
Preparation and Characterization of Multilayer NiTi Coatings by a Thermal Plasma Process



Abstract
:1. Introduction
2. Materials and Methods
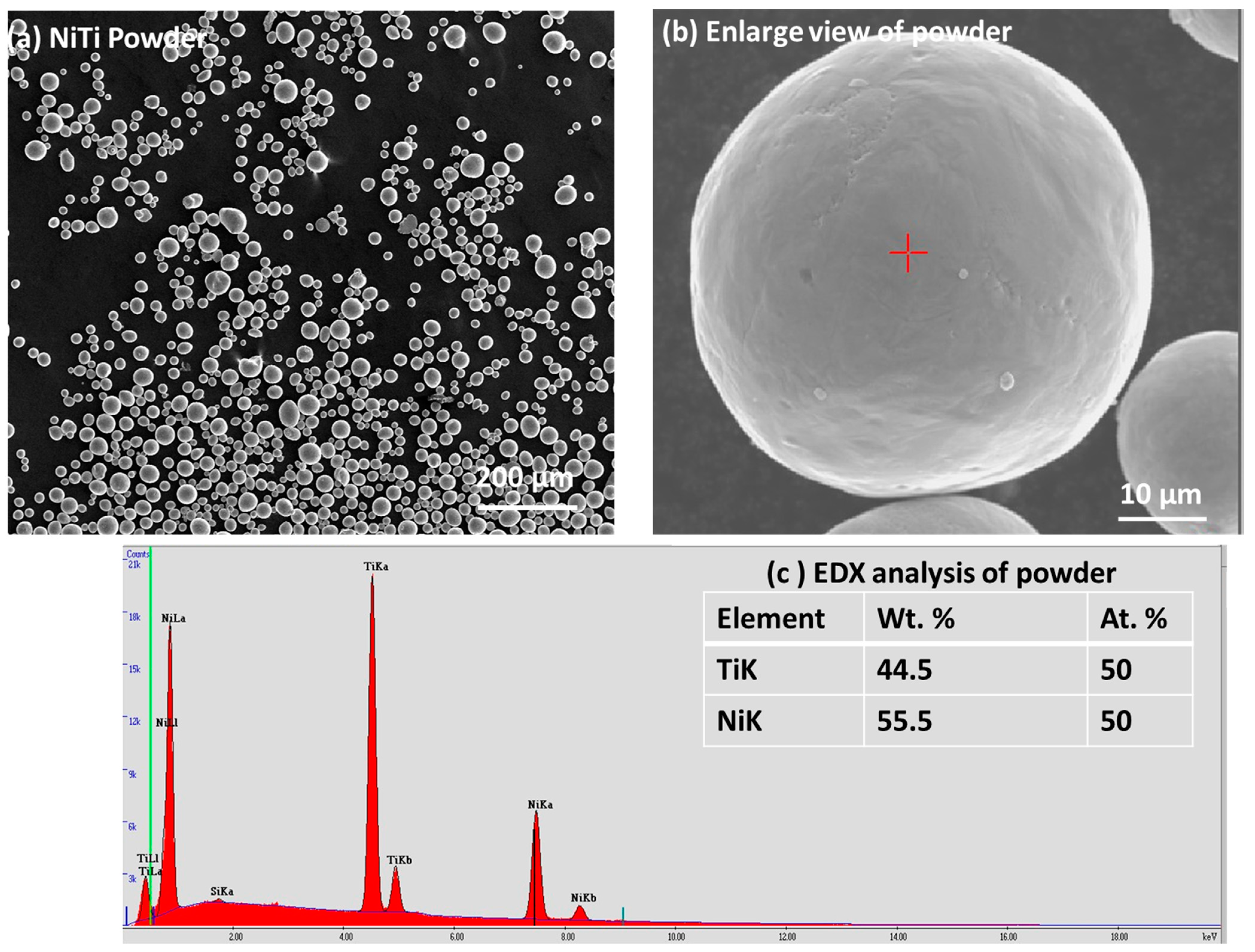
2.1. Materials
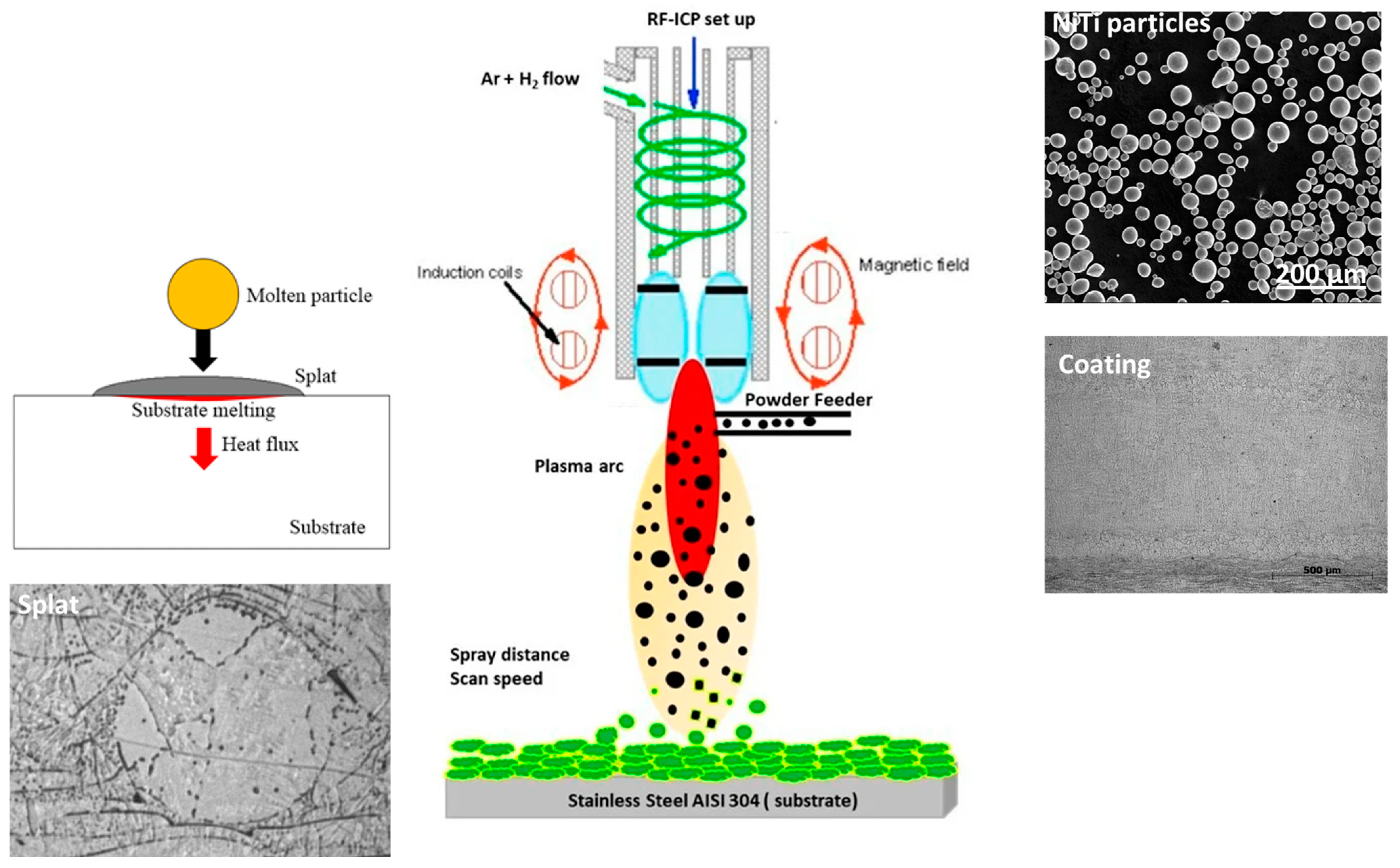
2.2. Experimental Methods
2.3. Plasma-Sprayed Sample Characterization
3. Results
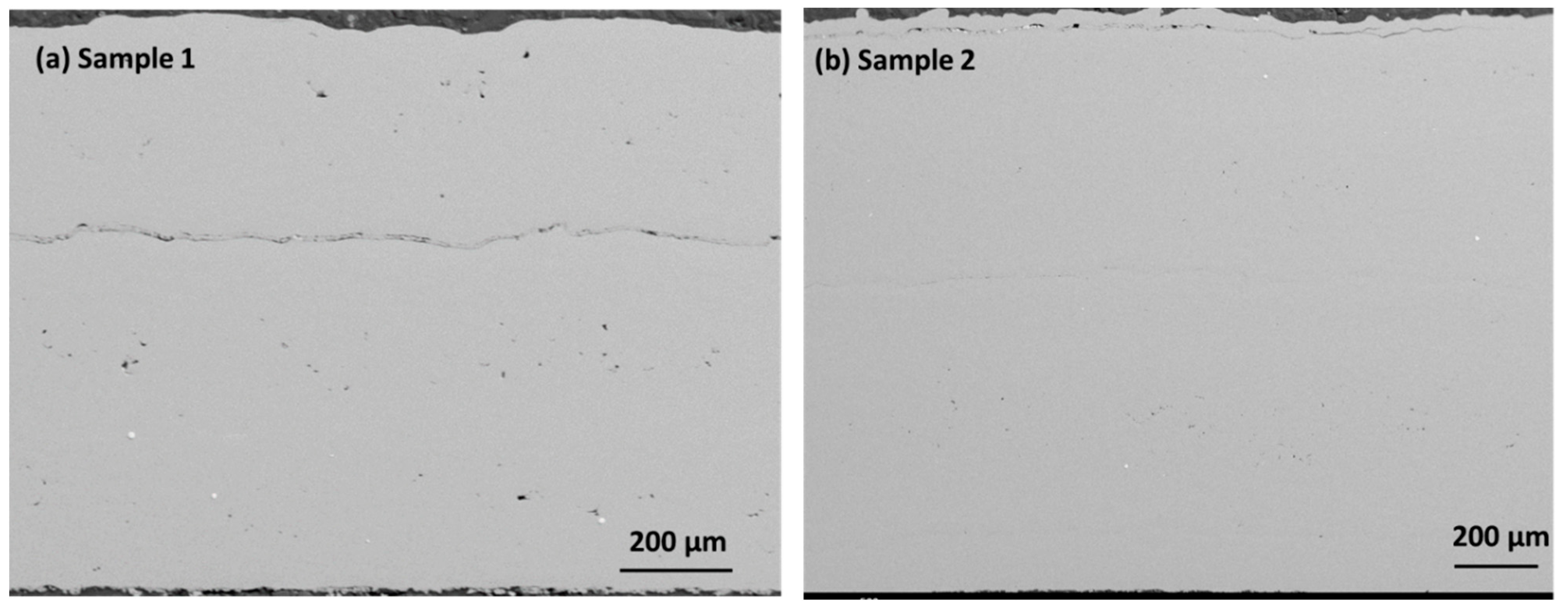
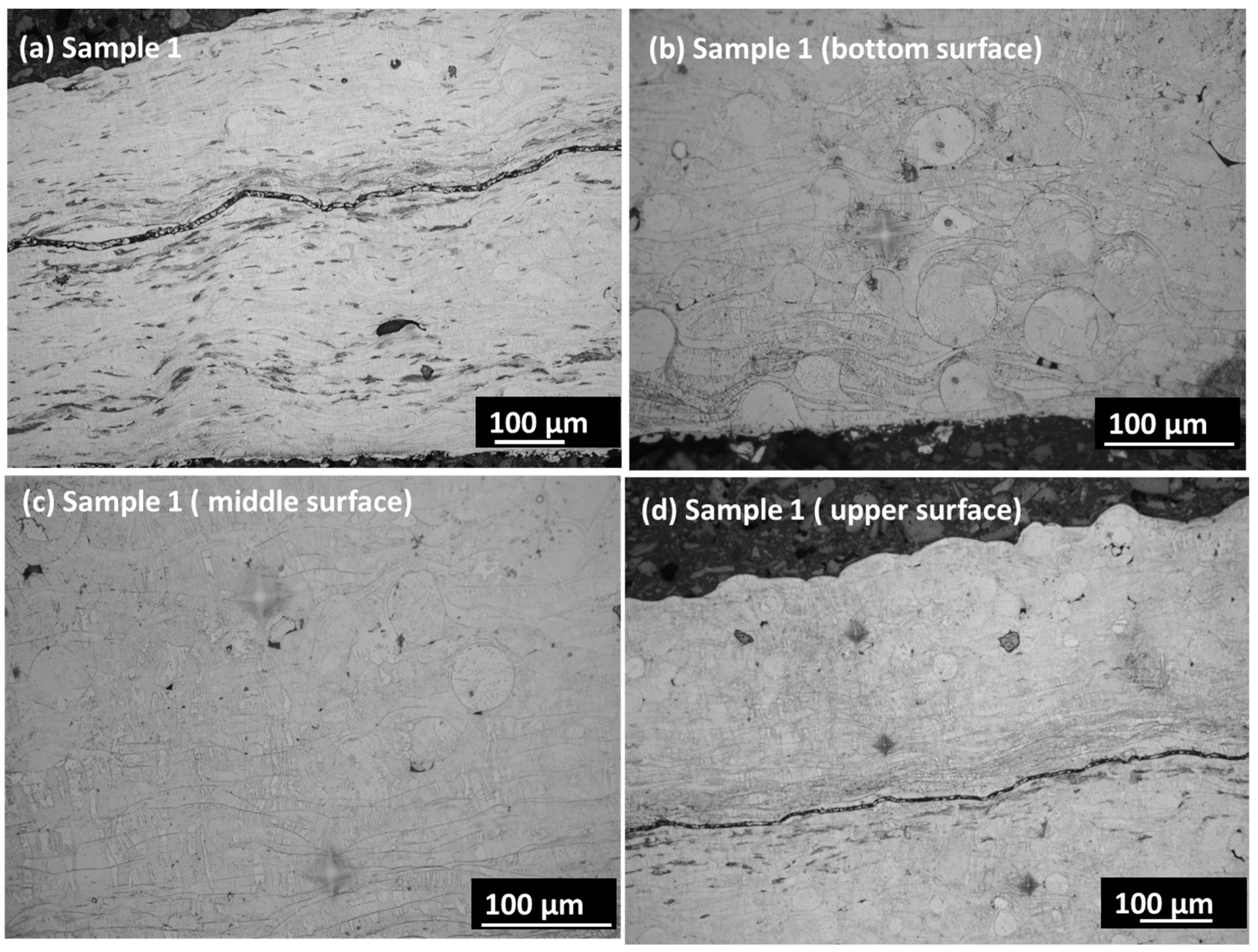
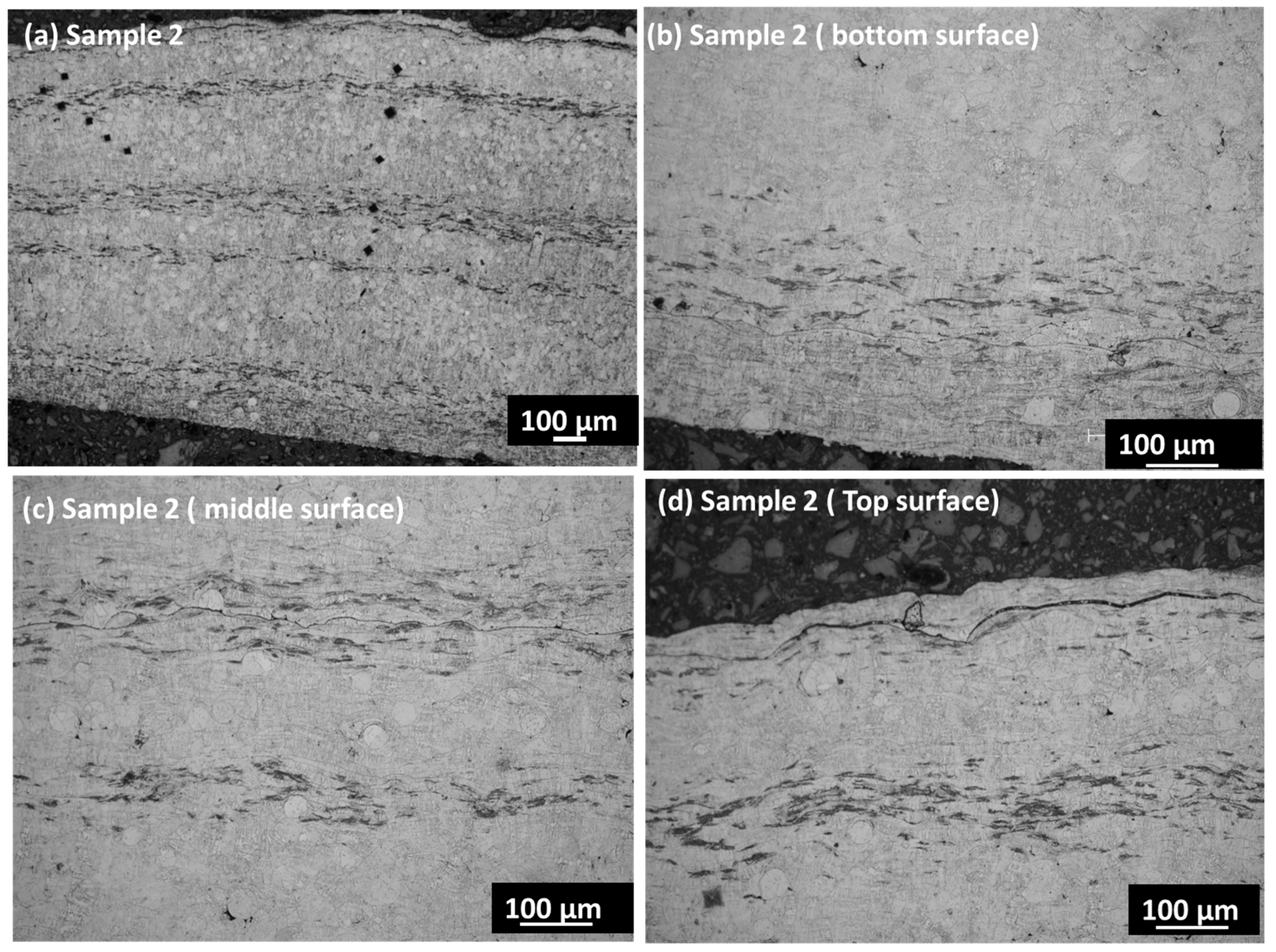
3.1. Microstructural Observation in Coating Layers
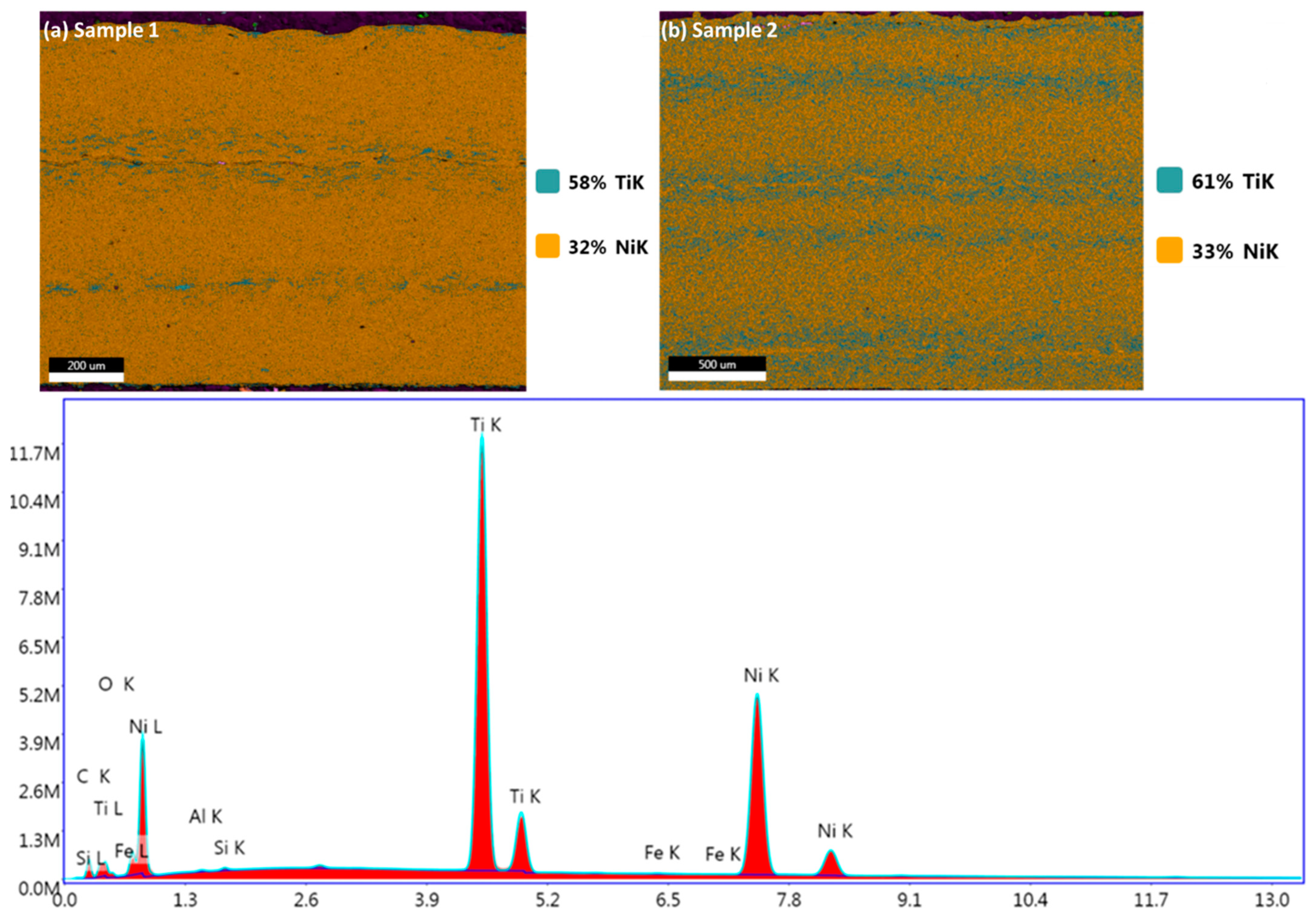
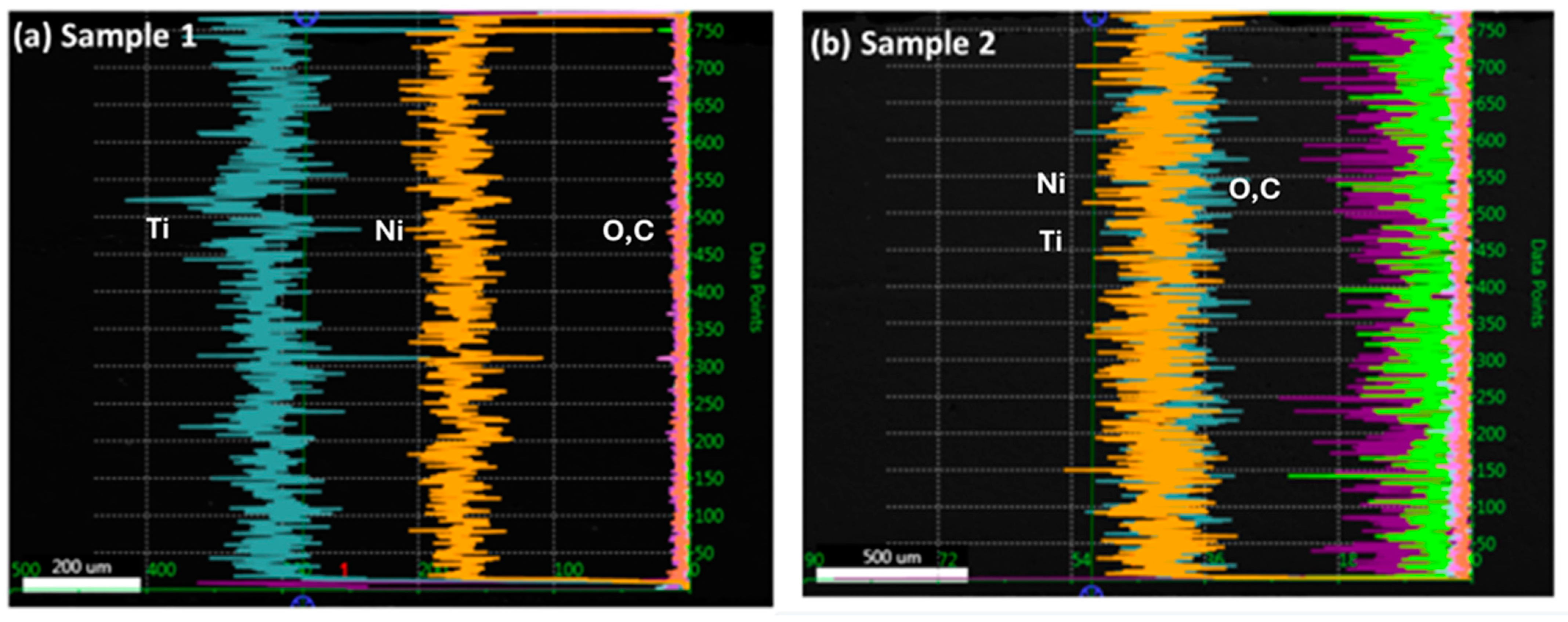
3.2. Elemental Analysis within Coating Layers Using Image and Line Analysis
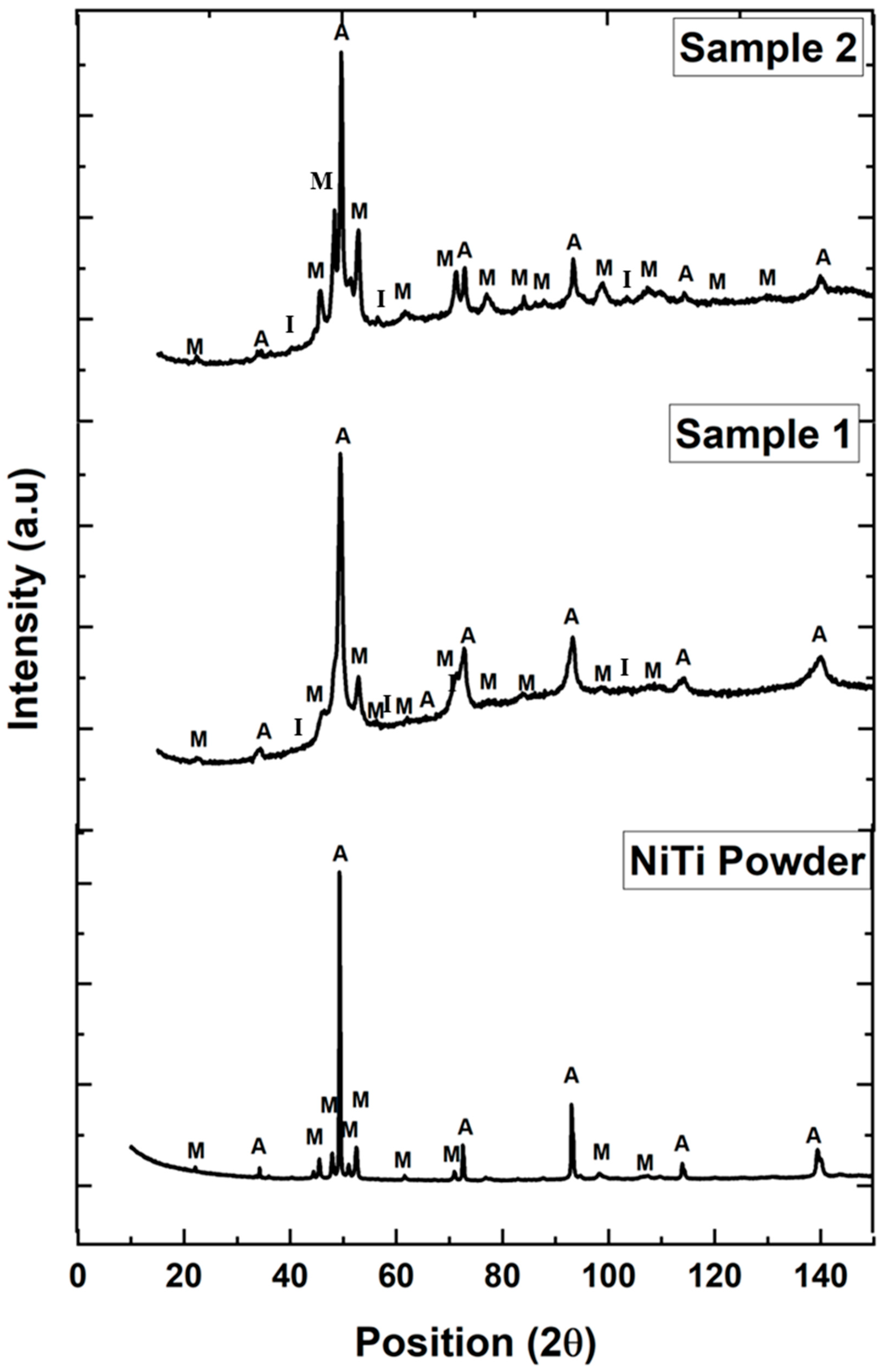
3.3. Phase Identification in the Coating Structure
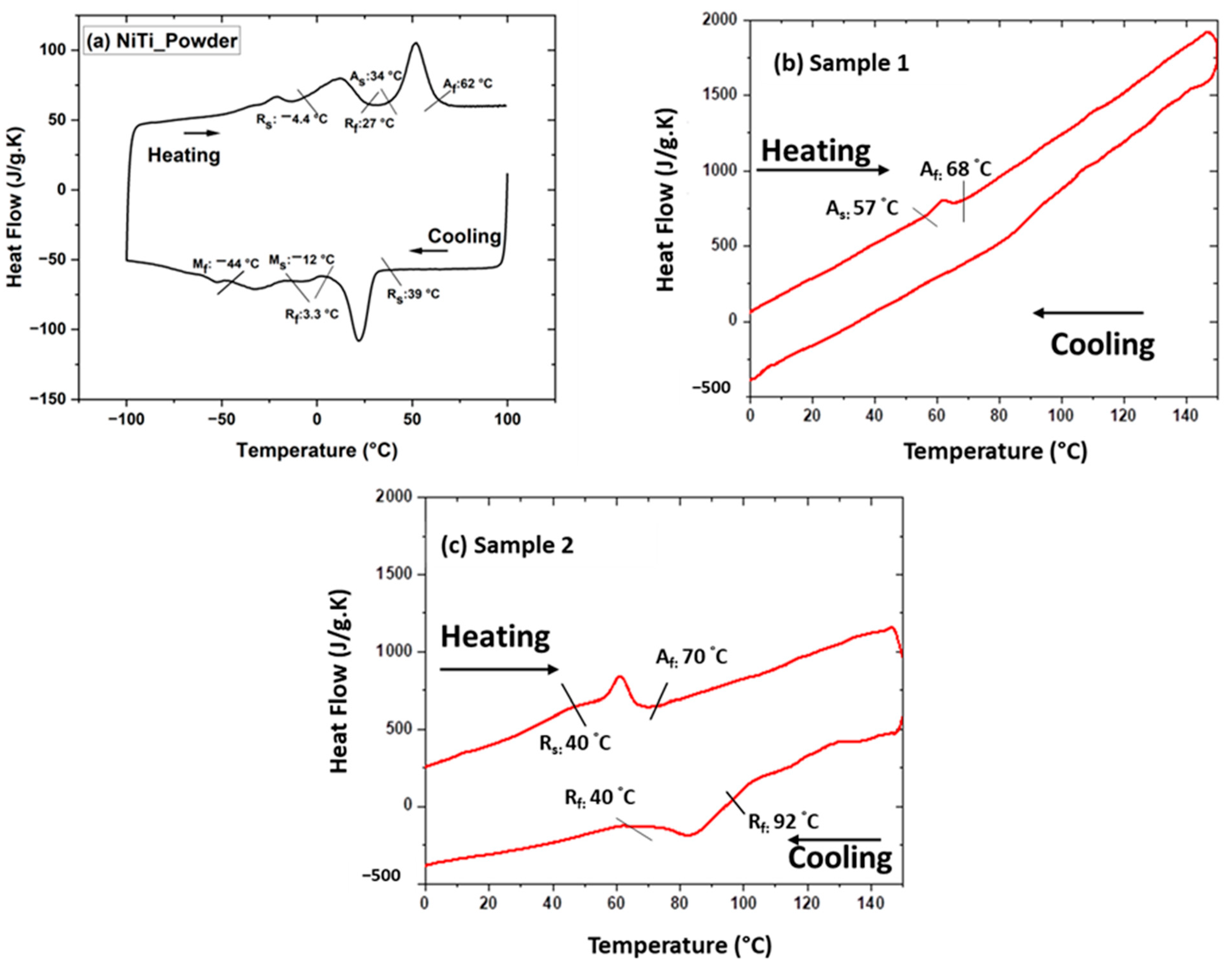
3.4. Thermal Characterization of the Samples
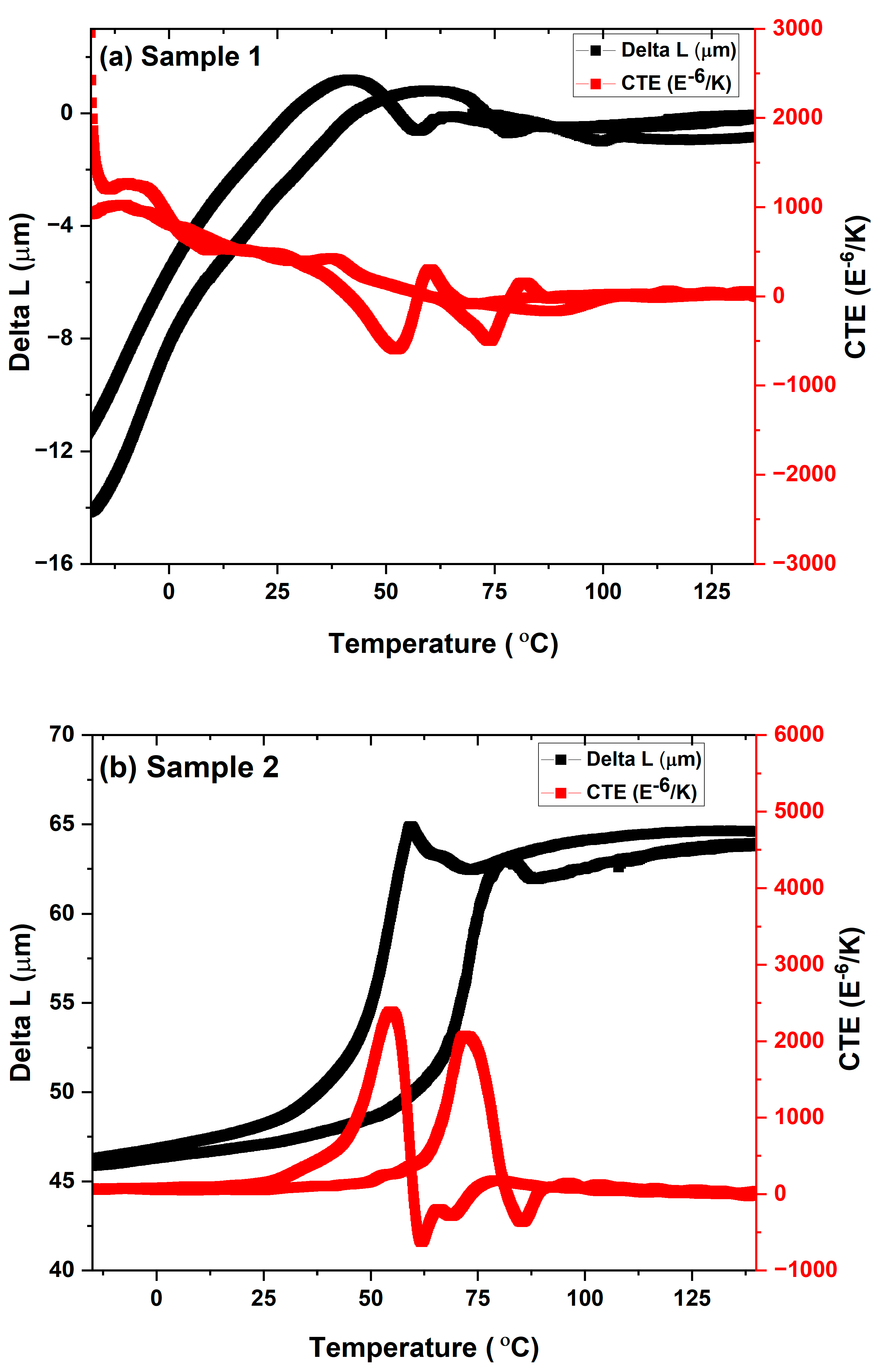
3.5. Thermo-Mechanical Characterization of Samples
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Grilli, M.L.; Valerini, D.; Slobozeanu, A.E.; Postolnyi, B.O.; Balos, S.; Rizzo, A.; Piticescu, R.R. Critical Raw Materials Saving by Protective Coatings under Extreme Conditions: A Review of Last Trends in Alloys and Coatings for Aerospace Engine Applications. Materials 2021, 14, 1656. [Google Scholar] [CrossRef]
