

Optimizing the Mechanical Properties of Cement Composite Boards Reinforced with Cellulose Pulp and Bamboo Fibers for Building Applications in Low-Cost Housing Estates


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
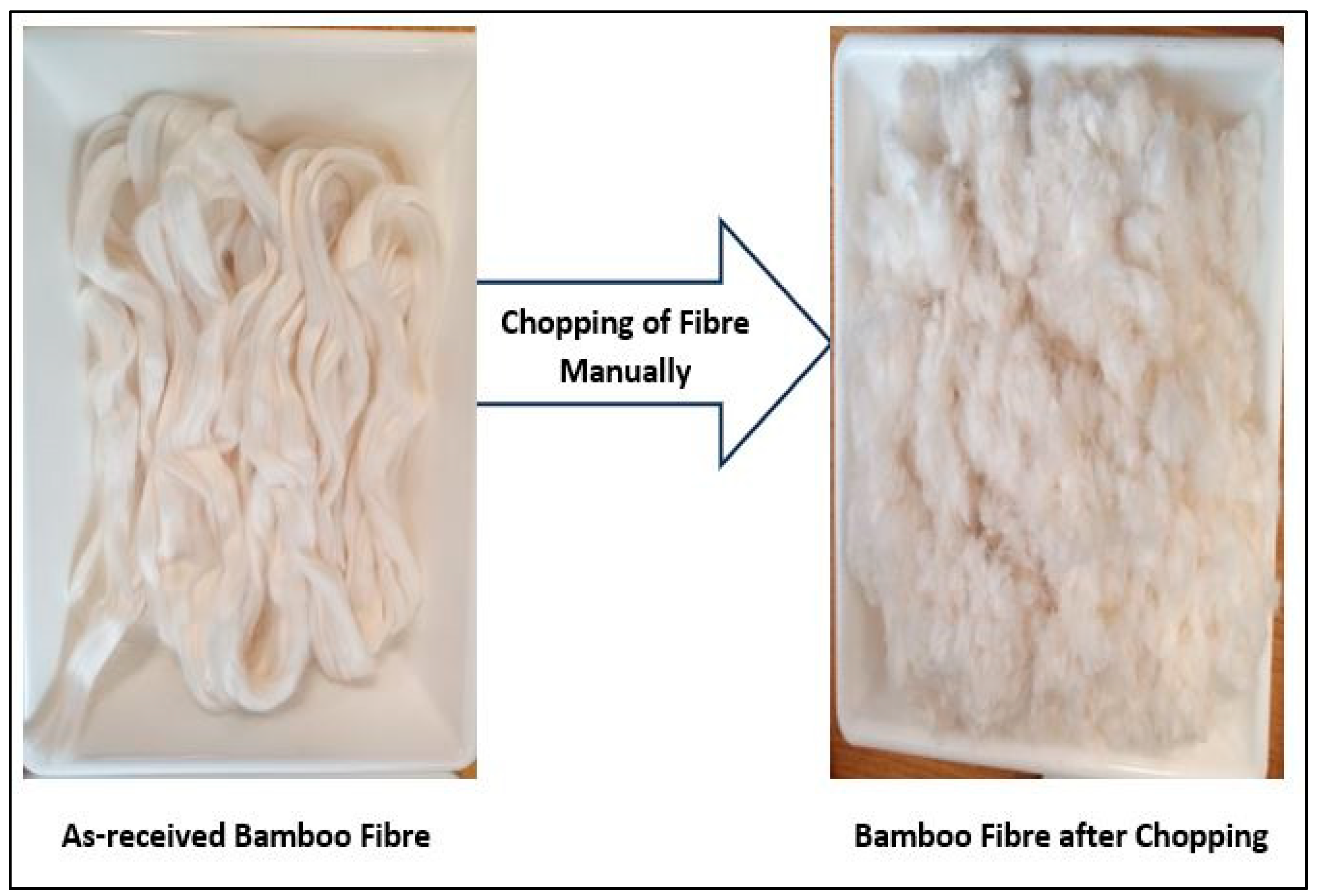
2.2.1. Bamboo Fiber Preparation
2.2.2. Characteristics of Bamboo Fiber
