

Effect of Scanning Strategy on the Manufacturing Quality and Performance of Printed 316L Stainless Steel Using SLM Process
Abstract
:1. Introduction
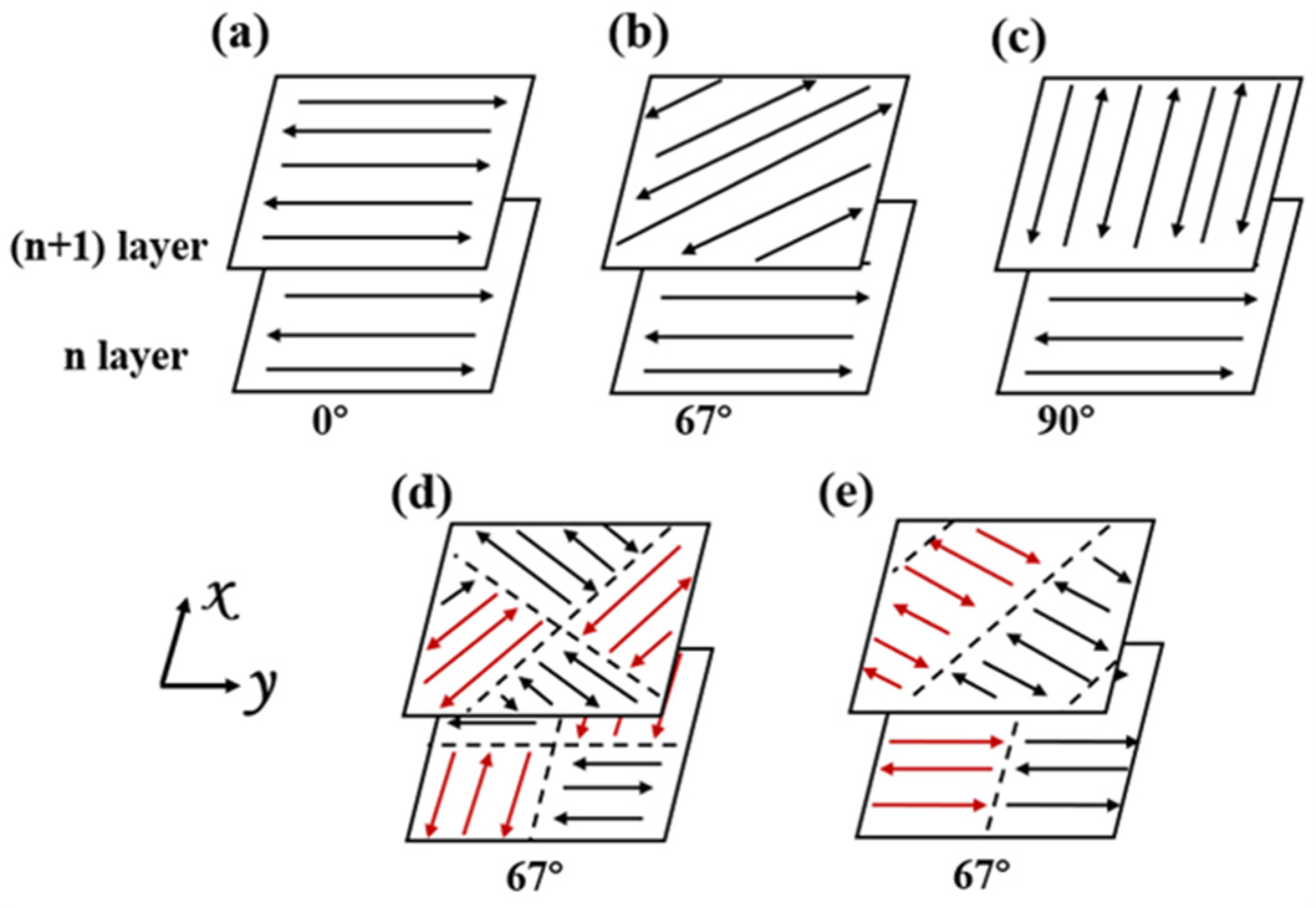
