
The Influence of Reflowing Process on Electrodeposited Sn-Cu-Ni Lead-Free Solder Alloy
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Electrochemical Preparation of Sn-Cu-Ni Ternary Alloy and Reflowing Process
2.2. Structural and Morphological Characterization
2.3. The Assessment of the Corrosion Behavior
3. Results and Discussion
4. Conclusions
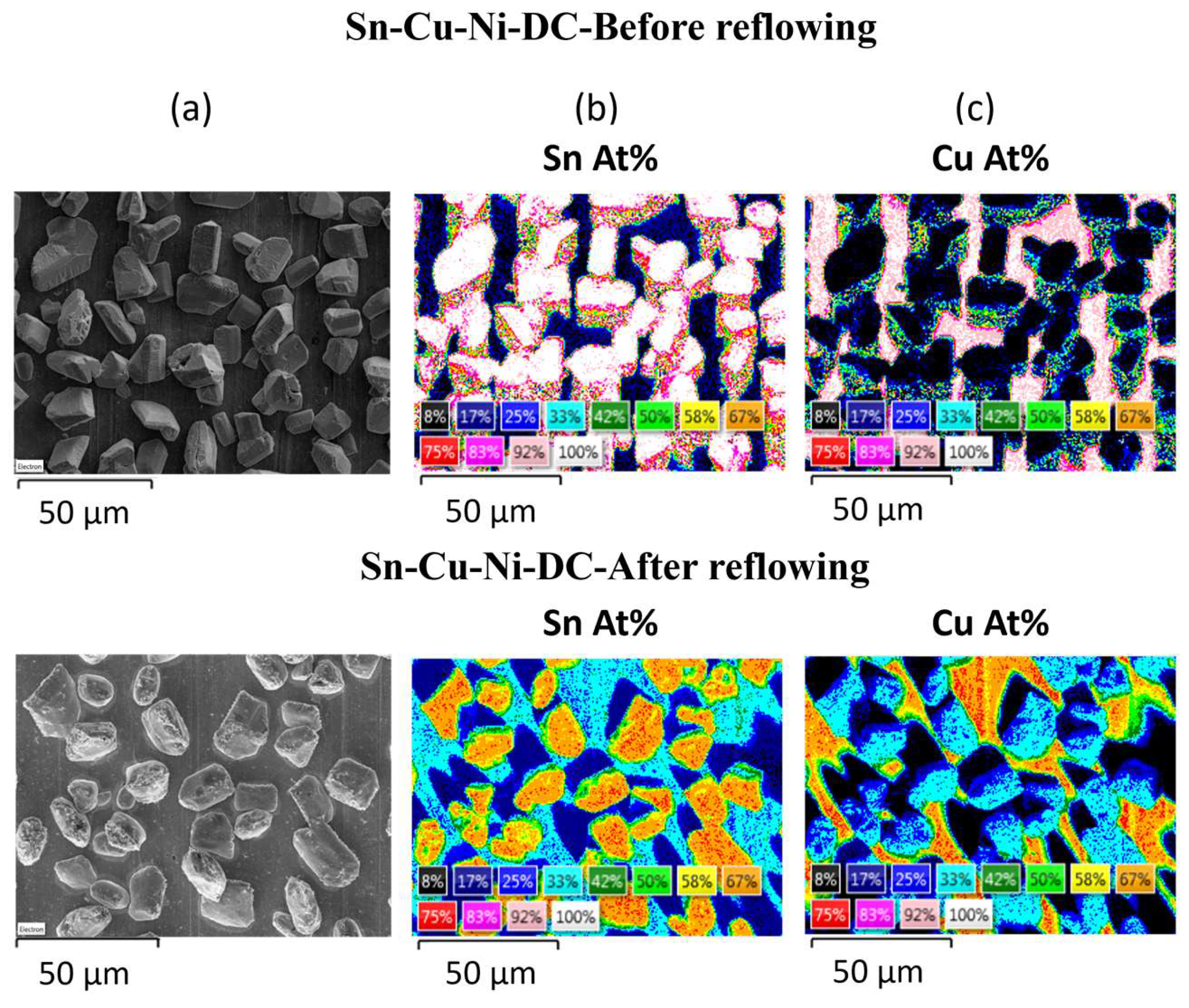
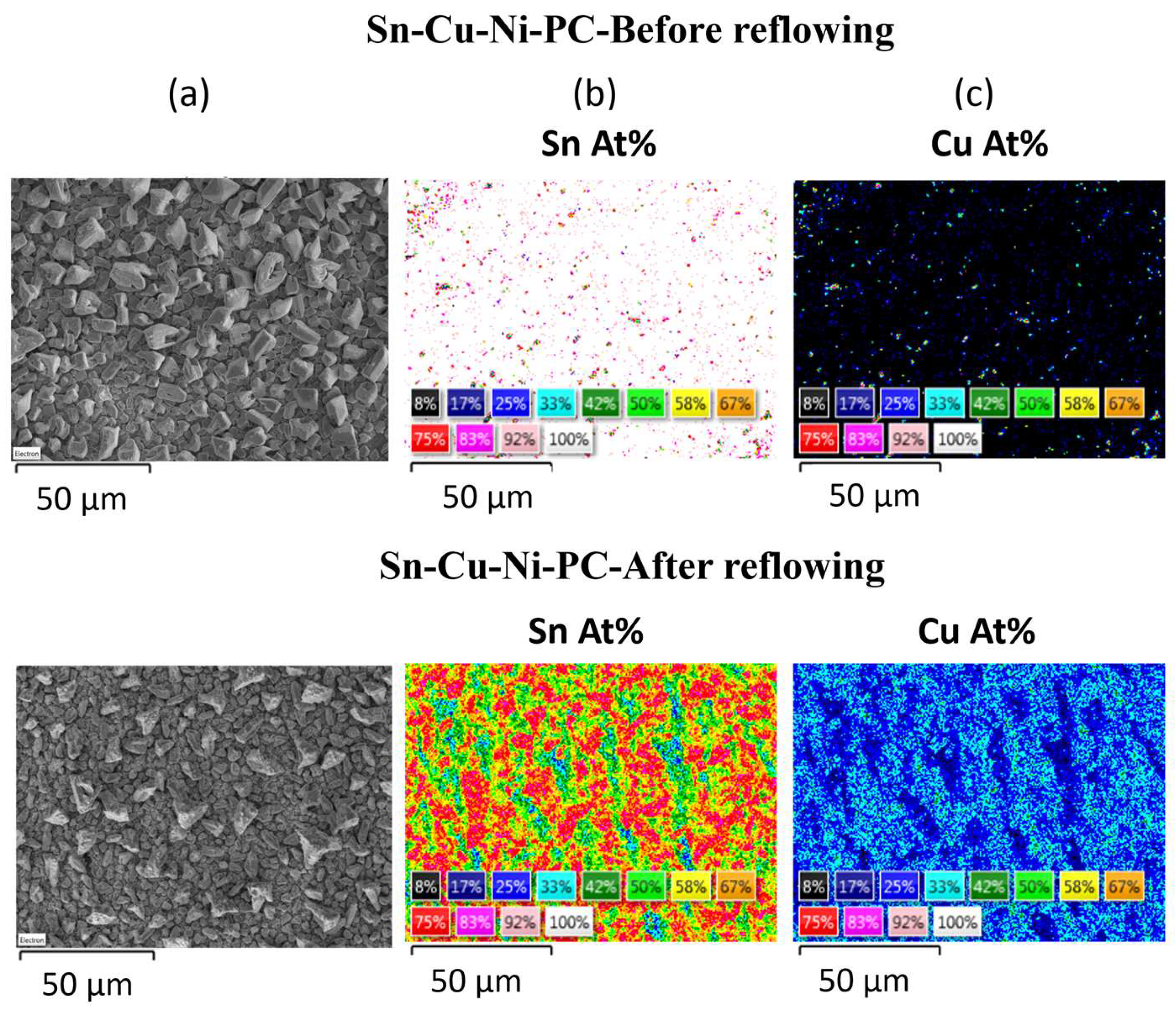
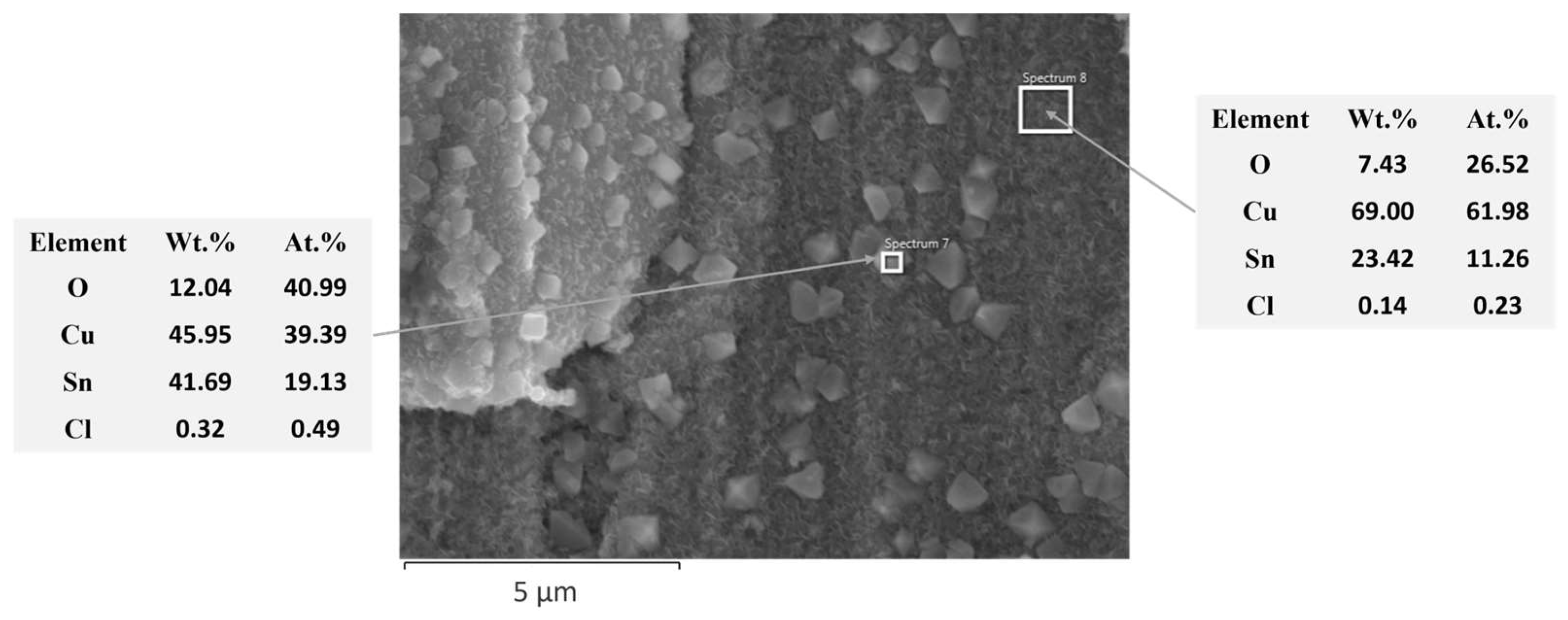
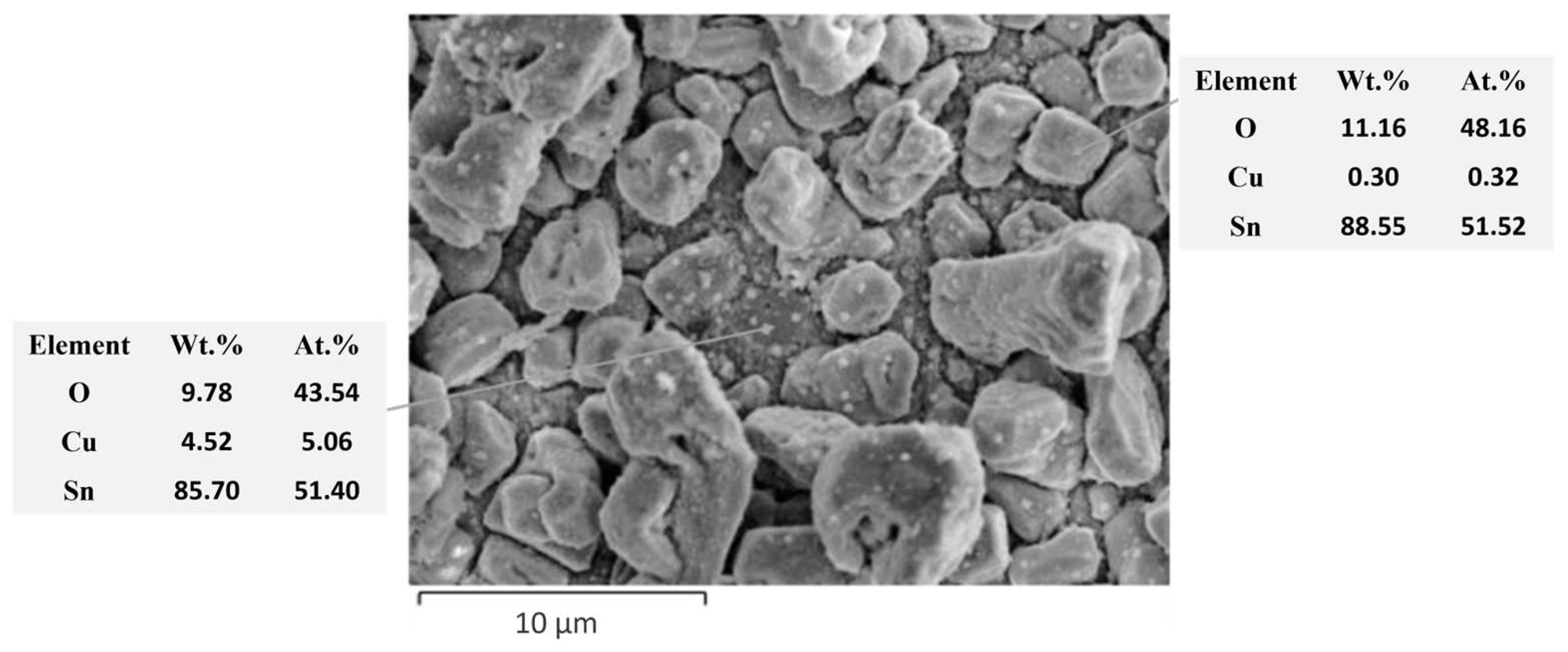
- A change in the alloy’s composition occurred. Prior to reflowing, the grains consisted mainly of Sn for both systems. The Sn-Cu-Ni-PC specimen exhibited narrow gaps among its grains, whereas the Sn-Cu-Ni-DC one displayed larger grain morphology with an exposed Cu substrate spaces. Following reflow, Cu from the substrate diffused into the grains, and Sn from the grains diffused both between the grains and onto the substrate. The Sn-Cu-Ni-PC system has become non-uniform in composition, with certain regions showing elevated concentrations of tin, while others show markedly lower tin concentrations.
