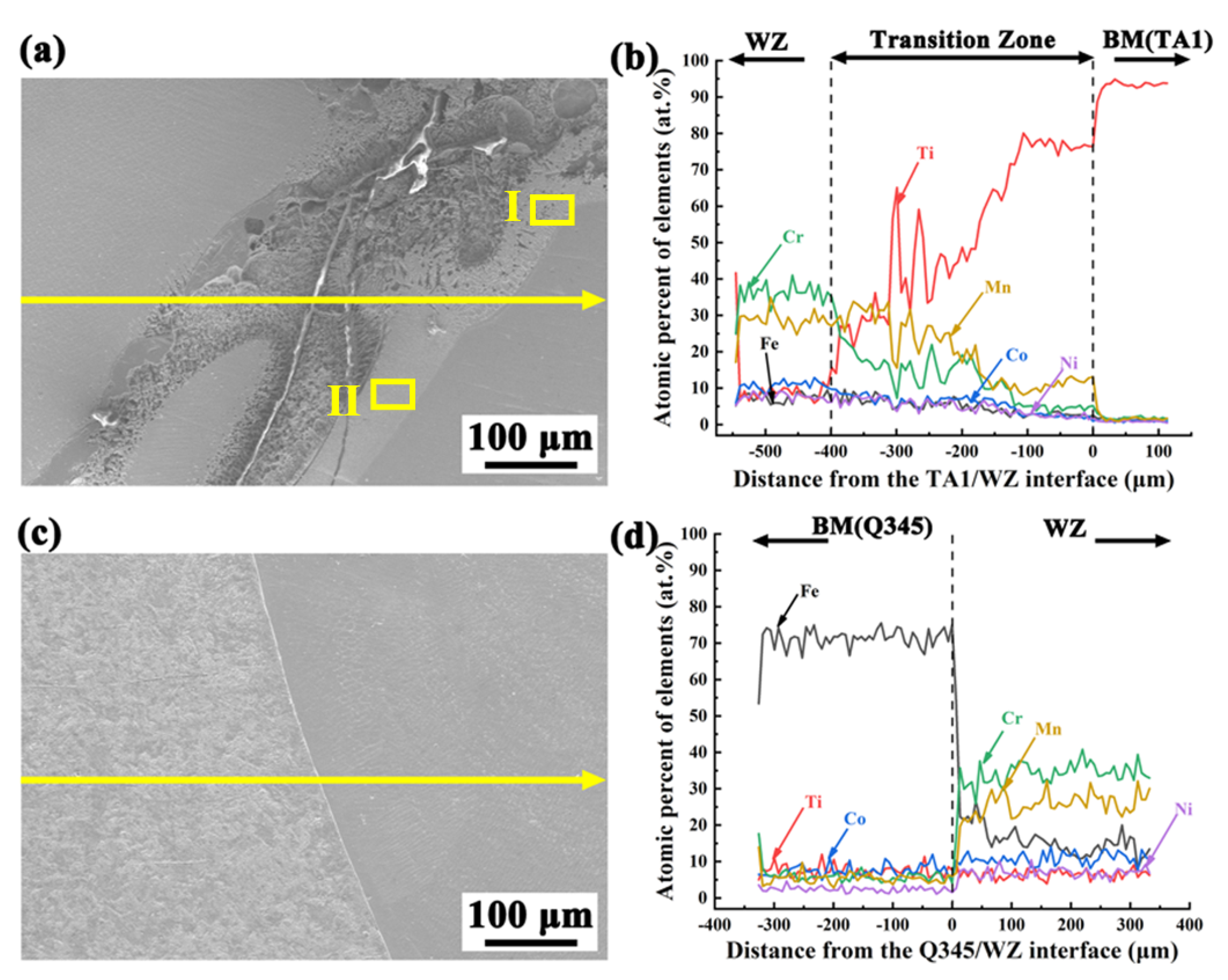
3.2. Interface Characteristics
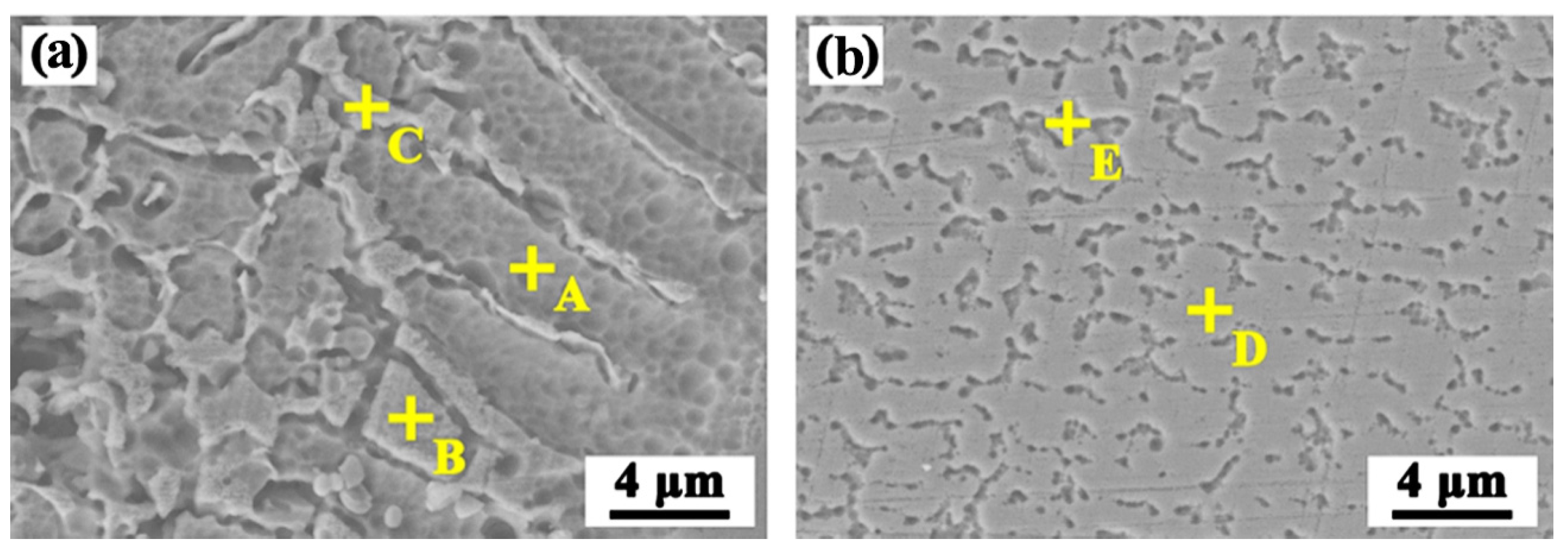
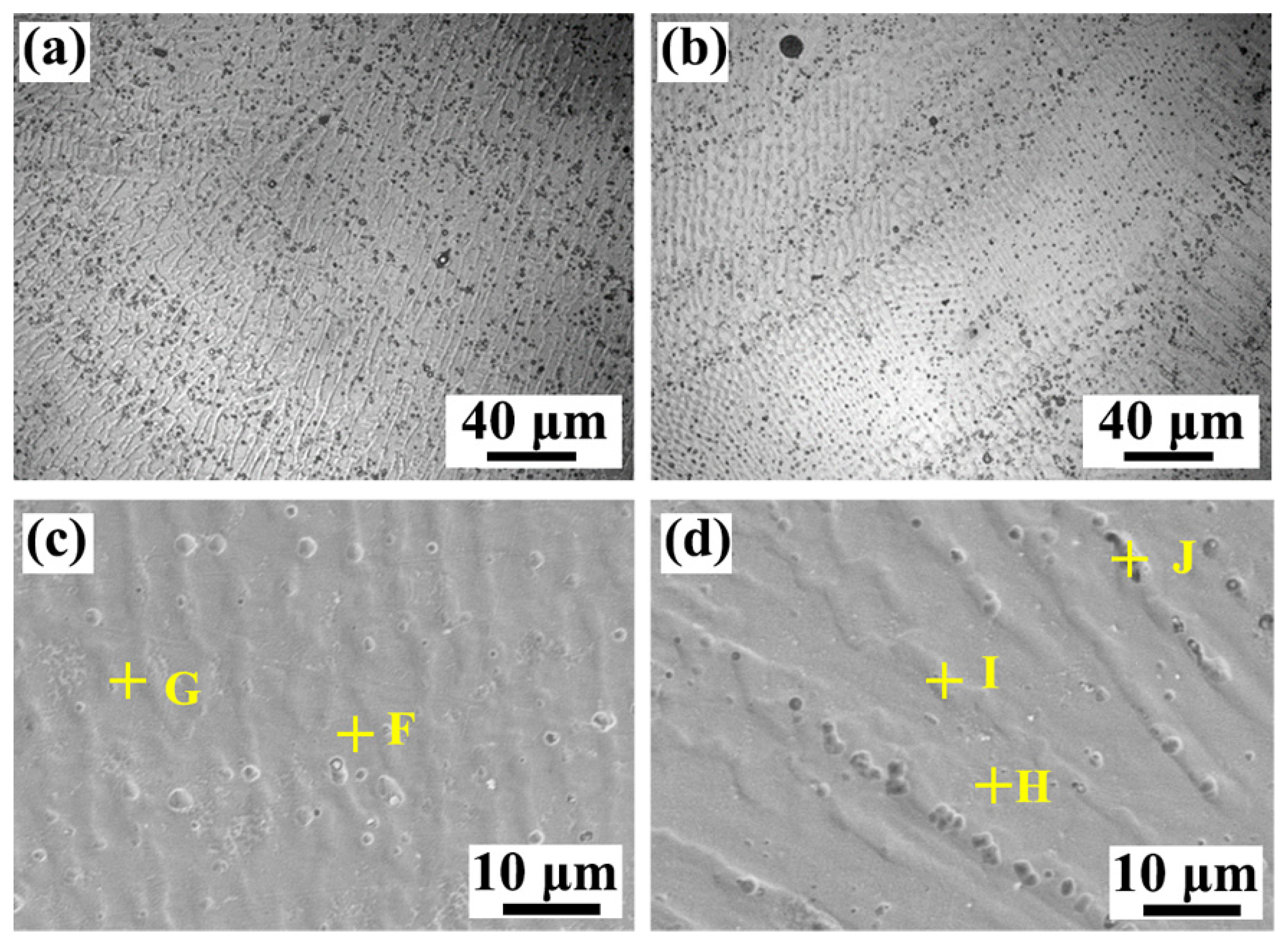
3.3. Microstructure in the WM
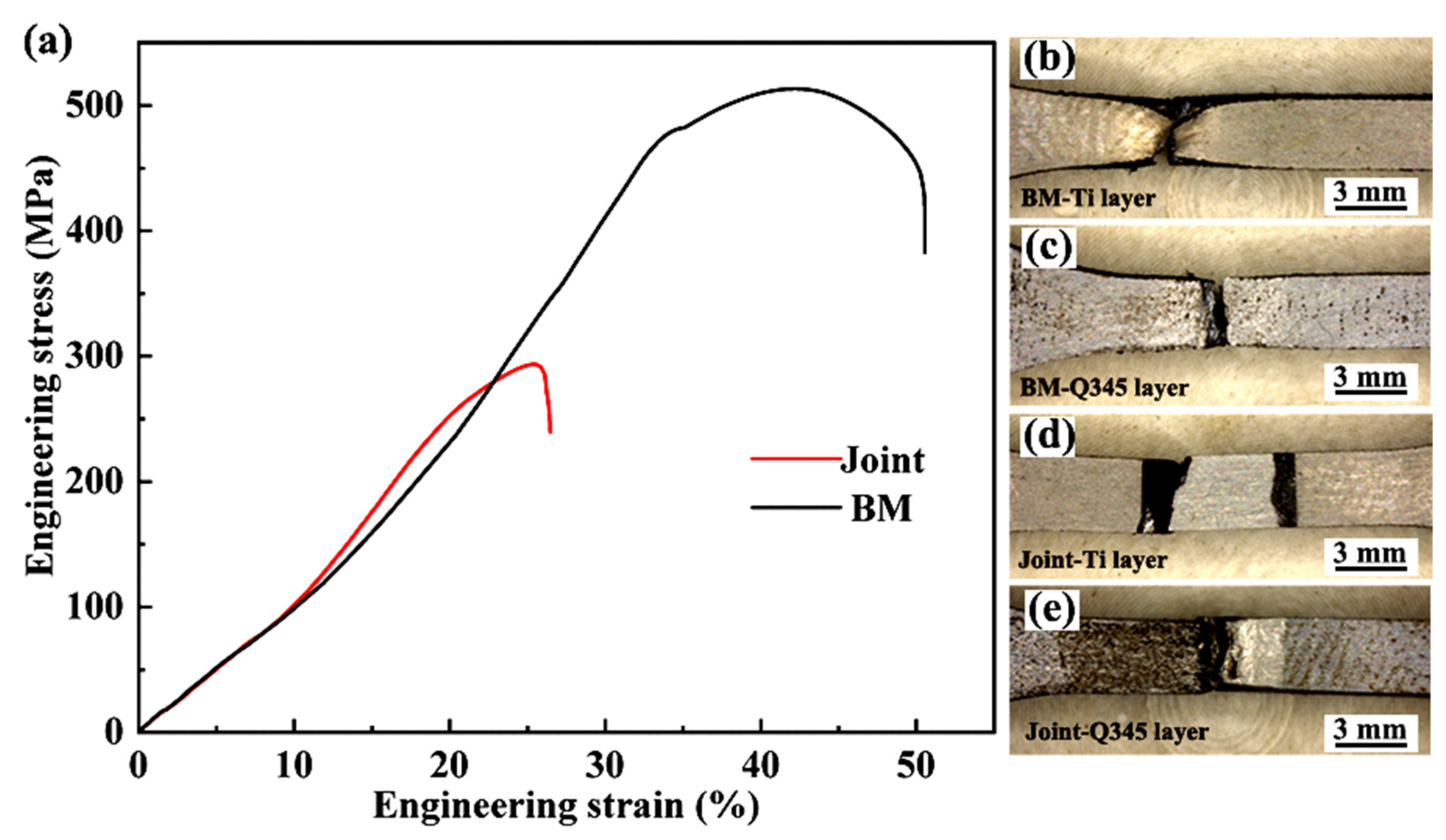