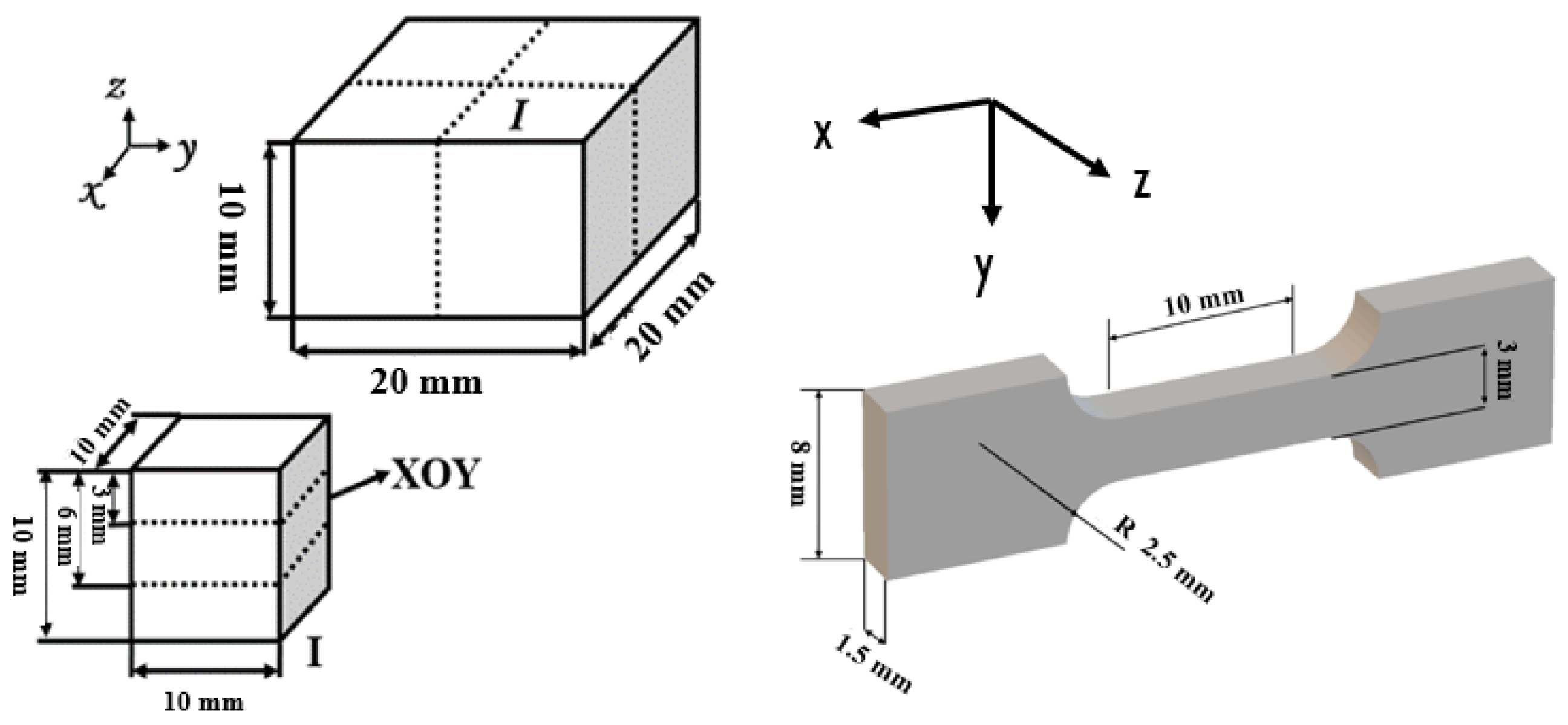
2. Materials and Methods
3. Results and Discussion
