
Topology Optimization Method of Stamping Structures Based on the Directional Density Field

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Topology Optimization Method
2.1. The Directional Density Field and Definition of the Design Variables
2.2. The Finite Element Model
2.3. The Optimization Model
2.4. Uniform Thickness Control
3. Numerical Examples
3.1. Case 1
3.2. Case 2
4. Conclusions
- (1)
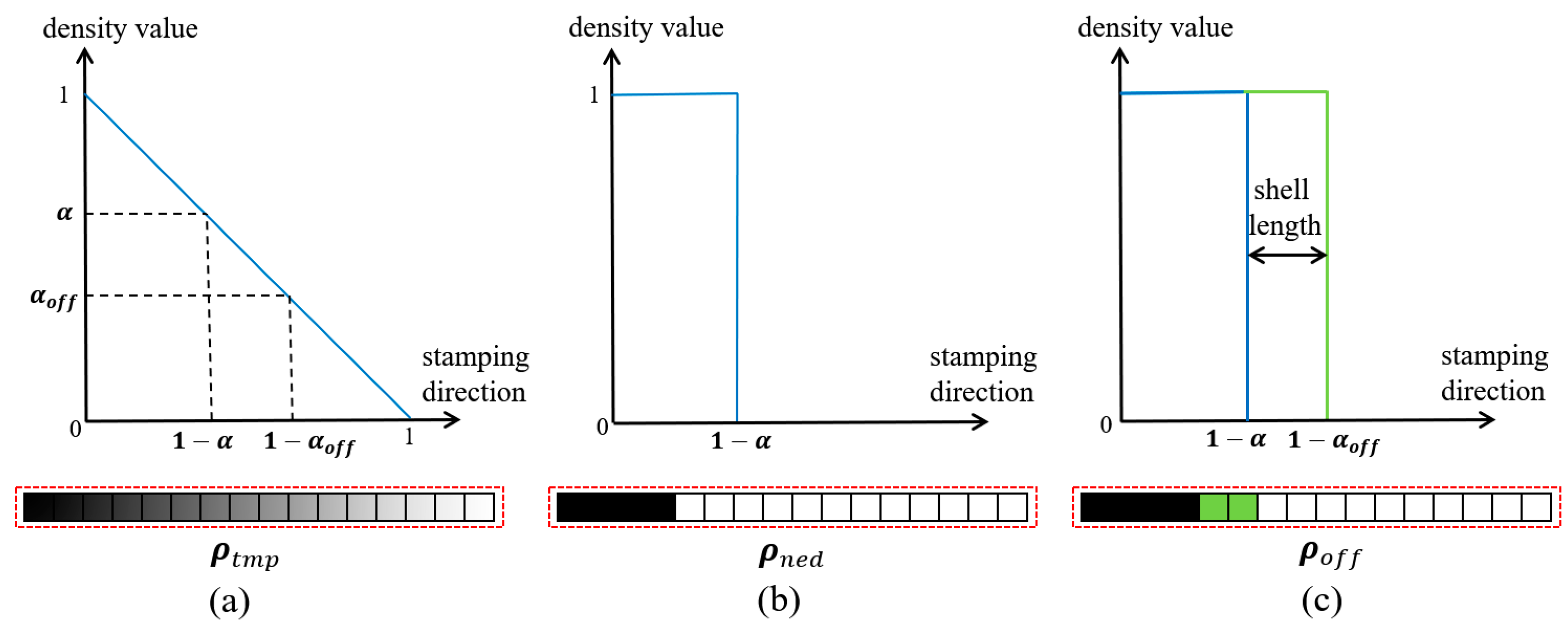
- The directional density field, realized by the multiple Heaviside projections, is effective in enabling directional material adding and removal. This type of material change ensures no interior void or undercut and, therefore, is very suited for designing stamping structures.