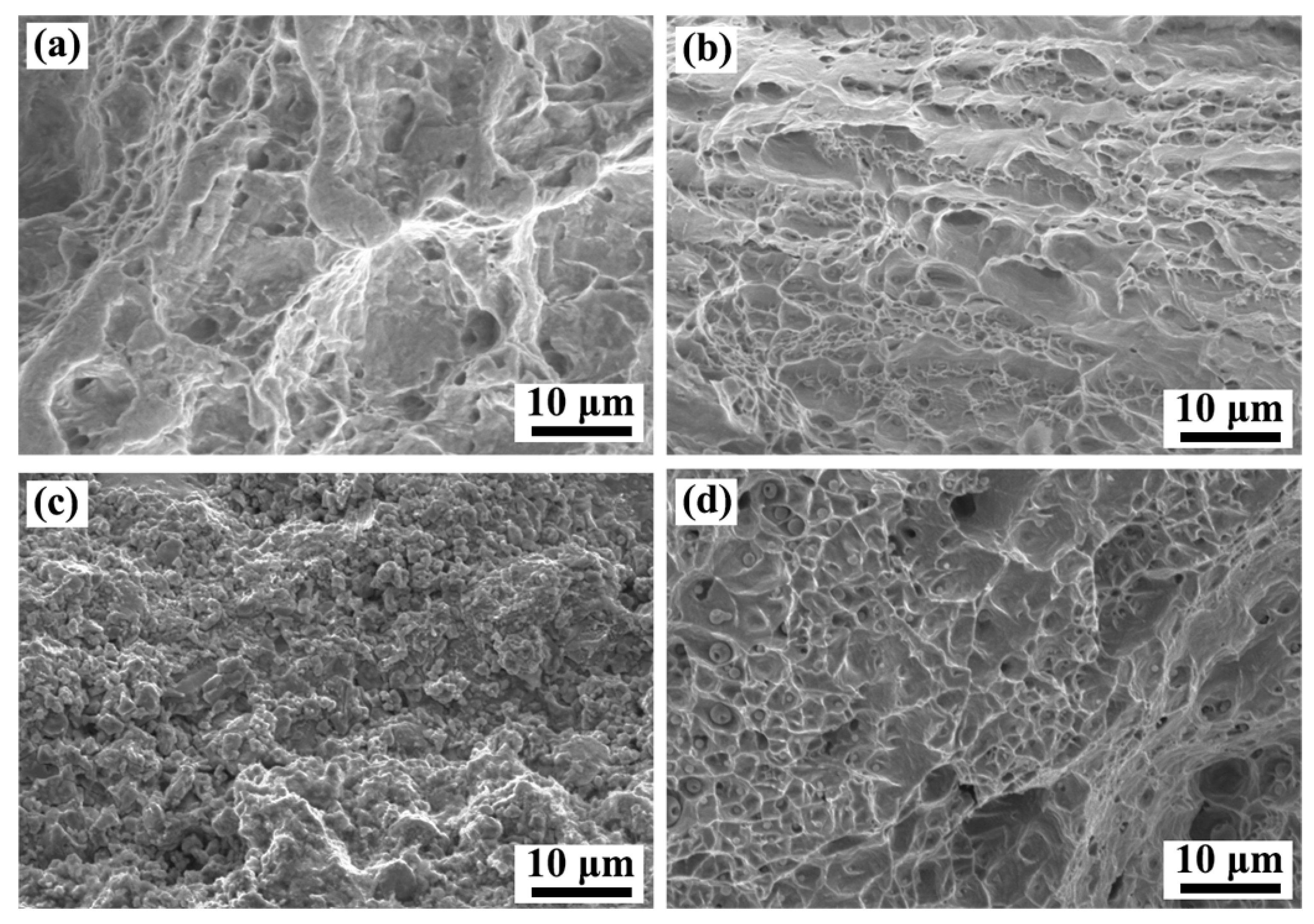
3.4. Tensile Strength and Fracture Behavior
4. Discussion
4.1. Weld Formation
4.2. High-Entropy Structures and Tensile Strength
5. Conclusions
- (1)
- Multi-principal powders of CoCrNiMn can be used as filler material for the joining of the TA1/Q345 bimetallic sheet. High-entropy alloy structures, with the content of Fe, Co, Cr, Ni, and Mn elements in the range of 5~35 at.%, as well as a high ΔSmix value were attained in the weld metal.
- (2)
- A transition zone with a width of ~400 µm was presented between the weld metal and base metal on the TA1 layer. Some welding defects, such as incomplete fusion and cracks, were observed in this transition zone.