- Barwinska, I.; Kopec, M.; Kukla, D.; Senderowski, C.; Kowalewski, Z.L. Thermal Barrier Coatings for High-Temperature Performance of Nickel-Based Superalloys: A Synthetic Review. Coatings 2023, 13, 769. [Google Scholar] [CrossRef]
- Bakan, E.; Vaßen, R. Ceramic Top Coats of Plasma-Sprayed Thermal Barrier Coatings: Materials, Processes, and Properties. J. Therm. Spray Technol. 2017, 26, 992–1010. [Google Scholar] [CrossRef]
- Falcón, J.C.P.; Echeverría, A.; Afonso, C.R.M.; Carrullo, J.C.Z.; Borrás, V.A. Microstructure assessment at high temperature in NiCoCrAlY overlay coating obtained by laser metal deposition. J. Mater. Res. Technol. 2019, 8, 1761–1772. [Google Scholar] [CrossRef]
- Armstrong, M.; Mehrabi, H.; Naveed, N. An overview of modern metal additive manufacturing technology. J. Manuf. Process. 2022, 84, 1001–1029. [Google Scholar] [CrossRef]
- Kohyama, A.; Grossbeck, M.L.; Piatti, G. The application of austenitic stainless steels in advanced fusion systems: Current limitations and future prospects. J. Nucl. Mater. 1992, 191–194 Pt A, 37–44. [Google Scholar] [CrossRef]
- Frenzel, J.; George, E.P.; Dlouhy, A.; Somsen, C.; Wagner, M.X.; Eggeler, G. Influence of Ni on martensitic phase transformations in NiTi shape memory alloys. Acta Mater. 2010, 58, 3444–3458. [Google Scholar] [CrossRef]