- (2)
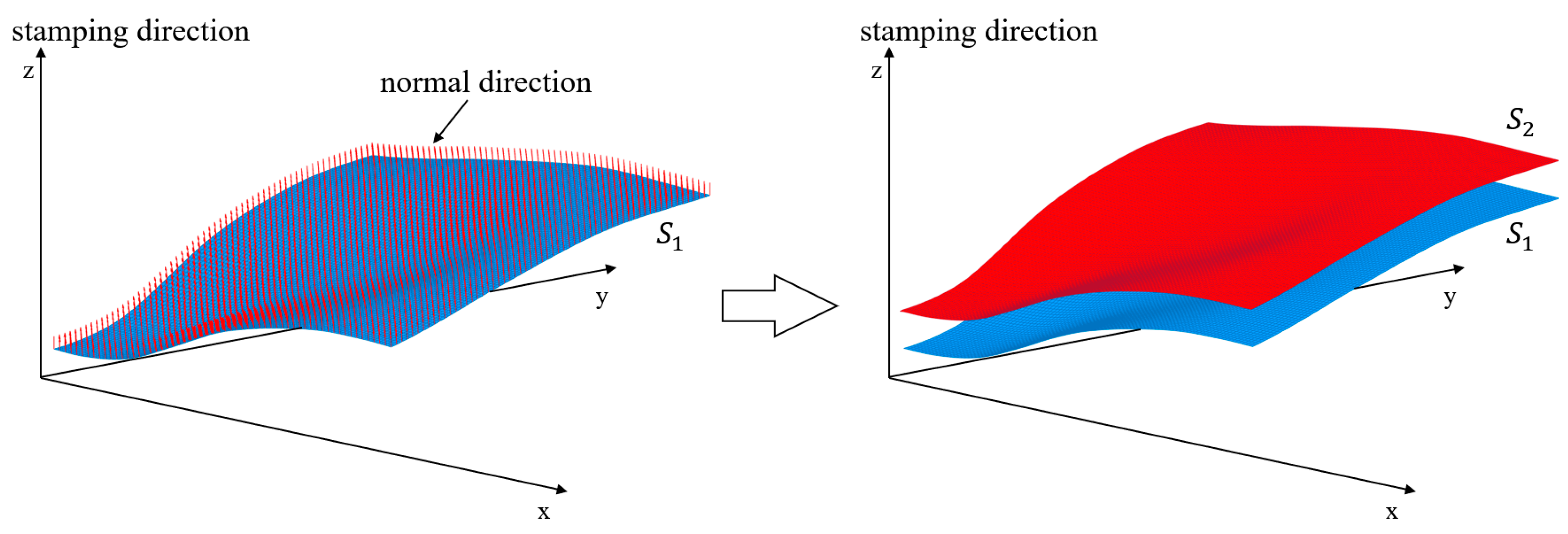
- The polynomial-fitting-based surface offset provides the dynamic truncation threshold offsets that have proved more effective in uniform thickness control than keeping a constant truncation threshold offset because the surface normal vectors are not always aligned with the stamping direction.
- (3)
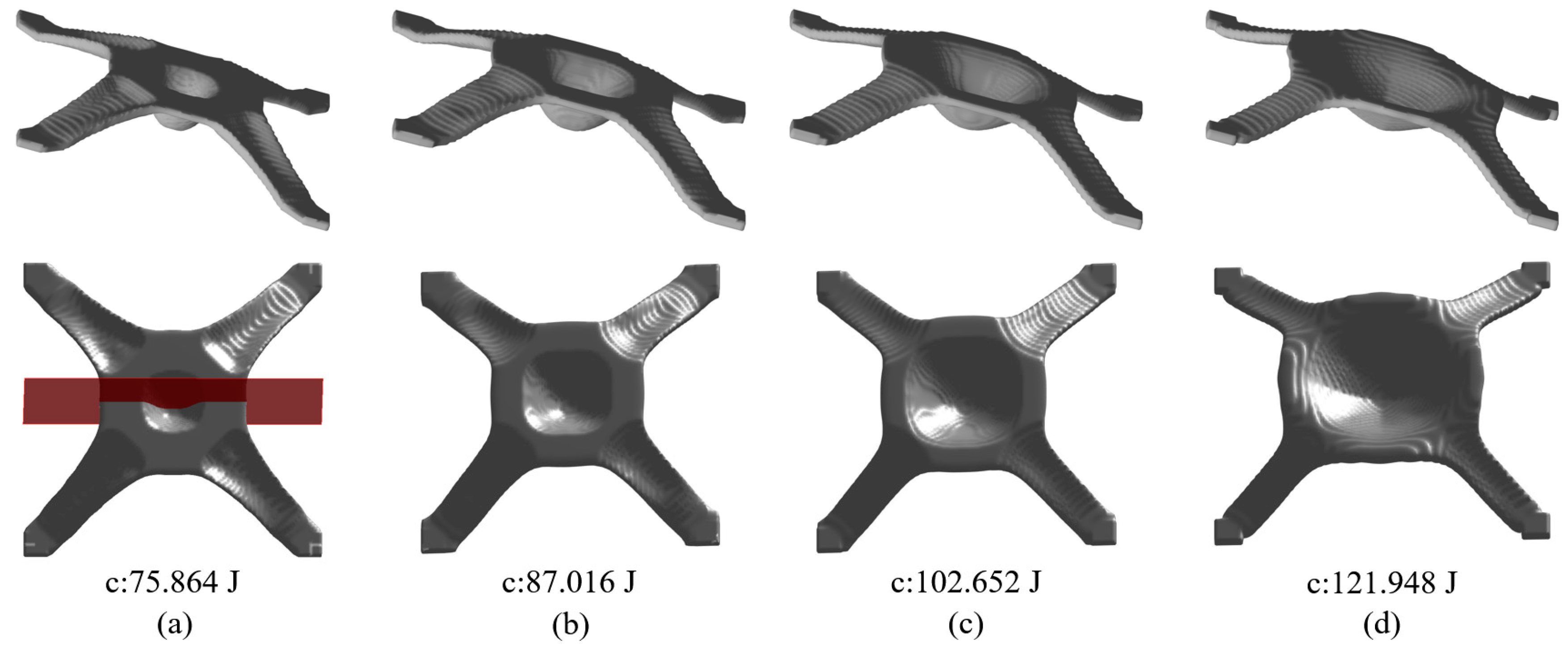
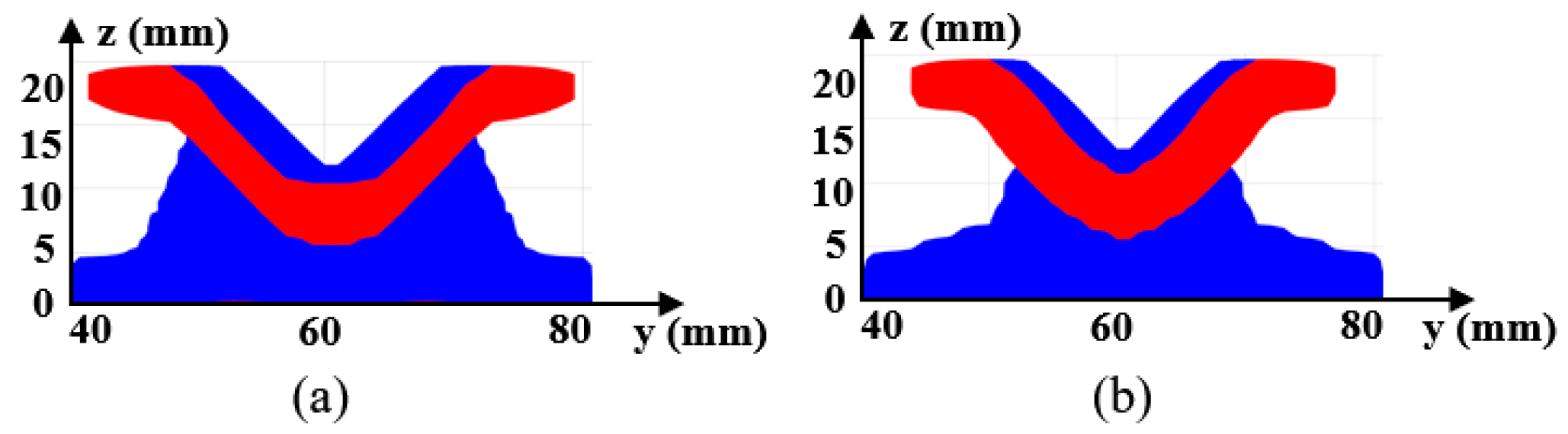
- The smoothing radius for the truncation threshold majorly affects the optimization result. A larger smoothing radius for leads to less variation in stamping depth and, therefore, a shallower V-shaped cross section, for which the bending deformation resistance is weakened. On the other hand, a larger radius leads to more column design variables participating the drawing depth averaging, resulting in a smaller drawing angle and, therefore, improved manufacturability due to the fewer plastic deformations.
- (4)
- Varying the target thickness of the thin-walled structure leads to major changes in the optimization result, but there is no deterministic rule for pre-defining the best target thickness, which varies case by case. Hence, simultaneously optimizing the shell topology and thickness would be a very interesting future topic.