- (3)
- A tensile strength of 293 MPa, accounting for 60% of the strength exhibited by the base metal, was achieved in the joining of the TA1/Q345 bimetallic sheet. Dimples were observed at the fracture surface of the welded joint on the Q345 layer.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Adomako, N.K.; Kim, J.O.; Lee, S.H.; Noh, K.H.; Kim, J.H. Dissimilar Welding between Ti-6Al-4V and 17-4PH Stainless Steel Using a Vanadium Interlayer. Mater. Sci. Eng. A 2018, 732, 378–397. [Google Scholar] [CrossRef]
- Hajra, R.N.; Park, C.W.; Choi, K.; Kim, J.H. Interlayer Tailoring of Ti-6Al-4V and 17-4PH Stainless Steel Joint by Tungsten Inert Gas Welding. Materials 2023, 16, 4370. [Google Scholar] [CrossRef]
- Yu, D.; Zhang, Y.; Hosseini, S.R.E.; Zhou, J.-P.; Sun, D.-Q. Element Diffusion and Microstructure Evolution at Interface of Stainless Steel/Ti Alloy Joint by Laser Welding with AgCuTi Filler Metal. J. Mater. Res. Technol. 2023, 24, 6463–6472. [Google Scholar] [CrossRef]
- Rana, H.; Commare, L.U.; Buffa, G.; Fratini, L. Elucidating Role of Sheets Mutual Position and Copper Interlayer in FSW of Dissimilar Ti6Al4V-SS316l Lap Joints: Metallurgical and Mechanical Characterizations. Mater. Charact. 2024, 207, 113539. [Google Scholar] [CrossRef]
- Rashkovets, M.; Mazzarisi, M.; Nikulina, A.A.; Casalino, G. Analysis of Laser Direct Stainless Steel Powder Deposition on Ti6Al4V Substrate. Mater. Lett. 2020, 274, 128064. [Google Scholar] [CrossRef]
- Seto, N.; Tachibana, K.; Nakano, K.; Nagatani, T.; Kotaki, H.; Ogawa, K. Dissimilar Metal Welding of Titanium and Steel Using Laser with Chrome Insert Metal. ISIJ Int. 2023. [Google Scholar] [CrossRef]
- Zhang, W.; Lang, Q.; Chen, S.; Shi, S.; Wang, H.; Liu, L. Microstructure and Mechanical Properties of TC4/Q235 Dual-Beam Laser Lap Joint using Cu-Si Filler Wire. Opt. Laser Technol. 2024, 168, 109946. [Google Scholar] [CrossRef]
- Hosseini, S.R.E.; Feng, K.; Nie, P.-L.; Zhang, K.; Huang, J.; Li, Z.-G.; Kokawa, H.; Guo, B.-C.; Xue, S. Interlayer Thickening for Development of Laser-Welded Ti-SS Joint Strength. Opt. Laser Technol. 2019, 112, 379–394. [Google Scholar] [CrossRef]
- Ning, J.; Zhang, L.-J.; Joang, G.-C.; Xie, M.-X.; Yin, X.-Q.; Zhang, J.-X. Narrow Gap Multi-pass Laser Butt Welding of Explosion Welded CP-Ti/Q235B Bimetallic Sheet by Using a Copper Interlayer. J. Alloys Compd. 2017, 701, 587–602. [Google Scholar] [CrossRef]
- Zhang, H.-B.; Zhang, L.-J.; Liu, J.-Z.; Ning, J.; Zhang, J.-X.; Na, S.-J.; Zhu, L. Microstructures and Performances of the Butt Joint of TA1/Q235B Bimetallic Sheet with Addition of a Mo Interlayer by using Narrow Gap Laser Welding with Filler Wire. J. Mater. Res. Technol. 2020, 9, 10498–10510. [Google Scholar] [CrossRef]
- Chu, Q.-L.; Zhang, M.; Li, J.-H.; Jin, Q.; Fan, Q.-Y.; Xie, W.-W.; Luo, H.-L.; Bi, Z.-Y. Experimental Investigation of Explosion-Welded CP-Ti/Q345 Bimetallic Sheet Filled with Cu/V Based Flux-cored Wire. Mater. Des. 2015, 67, 606–614. [Google Scholar] [CrossRef]
- Tomashchuk, I.; Sallamand, P.; Belyavina, N.; Pilloz, M. Evolution of Microstructures and Mechanical Properties during Dissimilar Electron Beam Welding of Titanium Alloy to Stainless Steel via Copper Interlayer. Mater. Sci. Eng. A 2013, 585, 114–122. [Google Scholar] [CrossRef]
- Zhu, Z.-Y.; Liu, Y.-L.; Gou, G.-Q.; Gao, W.; Chen, J. Effect of Heat Input on Interfacial Characterization of the Butter Joint of Hot-Rolling CP-Ti/Q235 Bimetallic Sheets by Laser + CMT. Sci. Rep. 2021, 11, 10020. [Google Scholar] [CrossRef]