- Bitzer, M.; Rauhut, N.; Mauer, G.; Bram, M.; Vaßen, R.; Buchkremer, H.P.; Stöver, D.; Pohl, M. Cavitation-resistant NiTi coatings produced by low-pressure plasma spraying (LPPS). Wear 2015, 328–329, 369–377. [Google Scholar] [CrossRef]
- Espitia, L.; Dong, H.; Li, X.-Y.; Pinedo, C.; Tschiptschin, A. Cavitation erosion resistance and wear mechanisms of active screen low temperature plasma nitrided AISI 410 martensitic stainless steel. Wear 2015, 332–333, 1070–1079. [Google Scholar] [CrossRef]
- Nie, M.H.; Jiang, P.F.; Zhou, Y.X.; Li, Y.L.; Zhang, Z.H. Studies on the 316/NiTi functionally gradient ultra-thick coatings fabricated with directed energy deposition: Microstructure, crystallography and wear mechanism. Appl. Surf. Sci. 2023, 630, 157497. [Google Scholar] [CrossRef]
- Farvizi, M.; Ebadzadeh, T.; Vaezi, M.; Yoon, E.; Kim, Y.-J.; Kang, J.; Kim, H.; Simchi, A. Effect of starting materials on the wear performance of NiTi-based composites. Wear 2015, 334–335, 35–43. [Google Scholar] [CrossRef]
