
Characteristics of the Pressing Process and Density Profile of MUPF-Bonded Particleboards Produced from Waste Plywood


Abstract
:1. Introduction
2. Materials and Methods
2.1. Waste Wood with Synthetic Resin
2.2. Particles from Waste Plywood
2.3. Particleboard Preparation
2.4. Particleboard Properties
2.4.1. Pressing Process Parameters
2.4.2. Density Profile
2.5. Statistical Analysis
3. Results
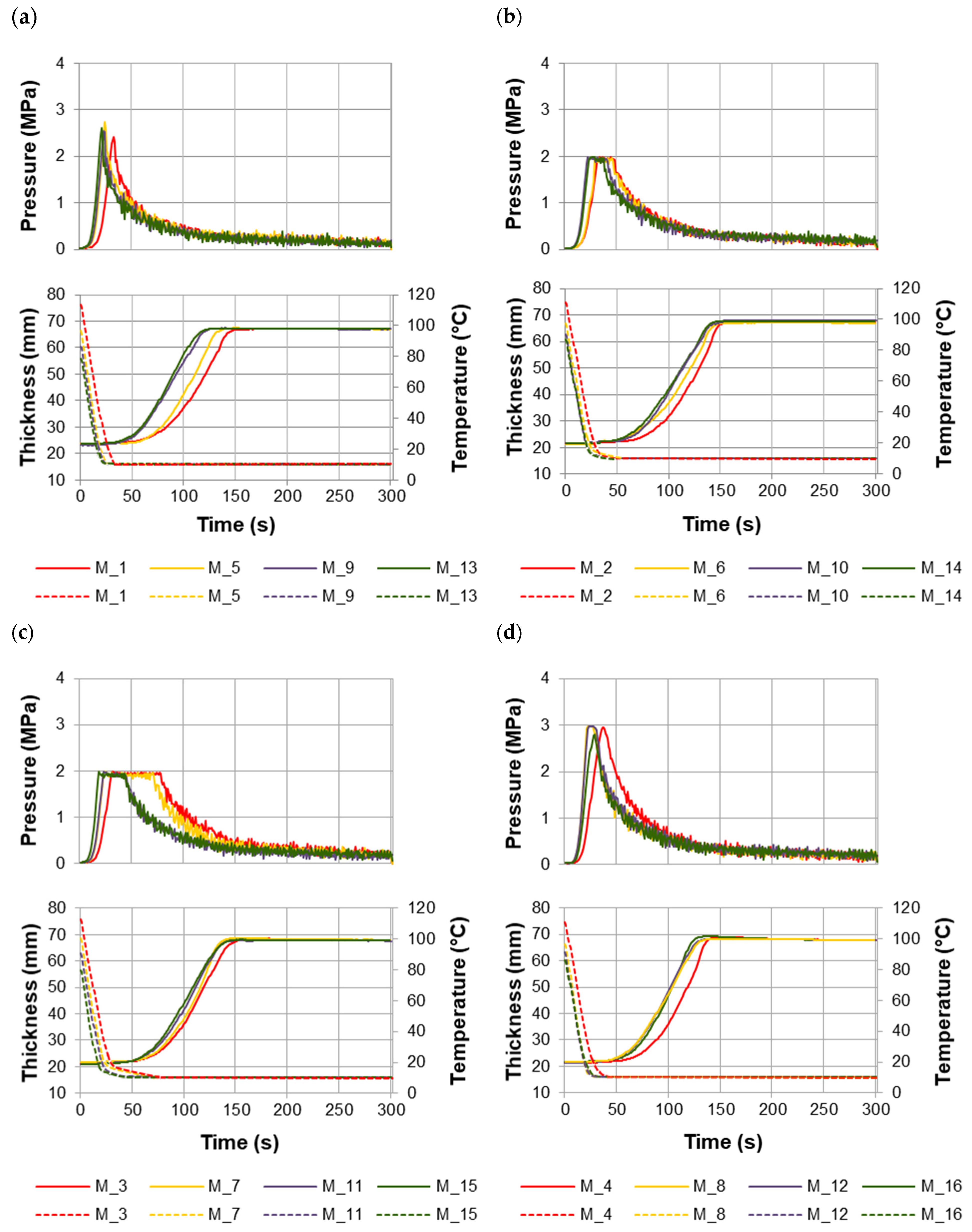
3.1. Influence of Selected Factors on Pressing of Mats Containing PF-Covered Particles
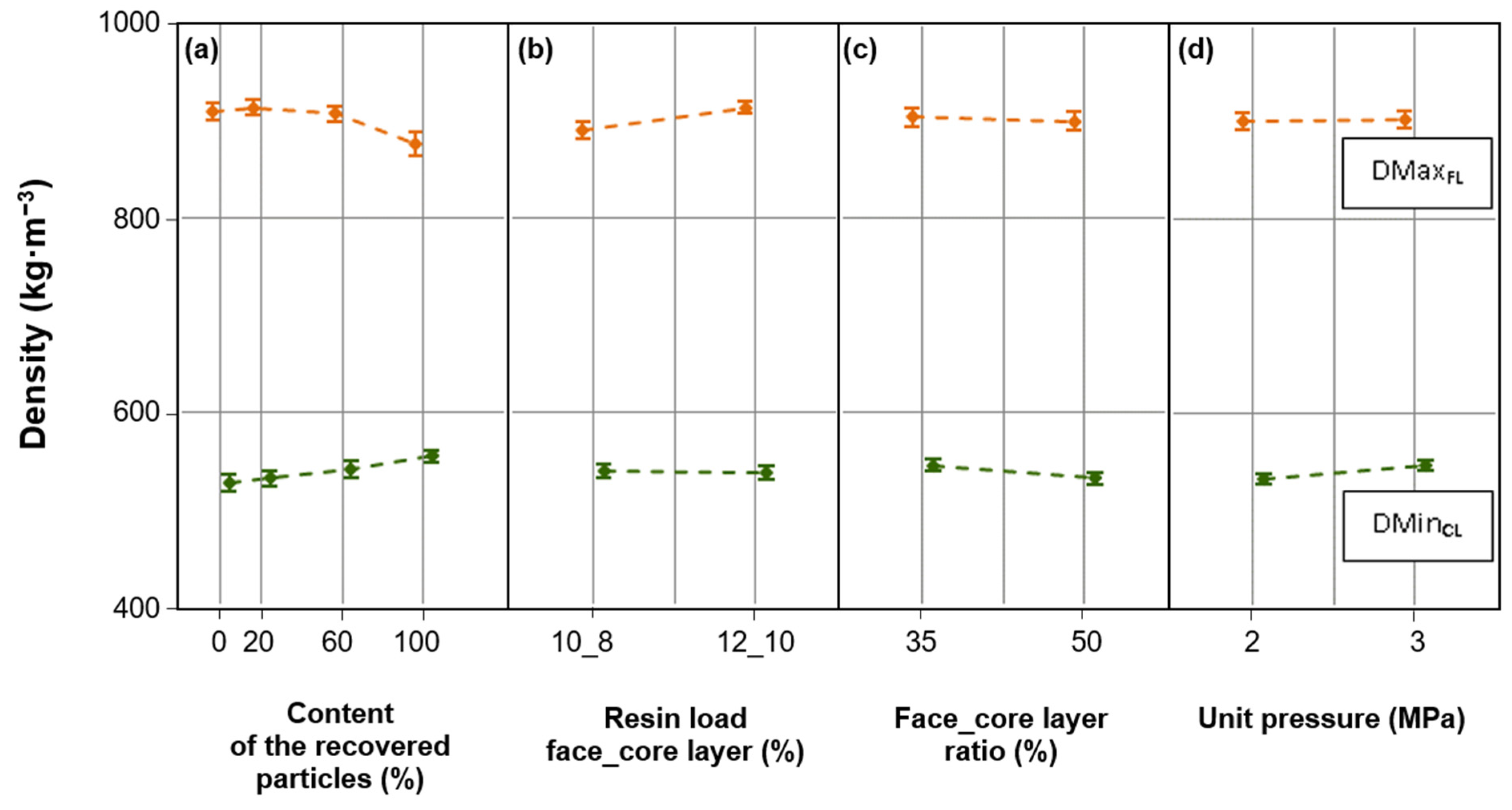
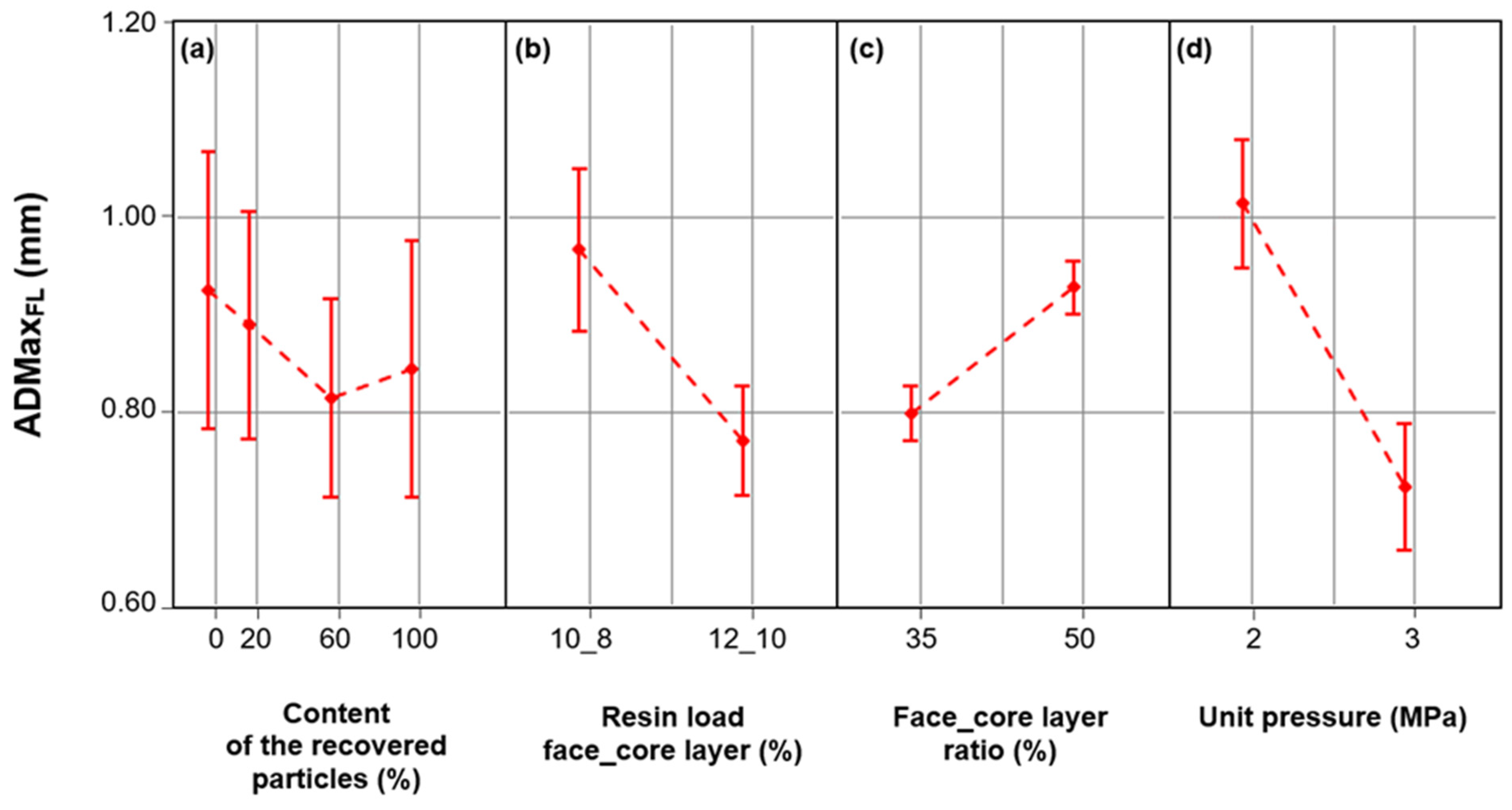
3.2. Influence of Selected Factors on the Density Profile of Particleboards
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- The European Parliament. Directive 2008/98/EC of the European Parliament and of the Council of 19 November 2008 on waste and repealing certain Directives. Off. J. Eur. Union 2008, 312, 3–30. [Google Scholar]
- Deppe, H.-J.; Ernst, K. MDF—Mitteldichte Faserplatten; DRW-Verlag Weinbrenner GmbH & Co.: Leinfelden-Echterdingen, Germany, 1996. [Google Scholar]
- Conner, A.H. Wood: Adhesives. In Encyclopedia of Materials: Science and Technology; Buschow, K.H.J., Cahn, R.W., Flemings, M.C., Ilschner, B., Kramer, E.J., Mahajan, S., Veyssière, P., Eds.; Elsevier: Amsterdam, The Netherlands, 2001; pp. 9583–9599. [Google Scholar] [CrossRef]
- Baldwin, R.F. Plywood and Veneer—Based Products: Manufacturing Practices; Miller Freeman Books: San Francisco, CA, USA, 1995. [Google Scholar]
- Nicewicz, D.; Borysiuk, P.; Starecki, A. Ćwiczenia z Technologii Tworzyw Drzewnych [Exercises in Wood-Based Materials Technology]; WULS-SGGW: Warsaw, Poland, 2009. [Google Scholar]
- Laskowska, A.; Mamiński, M. Properties of particleboard produced from post-industrial UF- and PF-bonded plywood. Eur. J. Wood Wood Prod. 2018, 76, 427–435. [Google Scholar] [CrossRef]
- Wróblewska, H.; Czajka, M. The influence of compost obtained from composite wood waste and post—used wood on plant growth. In Proceedings of the 3rd European COST E31 Conference: Management of Recovered Wood, Klagenfurt, Austria, 2–4 May 2007; pp. 293–307. [Google Scholar]
