
Electro-Mechanical Characterisation and Damage Monitoring by Acoustic Emission of 3D-Printed CB/PLA

 , , and
, , and
Abstract
1. Introduction
2. Materials and Methods
2.1. CB/PLA and 3D-Printed Samples
2.2. Multi-Instrumented Tensile Tests
2.3. Damage Observation
3. Results and Discussion
3.1. Mechanical Properties and Classical Laminate Theory (CLT)
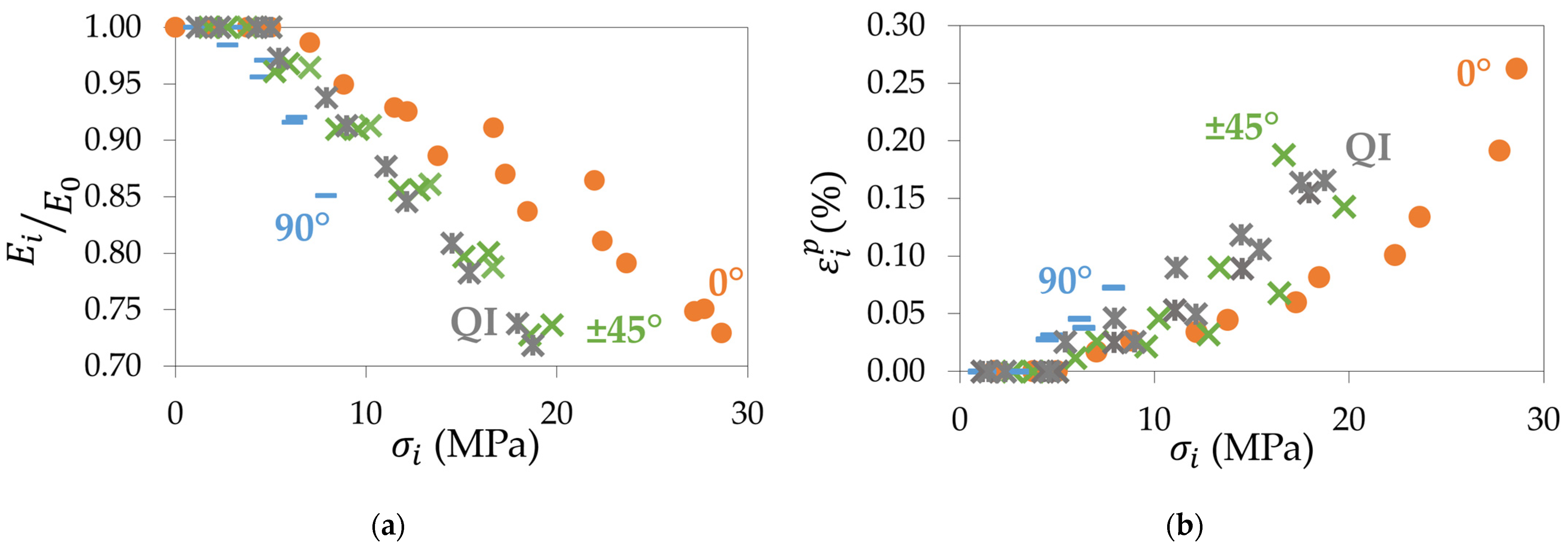
3.2. Repeated Progressive Tensile Loading
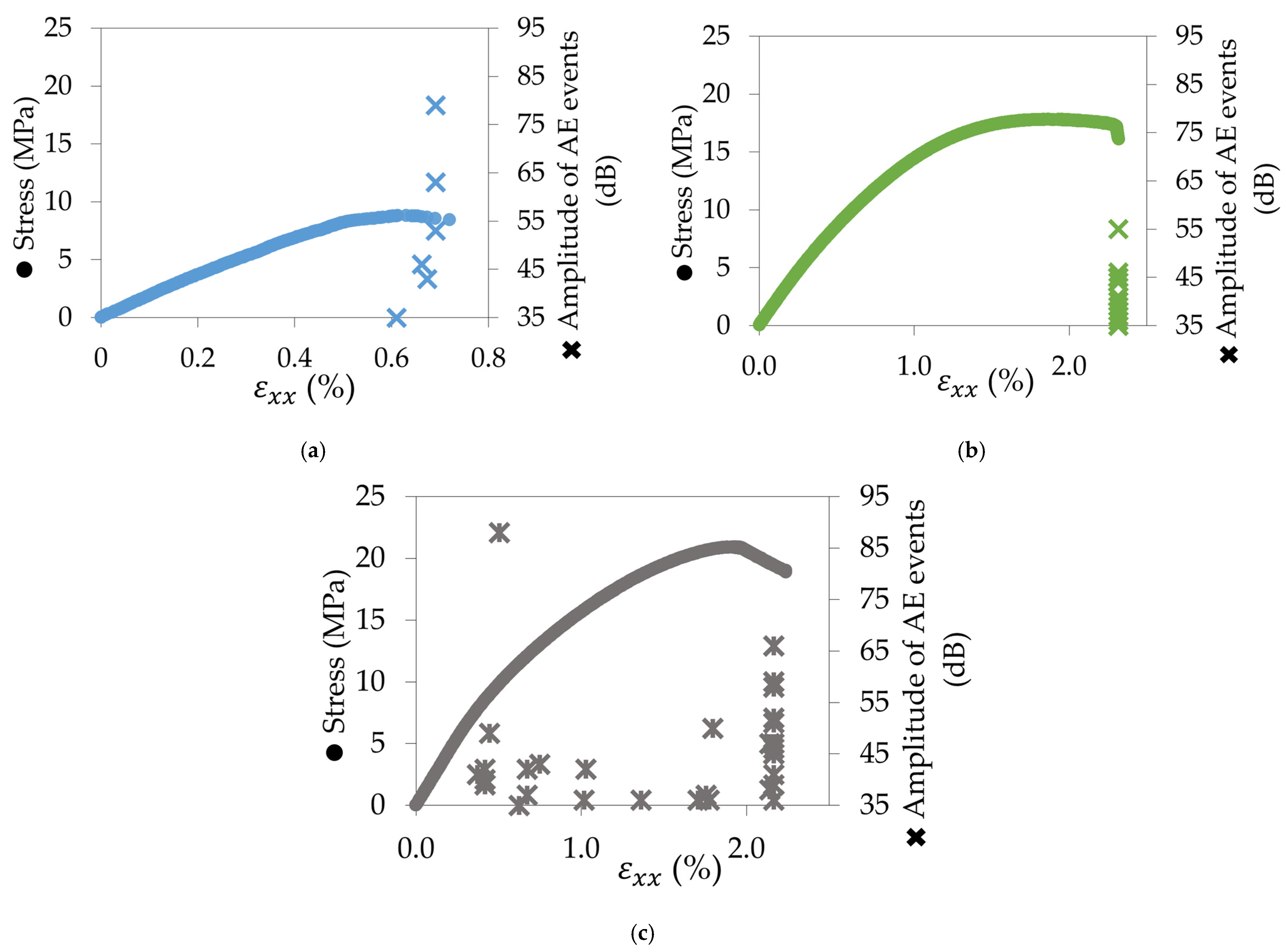
3.3. Damage Monitoring by Acoustic Emission
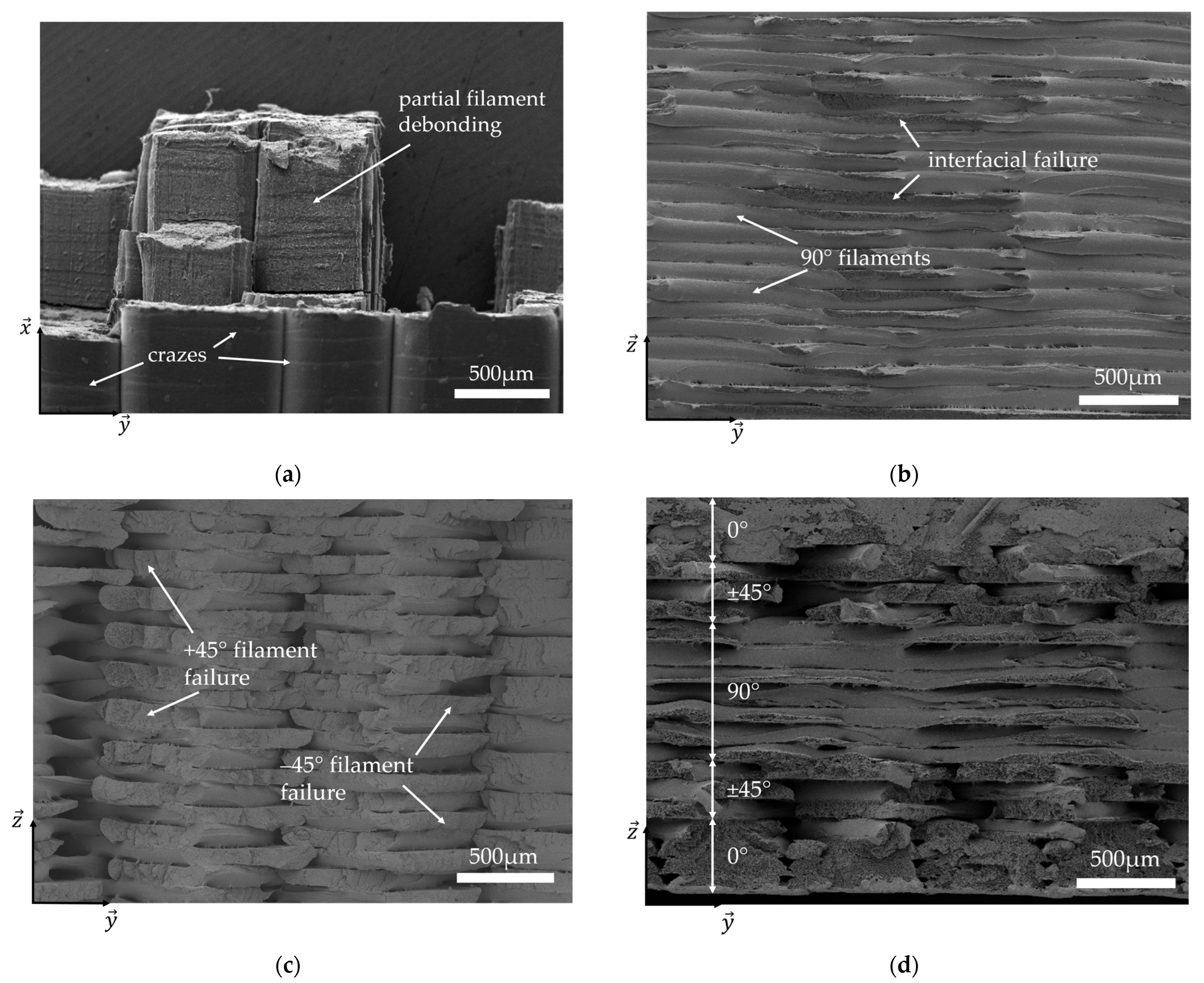
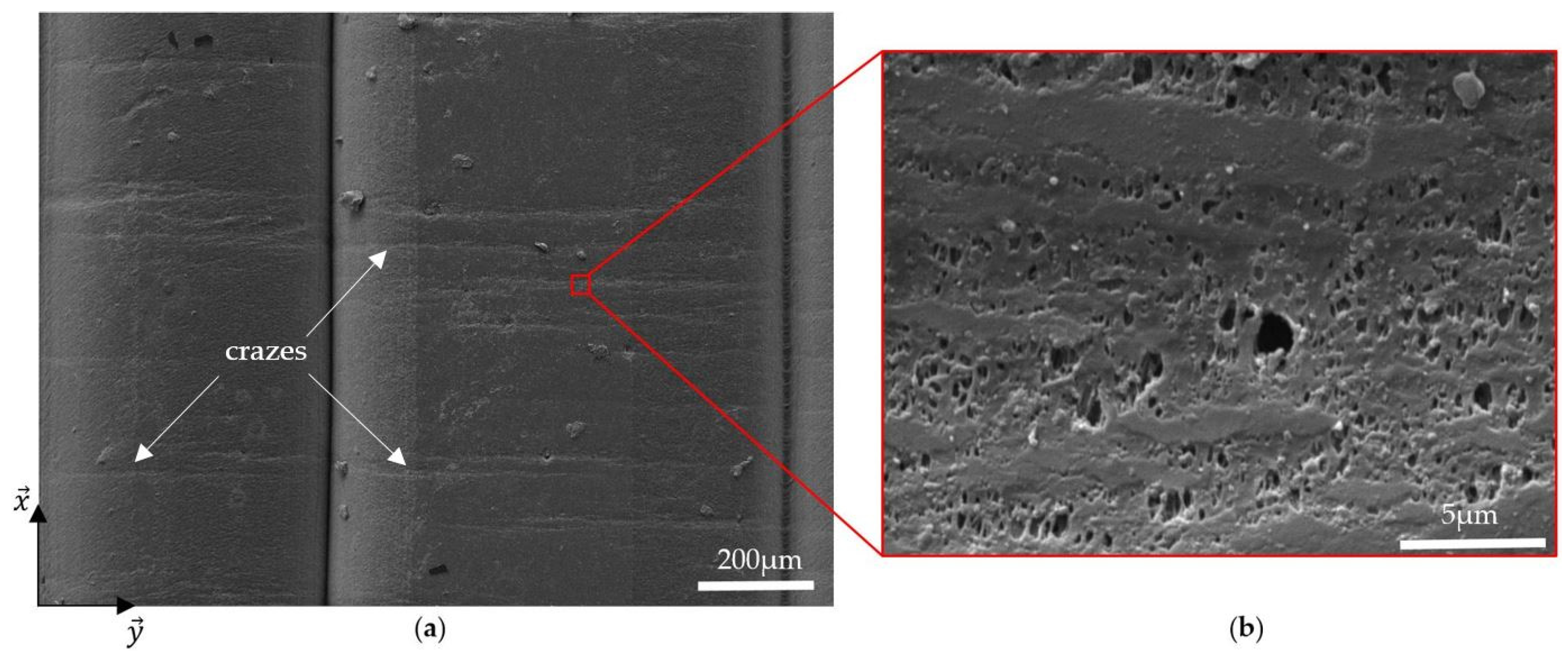
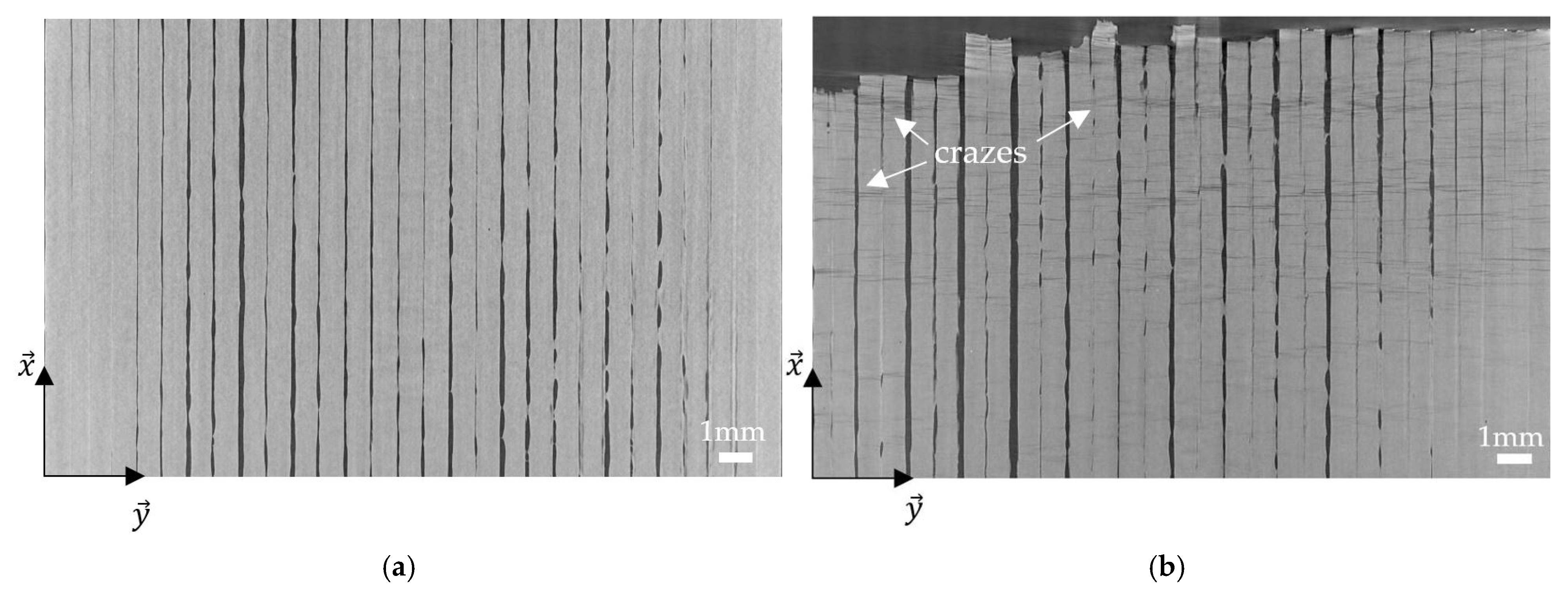
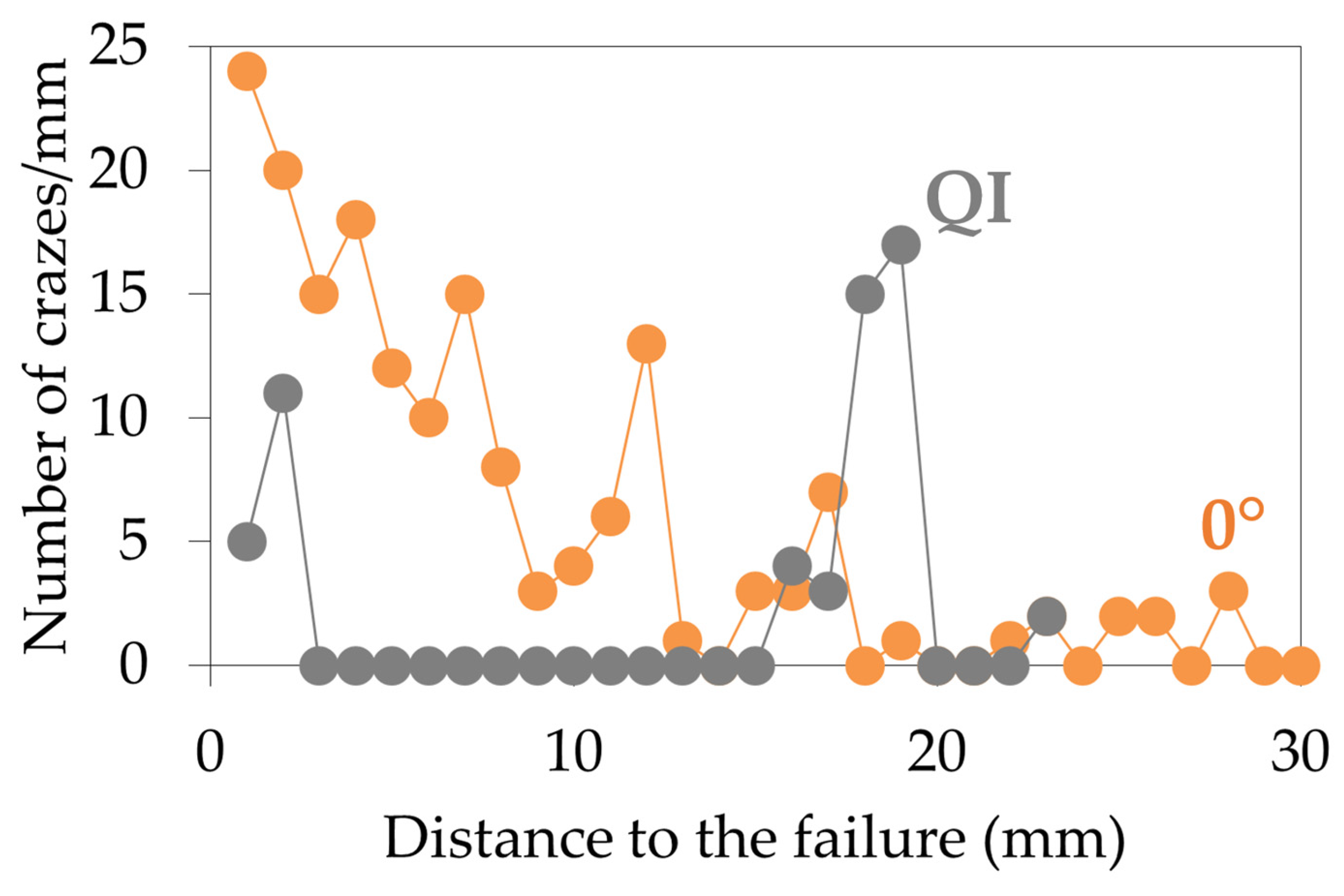
3.4. Fractography
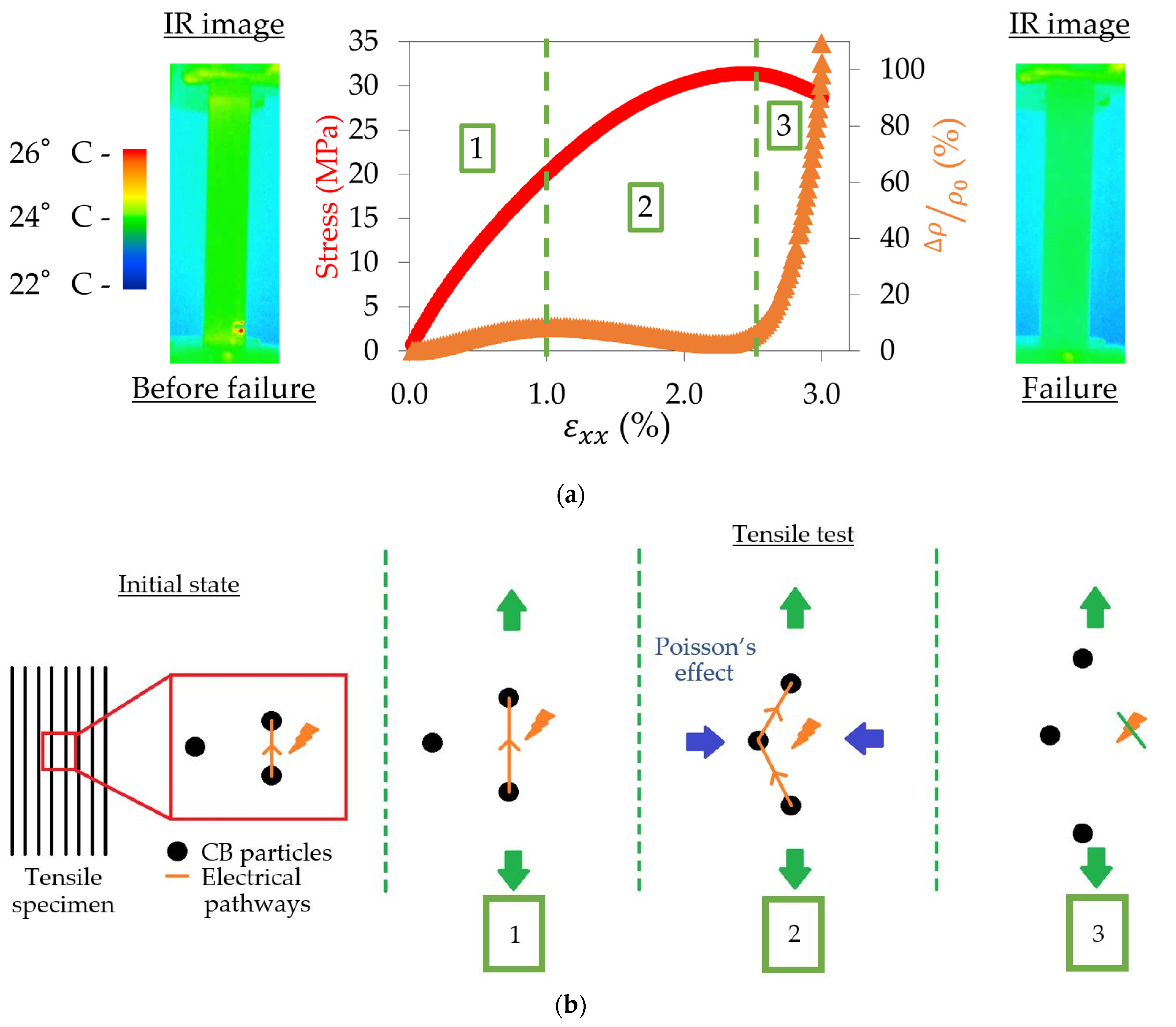
3.5. Evolution of the Electrical Resistivity
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sam-Daliri, O.; Ghabezi, P.; Steinbach, J.; Flanagan, T.; Finnegan, W.; Mitchell, S.; Harrison, N. Experimental study on mechanical properties of material extrusion additive manufactured parts from recycled glass fibre-reinforced polypropylene composite. Compos. Sci. Technol. 2023, 241, 110125. [Google Scholar] [CrossRef]
- Ehrmann, G.; Ehrmann, A. 3D printing of shape memory polymers. J. Appl. Polym. Sci. 2021, 138, 50847. [Google Scholar] [CrossRef]