- (5)
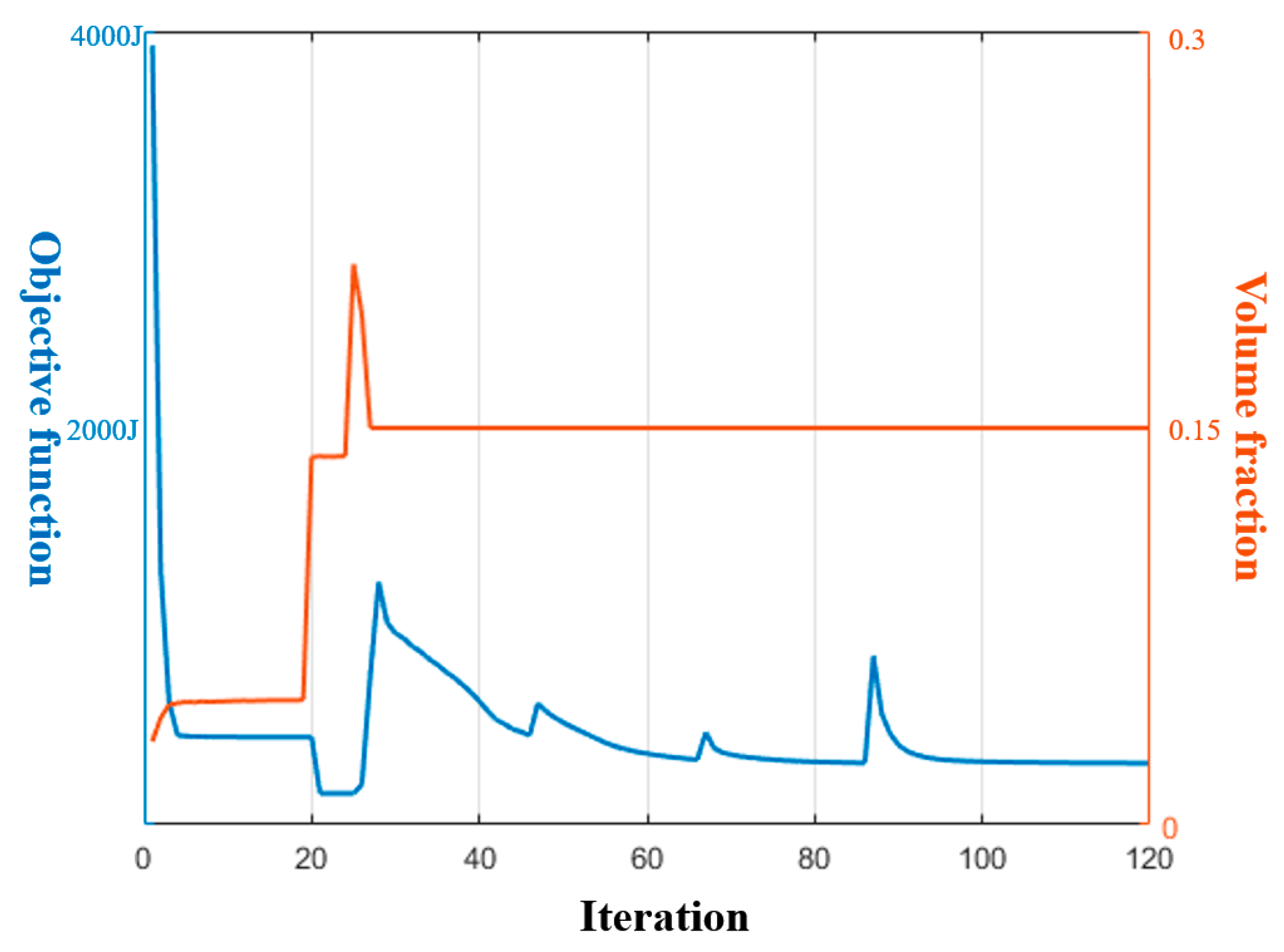
- The proposed topology optimization algorithm exhibits excellent convergence stability. Minor fluctuations have been observed which are reasonable given the continuously increasing strategy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bendsøe, M.P.; Sigmund, O. Topology Optimization; Springer: Berlin/Heidelberg, Germany, 2004; Available online: http://link.springer.com/10.1007/978-3-662-05086-6 (accessed on 27 May 2016).