- Chang, F.T.; Lo, K.H.; Man, H.C. NiTi cladding on stainless steel by TIG surfacing process: Part I. Cavitation erosion behavior. Surf. Coat. Technol. 2003, 172, 308–315. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Miranda, R.M.; Fernandes, F.M. Welding and Joining of NiTi Shape Memory Alloys: A Review. Prog. Mater. Sci. 2017, 88, 412–466. [Google Scholar] [CrossRef]
- Verschuur, E.M.L.; Homs, M.Y.V.; Steyerberg, E.W.; Haringsma, J.; Wahab, P.J.; Kuipers, E.J.; Siersema, P.D. A new esophageal stent design (Niti-S stent) for the prevention of migration: A prospective study in 42 patients. Gastrointest. Endosc. 2006, 63, 134–140. [Google Scholar] [CrossRef] [PubMed]
- Alarcon, E.; Heller, L.; Chirani, S.A.; Šittner, P.; Kopeček, J.; Saint-Sulpice, L.; Calloch, S. Fatigue performance of superelastic NiTi near stress-induced martensitic transformation. Int. J. Fatigue 2017, 95, 76–89. [Google Scholar] [CrossRef]
- Frenzel, J. On the Importance of Structural and Functional Fatigue in Shape Memory Technology. Shap. Mem. Superelasticity 2020, 6, 213–222. [Google Scholar] [CrossRef]
- Elahinia, M.; Moghaddam, N.S.; Andani, M.T.; Amerinatanzi, A.; Beth, A.B.; Reginald, F.H. Fabrication of NiTi through additive manufacturing: A review. Prog. Mater. Sci. 2016, 83, 630–663. [Google Scholar] [CrossRef]