- Valvez, S.; Reis, P.N.B.; Susmel, L.; Berto, F. Fused Filament Fabrication-4D-Printed Shape Memory Polymers: A Review. Polymers 2021, 13, 5. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Demir, K.G.; Gu, G.X. Developments in 4D-printing: A review on current smart materials, technologies, and applications. Int. J. Smart Nano Mater. 2019, 10, 205–224. [Google Scholar] [CrossRef]
- Ryan, K.R.; Down, M.P.; Banks, C.E. Future of additive manufacturing: Overview of 4D and 3D printed smart and advanced materials and their applications. Chem. Eng. J. 2021, 403, 126162. [Google Scholar] [CrossRef]
- Kausar, A.; Taherian, R. Electrical Conductivity Behavior of Polymer Nanocomposite with Carbon Nanofillers. In Electrical Conductivity in Polymer-Based Composites: Experiments, Modelling and Applications; Elsevier: Amsterdam, The Netherlands, 2019; pp. 41–72. [Google Scholar] [CrossRef]
- Kumar Mishra, P.; Senthil, P. Prediction of in-plane stiffness of multi-material 3D printed laminate parts fabricated by FDM process using CLT and its mechanical behaviour under tensile load. Mater. Today Commun. 2020, 23, 100955. [Google Scholar] [CrossRef]
- Beniak, J.; Šooš, Ľ.; Križan, P.; Matúš, M.; Ruprich, V. Resistance and Strength of Conductive PLA Processed by FDM Additive Manufacturing. Polymers 2022, 14, 678. [Google Scholar] [CrossRef] [PubMed]
- Wischke, C.; Lendlein, A. Shape-Memory Polymers as Drug Carriers—A Multifunctional System. Pharm. Res. 2010, 27, 527–529. [Google Scholar] [CrossRef]