2.2.3. Thermogravimetric Analysis (TGA) of Bamboo Fiber
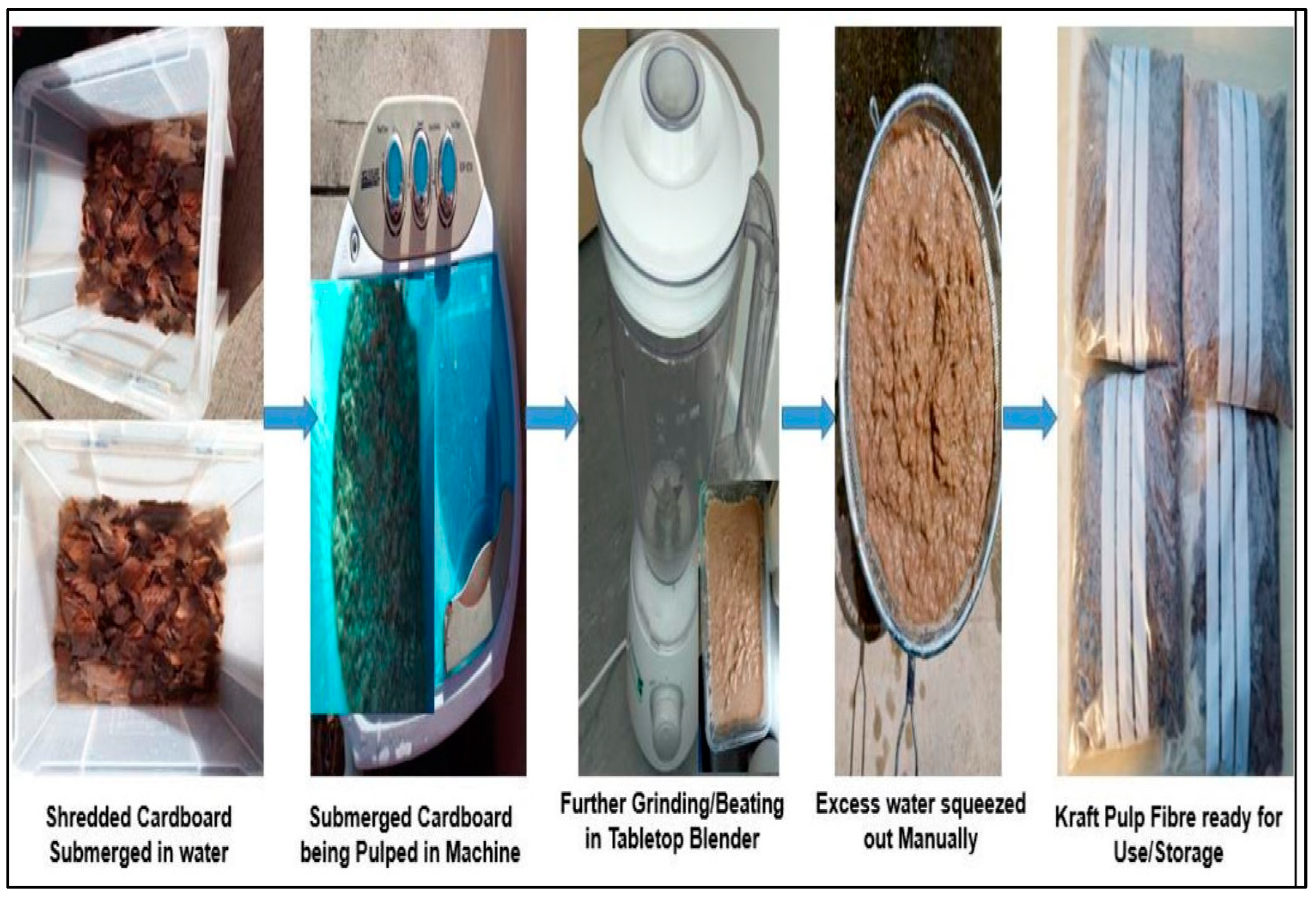
2.2.4. Kraft Pulp Fiber Production
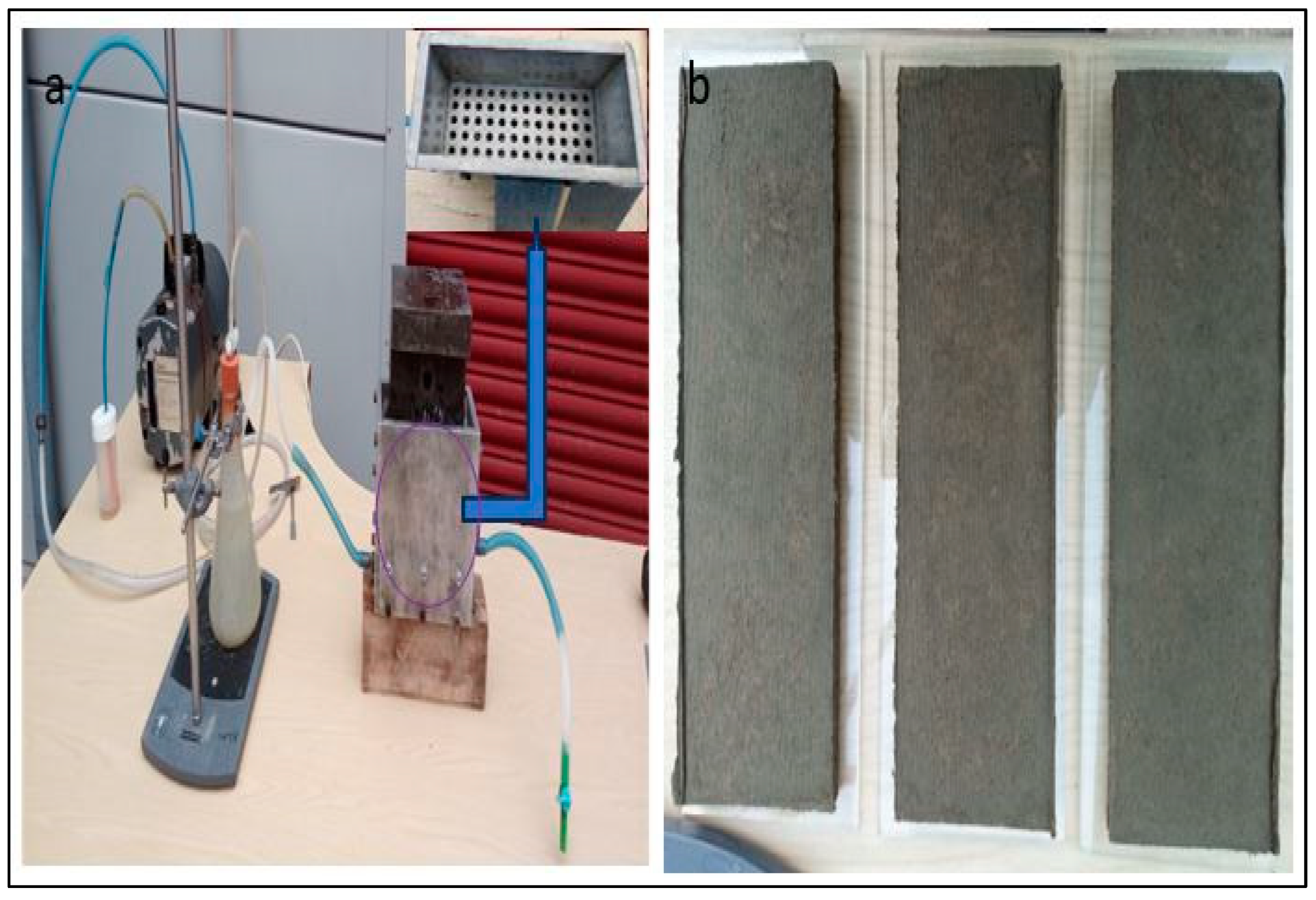
2.2.5. Production of Fiber Cement Composite Boards
3. Characterization of the Manufactured Cement Composite Boards
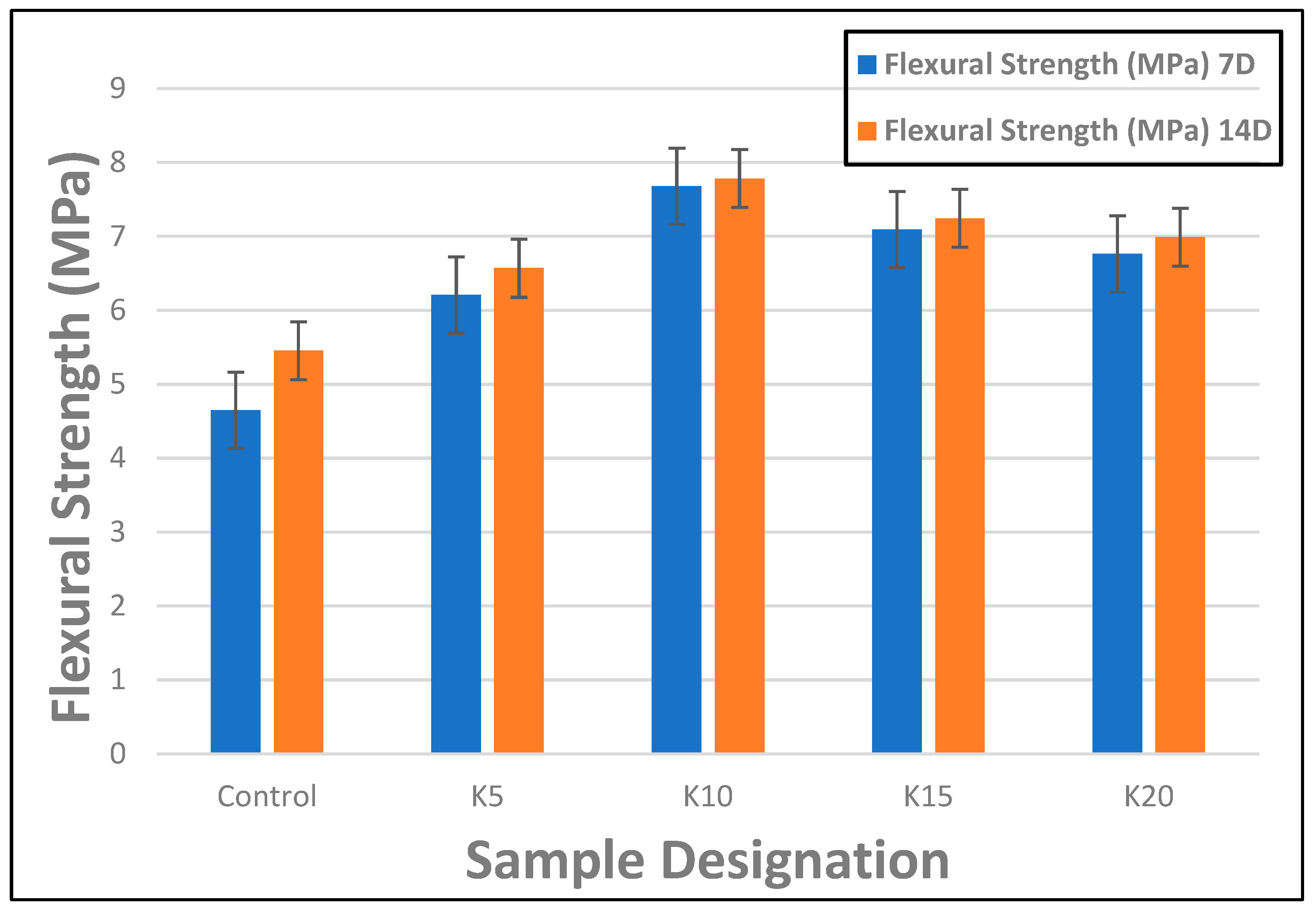