- Allaire, G.; Jouve, F.; Toader, A.-M. Structural optimization using sensitivity analysis and a level-set method. J. Comput. Phys. 2004, 194, 363–393. [Google Scholar] [CrossRef]
- Xie, Y.M.; Steven, G.P. A simple evolutionary procedure for structural optimization. Comput. Struct. 1993, 49, 885–896. [Google Scholar] [CrossRef]
- Rashid, R.; Masood, S.; Ruan, D.; Palanisamy, S.; Huang, X.; Rahman Rashid, R.A. Design Optimization and Finite Element Model Validation of LPBF-Printed Lattice-Structured Beams. Metals 2023, 13, 184. [Google Scholar] [CrossRef]
- Günther, F.; Pilz, S.; Hirsch, F.; Wagner, M.; Kästner, M.; Gebert, A.; Zimmermann, M. Shape optimization of additively manufactured lattices based on triply periodic minimal surfaces. Addit. Manuf. 2023, 73, 103659. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, C.; Zou, B.; Li, L.; Yu, H. Topology optimisation for vat photopolymerization 3D printing of ceramics with flushing jet accessibility constraint. Virtual Phys. Prototyp. 2024, 19, e2303717. [Google Scholar] [CrossRef]
- Takezawa, A.; Kobashi, M.; Koizumi, Y.; Kitamura, M. Porous metal produced by selective laser melting with effective isotropic thermal conductivity close to the Hashin–Shtrikman bound. Int. J. Heat Mass Transf. 2017, 105, 564–572. [Google Scholar] [CrossRef]
- Nguyen, M.-N.; Hoang, V.-N.; Lee, D. Multiscale topology optimization with stress, buckling and dynamic constraints using adaptive geometric components. Thin-Walled Struct. 2023, 183, 110405. [Google Scholar] [CrossRef]
- Kappe, K.; Hoschke, K.; Riedel, W.; Hiermaier, S. Multi-objective optimization of additive manufactured functionally graded lattice structures under impact. Int. J. Impact Eng. 2024, 183, 104789. [Google Scholar] [CrossRef]
- Liu, P.; Lu, L.; Liu, J. Path-driven shell lattices designed for continuous fiber composite 3D printing. Addit. Manuf. 2023, 78, 103838. [Google Scholar] [CrossRef]
- Aage, N.; Andreassen, E.; Lazarov, B.S.; Sigmund, O. Giga-voxel computational morphogenesis for structural design. Nature 2017, 550, 84–86. [Google Scholar] [CrossRef]
- Baandrup, M.; Sigmund, O.; Polk, H.; Aage, N. Closing the gap towards super-long suspension bridges using computational morphogenesis. Nat. Commun. 2020, 11, 2735. [Google Scholar] [CrossRef] [PubMed]
- Träff, E.A.; Rydahl, A.; Karlsson, S.; Sigmund, O.; Aage, N. Simple and efficient GPU accelerated topology optimisation: Codes and applications. Comput. Methods Appl. Mech. Eng. 2023, 410, 116043. [Google Scholar] [CrossRef]
- Xu, S.; Liu, J.; Li, X.; Ma, Y. Concurrent Island scanning pattern and large-scale topology optimization method for laser powder bed fusion processed parts. Finite Elem. Anal. Des. 2023, 225, 104018. [Google Scholar] [CrossRef]
- Liu, J.; Ma, Y.-S. 3D level-set topology optimization: A machining feature-based approach. Struct. Multidiscip. Optim. 2015, 52, 563–582. [Google Scholar] [CrossRef]
- Langelaar, M. Topology optimization for multi-axis machining. Comput. Methods Appl. Mech. Eng. 2019, 351, 226–252. [Google Scholar] [CrossRef]
- Gasick, J.; Qian, X. Simultaneous topology and machine orientation optimization for multiaxis machining. Int. J. Numer. Methods Eng. 2021, 122, 7504–7535. [Google Scholar] [CrossRef]
- Gersborg, A.R.; Andreasen, C.S. An explicit parameterization for casting constraints in gradient driven topology optimization. Struct. Multidiscip. Optim. 2011, 44, 875–881. [Google Scholar] [CrossRef]
- Guest, J.K.; Zhu, M. Casting and Milling Restrictions in Topology Optimization via Projection-Based Algorithms. In Proceedings of the ASME 2012 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Chicago, IL, USA, 12–15 August 2012; pp. 913–920. [Google Scholar] [CrossRef]