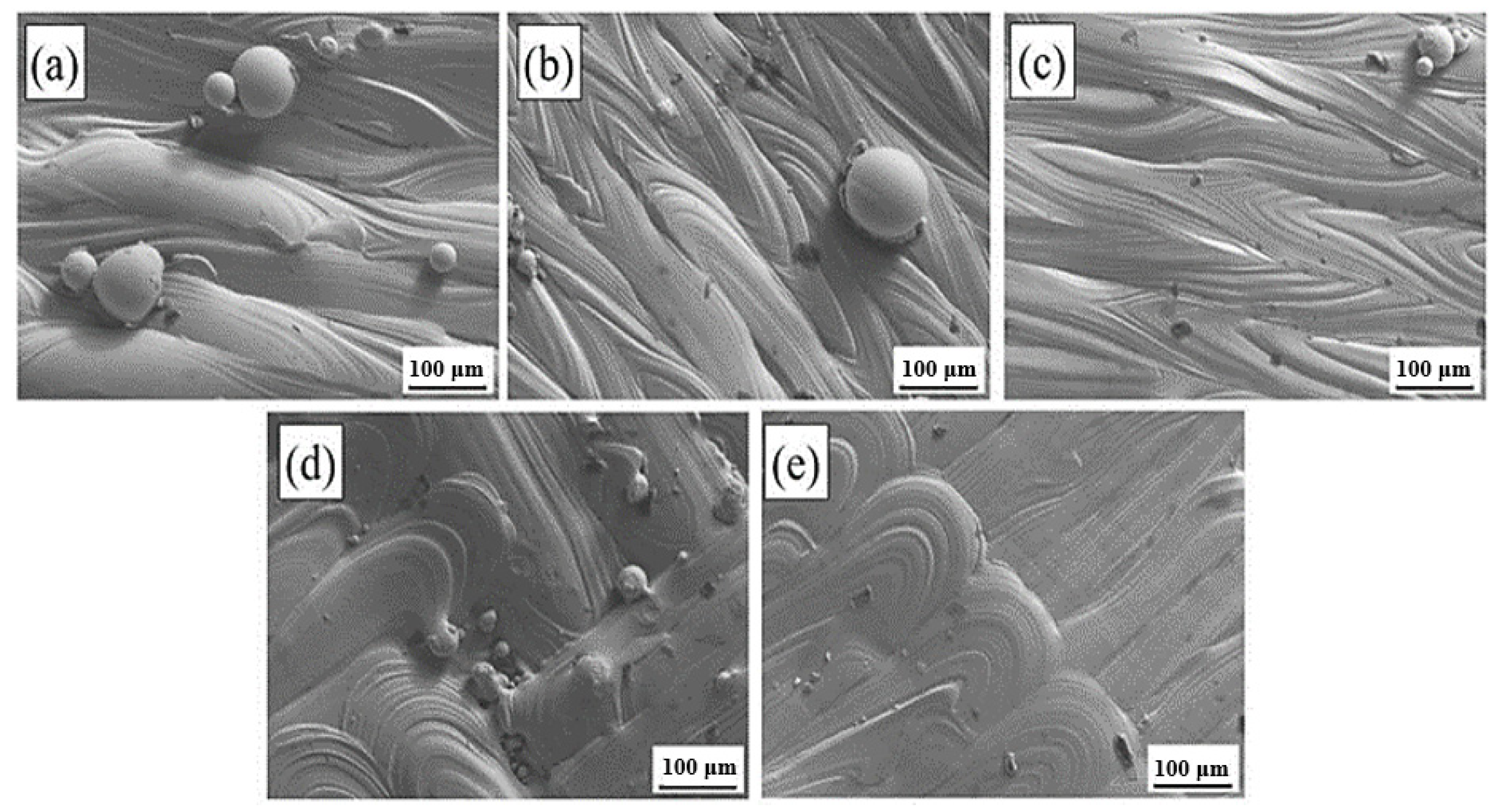
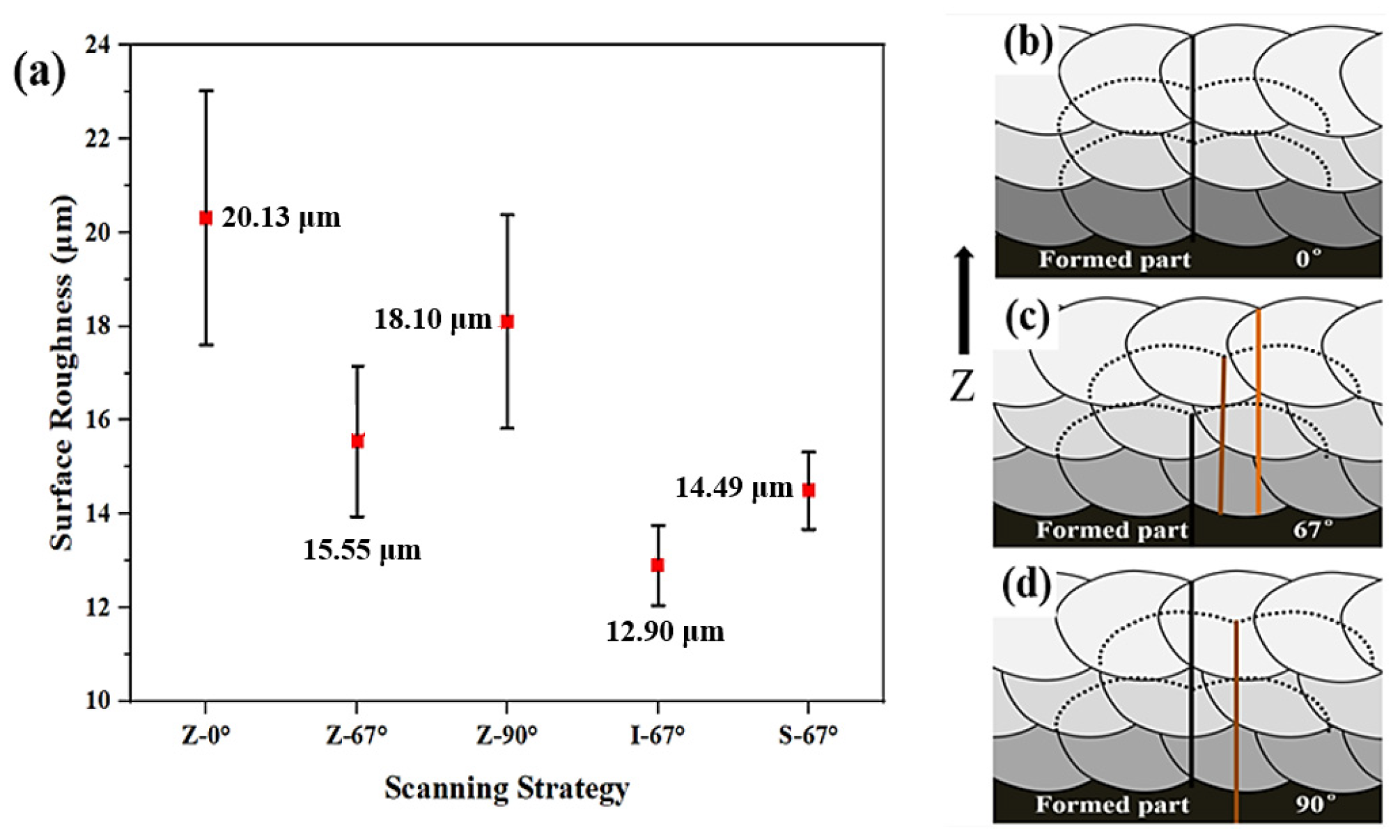