- Orellana, J.; Moreno-Villoslada, I.; Bose, R.K.; Picchioni, F.; Flores, M.E.; Araya-Hermosilla, R. Self-Healing Polymer Nanocomposite Materials by Joule Effect. Polymers 2021, 13, 649. [Google Scholar] [CrossRef]
- Zolfagharian, A.; Kaynak, A.; Kouzani, A. Closed-loop 4D-printed soft robots. Mater. Des. 2020, 188, 108411. [Google Scholar] [CrossRef]
- Zolfagharian, A.; Lakhi, M.; Ranjbar, S.; Tadesse, Y.; Bodaghi, M. 3D printing non-assembly compliant joints for soft robotics. Results Eng. 2022, 15, 100558. [Google Scholar] [CrossRef]
- Dezaki, M.L.; Bodaghi, M.; Serjouei, A.; Afazov, S.; Zolfagharian, A. Adaptive reversible composite-based shape memory alloy soft actuators. Sens. Actuators Phys. 2022, 345, 113779. [Google Scholar] [CrossRef]
- Mitchell, A.; Lafont, U.; Hołyńska, M.; Semprimoschnig, C. Additive manufacturing—A review of 4D printing and future applications. Addit. Manuf. 2018, 24, 606–626. [Google Scholar] [CrossRef]
- Singh, T.; Kumar, S.; Sehgal, S. 3D printing of engineering materials: A state of the art review. Mater. Today Proc. 2020, 28, 1927–1931. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Kafle, A.; Luis, E.; Silwal, R.; Pan, H.M.; Shrestha, P.L.; Bastola, A.K. 3D/4D Printing of Polymers: Fused Deposition Modelling (FDM), Selective Laser Sintering (SLS), and Stereolithography (SLA). Polymers 2021, 13, 18. [Google Scholar] [CrossRef]