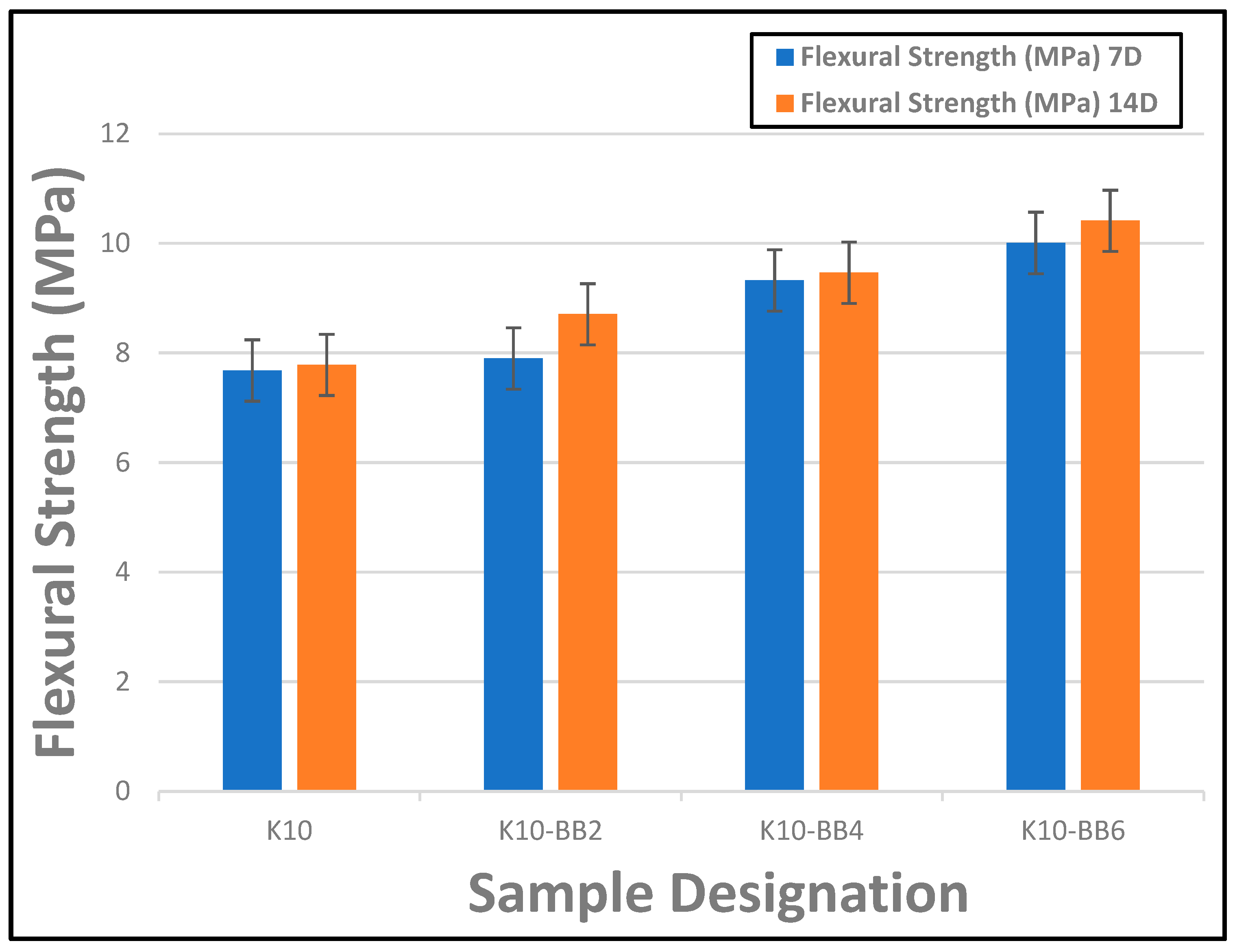
3.1. Mechanical Property Test

3.2. Determination of Moisture Movement of Bamboo-Fiber-Reinforced Composite Boards
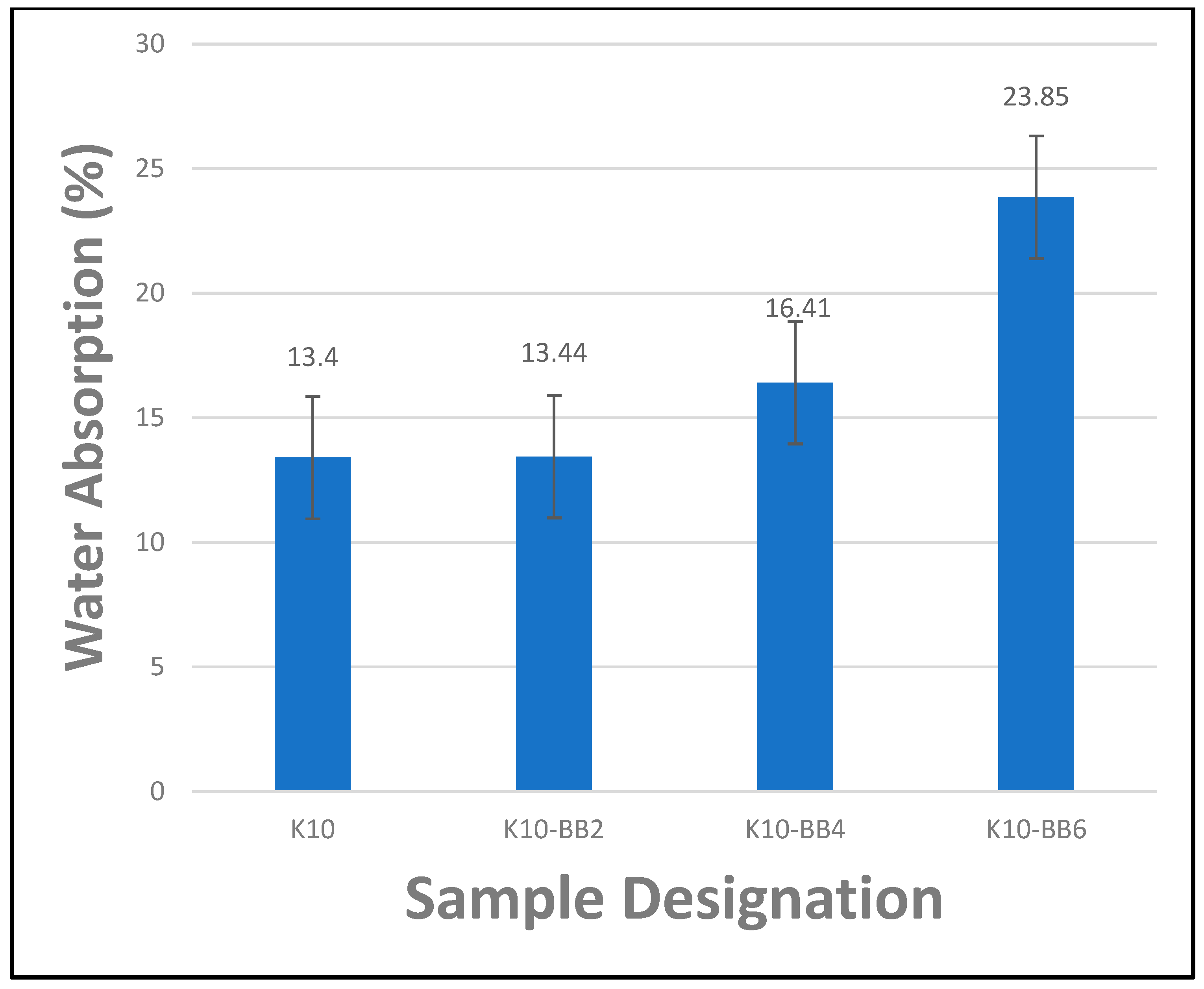
3.3. Water Absorption Characteristics of Bamboo-Fiber-Reinforced Composite Boards
3.4. Determination of the Density of Manufactured Specimens