- Samal, S.; Zeman, J.; Habr, S.; Pacherová, O.; Chandra, M.; Kopeček, J.; Šittner, P. Evaluation of Microstructure–Porosity–Hardness of Thermal Plasma-Sprayed NiTi Coating Layers. J. Manuf. Mater. Process. 2023, 7, 198. [Google Scholar] [CrossRef]
- Bolelli, G.; Cannillo, V.; Lugli, C.; Lusvarghi, L.; Manfredini, T. Plasma-sprayed graded ceramic coatings on refractory materials for improved chemical resistance. J. Eur. Ceram. Soc. 2006, 26, 2561–2579. [Google Scholar] [CrossRef]
- Bonizzoni, G.; Vassallo, E. Plasma physics and technology; industrial applications. Vaccum 2002, 64, 327–336. [Google Scholar] [CrossRef]
- Singh, S.; Jinoop, A.N.; Palani, I.A.; Paul, C.P.; Tomar, K.P.; Prashanth, K.G. Microstructure and mechanical properties of NiTi-SS bimetallic structures built using Wire Arc Additive Manufacturing. Mater. Lett. 2021, 303, 130499. [Google Scholar] [CrossRef]
- Hu, L.; Xue, Y.; Shi, F. Intermetallic formation and mechanical properties of Ni-Ti diffusion couples. Mater. Des. 2017, 130, 175–182. [Google Scholar] [CrossRef]
- Zhu, J.; Ding, Z.; Borisov, E.; Yao, X.; Brouwer, J.C.; Popovich, A.; Hermans, M.; Popovich, V. Healing cracks in additively manufactured NiTi shape memory alloys. Virtual Phys. Prototyp. 2023, 18, e2246437. [Google Scholar] [CrossRef]