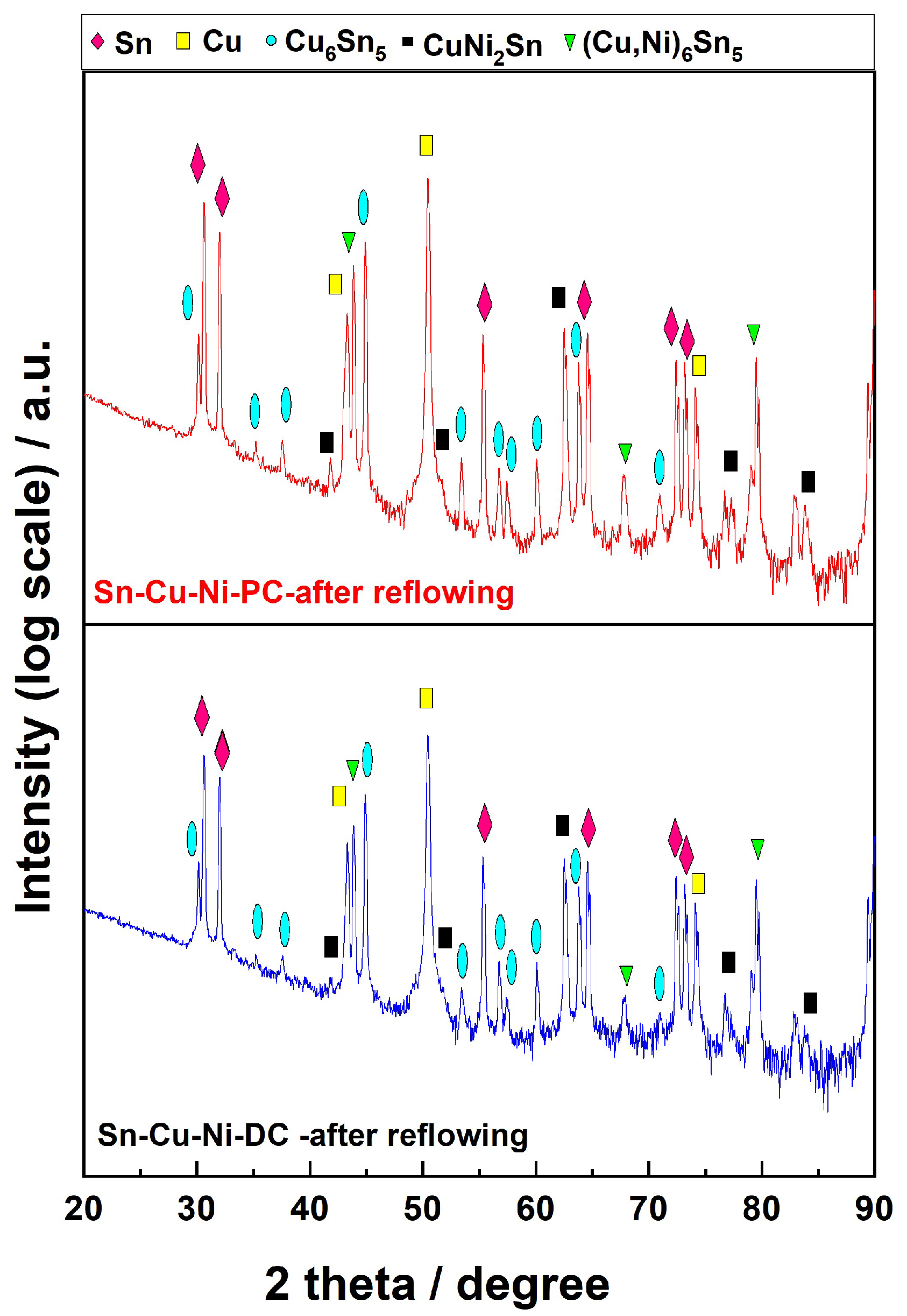
- The XRD analysis showed the formation of more intermetallic after reflowing. Comparing both systems, the sample obtained under PC exhibits higher intensity in the peaks associated with intermetallic phases.
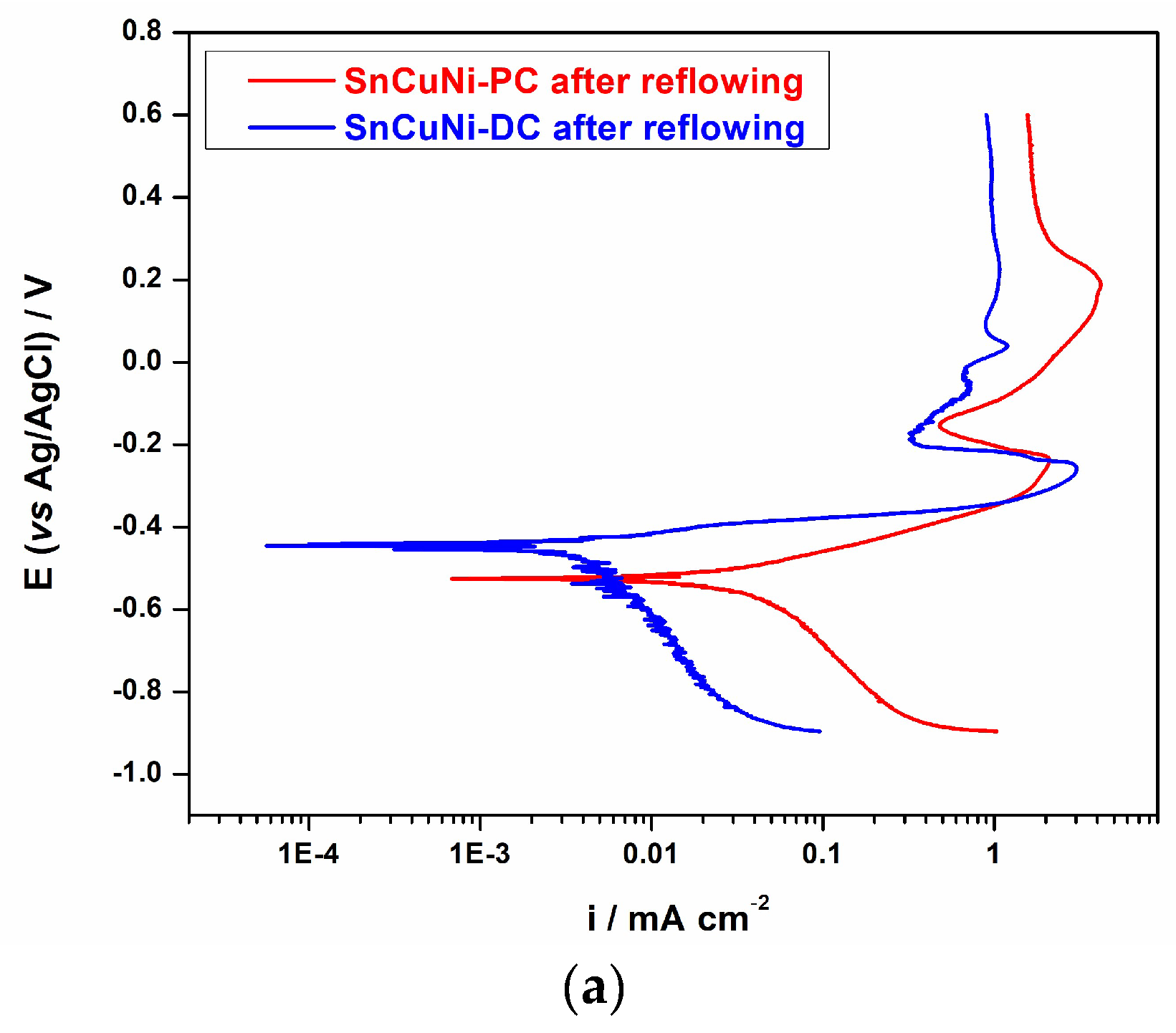
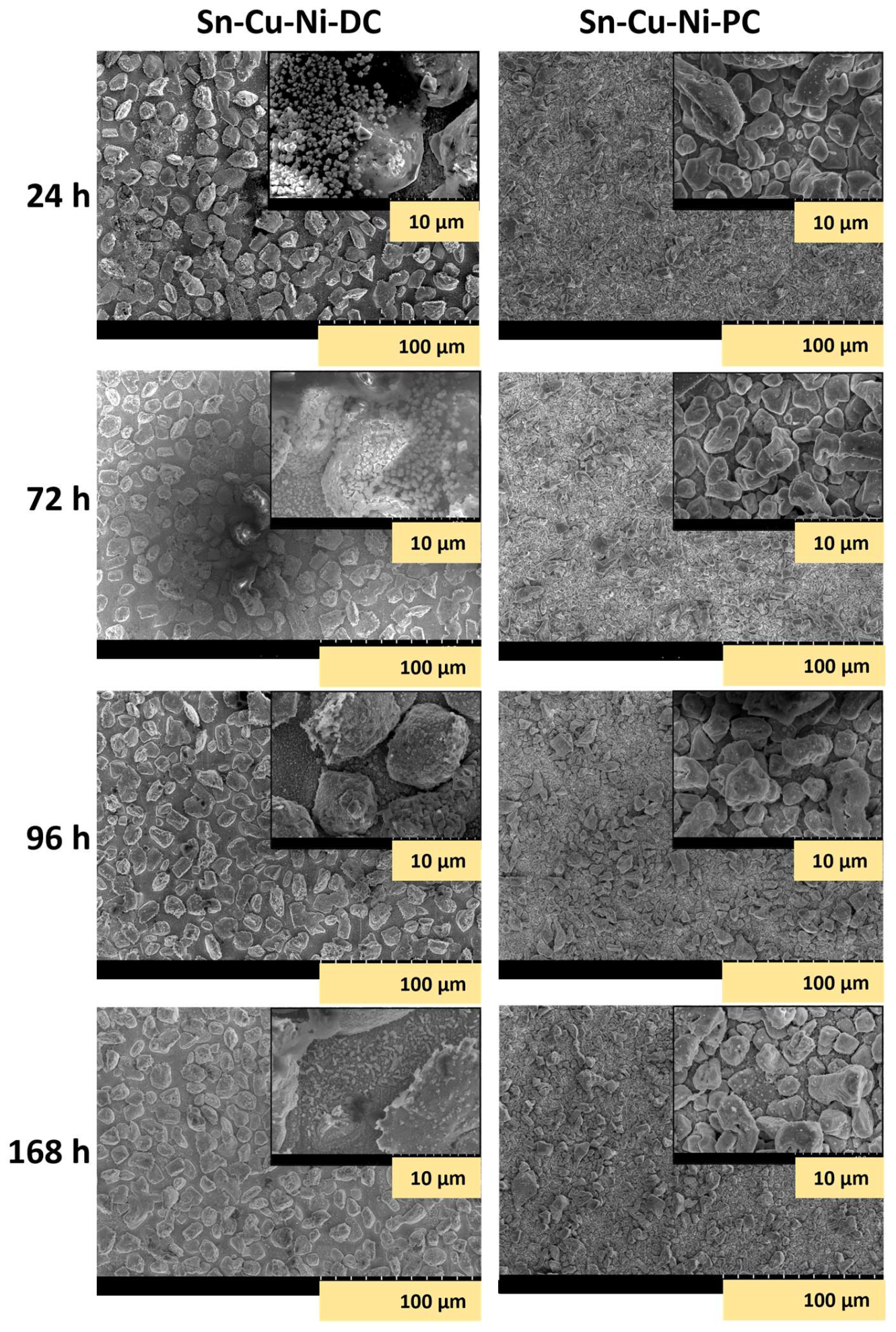
- The corrosion performance after reflowing was investigated via potentiodynamic polarization and EIS spectroscopy in a 0.5 M NaCl solution. Prior to reflowing, the Sn-Cu-Ni-PC system exhibited improved anti-corrosive properties with lower corrosion current density. However, after reflowing, the opposite effect was observed, as Sn-Cu-Ni-DC presented more electropositive corrosion potential and lower current density. The changes in the anti-corrosive properties could be associated with the modification of the alloy’s composition. The SEM analysis during continuous immersion in 0.1 M NaCl solution for 168 h revealed that the Sn-Cu-Ni-DC system formed Sn-based corrosion products with crystal shapes and spongy plates after 24 h of immersion, while the Sn-Cu-Ni-PC system presented corrosion products on its surface only after 96 h of immersion. Since Sn diffuses from the grains, in the DC