3.5. Morphological Examination of the Fractured Specimens Using SEM
4. Results and Discussion
4.1. TGA Thermograms of Bamboo Fiber
4.2. Effect of Varying Fiber Content on the Moisture Movement Characteristics of FCBs
4.3. Effect of Fiber Content on the Water Absorption Properties of Cement Composite Boards
4.4. Effect of Fiber Content on the Density of Cement Composite Boards
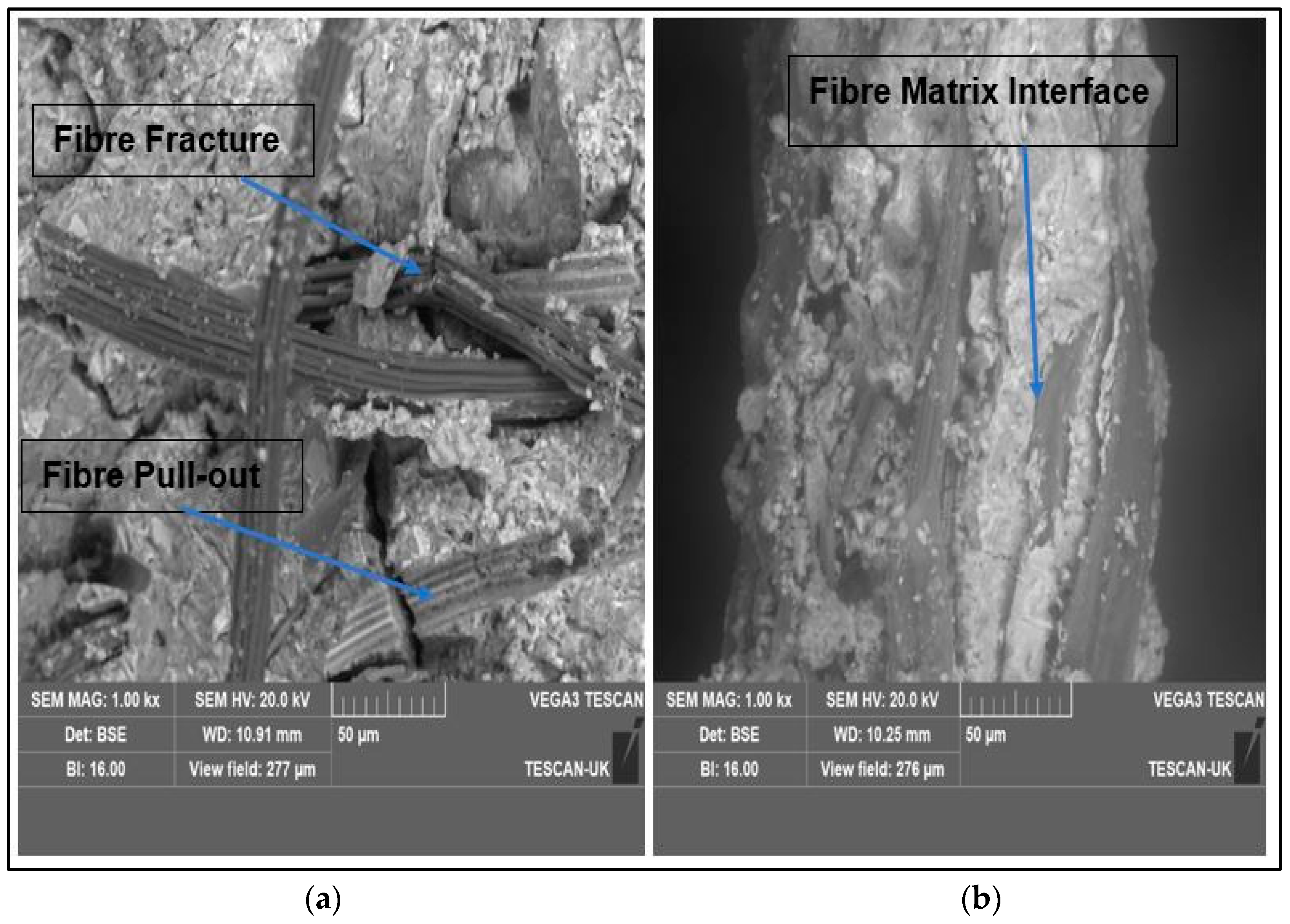
4.5. SEM Micrographs of FCBs Reinforced with 10 wt.% of Kraft Pulp and 4–6 wt.% of Bamboo Fibers
5. Conclusions
- The TGA study of the fiber revealed that bamboo fiber is thermally stable and will not degrade during the cement hydration process.