- The European Parliament. Regulation of the European Parliament and of the Council (EC) No. 1272/2008 of 16 December 2008. Off. J. Eur. Union 2008, 353, 1–1355. [Google Scholar]
- EN 13986:2004+A1:2015; Wood-Based Panels for Use in Construction—Characteristics, Evaluation of Conformity and Marking. European Committee for Standardization: Brussels, Belgium, 2015.
- Laskowska, A.; Mamiński, M. The properties of particles produced from waste plywood by shredding in a single-shaft shredder. Maderas. Cienc. Tecnol. 2020, 22, 197–204. [Google Scholar] [CrossRef]
- Czarnecki, R.; Dziurka, D.; Łęcka, J. The use of recycled boards as the substitute for particles in the centre layer of particleboards. Electron. J. Pol. Agric. Univ. (EJPAU) 2003, 6, 1. [Google Scholar]
- Demirkir, C.; Çolakoğlu, G. Formaldehyde emission from particleboards manufactured with waste materials from plywood industry. Holz als Roh- und Werkstoff 2007, 65, 483–484. [Google Scholar] [CrossRef]
- Kurowska, A.; Zbieć, M.; Borysiuk, P.; Kopecký, Z.; Rousek, M. Machineability of OSB Boards Manufactured with Addition of Fine Fraction of Waste Particles. Wood Machining and Processing—Product and Tooling Quality Development; Górski, J., Zbieć, M., Eds.; WULS-SGGW Press: Warsaw, Poland, 2010; pp. 91–109. [Google Scholar]
- Andrade, P.I.; Araújo, S.d.O.; Neiva, D.M.; Vital, B.R.; Oliveira Carneiro, A.d.C.; Gominho, J.; Pereira, H. Strength properties and dimensional stability of particleboards with different proportions of thermally treated recycled pine particles. Holzforschung 2016, 70, 467–474. [Google Scholar] [CrossRef]
- Lee, S.H.; Lum, W.C.; Boon, J.G.; Kristak, L.; Antov, P.; Pędzik, M.; Rogoziński, T.; Taghiyari, H.R.; Lubis, M.A.R.; Fatriasari, W.; et al. Particleboard from agricultural biomass and recycled wood waste: A review. J. Mater. Res. Technol. 2022, 20, 4630–4658. [Google Scholar] [CrossRef]