- Mishra, N.K.; Manikandan, S.G.K.; Neethu, N.; Shrivastava, A. Influence of Cu/Ni Interlayers on Rotary Friction Welded Dissimilar SS321-Ti6Al4V Joints. Mater. Manuf. Process. 2023. [Google Scholar] [CrossRef]
- Adomako, N.K.; Lewandowski, J.J.; Arkhurst, B.M.; Choi, H.; Chang, H.J.; Kim, J.H. Microstructures and Mechanical Properties of Multi-Layered Materials Composed of Ti-6Al-4V, Vanadium, and 17-4PH Stainless Steel Produced by Directed Energy Deposition. Addit. Manuf. 2022, 59, 103174. [Google Scholar] [CrossRef]
- Onuike, B.; Bandyopadhyay, A. Functional Bimetallic Joints of Ti6Al4V to SS410. Addit. Manuf. 2020, 31, 100931. [Google Scholar] [CrossRef] [PubMed]
- Cheepu, M.; Che, W.S. Characterization of Microstructure and Interface Reactions in Friction Welded Bimetallic Joints of Titanium to 304 Stainless Steel Using Nickel Interlayer. Trans. Indian Inst. Met. 2019, 72, 1597–1601. [Google Scholar] [CrossRef]
- Li, Z.; Cao, X.-B.; Zhou, X.-F.; Yi, Z.-X.; Jia, X.-S. Dissimilar gas Tungsten Arc Welding of TC4 Titanium to 304 Stainless Steel Using CuSi3 Filler Wire. Weld. World 2022, 67, 593–605. [Google Scholar] [CrossRef]
- Cao, X.; Dong, K.W.; Zhu, R.; Wang, Q.Y.; Kong, J. A High-Strength Vacuum Brazed TC4/316L Joint with a Ti–Zr-Based Amorphous Ribbon as the Filler Metal. Vacuum 2021, 187, 110070. [Google Scholar] [CrossRef]
- Yao, Y.-J.; Han, Y.; Zhang, K.-Y.; Zhu, H.-H.; Zhang, W.-L.; Qian, H.-L.; Zhou, C.-S.; Zhang, L. The Dependence of Fracture Mode on Interfacial Microstructure in TA1 Pure Titanium/AgCuNi/304 Stainless Steel Vacuum Brazed Joints. Vacuum 2022, 203, 111318. [Google Scholar] [CrossRef]
- Lopes, J.G.; Agrawal, P.; Shen, J.; Schell, N.; Mishra, R.S.; Oliveira, J.P. Evolution of Microstructure and Mechanical Properties in Gas Tungsten Arc Welded Dual-Phase Fe50Mn30Co10Cr10 High Entropy Alloy. Mater. Sci. Eng. A 2023, 878, 145233. [Google Scholar] [CrossRef]
- Oliveira, J.; Shamsolhodaei, A.; Shen, J.; Lopes, J.; Gonçalves, R.; Ferraz, M.d.B.; Piçarra, L.; Zeng, Z.; Schell, N.; Zhou, N.; et al. Improving the Ductility in Laser Welded Joints of CoCrFeMnNi High Entropy Alloy to 316 Stainless Steel. Mater. Des. 2022, 219, 110717. [Google Scholar] [CrossRef]
- Buzolin, R.H.; Richter, T.; Pixner, F.; Rhode, M.; Schroepfer, D.; Enzinger, N. Microstructure Characterisation of Multi-principal Element Alloys Welds Produced by Electron Beam Welding. Mater. Des. 2023, 225, 111609. [Google Scholar] [CrossRef]
- Treutler, K.; Lorenz, S.; Hamje, J.; Wesling, V. Wire and Arc Additive Manufacturing of a CoCrFeMoNiV Complex Concentrated Alloy Using Metal-Cored Wire-Process, Properties, and Wear Resistance. Appl. Sci. 2022, 12, 6308. [Google Scholar] [CrossRef]
- Kaviyarasan, K.; Soundararajan, R.; Sivasankaran, S. Metallurgical Enhancement and Mechanical Performance of GTAW of AA5083 Plates Using Medium and High-entropy Fillers. Mater. Charact. 2023, 204, 113167. [Google Scholar] [CrossRef]
- Liu, D.-J.; Wang, W.-X.; Zha, X.-A.; Jiao, H.-T.; Zhao, L.-Z.; Han, S.-G. Experimental Investigation of Butt Welded Ti/steel Bimetallic Sheets by Using Multi-principal Powders as a Single Filler Metal. J. Mater. Res. Technol. 2021, 15, 1499–1512. [Google Scholar] [CrossRef]
- Hosseini, S.R.E.; Feng, K.; Nie, P.-L.; Zhang, K.; Huang, J.; Li, Z.-G.; Kokawa, H.; Guo, B.-C.; Xue, S. Enhanced Strength of 304 SS-Ti6Al4V Laser-Welded Joints Containing Composite Interlayers. J. Mater. Eng. Perform. 2018, 27, 6135–6148. [Google Scholar] [CrossRef]
- Liu, D.-J.; Wang, W.-X.; Li, B.; Jiao, H.-T.; Tang, Y.-C.; Hu, Y.; Zhao, L.-Z. A Novel Ni-Co-Al Multi-Principal Filler Wire for Inhibiting Fe-Ti Intermetallic Compounds in Welding CP-Ti/Q345 Bimetallic Sheets. Sci. Technol. Weld. Join. 2022, 28, 52–62. [Google Scholar] [CrossRef]