- To achieve optimum flexural strength and toughness in the composite board, a maximum composition of 10 wt.% kraft pulp and 6 wt.% bamboo fiber should be employed.
- The durability study revealed that lightweight structural materials for interior building applications can be produced from the combination of kraft pulp and bamboo fibers.
- SEM morphology of the composite revealed good interaction at the fiber–matrix interface. The composite displayed a combination of fiber fracture and pull-out as the mode of failure.
- In conclusion, the bamboo-fiber-reinforced composite boards developed in this study presented flexural strength and toughness characteristics that are acceptable for fiber cement flat sheets according to relevant standards. Hence, the composite boards developed from this research may be recommended for internal building applications in low-cost housing estates in developing countries.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pacheco-Torgal, F.; Jalali, S. Cementitious building materials reinforced with vegetable fibres: A review. Constr. Build. Mater. 2011, 25, 575–581. [Google Scholar] [CrossRef]
- Correia, V.C.; Santos, S.F.; Savastano, H., Jr.; John, V.M. Utilization of vegetable fibres for production of reinforced cementitious materials. RILEM Tech. Lett. 2018, 4, 145–154. [Google Scholar] [CrossRef]
- Agopyan, V.; Savastano, H.; John, V.M.; Cincotto, M.A. Developments on vegetable fibre–cement based materials in São Paulo, Brazil: An overview. Cem. Concr. Compos. 2005, 27, 527–536. [Google Scholar] [CrossRef]
- Denton, L. A review of Corchorus olitorius L. in Nigeria. In Proceedings of the Workshop on African Indigenous Vegetables, Limbe, Cameroon, 13–18 January 1997; Schippers, R.R., Budd, L., Eds.; International Plant Genetic Resources Institute (IPGRI): Ruiru, Kenya, 1997; pp. 25–30. [Google Scholar]
- Douglas, T.; Van den Borre, L. Asbestos neglect: Why asbestos exposure deserves greater policy attention. Health Policy 2019, 123, 516–519. [Google Scholar] [CrossRef]
- Moda, H.M.; Sawyerr, H.; Clayson, A. What will go wrong has gone wrong: Asbestos exposure risk among construction workers in Nigeria. Policy Pract. Health Saf. 2018, 16, 212–223. [Google Scholar] [CrossRef]
- Savastano, H.; Warden, P.G.; Coutts, R.S.P. Potential of alternative fibre cements as building materials for developing areas. Cem. Concr. Compos. 2003, 25, 585–592. [Google Scholar] [CrossRef]
- Thives, L.P.; Ghisi, E.; Thives Júnior, J.J.; Vieira, A.S. Is asbestos still a problem in the world? A current review. J. Environ. Manag. 2022, 319, 115716. [Google Scholar] [CrossRef] [PubMed]
- Neitzel, R.L.; Sayler, S.K.; Demond, A.H.; d’Arcy, H.; Garabrant, D.H.; Franzblau, A. Measurement of asbestos emissions associated with demolition of abandoned residential dwellings. Sci. Total Environ. 2020, 722, 78–91. [Google Scholar] [CrossRef] [PubMed]
- Taiwo, A.S.; Egbodion, E.O.; Adediran, A.A.; Shittu, S.A.; Balogun, S.O.; Adesina, O.S. Mechanical Properties and Water-Absorption Characteristics of Selected Natural Fibers as a Replacement for Asbestos. J. Mats. Tech. 2021, 55, 97–104. [Google Scholar] [CrossRef]
- Tabata, M.; Fukuyama, M.; Yada, M.; Toshimitsu, F. On-site detection of asbestos at the surface of building materials wasted at disaster sites by staining. Waste Manag. 2022, 138, 180–188. [Google Scholar] [CrossRef] [PubMed]
- Khorami, M. Application of Natural and Synthetic Fibres as a Replacement for Asbestos Fibres in Cement Boards. Ph.D. Thesis, Coventry University, Coventry, UK, 2011. [Google Scholar]
- Khorami, M.; Ganjian, E.; Mortazavi, A.; Saidani, M.; Olubanwo, A.; Gand, A. Utilisation of Waste Cardboard and Nano Silica Fume in the Production of Fibre Cement Board Reinforced by Glass Fibres. Constr. Build. Mater. 2017, 152, 746–755. [Google Scholar] [CrossRef]
- Mwaikambo, L.Y. Review of the history, properties and application of plant fibres. Afr. J. Sci. Technol. Sci. Eng. 2006, 7, 120–133. [Google Scholar]
- Tian, H.; Zhang, Y.; Yang, C.; Ding, Y. Recent advances in experimental studies of the mechanical behaviour of natural fibre-reinforced cementitious composites. Struct. Concr. J. Fib 2016, 17, 564–575. [Google Scholar] [CrossRef]