- Delbart, R.; Papasavvas, A.; Robert, C.; Hoang, T.Q.T.; Martinez-Hergueta, F. An experimental and numerical study of the mechanical response of 3D printed PLA/CB polymers. Compos. Struct. 2023, 319, 117156. [Google Scholar] [CrossRef]
- Dong, X.; Zhang, F.; Wang, L.; Liu, Y.; Leng, J. 4D printing of electroactive shape-changing composite structures and their programmable behaviors. Compos. Part Appl. Sci. Manuf. 2022, 157, 106925. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, W.; Zhang, F.; Leng, J.; Pei, S.; Wang, L.; Jia, X.; Cotton, C.; Sun, B.; Chou, T.-W. Microstructural design for enhanced shape memory behavior of 4D printed composites based on carbon nanotube/polylactic acid filament. Compos. Sci. Technol. 2019, 181, 107692. [Google Scholar] [CrossRef]
- Roumy, L.; Touchard, F.; Marchand, D.; Hoang, T.Q.T.; Martinez-Hergueta, F. Durability of Joule effect of 3D printed carbon black/polylactic acid: Electrical cyclic tests and analytical modelling. Int. J. Fatigue 2023, 173, 107677. [Google Scholar] [CrossRef]
- Robin, D.; Thomas, N.; Laurane, R.; Carlos, F.T.J.; Colin, R.; Quynh, T.H.T.; Francisca, M.H. Multiscale characterisation of the electrical response of 3d printed carbon black polylactic acid. J. Mater. Sci. 2023, 58, 13118–13135. [Google Scholar] [CrossRef]