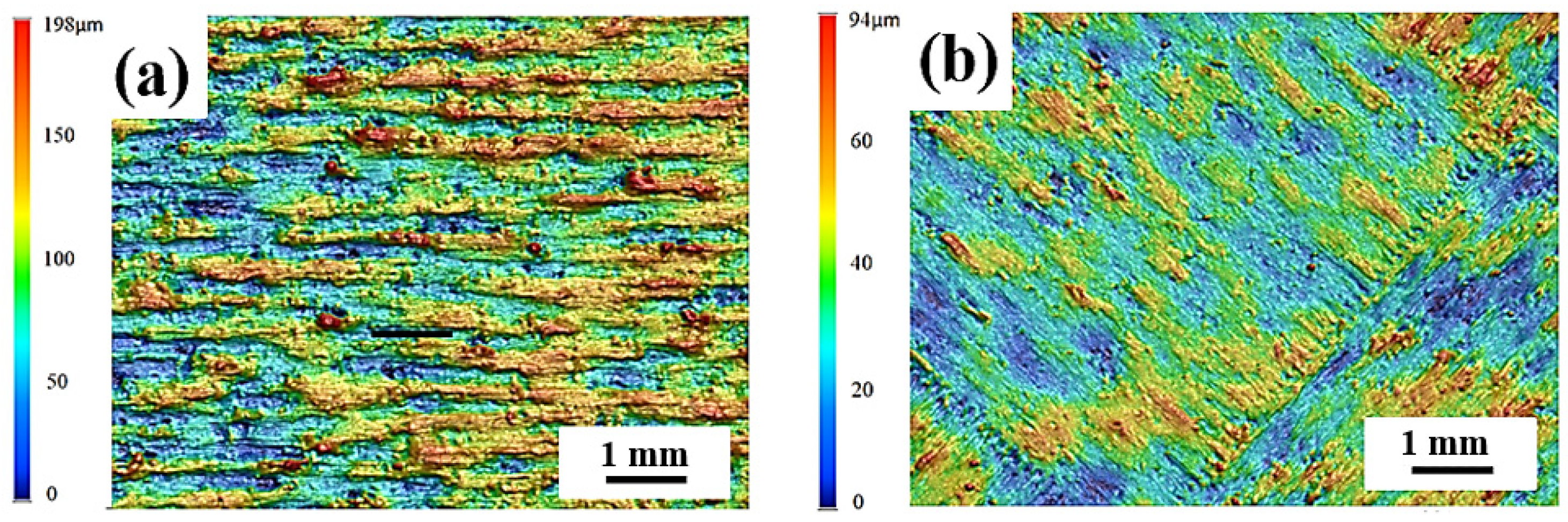
3.1. Surface Topography and Roughness Analysis