- Zou, Z.; Jia, L.; Yang, L.; Shan, X.; Luo, L.; Guo, F.; Zhao, X.; Xiao, P. Role of internal oxidation on the failure of air plasma sprayed thermal barrier coatings with a double-layered bond coat. Surf. Coat. Technol. 2017, 319, 370–377. [Google Scholar] [CrossRef]
- Samal, S. Study of porosity on titania slag obtained by conventional sintering and thermal plasma process. JOM 2016, 68, 3000–3005. [Google Scholar] [CrossRef]
- Dhiman, R.; McDonald, A.G.; Chandra, S. Predicting splat morphology in a thermal spray process. Surf. Coat. Technol. 2007, 201, 7789–7801. [Google Scholar] [CrossRef]
- Mulero, M.A.; Zapata, J.; Vilar, R.; Martınez, V.; Gadow, R. Automated image inspection system to quantify thermal spray splat morphology. Surf. Coat. Technol. 2015, 278, 1–11. [Google Scholar] [CrossRef]
- Samal, S.; Tyc, O.; Cizek, J.; Klecka, J.; Lukáč, F.; Molnárová, O.; de Prado, E.; Weiss, Z.; Kopeček, J.; Heller, L.; et al. Fabrication of Thermal Plasma Sprayed NiTi Coatings Possessing Functional Properties. Coatings 2021, 11, 610. [Google Scholar] [CrossRef]
- Velmurugan, C.; Senthilkumar, V.; Biswas, K.; Yadav, S. Densification and microstructural evolution of spark plasma sintered NiTi shape memory alloy. Adv. Powder Technol. 2018, 29, 2456–2462. [Google Scholar] [CrossRef]