system, the space between the grains is covered with Sn. Upon exposure to the aggressive environment, in that region, we observed the formation of a passive film with a spongy plate morphology that protects the substrate from the chloride ions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hirsch, S.; Rosenstein, C. Tin, Lead, and Tin-Lead Plating. Met. Finish. 2001, 99, 305–319. [Google Scholar] [CrossRef]
- Brenner, A. Electrodeposition of Alloys: Principles and Practice; Academic Press Inc.: New York, NY, USA, 1963; Volumes I,II. [Google Scholar]
- Cheng, S.; Huang, C.M.; Pecht, M. A Review of Lead-Free Solders for Electronics Applications. Microelectron. Reliab. 2017, 75, 77–95. [Google Scholar] [CrossRef]
- Directive 2002/95/EC of the European Parliament and of the Council of 27 January 2003 on the Restriction of the Use of Certain Hazardous Substances in Electrical and Electronic Equipment. Available online: http://eurlex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2003:037:0019:0023:EN:PDF (accessed on 19 April 2021).
- Qin, Y. Electrodeposition and Characterisation of Lead-Free Solder Alloys for Electronics Interconnection. Ph.D. Thesis, Loughborough University, Loughborough, UK, 2010. [Google Scholar]
- Yang, W.; Du, Z.; Yu, S.; Li, Y.; Feng, J.; Wei, X.; Li, Q.; Zhan, Y. The Effect of Rare Earths Additions on the Microstructure and the Corrosion Behavior of Sn-0.7Cu-0.075Al Solder Alloy. Materials 2019, 12, 3731. [Google Scholar] [CrossRef]
- Goh, Y.; Haseeb, A.S.M.A.; Sabri, M.F.M. Electrodeposition of Lead-Free Solder Alloys. Solder. Surf. Mt. Technol. 2013, 25, 76–90. [Google Scholar] [CrossRef]
- Qin, Y.; Wilcox, G.D.; Liu, C. Electrodeposition and Characterisation of Sn-Ag-Cu Solder Alloys for Flip-Chip Interconnection. Electrochim. Acta 2010, 56, 183–192. [Google Scholar] [CrossRef]
- Osório, W.R.; Peixoto, L.C.; Garcia, L.R.; Mangelinck-Noël, N.; Garcia, A. Microstructure and Mechanical Properties of Sn-Bi, Sn-Ag and Sn-Zn Lead-Free Solder Alloys. J. Alloys Compd. 2013, 572, 97–106. [Google Scholar] [CrossRef]
- Seelig, K.; Neill, T.O.; Pigeon, K.; Maaleckian, M.; Monson, A.; Machado, W.; Industries, H.; Controls, G.; Kingstown, N. Production Testing of Ni-Modified SnCu Solder Paste. In Proceedings of the SMTA International, Fort Worth, TX, USA, 13–17 October 2023; Available online: www.aimsolder.com/es/technical-articles/production-testing-ni-modified-sncu-solder-paste (accessed on 5 December 2023).