- Tirado-Garcia, I.; Garcia-Gonzalez, D.; Garzon-Hernandez, S.; Rusinek, A.; Robles, G.; Martinez-Tarifa, J.; Arias, A. Conductive 3D printed PLA composites: On the interplay of mechanical, electrical and thermal behaviours. Compos. Struct. 2021, 265, 113744. [Google Scholar] [CrossRef]
- Crespo-Miguel, J.; Garcia-Gonzalez, D.; Robles, G.; Hossain, M.; Martinez-Tarifa, J.M.; Arias, A. Thermo-electro-mechanical aging and degradation of conductive 3D printed PLA/CB composite. Compos. Struct. 2023, 316, 116992. [Google Scholar] [CrossRef]
- Lupone, F.; Padovano, E.; Venezia, C.; Badini, C. Experimental Characterization and Modeling of 3D Printed Continuous Carbon Fibers Composites with Different Fiber Orientation Produced by FFF Process. Polymers 2022, 14, 426. [Google Scholar] [CrossRef] [PubMed]
- Choi, J.Y.; Kortschot, M.T. Stiffness prediction of 3D printed fiber-reinforced thermoplastic composites. Rapid Prototyp. J. 2019, 26, 549–555. [Google Scholar] [CrossRef]
- Malagutti, L.; Mazzanti, V.; Mollica, F. Tensile properties of FDM 3D-printed wood flour filled polymers and mathematical modeling through classical lamination theory. Rapid Prototyp. J. 2022, 28, 1834–1842. [Google Scholar] [CrossRef]
- Doshi, S.M.; Lyness, T.B.; Thostenson, E.T. Damage monitoring of adhesively bonded composite-metal hybrid joints using carbon nanotube-based sensing layer. Nanocomposites 2020, 6, 12–21. [Google Scholar] [CrossRef]