- Azwa, Z.N.; Yousif, B.F.; Manalo, A.C.; Karunasena, M.W. A review on the degradability of polymeric composites based on natural fibres. Mater. Des. 2013, 47, 424–442. [Google Scholar] [CrossRef]
- Onuaguluchi, O.; Banthia, N. Plant-based natural fibre reinforced cement composites: A review. Cem. Concr. Compos. 2016, 68, 96–108. [Google Scholar] [CrossRef]
- Gorzelańczyk, T.; Schabowicz, K.; Szymków, M. Tests of Fiber Cement Materials Containing Recycled Cellulose Fibers. Materials 2020, 13, 2758. [Google Scholar] [CrossRef] [PubMed]
- Haigh, R.; Bouras, Y.; Sandanayake, M.; Vrcelj, Z. The mechanical performance of recycled cardboard kraft fibres within cement and concrete composites. Constr. Build. Mater. 2022, 317, 125920. [Google Scholar] [CrossRef]
- Hasan, K.M.F.; Horváth, P.G.; Alpár, T. Potential Natural Fiber Polymeric Nanobiocomposites: A Review. Polymers 2020, 12, 1072. [Google Scholar] [CrossRef]
- Gupta, M.K.; Srivastava-Bisaria, H. Potential of jute fibre reinforced polymer composites: A review. Int. J. Fiber Text. Res. 2015, 5, 30–38. [Google Scholar]
- Khorami, M.; Ganjian, E. Comparing flexural behaviour of fibre–cement composites reinforced bagasse: Wheat and eucalyptus. Constr. Build. Mater. 2011, 25, 3661–3667. [Google Scholar] [CrossRef]
- Lobovikov, M.; Ball, L.; Guardia, M. World Bamboo Resources: A Thematic Study Prepared in the Framework of the Global Forest Resources Assessment, 2005th ed.; Paudel, S., Piazza, M., Ren, H., Wu, J., Eds.; Food and Agriculture Organization of the United Nations: Rome, Italy, 2007; Volume 18. [Google Scholar]
- Mekonnen, Z.; Worku, A.; Yohannes, T.; Alebachew, M.; Taketay, D.; Kassa, H. Bamboo Resources in Ethiopia: Their value chain and contribution to livelihoods. Ethnobot. Res. Appl. 2014, 12, 511–524. [Google Scholar] [CrossRef]
- Kassahun, T. Review of Bamboo Value Chain in Ethiopia. J. Biol. Agric. Healthc. 2014, 4, 179–190. [Google Scholar]
- Mulatu, Y. Status of bamboo resource development, utilization, and research in Ethiopia: A review. Ethiop. J. Nat. Resour. 2010, 1, 79–98. [Google Scholar]
- Coutts RS, P.; Ni, Y.; Tobias, B.C. Air-cured bamboo pulp reinforced cement. J. Mater. Sci. Lett. 1994, 13, 283–285. [Google Scholar] [CrossRef]
- Campello, E.F.; Pereira, M.V.; Darwish, F.A.; Ghavami, K. On the Fatigue Behavior of Bamboo Pulp Reinforced Cementitious Composites. Procedia Struct. Integr. 2016, 2, 2929–2935. [Google Scholar] [CrossRef]
- da Costa Correia, V.; Santos, S.F.; Mármol, G.; da Silva Curvelo, A.A.; Savastano, H., Jr. Potential of bamboo organosolv pulp as a reinforcing element in fiber–cement materials. Constr. Build. Mater. 2014, 72, 65–71. [Google Scholar] [CrossRef]
- Kim, H.; Okubo, K.; Fujii, T.; Takemura, K. Influence of fiber extraction and surface modification on mechanical properties of green composites with bamboo fiber. J. Adhes. Sci. Technol. 2013, 27, 1348–1358. [Google Scholar] [CrossRef]
- Luz, A.S.E.; Jorge, A.M.P.; Germán, Q.; Jorge, H.S.T.; Eshmaiel, G. Effect of degree of refining on flexural response of fibre cement boards reinforced with Guadua Angustifolia Kunth Bamboo. In Proceedings of the International Conference on Sustainable Construction Materials and Technologies, London, UK, 15–17 July 2019; pp. 193–204. [Google Scholar]
- Xie, X.; Zhou, Z.; Jiang, M.; Xu, X.; Wang, Z.; Hui, D. Cellulosic fibers from rice straw and bamboo used as reinforcement of cement-based composites for remarkably improving mechanical properties. Compos. B Eng. 2015, 78, 153–161. [Google Scholar] [CrossRef]
- da Costa Correia, V.; Ardanuy, M.; Claramunt, J.; Savastano, H. Assessment of chemical and mechanical behaviour of bamboo pulp and nano-fibrillated cellulose exposed to alkaline environments. Cellulose 2019, 26, 9269–9285. [Google Scholar] [CrossRef]
- ASTM D3822-07; Standard Test Method for Tensile Properties of Single Textile Fibers. ASTM International: West Conshohocken, PA, USA, 2007.
- BS EN 12467; Fibre Cement Flat Sheets—Product Specification and Test Methods. British Standards Institution: London, UK, 2012.
- ASTM C1185-08(2016); Standard Test Methods for Sampling and Testing Non-Asbestos Fiber-Cement Flat Sheet, Roofing and Siding Shingles, and Clapboards. ASTM: West Conshohocken, PA, USA, 2016.