- Allaire, G.; Jouve, F.; Michailidis, G. Casting constraints in structural optimization via a level-set method. In Proceedings of the 10th World Congress on Structural and Multidisciplinary Optimization, Orlando, FL, USA, 19–24 May 2013. [Google Scholar]
- Wang, Y.; Kang, Z. Structural shape and topology optimization of cast parts using level set method. Int. J. Numer. Methods Eng. 2017, 111, 1252–1273. [Google Scholar] [CrossRef]
- Shrinivas Mahale, R.; Shamanth, V.; Hemanth, K.; Nithin, S.K.; Sharath, P.C.; Shashanka, R.; Patil, A.; Shetty, D. Processes and applications of metal additive manufacturing. Mater. Today Proc. 2022, 54, 228–233. [Google Scholar] [CrossRef]
- Cooke, S.; Ahmadi, K.; Willerth, S.; Herring, R. Metal additive manufacturing: Technology, metallurgy and modelling. J. Manuf. Process. 2020, 57, 978–1003. [Google Scholar] [CrossRef]
- Bochnia, J.; Kozior, T.; Blasiak, M. The Mechanical Properties of Thin-Walled Specimens Printed from a Bronze-Filled PLA-Based Composite Filament Using Fused Deposition Modelling. Materials 2023, 16, 3241. [Google Scholar] [CrossRef]
- Bochnia, J.; Kozior, T.; Zyz, J. The Mechanical Properties of Direct Metal Laser Sintered Thin-Walled Maraging Steel (MS1) Elements. Materials 2023, 16, 4699. [Google Scholar] [CrossRef]
- Spagnuolo, M.; Peyre, P.; Dupuy, C. Phenomenological aspects of quasi-perfect pivots in metallic pantographic structures. Mech. Res. Commun. 2019, 101, 103415. [Google Scholar] [CrossRef]
- Ciallella, A.; Giorgio, I.; Barchiesi, E.; Alaimo, G.; Cattenone, A.; Smaniotto, B.; Vintache, A.; D’Annibale, F.; dell’Isola, F.; Hild, F.; et al. A 3D pantographic metamaterial behaving as a mechanical shield: Experimental and numerical evidence. Mater. Des. 2024, 237, 112554. [Google Scholar] [CrossRef]
- Sedlacek, F.; Kalina, T.; Stepanek, M. Optimization of Components with Topology Optimization for Direct Additive Manufacturing by DLMS. Materials 2023, 16, 5422. [Google Scholar] [CrossRef]
- Alafaghani, A.; Qattawi, A.; Alrawi, B.; Guzman, A. Experimental Optimization of Fused Deposition Modelling Processing Parameters: A Design-for-Manufacturing Approach. Procedia Manuf. 2017, 10, 791–803. [Google Scholar] [CrossRef]
- Gaynor, A.T.; Guest, J.K. Topology optimization considering overhang constraints: Eliminating sacrificial support material in additive manufacturing through design. Struct. Multidiscip. Optim. 2016, 54, 1157–1172. [Google Scholar] [CrossRef]
- Johnson, T.E.; Gaynor, A.T. Three-dimensional Projection-based Topology Optimization for Prescribed-angle Self-Supporting Additively Manufactured Structures. Addit. Manuf. 2018, 24, 667–686. [Google Scholar] [CrossRef]
- Mirzendehdel, A.M.; Rankouhi, B.; Suresh, K. Strength-based topology optimization for anisotropic parts. Addit. Manuf. 2018, 19, 104–113. [Google Scholar] [CrossRef]
- Liu, J.; Yu, H. Concurrent deposition path planning and structural topology optimization for additive manufacturing. Rapid Prototyp. J. 2017, 23, 930–942. [Google Scholar] [CrossRef]
- Liu, J.; To, A.C. Deposition path planning-integrated structural topology optimization for 3D additive manufacturing subject to self-support constraint. Comput.-Aided Des. 2017, 91, 27–45. [Google Scholar] [CrossRef]
- Dapogny, C.; Estevez, R.; Faure, A.; Michailidis, G. Shape and topology optimization considering anisotropic features induced by additive manufacturing processes. Comput. Methods Appl. Mech. Eng. 2019, 344, 626–665. [Google Scholar] [CrossRef]
- Brando, G.; Romana Andreacola, F.; Capasso, I.; Forni, D.; Cadoni, E. Strain-rate response of 3D printed 17-4PH stainless steel manufactured via selective laser melting. Constr. Build. Mater. 2023, 409, 133971. [Google Scholar] [CrossRef]