- Karthik, M.K.; Kumar, C.S. A Comprehensive Review on Damage Characterization in Polymer Composite Laminates Using Acoustic Emission Monitoring. Russ. J. Nondestruct. Test. 2022, 58, 705–721. [Google Scholar] [CrossRef]
- Ríos-Soberanis, C.R. Acoustic Emission Technique, an Overview as a Characterization Tool in Materials Science. J. Appl. Res. Technol. 2011, 9, 367–379. [Google Scholar] [CrossRef]
- Ghadarah, N.; Ayre, D. A Review on Acoustic Emission Testing for Structural Health Monitoring of Polymer-Based Composites. Sensors 2023, 23, 6945. [Google Scholar] [CrossRef]
- De Rosa, I.M.; Santulli, C.; Sarasini, F. Acoustic emission for monitoring the mechanical behaviour of natural fibre composites: A literature review. Compos. Part Appl. Sci. Manuf. 2009, 40, 1456–1469. [Google Scholar] [CrossRef]
- Barile, C.; Casavola, C.; Pappalettera, G.; Kannan, V.P. Application of different acoustic emission descriptors in damage assessment of fiber reinforced plastics: A comprehensive review. Eng. Fract. Mech. 2020, 235, 107083. [Google Scholar] [CrossRef]
- Haggui, M.; El Mahi, A.; Jendli, Z.; Akrout, A.; Haddar, M. Static and fatigue characterization of flax fiber reinforced thermoplastic composites by acoustic emission. Appl. Acoust. 2019, 147, 100–110. [Google Scholar] [CrossRef]