- Wong, E.D.; Zhang, M.; Wang, Q.; Kawai, S. Effects of mat moisture content and press closing speed on the formation of density profile and properties of particleboard. J. Wood Sci. 1998, 44, 287–295. [Google Scholar] [CrossRef]
- Benthien, J.T.; Ohlmeyer, M.; Schneider, M.; Stehle, T. Experimental Determination of the Compression Resistance of Differently Shaped Wood Particles as Influencing Parameter on Wood-Reduced Particleboard Manufacturing. Eur. J. Wood Wood Prod. 2018, 76, 937–945. [Google Scholar] [CrossRef]
- Graser, M. Temperaturverlauf in industriell gefertigten Spanplatten während des Preßvorgangs, festgestellt durch Meßsonden [Thermocouple-monitored temperature distribution in particleboards manufactured under industrial pressing conditions]. Holz Zentralblatt 1962, 88, 6–8. [Google Scholar]
- Bolton, A.J.; Humphrey, P.E.; Kavvouras, P.K. The hot pressing of dry-formed wood-based composites. Part III. Predicted vapour pressure and temperature variation with time, compared with experimental data for laboratory boards. Holzforschung 1989, 43, 265–274. [Google Scholar] [CrossRef]
- Kehr, E.; Schölzel, S. Untersuchungen über das Pressdiagramm zur Herstellung von Spanplatten [Studies on the press diagram for the production of particleboard]. Drevársky Výskum 1965, 3, 133–181. [Google Scholar]
- Suzuki, S.; Miyamoto, K. Effect of manufacturing parameters on the linear expansion and density profile of particleboard. J. Wood Sci. 1998, 44, 444–450. [Google Scholar] [CrossRef]
- Wong, E.D.; Zhang, M.; Wang, Q.; Kawai, S. Formation of density profile and its effects on the properties of particleboard. Wood Sci. Technol. 1999, 33, 327–340. [Google Scholar] [CrossRef]
- Cai, Z.; Wu, Q.; Lee, J.N.; Hiziroglu, S. Influence of board density, mat construction, and chip type on performance of particleboard made from eastern redcedar. For. Prod. J. 2004, 54, 226–232. [Google Scholar]
- Gamage, N.; Setunge, S.; Jollands, M.; Hague, J. Properties of hardwood saw mill residue—based particleboards as affected by processing parameters. Ind. Crops Prod. 2009, 29, 248–254. [Google Scholar] [CrossRef]