- Samal, S.; Sulovský, M.; Kopeček, J.; Šittner, P. Deposition and characterization of plasma sprayed NiTi powder on stainless steel and graphite substrate. Mater. Chem. Phys. 2023, 307, 128146. [Google Scholar] [CrossRef]
- Zhe, X.Y.; Li, X.H.; Wang, Q.; Zhang, Y.; Song, X.D. Substrate temperature dependence of splat morphology for plasma-sprayed cast iron on aluminum surface. Surf. Coat. Technol. 2015, 283, 234–240. [Google Scholar] [CrossRef]
- Yu, Z.X.; Huang, J.B.; Wang, W.Z.; Yu, J.Y.; Wu, L.M. Deposition and properties of a multilayered thermal barrier coating. Surf. Coat. Technol. 2016, 288, 126–134. [Google Scholar] [CrossRef]
- Zhai, H.; Ou, M.; Cui, S.; Li, W.; Zhang, X.; Cheng, B.; He, D.; Li, X.; Cai, A. Characterizations the deposition behavior and mechanical properties of detonation sprayed Fe-based amorphous coatings. J. Mater. Res. Technol. 2022, 18, 2506–2518. [Google Scholar] [CrossRef]
- Samal, S.; Kopeček, J.; Šittner, P. Interfacial Adhesion of Thick NiTi Coating on Substrate Stainless Steel. Materials 2022, 15, 8598. [Google Scholar] [CrossRef]