- Liu, J.; Wang, L.; Song, Z.; Zhou, W.; Ma, L. Features of acoustic emission and micro-CT of 3D-printed continuous Kevlar fiber-reinforced composites during progressive damage under flexural load. J. Appl. Polym. Sci. 2022, 139, 52296. [Google Scholar] [CrossRef]
- Pan, Z.; Zhou, W.; Zhang, K.; Ma, L.; Liu, J. Flexural damage and failure behavior of 3D printed continuous fiber composites by complementary nondestructive testing technology. Polym. Compos. 2022, 43, 2864–2877. [Google Scholar] [CrossRef]
- Wu, S.; Shan, Z.; Chen, K.; Wu, X.; Zou, D.; Wang, S.; Xiong, J. Investigation of bending performance of printed continuous carbon fiber reinforced polylactic acid using acoustic emission. Polym. Compos. 2023, 44, 863–872. [Google Scholar] [CrossRef]
- Kesentini, Z.; El Mahi, A.; Rebiere, J.L.; El Guerjouma, R.; Beyaoui, M.; Haddar, M. Static and Fatigue Tensile Behavior and Damage Mechanisms Analysis in Aged Flax Fiber/PLA Composite. Int. J. Appl. Mech. 2022, 14, 2250080. [Google Scholar] [CrossRef]
- Essassi, K.; Rebiere, J.-L.; El Mahi, A.; Souf, M.A.B.; Bouguecha, A.; Haddar, M. Investigation of the Static Behavior and Failure Mechanisms of a 3D Printed Bio-Based Sandwich with Auxetic Core. Int. J. Appl. Mech. 2020, 12, 2050051. [Google Scholar] [CrossRef]
- ASTM D3039/D3039M-00; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2017.