- Roma, L.C.; Martello, L.S.; Savastano, H. Evaluation of mechanical, physical, and thermal performance of cement-based tiles reinforced with vegetable fibers. Constr. Build. Mater. 2008, 22, 668–674. [Google Scholar] [CrossRef]
- Santos, S.F.; Tonoli, G.H.D.; Mejia, J.E.B.; Fiorelli, J.; Savastano, H., Jr. Non-conventional cement-based composites reinforced with vegetable fibers: A review of strategies to improve durability. Mater. Constr. 2015, 65, e041. [Google Scholar] [CrossRef]
- Bezerra, E.M.; Joaquim, A.P.; Savastano, H.; John, V.M.; Agopyan, V. The effect of different mineral additions and synthetic fiber contents on properties of cement based composites. Cem. Concr. Compos. 2006, 28, 555–563. [Google Scholar] [CrossRef]
- Khorami, M.; Ganjian, E. The effect of limestone powder, silica fume and fibre content on flexural behaviour of cement composite reinforced by waste Kraft pulp. Constr. Build. Mater. 2013, 46, 142–149. [Google Scholar] [CrossRef]
- Cooke, A.M. Durability of Autoclaved Cellulose Fiber Cement Composites. In Proceedings of the 7th Inorganic-Bonded Wood and Fiber Conference, Sun Valley, ID, USA, 25–27 September 2000; Building Materials and Technology Pty Ltd.: Sydney, Australia, 2000; pp. 1–37. [Google Scholar]
- Tonoli, G.H.D.; Belgacem, M.N.; Siqueira, G.; Bras, J.; Savastano, H.; Rocco Lahr, F.A. Processing and dimensional changes of cement-based composites reinforced with surface-treated cellulose fibres. Cem. Concr. Compos. 2013, 37, 68–75. [Google Scholar] [CrossRef]
- Hassan, M.S. Moisture sensitivity and dimensional stability of carbonated fibre–cement composites. Adv. Cem. Res. 2018, 30, 413–426. [Google Scholar] [CrossRef]
- Melichar, T.; Meszarosova, L.; Bydzovsky, J.; Ledl, M.; Vasas, S. The effect of moisture on the properties of cement-bonded particleboards made with non-traditional raw materials. J. Wood Sci. 2021, 67, 75. [Google Scholar] [CrossRef]
- Tonoli, G.H.D.; Carmello, G.F.; Fioroni, C.A.; de Lima Pereira, T.; Rocha, G.; de Souza, R.B.; John, V.M.; Savastano, H., Jr. Influence of the initial moisture content on the carbonation degree and performance of fiber-cement composites. Constr. Build. Mater. 2019, 215, 22–29. [Google Scholar] [CrossRef]
- Ardanuy, M.; Claramunt, J.; García-Hortal, J.A.; Barra, M. Fiber-matrix interactions in cement mortar composites reinforced with cellulosic fibers. Cellulose 2011, 18, 281–289. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Type | Tensile Strength (MPa) | Young’s Modulus (GPa) | Elongation at Break (%) | Average Length (mm) a* | Average Diameter (mm) b* | Aspect Ratio (Length/Diameter) |
|---|---|---|---|---|---|---|
| Bamboo | 401 | 23 ± 3.59 | 0.16 ± 0.07 | 5.3 | 0.03 | 176.67 |
| Mix | Sample Designation | Matrix Material (Cement) (g) | Kraft Pulp Fiber (K) (g) | Bamboo Fiber (BB) (g) |
|---|---|---|---|---|
| Stage 1 (Cement and kraft pulp fiber) | ||||
| 1 | Control | 200 | 0 | 0 |
| 2 | K5 | 190 | 10 | 0 |
| 3 | K10 | 180 | 20 | 0 |
| 4 | K15 | 170 | 30 | 0 |
| 5 | K20 | 160 | 40 | 0 |
| Stage 2 (Cement, kraft pulp, and bamboo fiber) | ||||
| 6 | K10-BB2 | 176 | 20 | 4 |
| 7 | K10-BB4 | 172 | 20 | 8 |
| 8 | K10-BB6 | 168 | 20 | 12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Taiwo, A.S.; Ayre, D.S.; Khorami, M.; Rahatekar, S.S. Optimizing the Mechanical Properties of Cement Composite Boards Reinforced with Cellulose Pulp and Bamboo Fibers for Building Applications in Low-Cost Housing Estates. Materials 2024, 17, 646. https://doi.org/10.3390/ma17030646
Taiwo AS, Ayre DS, Khorami M, Rahatekar SS. Optimizing the Mechanical Properties of Cement Composite Boards Reinforced with Cellulose Pulp and Bamboo Fibers for Building Applications in Low-Cost Housing Estates. Materials. 2024; 17(3):646. https://doi.org/10.3390/ma17030646
Chicago/Turabian StyleTaiwo, Anuoluwapo S., David S. Ayre, Morteza Khorami, and Sameer S. Rahatekar. 2024. "Optimizing the Mechanical Properties of Cement Composite Boards Reinforced with Cellulose Pulp and Bamboo Fibers for Building Applications in Low-Cost Housing Estates" Materials 17, no. 3: 646. https://doi.org/10.3390/ma17030646
APA StyleTaiwo, A. S., Ayre, D. S., Khorami, M., & Rahatekar, S. S. (2024). Optimizing the Mechanical Properties of Cement Composite Boards Reinforced with Cellulose Pulp and Bamboo Fibers for Building Applications in Low-Cost Housing Estates. Materials, 17(3), 646. https://doi.org/10.3390/ma17030646