- Nogita, K.; Nishimura, T. Nickel-Stabilized Hexagonal (Cu, Ni)6Sn5 in Sn-Cu-Ni Lead-Free Solder Alloys. Scr. Mater. 2008, 59, 191–194. [Google Scholar] [CrossRef]
- Schmetterer, C.; Flandorfer, H.; Luef, C.; Kodentsov, A.; Ipser, H. Cu-Ni-Sn: A Key System for Lead-Free Soldering. J. Electron. Mater. 2009, 38, 10–24. [Google Scholar] [CrossRef]
- Ventura, T.; Gourlay, C.M.; Nogita, K.; Nishimura, T.; Rappaz, M.; Dahle, A.K. The Influence of 0-0.1 Wt.% Ni on the Microstructure and Fluidity Length of Sn-0.7Cu-XNi. J. Electron. Mater. 2008, 37, 32–39. [Google Scholar] [CrossRef]
- Nishikawa, H.; Piao, J.Y.; Takemoto, T. Interfacial Reaction between Sn-0.7Cu(-Ni) Solder and Cu Substrate. J. Electron. Mater. 2006, 35, 1127–1132. [Google Scholar] [CrossRef]
- Guerrero, J.E.C.; Camacho, D.H.; Mokhtari, O.; Nishikawa, H. Corrosion and Leaching Behaviours of Sn-0.7Cu-0.05Ni Lead-Free Solder in 3.5 Wt.% NaCl Solution. Int. J. Corros. 2018, 2018, 6580750. [Google Scholar] [CrossRef]
- Mallik, M.; Mitra, A.; Sengupta, S.; Das, K.; Ghosh, R.N.; Das, S. Effect of Current Density on the Nucleation and Growth of Crystal Facets during Pulse Electrodeposition of Sn-Cu Lead-Free Solder. Cryst. Growth Des. 2014, 14, 6542–6549. [Google Scholar] [CrossRef]
- Nawafune, H. Chapter 4: Basis of Plating. In Lead-Free Soldering in Electronics: Science, Technology and Environmental Impact; Suganuma, K., Ed.; Marcel Dekker Inc.: New York, NY, USA, 2004. [Google Scholar]
- Hrussanova, A.; Krastev, I. Electrodeposition of Silver-Tin Alloys from Pyrophosphate-Cyanide Electrolytes. J. Appl. Electrochem. 2009, 39, 989–994. [Google Scholar] [CrossRef]
- Kazimierczak, H.; Świątek, Z.; Ozga, P. Electrodeposition of Tin-Zinc-Bismuth Alloys from Aqueous Citrate-EDTA Baths. Electrochim. Acta 2020, 338, 135889. [Google Scholar] [CrossRef]
- Chen, J.; Tsai, H.; Wu, P. Galvanostatic Electrodeposition of SnCu 2-4 Ni 1-2 as a Lead-Free Solder. In Proceedings of the International Microsystems Packaging Assembly and Circuits Technology Conference (IMPACT 2010) and International 3D IC Conference, Taipei, Taiwan, 20–22 October 2010; pp. 9–12. [Google Scholar] [CrossRef]
- Yusof, S.M.; Jai, J.; Hashim, M.A.; Ismail, R.; Hadi, A. Surface Morphology Study: Effect of Electrolyte PH on the Electrodeposited Sn-Ag-Cu(SAC) Solder Alloy. Appl. Mech. Mater. 2014, 575, 481–485. [Google Scholar] [CrossRef]
- Smith, E.L.; Abbott, A.P.; Ryder, K.S. Deep Eutectic Solvents (DESs) and Their Applications. Chem. Rev. 2014, 114, 11060–11082. [Google Scholar] [CrossRef]
- Abbott, A.P.; Alhaji, A.I.; Ryder, K.S.; Horne, M.; Rodopoulos, T. Electrodeposition of Copper-Tin Alloys Using Deep Eutectic Solvents. Trans. Inst. Met. Finish. 2016, 94, 104–113. [Google Scholar] [CrossRef]
- Sun, I.W.; Chen, P.Y. Electrodeposition of Alloys. In Electrodeposition from Ionic Liquids, 2nd ed.; Wiley VCH: Weinheim, Germany, 2017; ISBN 9783527336029. [Google Scholar]
- Smith, E.L.; Fullarton, C.; Harris, R.C.; Saleem, S.; Abbott, A.P.; Ryder, K.S. Metal Finishing with Ionic Liquids: Scale-up and Pilot Plants from IONMET Consortium. Trans. Inst. Met. Finish. 2010, 88, 285–291. [Google Scholar] [CrossRef]
- Scoop, M. Scaling-Up of the Aluminium Plating Process from Ionic Liquids-Final Report Summary; 2016, pp. 1–27. Available online: https://cordis.europa.eu/project/id/608698/reporting (accessed on 5 December 2023).
- Shiflett, M.B. Green Chemistry and Sustainable Technology: Commercial Applications of Ionic Liquids; Springer International Publishing: Cham, Switzerland, 2020; ISBN 9783030352448. [Google Scholar]
- Shukri, K. Ionic Liquids; Scionix Ltd.: London, UK, 2009; pp. 2–4. Available online: https://le.ac.uk/-/media/uol/docs/academic-departments/chemistry/facilities-ionic-liquids-demonstrator/ionic-liquids-brochure.pdf (accessed on 5 December 2023).