- Murayama, K.; Kukita, K.; Kobori, H.; Kojima, Y.; Suzuki, S.; Miyamoto, K. Effect of Face-Layer Moisture Content and Face–Core–Face Ratio of Mats on the Temperature and Vapor Pressure Behavior during Hot-Pressing of Wood-Based Panel Manufacturing. J. Wood Sci. 2021, 67, 42. [Google Scholar] [CrossRef]
- Kawai, S.; Sasaki, H. Production technology for low-density particleboard I-Forming a density gradient and its effect on board properties. Mokuzai Gakkaishi J. Jpn. Wood Res. Soc. 1986, 32, 324–330. [Google Scholar]
- EN 827:2005; Adhesives—Determination of Conventional Solids Content and Constant Mass Solids Content. European Committee for Standardization: Brussels, Belgium, 2005.
- Morin, F.; Wandelt, P. Statystyczna Kontrola i Regulacja Procesów w Przemyśle Celulozowopapierniczym. Cz. 3. Przegląd Papierniczy; SIGMA NOT: Montreal, QC, Canada; Łódź, Poland, 1998. [Google Scholar]
- EN 323; Wood-Based Panels—Determination of Density. European Committee for Standardization: Brussels, Belgium, 1993.
- Bolton, A.J.; Humphrey, P.E. The hot pressing of dry-formed wood based composites. Part I. Holzforschung 1988, 42, 403–406. [Google Scholar] [CrossRef]
- Meyer, N.; Thoemen, H. Gas pressure measurements during continuous hot pressing of particleboard. Holz als Roh- und Werkstoff 2007, 65, 49–55. [Google Scholar] [CrossRef]
- Li, Y.; Dai, Z.; Hu, C.; Tu, D.; Yun, H. Optimisation of particle distribution and performance in three-layer tubular particleboards using response surface methodology. J. Build. Eng. 2023, 82, 108256. [Google Scholar] [CrossRef]
- Humphrey, P.E.; Bolton, A.J. The hot pressing of dry-formed wood-based composites. Part II. A simulation model for heat and moisture transfer, and typical results. Holzforschung 1989, 43, 199–206. [Google Scholar] [CrossRef]
- Hata, T.; Kawai, S.; Sasaki, H. Production of particleboard with steam-injection. Part 2: Computer simulation of temperature behavior in particle mat during hotpressing and steam-injection pressing. Wood Sci. Technol. 1990, 24, 65–78. [Google Scholar] [CrossRef]