- Andreacola, F.R.; Capasso, I.; Langella, A.; Brando, G. 3D-printed metals: Process parameters effects on mechanical properties of 17-4 P H stainless steel. Heliyon 2023, 9, e17698. [Google Scholar] [CrossRef] [PubMed]
- Xu, S.; Liu, J.; Huang, J.; Zou, B.; Ma, Y. Multi-scale topology optimization with shell and interface layers for additive manufacturing. Addit. Manuf. 2021, 37, 101698. [Google Scholar] [CrossRef]
- Zhang, C.; Xu, S.; Liu, J.; Ma, Y. Comprehensive clustering-based topology optimization for connectable multi-scale additive manufacturing structures. Addit. Manuf. 2022, 54, 102786. [Google Scholar] [CrossRef]
- Bihr, M.; Allaire, G.; Betbeder-Lauque, X.; Bogosel, B.; Bordeu, F.; Querois, J. Part and supports optimization in metal powder bed additive manufacturing using simplified process simulation. Comput. Methods Appl. Mech. Eng. 2022, 395, 114975. [Google Scholar] [CrossRef]
- Boissier, M.; Allaire, G.; Tournier, C. Time Dependent Scanning Path Optimization for the Powder Bed Fusion Additive Manufacturing Process. Comput.-Aided Des. 2022, 142, 103122. [Google Scholar] [CrossRef]
- Xu, S.; Liu, J.; Ma, Y. Residual stress constrained self-support topology optimization for metal additive manufacturing. Comput. Methods Appl. Mech. Eng. 2022, 389, 114380. [Google Scholar] [CrossRef]
- Komini, L.; Langelaar, M.; Kriegesmann, B. Robust topology optimization considering part distortion and process variability in additive manufacturing. Adv. Eng. Softw. 2023, 186, 103551. [Google Scholar] [CrossRef]
- Liu, J.; Huang, J.; Zheng, Y.; Hou, S.; Xu, S.; Ma, Y.; Huang, C.; Zou, B.; Li, L. Challenges in topology optimization for hybrid additive–subtractive manufacturing: A review. Comput.-Aided Des. 2023, 161, 103531. [Google Scholar] [CrossRef]
- Azamirad, G.; Arezoo, B. Structural design of stamping die components using bi-directional evolutionary structural optimization method. Int. J. Adv. Manuf. Technol. 2016, 87, 969–979. [Google Scholar] [CrossRef]
- Chantzis, D.; Tracy, M.; Liu, H.; Politis, D.J.; Fu, M.W.; Wang, L. Design optimization of hot stamping tooling produced by additive manufacturing. Addit. Manuf. 2023, 74, 103728. [Google Scholar] [CrossRef]
- Dienemann, R.; Schumacher, A.; Fiebig, S. Topology optimization for finding shell structures manufactured by deep drawing. Struct. Multidiscip. Optim. 2017, 56, 473–485. [Google Scholar] [CrossRef]
- Huang, J.; Liu, J. Derivable Skeletons in Topology Optimization for Length Scale Control. Comput. Methods Appl. Mech. Eng. 2024, 421, 116778. [Google Scholar] [CrossRef]
- Stolpe, M.; Svanberg, K. An alternative interpolation scheme for minimum compliance topology optimization. Struct. Multidiscip. Optim. 2001, 22, 116–124. [Google Scholar] [CrossRef]
- Sigmund, O. A 99 line topology optimization code written in Matlab. Struct. Multidiscip. Optim. 2001, 21, 120–127. [Google Scholar] [CrossRef]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, Z.; Geng, L.; Wang, N.; Wu, T.; Qi, W.; Dai, Y.; Huang, J. Topology Optimization Method of Stamping Structures Based on the Directional Density Field. Materials 2024, 17, 656. https://doi.org/10.3390/ma17030656
Yuan Z, Geng L, Wang N, Wu T, Qi W, Dai Y, Huang J. Topology Optimization Method of Stamping Structures Based on the Directional Density Field. Materials. 2024; 17(3):656. https://doi.org/10.3390/ma17030656
Chicago/Turabian StyleYuan, Zhiling, Lei Geng, Ningning Wang, Tao Wu, Wei Qi, Yuhua Dai, and Jiaqi Huang. 2024. "Topology Optimization Method of Stamping Structures Based on the Directional Density Field" Materials 17, no. 3: 656. https://doi.org/10.3390/ma17030656