- Rosoiu, S.P.; Costovici, S.; Moise, C.; Petica, A.; Anicai, L.; Visan, T.; Enachescu, M. Electrodeposition of Ternary Sn-Cu-Ni Alloys as Lead-Free Solders Using Deep Eutectic Solvents. Electrochim. Acta 2021, 398, 139339. [Google Scholar] [CrossRef]
- State, S.P.; Costovici, S.; Mousavi, M.; Garcia, Y.G.; Zanella, C.; Cojocaru, A.; Anicai, L.; Visan, T.; Enachescu, M. Electrodeposited Sn-Cu-Ni Alloys as Lead-Free Solders on Copper Substrate Using Deep Eutectic Solvents: The Influence of Electrodeposition Mode on the Morphology, Composition and Corrosion Behaviour. Surf. Coat. Technol. 2023, 477, 130324. [Google Scholar] [CrossRef]
- Rao, S.; Zou, X.; Wang, S.; Shi, T.; Lu, Y.; Ji, L.; Hsu, H.-Y.; Xu, Q.; Lu, X. Electrodeposition of Porous Sn-Ni-Cu Alloy Anode for Lithium-Ion Batteries from Nickel Matte in Deep Eutectic Solvents. J. Electrochem. Soc. 2019, 166, D427–D434. [Google Scholar] [CrossRef]
- El-Daly, A.A.; Hammad, A.E. Enhancement of Creep Resistance and Thermal Behavior of Eutectic Sn-Cu Lead-Free Solder Alloy by Ag and In-Additions. Mater. Des. 2012, 40, 292–298. [Google Scholar] [CrossRef]
- El-Daly, A.; Eladly, S.A.; Mohamed, A.; Elmosalami, T.A.; Dawood, M.S. Improvement of Strength-Ductility Trade-off in a Sn–0.7Cu–0.2Ni Lead-Free Solder Alloys through Al-Microalloying. J. Mater. Sci. Mater. Electron. 2020, 31, 8649–8661. [Google Scholar] [CrossRef]
- Gharaibeh, A.; Felhősi, I.; Keresztes, Z.; Harsányi, G.; Medgyes, B.; Illés, B. Electrochemical Corrosion of Sac Alloys: A Review. Metals 2020, 10, 1276. [Google Scholar] [CrossRef]
- Lao, X.D.; Cheng, C.Q.; Min, X.H.; Zhao, J.; Zhou, D.Y.; Wang, L.H.; Li, X.G. Corrosion and Leaching Behaviors of Sn-Based Alloy in Simulated Soil Solutions. Trans. Nonferrous Met. Soc. China 2016, 26, 581–588. [Google Scholar] [CrossRef]
- Osório, W.R.; Freitas, E.S.; Spinelli, J.E.; Garcia, A. Electrochemical Behavior of a Lead-Free Sn-Cu Solder Alloy in NaCl Solution. Corros. Sci. 2014, 80, 71–81. [Google Scholar] [CrossRef]
- Freitas, E.S.; Osório, W.R.; Spinelli, J.E.; Garcia, A. Mechanical and Corrosion Resistances of a Sn-0.7 Wt.%Cu Lead-Free Solder Alloy. Microelectron. Reliab. 2014, 54, 1392–1400. [Google Scholar] [CrossRef]
- Farina, S.; Morando, C. Comparative Corrosion Behaviour of Different Sn-Based Solder Alloys. J. Mater. Sci. Mater. Electron. 2015, 26, 464–471. [Google Scholar] [CrossRef]
- Wang, M.; Wang, J.; Ke, W. Effect of Microstructure and Ag3Sn Intermetallic Compounds on Corrosion Behavior of Sn–3.0Ag–0.5Cu Lead-Free Solder. J. Mater. Sci. Mater. Electron. 2014, 25, 5269–5276. [Google Scholar] [CrossRef]
- Wang, M.; Wang, J.; Ke, W. Corrosion Behavior of Sn-3.0Ag-0.5Cu Lead-Free Solder Joints. Microelectron. Reliab. 2017, 73, 69–75. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| System Type | On- and Off-Time Duration of the Pulse | Frequency (Hz) | Duty Cycle (%) | Current Density (mA/cm2) |
|---|---|---|---|---|
| Sn-Cu-Ni-DC | - | - | - | 8 |
| Sn-Cu-Ni-PC | Ton = 100 ms Toff = 500 ms | 1.67 | 16.7 | 8 |
| Parameter | System | |
|---|---|---|
| Sn-Cu-Ni-DC after Reflowing | Sn-Cu-Ni-PC after Reflowing | |
| Rsol/Ω cm2 | 46.5 | 44.8 |
| RCT/Ω cm2 | 124.9 | 87.2 |
| Cdl (CPE 1)/µF cm−2 | 195.8 | 201.9 |
| n(CPE 1) | 0.65 | 0.58 |
| RF/Ω cm2 | 1213.4 | 1011.2 |
| CF (CPE 2)/µF cm−2 | 18.1 | 715.8 |
| n(CPE 2) | 0.77 | 0.69 |
| χ2 | 4.32 × 10−3 | 4.91 × 10−3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
State, S.P.; Costovici, S.; Enachescu, M.; Visan, T.; Anicai, L. The Influence of Reflowing Process on Electrodeposited Sn-Cu-Ni Lead-Free Solder Alloy. Materials 2024, 17, 1034. https://doi.org/10.3390/ma17051034
State SP, Costovici S, Enachescu M, Visan T, Anicai L. The Influence of Reflowing Process on Electrodeposited Sn-Cu-Ni Lead-Free Solder Alloy. Materials. 2024; 17(5):1034. https://doi.org/10.3390/ma17051034
Chicago/Turabian StyleState (Rosoiu), Sabrina Patricia, Stefania Costovici, Marius Enachescu, Teodor Visan, and Liana Anicai. 2024. "The Influence of Reflowing Process on Electrodeposited Sn-Cu-Ni Lead-Free Solder Alloy" Materials 17, no. 5: 1034. https://doi.org/10.3390/ma17051034