- Thoemen, H.; Humphrey, P.E. Hot pressing of wood-based composites: Selected aspects of the physics investigated by means of simulation. In Proceedings of the 5th European Panel Products Symposium, Llandudno, UK, 10–12 October 2001; pp. 38–49. [Google Scholar]
- Dukarska, D.; Rogozinski, T.; Antov, P.; Kristak, L.; Kmieciak, J. Characterisation of wood particles used in the particleboard production as a function of their moisture content. Materials 2022, 15, 48. [Google Scholar] [CrossRef]
- Cai, Z.; Muehl, J.H.; Winandy, J.E. Effects of panel density and mat moisture content on processing medium density fibreboard. For. Prod. J. 2006, 56, 20–25. [Google Scholar]
- Keylwerth, R. Zur Mechanik der mehrschichtigen Spanplatten [On the mechanics of multi-layer particleboard]. Holz als Roh- und Werkstoff 1958, 16, 419–430. [Google Scholar] [CrossRef]
- Rofii, M.N.; Yamamoto, N.; Ueda, S.; Kojima, Y.; Suzuki, S. The Temperature Behaviour inside the Mat of Wood-Based Panel during Hot Pressing under Various Manufacturing Conditions. J. Wood Sci. 2014, 60, 414–420. [Google Scholar] [CrossRef]
- Benthien, J.T.; Ohlmeyer, M. Effects of Flat-Shaped Face Layer Particles and Core Layer Particles of Intentionally Greater Thickness on the Properties of Wood-Reduced Particleboard. Fibers 2020, 8, 46. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Face Layer (ppw) | Core Layer (ppw) |
|---|---|---|
| MUPF | 50.0 | 50.0 |
| 10% aq. (NH4)2SO4 | 3.0 | 7.0 |
| water | 12.0 | 8.0 |
| Variant | Content of the Recovered Particles (%) in the Core Layer | Resin Load Face_Core Layer (%) | Face Layer Ratio (%) | Unit Pressure (MPa) |
|---|---|---|---|---|
| 1 | 0 | 12_10 | 50 | 3 |
| 2 | 0 | 12_10 | 35 | 2 |
| 3 | 0 | 10_8 | 50 | 2 |
| 4 | 0 | 10_8 | 35 | 3 |
| 5 | 20 | 12_10 | 50 | 3 |
| 6 | 20 | 12_10 | 35 | 2 |
| 7 | 20 | 10_8 | 50 | 2 |
| 8 | 20 | 10_8 | 35 | 3 |
| 9 | 60 | 12_10 | 50 | 3 |