- ASTM E831-19; Standard Test Method for Linear Thermal Expansion of Solid Materials by Thermomechanical Analysis. ASTM: West Conshohocken, PA, USA, 2019.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Substrate | Plasma Power (kW) | Powder Feed Rate (g/min) | Moving Speed (mm/s) | Microhardness on Cross-Section (HV) |
|---|---|---|---|---|---|
| 1 | Stainless steel | 9 | 2.1 | 1 | 257.4 |
| 2 | 4.2 | 254.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samal, S.; Zeman, J.; Habr, S.; Pacherová, O.; Kopeček, J.; Šittner, P. Preparation and Characterization of Multilayer NiTi Coatings by a Thermal Plasma Process. Materials 2024, 17, 694. https://doi.org/10.3390/ma17030694
Samal S, Zeman J, Habr S, Pacherová O, Kopeček J, Šittner P. Preparation and Characterization of Multilayer NiTi Coatings by a Thermal Plasma Process. Materials. 2024; 17(3):694. https://doi.org/10.3390/ma17030694
Chicago/Turabian StyleSamal, Sneha, Jakub Zeman, Stanislav Habr, Oliva Pacherová, Jaromír Kopeček, and Petr Šittner. 2024. "Preparation and Characterization of Multilayer NiTi Coatings by a Thermal Plasma Process" Materials 17, no. 3: 694. https://doi.org/10.3390/ma17030694
APA StyleSamal, S., Zeman, J., Habr, S., Pacherová, O., Kopeček, J., & Šittner, P. (2024). Preparation and Characterization of Multilayer NiTi Coatings by a Thermal Plasma Process. Materials, 17(3), 694. https://doi.org/10.3390/ma17030694