- Chattopadhyay, A.; Muvvala, G.; Sarkar, S.; Racherla, V.; Nath, A.K. Mitigation of Cracks in Laser Welding of Titanium and Stainless Steel by In-Situ Nickel Interlayer Deposition. J. Mater. Process. Technol. 2022, 300, 117403. [Google Scholar] [CrossRef]
- Samiuddin, M.; Li, J.-L.; Muzamil, M.; Uddin, S.; Xiong, J.-T. Mechanical and Microstructural Characterization of the Bond Interface Formed in Diffusion Welding of CoCrNi Medium Entropy Alloy (MEA) and AISI 304 Stainless Steel under Various Processing Parameters. Met. Mater. Int. 2022, 29, 1421–1440. [Google Scholar] [CrossRef]
- Belosludtseva, E.S.; Marchenkova, E.B.; Pushin, A.V.; Pushin, V.G.; Svirid, A.É. Peculiarities of Structure and Phase Composition of Ternary NiMn-NiTi Alloys with a Quasi-Binary Cross-Section. Russ. Phys. J. 2019, 61, 2258–2263. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, Q.; Guo, X.-L.; Chen, P.; Wang, Y.-L.; Wang, C.; Wang, Z.; Wang, Z.-L. Microstructure and Mechanical Properties of TA2/Q235 Laser Weld Joint with Copper Interlayer. Materials 2023, 16, 3838. [Google Scholar] [CrossRef] [PubMed]
- Sokkalingam, R.; Mastanaiah, P.; Muthupandi, V.; Sivaprasad, K.; Prashanth, K.G. Electron-Beam Welding of High-Entropy Alloy and Stainless Steel, Microstructure and Mechanical Properties. Mater. Manuf. Process. 2020, 35, 1885–1894. [Google Scholar] [CrossRef]
- Fiocchi, J.; Casati, R.; Tuissi, A.; Biffi, C.A. Laser Beam Welding of CoCuFeMnNi High Entropy Alloy: Processing, Microstructure, and Mechanical Properties. Adv. Eng. Mater. 2022, 24, 2200523. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural Development in Equiatomic Multicomponent Alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Xin, J.-J.; Wang, W.; Yang, X.; Boubeche, M.; Wang, S.-L.; Zhang, H.-C.; Huang, C.-J.; Li, Y.; Lyu, B.; Shen, F.-Z.; et al. Dissimilar Laser Welding of CrMnFeCoNi High Entropy Alloy and 316LN Stainless Steel for Cryogenic Application. J. Mater. Sci. Technol. 2023, 163, 158–167. [Google Scholar] [CrossRef]
- Yu, Y.-C.; Yang, S.-L.; Yin, Y.; Wang, C.-M.; Hu, X.-Y.; Meng, X.-X.; Yu, S.-F. Multi-Pass Laser Welding of Thick Plate with Filler Wire by Using a Narrow Gap Joint Configuration. J. Mater. Res. Technol. 2013, 27, 2125–2131. [Google Scholar] [CrossRef]
- Li, G.; Lu, X.-F.; Zhu, X.-L.; Huang, J.; Liu, L.-W.; Wu, Y.-X. The Defects and Microstructure in the Fusion Zone of Multipass Laser Welded Joints with Inconel 52M Filler Wire for Nuclear Power Plants. Opt. Laser Technol. 2017, 94, 97–105. [Google Scholar] [CrossRef]
- Mohapatra, J.N.; Chakradhar, I.; Rao, K.R.C.; Rao, V.V.L.; Kaza, M. Non-Destructive Magnetic Evaluation of Laser Weld Quality in Hot Rolled Coils. J. Mater. Eng. Perform. 2015, 24, 2319–2326. [Google Scholar] [CrossRef]
- Ghosh, P.S.; Sen, A.; Chattopadhyaya, S.; Sharma, S.; Singh, J.; Li, C.H.; Królczyk, G.; Rajkumar, S. Progressive Developments and Challenges in Dissimilar Laser Welding of Steel to Various Other Light Alloys (Al/Ti/Mg): A Comprehensive Review. Heliyon 2022, 8, e11710. [Google Scholar] [CrossRef]
- Jia, X.; Yin, G.; Meng, Y.; Chen, S.; Yu, G.; Yang, J.; Huang, J.; Yu, T.; Zhou, L.; Chen, S. Plasma Transferred Arc Powder Surfacing for Titanium-Clad Steel Plate. J. Therm. Spray Technol. 2023, 32, 1611–1622. [Google Scholar] [CrossRef]
- Basu, S.S.; Jana, P.P.; Ghosh, M. A New Insight into the Phase Stability in High Entropy Alloys. Mater. Today Commun. 2023, 37, 107394. [Google Scholar] [CrossRef]