| 10 | 60 | 12_10 | 35 | 2 |
| 11 | 60 | 10_8 | 50 | 2 |
| 12 | 60 | 10_8 | 35 | 3 |
| 13 | 100 | 12_10 | 50 | 3 |
| 14 | 100 | 12_10 | 35 | 2 |
| 15 | 100 | 10_8 | 50 | 2 |
| 16 | 100 | 10_8 | 35 | 3 |
| Variant | Content of the Recovered Particles (%) | Resin Load Face_Core Layer (%) | Face Layer Ratio (%) | Unit Pressure (MPa) | DMaxFL | DMinCL | ADMaxFL | DMinCL/MD |
|---|---|---|---|---|---|---|---|---|
| (%) | (%) | (%) | (MPa) | (kg·m−3) | (kg·m−3) | (mm) | (-) | |
| 1 | 0 | 12_10 | 50 | 3 | 917 (7) | 522 (10) | 0.72 (0.04) | 80 (1) |
| 2 | 0 | 12_10 | 35 | 2 | 926 (3) | 523 (11) | 0.87 (0.07) | 80 (2) |
| 3 | 0 | 10_8 | 50 | 2 | 894 (4) | 519 (6) | 1.28 (0.06) | 80 (1) |
| 4 | 0 | 10_8 | 35 | 3 | 903 (5) | 542 (12) | 0.83 (0.03) | 84 (2) |
| 5 | 20 | 12_10 | 50 | 3 | 923 (12) | 529 (12) | 0.71 (0.03) | 81 (2) |
| 6 | 20 | 12_10 | 35 | 2 | 924 (10) | 532 (10) | 0.91 (0.09) | 82 (1) |
| 7 | 20 | 10_8 | 50 | 2 | 899 (3) | 520 (3) | 1.15 (0.06) | 80 (1) |
| 8 | 20 | 10_8 | 35 | 3 | 912 (6) | 543 (9) | 0.78 (0.06) | 84 (1) |
| 9 | 60 | 12_10 | 50 | 3 | 917 (4) | 544 (12) | 0.59 (0.05) | 84 (1) |
| 10 | 60 | 12_10 | 35 | 2 | 920 (4) | 541 (5) | 0.87 (0.02) | 83 (1) |
| 11 | 60 | 10_8 | 50 | 2 | 900 (10) | 522 (3) | 1.01 (0.02) | 80 (2) |
| 12 | 60 | 10_8 | 35 | 3 | 895 (3) | 556 (3) | 0.79 (0.01) | 85 (1) |
| 13 | 100 | 12_10 | 50 | 3 | 893 (7) | 552 (2) | 0.59 (0.03) | 85 (1) |
| 14 | 100 | 12_10 | 35 | 2 | 891 (11) | 556 (5) | 0.89 (0.01) | 86 (1) |
| 15 | 100 | 10_8 | 50 | 2 | 860 (6) | 542 (5) | 1.13 (0.03) | 84 (1) |
| 16 | 100 | 10_8 | 35 | 3 | 864 (22) | 564 (6) | 0.77 (0.06) | 87 (2) |
| Average value for all variants | 902 (21) | 538 (16) | 0.87 (0.19) | 83 (2) | ||||
| Properties | Factor/Interaction | Statistical Measures | |||||
|---|---|---|---|---|---|---|---|
| SS | Df | MS | F | p-Value | X | ||
| DMaxFL | Content of the recovered particles (1) | 10499 | 3 | 3500 | 46.07 | 0.000 | 52 |
| Resin load for face and core layer (2) | 6460 | 1 | 6460 | 85.04 | 0.000 | 32 | |