- Hamdi, K.; Aboura, Z.; Harizi, W.; Khellil, K. Structural health monitoring of carbon fiber reinforced matrix by the resistance variation method. J. Compos. Mater. 2020, 54, 3919–3930. [Google Scholar] [CrossRef]
- Gay, D. Matériaux Composites; Editions HERMES: New Castle, PA, USA, 1987. [Google Scholar]
- Rozanski, A.; Galeski, A. Controlling Cavitation of Semicrystalline Polymers during Tensile Drawing. Macromolecules 2011, 44, 7273–7287. [Google Scholar] [CrossRef]
- Voyiadjis, G.Z. (Ed.) Handbook of Damage Mechanics: Nano to Macro Scale for Materials and Structures; Springer International Publishing: Cham, Switzerland, 2022. [Google Scholar] [CrossRef]
- Conway, K.M.; Pataky, G.J. Crazing in additively manufactured acrylonitrile butadiene styrene. Eng. Fract. Mech. 2019, 211, 114–124. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raster Angle | Young’s Modulus (MPa) | Poisson’s Ratio | Maximum Stress (MPa) | Failure Stress (MPa) | Elongation at Break (%) |
|---|---|---|---|---|---|
| 0° | 2542 ± 15 | 0.42 ± 0.03 | 29.6 ± 1.7 | 26.8 ± 2.0 | 3.47 ± 0.39 |
| ±45° | 2108 ± 86 | 0.40 ± 0.03 | 19.6 ± 2.3 | 18.7 ± 2.5 | 2.36 ± 0.15 |
| 90° | 1744 ± 108 | 0.25 ± 0.01 | 8.3 ± 0.9 | 7.8 ± 1.2 | 0.70 ± 0.07 |
| QI | 2187 ± 125 | 0.37 ± 0.05 | 21.8 ± 0.8 | 21.7 ±0.7 | 1.89 ± 0.13 |
| El (MPa) | Et (MPa) | vlt | Glt (MPa) |
|---|---|---|---|
| 2542 | 1744 | 0.42 | 761 |
| Sample | Parameter | CLT Value | Measured Value | Percentage of Difference |
|---|---|---|---|---|
| QI | Ex (MPa) | 2160 | 2187 ± 125 | 1.2% |
| vxy | 0.35 | 0.37 ± 0.05 | 5.4% |
| 0° | 90° | ±45° | QI | |
|---|---|---|---|---|
| Sound wave propagation speed (m/s) | 2560 ± 157 | 1620 ± 115 | 1900 ± 100 | 2760 ± 81 |
| 0° | 90° | ±45° | QI | |
|---|---|---|---|---|
| R0 (ohm) | 355 ± 11 | 683 ± 15 | 457 ± 12 | 389 ± 32 |
| (ohm.mm) | 119 ± 2 | 228 ± 6 | 155 ± 2 | 134 ± 12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Roumy, L.; Truong-Hoang, T.-Q.; Touchard, F.; Robert, C.; Martinez-Hergueta, F. Electro-Mechanical Characterisation and Damage Monitoring by Acoustic Emission of 3D-Printed CB/PLA. Materials 2024, 17, 1047. https://doi.org/10.3390/ma17051047
Roumy L, Truong-Hoang T-Q, Touchard F, Robert C, Martinez-Hergueta F. Electro-Mechanical Characterisation and Damage Monitoring by Acoustic Emission of 3D-Printed CB/PLA. Materials. 2024; 17(5):1047. https://doi.org/10.3390/ma17051047
Chicago/Turabian StyleRoumy, Laurane, Thuy-Quynh Truong-Hoang, Fabienne Touchard, Colin Robert, and Francisca Martinez-Hergueta. 2024. "Electro-Mechanical Characterisation and Damage Monitoring by Acoustic Emission of 3D-Printed CB/PLA" Materials 17, no. 5: 1047. https://doi.org/10.3390/ma17051047
APA StyleRoumy, L., Truong-Hoang, T.-Q., Touchard, F., Robert, C., & Martinez-Hergueta, F. (2024). Electro-Mechanical Characterisation and Damage Monitoring by Acoustic Emission of 3D-Printed CB/PLA. Materials, 17(5), 1047. https://doi.org/10.3390/ma17051047