- Soni, V.K.; Sanyal, S.; Sinha, S.K. Property Oriented Design of Non Equiatomic High Entropy Alloy Composition. Adv. Mater. Process. Technol. 2022, 8, 621–638. [Google Scholar] [CrossRef]
- Poletti, M.G.; Battezzati, L. Electronic and Thermodynamic Criteria for the Occurrence of High Entropy Alloys in Metallic Systems. Acta Mater. 2014, 75, 297–306. [Google Scholar] [CrossRef]
- Kumar, A.; Dhekne, P.; Swarnakar, A.K.; Chopkar, M.K. Analysis of Si Addition on Phase Formation in AlCoCrCuFeNiSix High Entropy Alloys. Mater. Lett. 2017, 188, 73–76. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Power | Groove Type | Root Gap | Filler Powders | Spot Diameter | Welding Speed | Defocus Distance | Powder Feed Rate | Number of Weld Passes |
|---|---|---|---|---|---|---|---|---|
| 900 W | 90° V-shaped | 0 | CoCrNiMn (24–75 μm) | 2 mm | 120 mm/min | 1 mm | 14 g/min | 4 passes |
| A | B | C | D | E | Test Points | A | B | C | D | E |
|---|---|---|---|---|---|---|---|---|---|---|
| at.% | wt.% | |||||||||
| 2.56 | 5.54 | 2.21 | 2.30 | 2.75 | Fe | 2.82 | 6.12 | 2.39 | 2.52 | 3.08 |
| 1.68 | 1.68 | 3.36 | 8.70 | 5.39 | Co | 1.95 | 1.96 | 3.83 | 10.06 | 6.38 |
| - | 1.72 | 2.53 | - | - | Cr | - | 1.77 | 2.55 | - | - |
| 7.13 | 11.89 | 14.84 | 14.52 | 11.91 | Ni | 8.25 | 13.81 | 16.86 | 16.72 | 14.03 |
| 24.34 | 9.69 | 21.57 | 5.14 | - | Mn | 26.35 | 10.53 | 22.94 | 5.54 | - |
| 64.28 | 69.48 | 55.49 | 69.34 | 79.95 | Ti | 60.64 | 65.81 | 51.43 | 65.15 | 76.51 |
| β-Ti | Potential phase | β-Ti | ||||||||
| F | G | H | I | J | Test Points | F | G | H | I | J |
|---|---|---|---|---|---|---|---|---|---|---|
| at.% | wt.% | |||||||||
| 11.30 | 17.01 | 5.07 | 7.81 | 18.94 | Fe | 11.34 | 17.09 | 5.09 | 7.86 | 19.16 |
| 9.36 | 13.29 | 12.85 | 15.45 | 7.70 | Co | 9.91 | 14.09 | 13.61 | 16.42 | 19.16 |
| 21.86 | 28.13 | 27.74 | 33.58 | 27.34 | Cr | 20.42 | 26.32 | 25.92 | 31.48 | 25.75 |
| 24.32 | 21.84 | 25.91 | 22.42 | 15.93 | Ni | 25.64 | 23.07 | 27.32 | 23.73 | 16.94 |
| 33.01 | 19.67 | 28.43 | 20.45 | 29.98 | Mn | 32.58 | 19.39 | 28.06 | 20.26 | 29.83 |
| 0.14 | 0.05 | - | 0.29 | 0.12 | Ti | 0.12 | 0.04 | - | 0.25 | 0.10 |
| Test Point | ΔHmix | ΔSmix | δ (%) | Ω | ∆χAllen (%) | VEC | |
|---|---|---|---|---|---|---|---|
| F | −4.88 | 12.63 | 3.83 | 0.913 | 4.58 | 4.71 | 7.81 |
| G | −4.38 | 13.15 | 3.26 | 0.916 | 5.50 | 4.94 | 7.81 |
| H | −5.22 | 12.29 | 3.62 | 0.918 | 4.24 | 5.03 | 7.81 |
| I | −4.98 | 12.72 | 3.35 | 0.933 | 4.73 | 5.33 | 7.72 |
| G | −3.47 | 12.71 | 3.75 | 0.938 | 6.62 | 4.62 | 7.54 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, D.; Ma, Z.; Xue, N.; Wang, W.; Han, S. Laser Welding of Titanium/Steel Bimetallic Sheets with In Situ Formation of Fex(CoCrNiMn)Tiy High-Entropy Alloys in Weld Metal. Materials 2024, 17, 623. https://doi.org/10.3390/ma17030623
Liu D, Ma Z, Xue N, Wang W, Han S. Laser Welding of Titanium/Steel Bimetallic Sheets with In Situ Formation of Fex(CoCrNiMn)Tiy High-Entropy Alloys in Weld Metal. Materials. 2024; 17(3):623. https://doi.org/10.3390/ma17030623
Chicago/Turabian StyleLiu, Dejia, Zhe Ma, Nianlong Xue, Weixiong Wang, and Shanguo Han. 2024. "Laser Welding of Titanium/Steel Bimetallic Sheets with In Situ Formation of Fex(CoCrNiMn)Tiy High-Entropy Alloys in Weld Metal" Materials 17, no. 3: 623. https://doi.org/10.3390/ma17030623
APA StyleLiu, D., Ma, Z., Xue, N., Wang, W., & Han, S. (2024). Laser Welding of Titanium/Steel Bimetallic Sheets with In Situ Formation of Fex(CoCrNiMn)Tiy High-Entropy Alloys in Weld Metal. Materials, 17(3), 623. https://doi.org/10.3390/ma17030623