| Face layer ratio (3) | 189 | 1 | 189 | 2.49 | 0.124 | 1 | |
| Unit pressure (4) | 18 | 1 | 18 | 0.24 | 0.626 | 0 | |
| (1) × (2) | 256 | 3 | 85 | 1.12 | 0.354 | 1 | |
| (1) × (3) | 195 | 3 | 65 | 0.86 | 0.473 | 1 | |
| (1) × (4) | 178 | 3 | 59 | 0.78 | 0.513 | 1 | |
| Error | 2431 | 32 | 76 | 12 | |||
| DMinCL | SS | Df | MS | F | p-value | X | |
| Content of the recovered particles (1) | 5242 | 3 | 1747 | 27.58 | 0.000 | 45 | |
| Resin load for face and core layer (2) | 14 | 1 | 14 | 0.22 | 0.641 | 0 | |
| Face layer ratio (3) | 2168 | 1 | 2168 | 34.22 | 0.000 | 19 | |
| Unit pressure (4) | 1722 | 1 | 1722 | 27.18 | 0.000 | 15 | |
| (1) × (2) | 235 | 3 | 78 | 1.23 | 0.313 | 2 | |
| (1) × (3) | 16 | 3 | 5 | 0.08 | 0.968 | 0 | |
| (1) × (4) | 154 | 3 | 51 | 0.81 | 0.498 | 1 | |
| Error | 2027 | 32 | 63 | 18 | |||
| ADMaxFL | SS | Df | MS | F | p-value | X | |
| Content of the recovered particles (1) | 0.086 | 3 | 0.029 | 13.35 | 0.000 | 5 | |
| Resin load for face and core layer (2) | 0.466 | 1 | 0.466 | 217.21 | 0.000 | 26 | |
| Face layer ratio (3) | 0.043 | 1 | 0.043 | 19.85 | 0.000 | 2 | |
| Unit pressure (4) | 1.024 | 1 | 1.024 | 477.09 | 0.000 | 58 | |
| (1) × (2) | 0.020 | 3 | 0.007 | 3.06 | 0.042 | 1 | |
| (1) × (3) | 0.053 | 3 | 0.018 | 8.27 | 0.000 | 3 | |
| (1) × (4) | 0.010 | 3 | 0.003 | 1.51 | 0.231 | 1 | |
| Error | 0.069 | 32 | 0.002 | 4 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Laskowska, A. Characteristics of the Pressing Process and Density Profile of MUPF-Bonded Particleboards Produced from Waste Plywood. Materials 2024, 17, 850. https://doi.org/10.3390/ma17040850
Laskowska A. Characteristics of the Pressing Process and Density Profile of MUPF-Bonded Particleboards Produced from Waste Plywood. Materials. 2024; 17(4):850. https://doi.org/10.3390/ma17040850
Chicago/Turabian StyleLaskowska, Agnieszka. 2024. "Characteristics of the Pressing Process and Density Profile of MUPF-Bonded Particleboards Produced from Waste Plywood" Materials 17, no. 4: 850. https://doi.org/10.3390/ma17040850