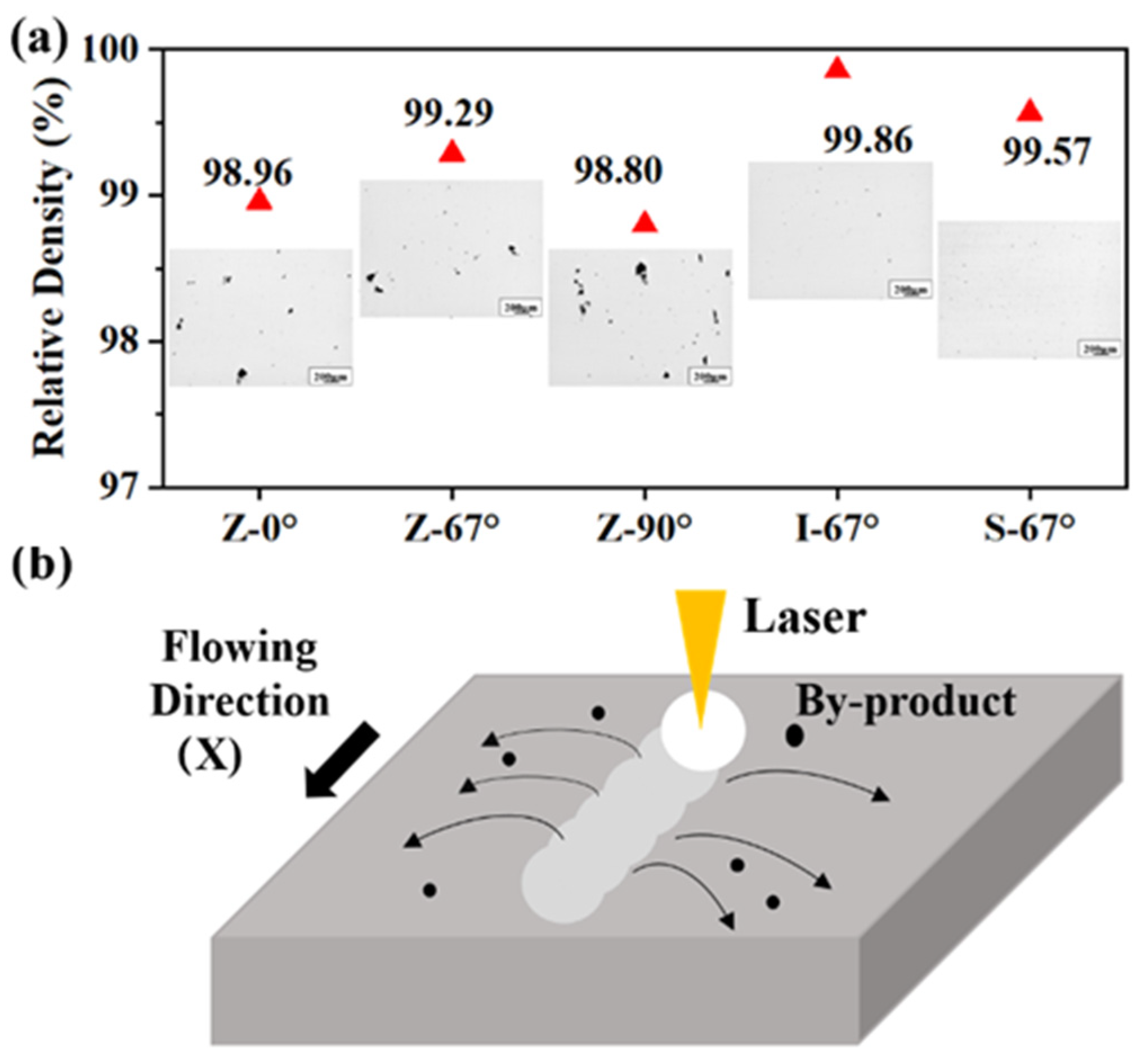
3.2. Density Analysis
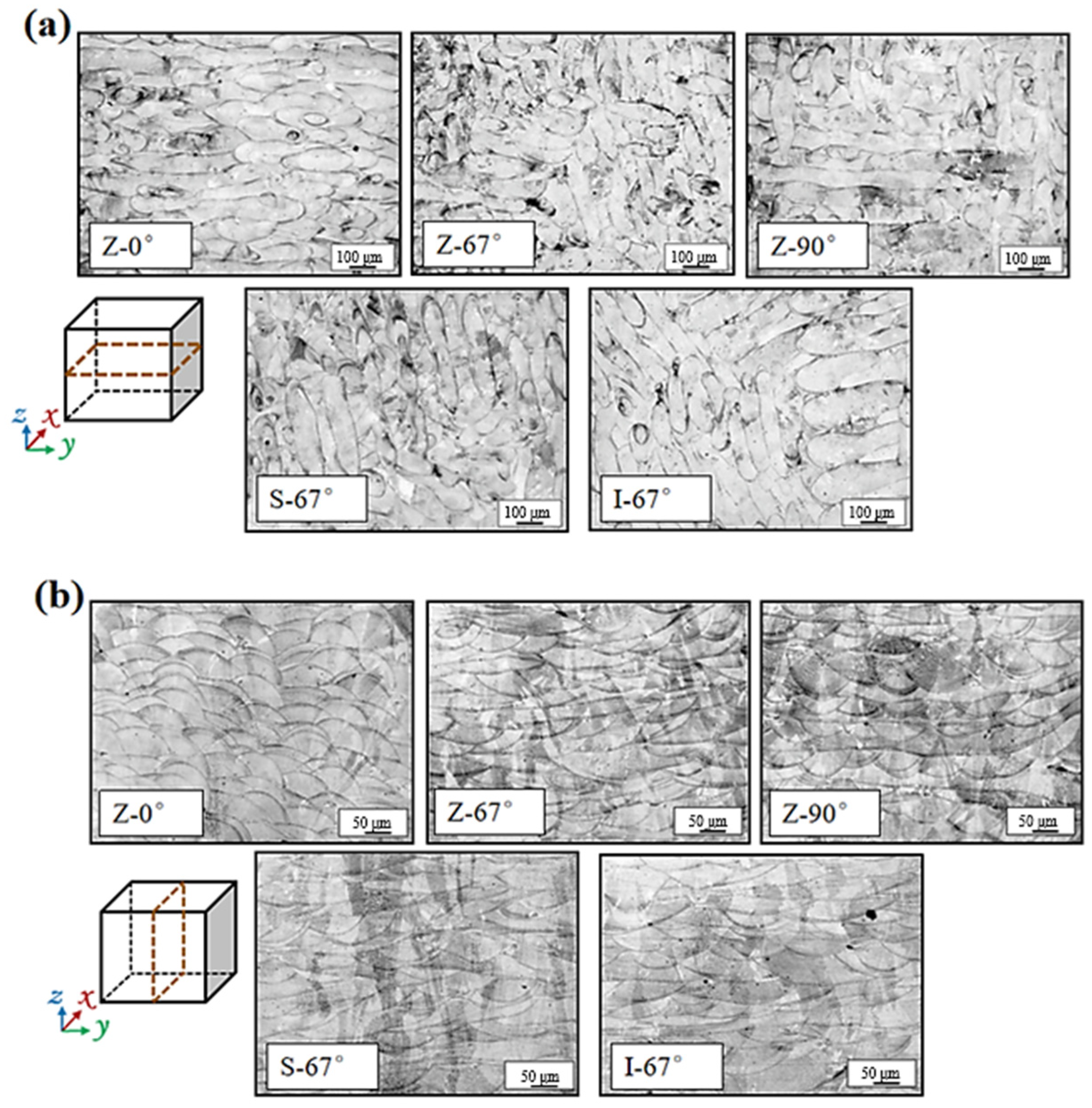
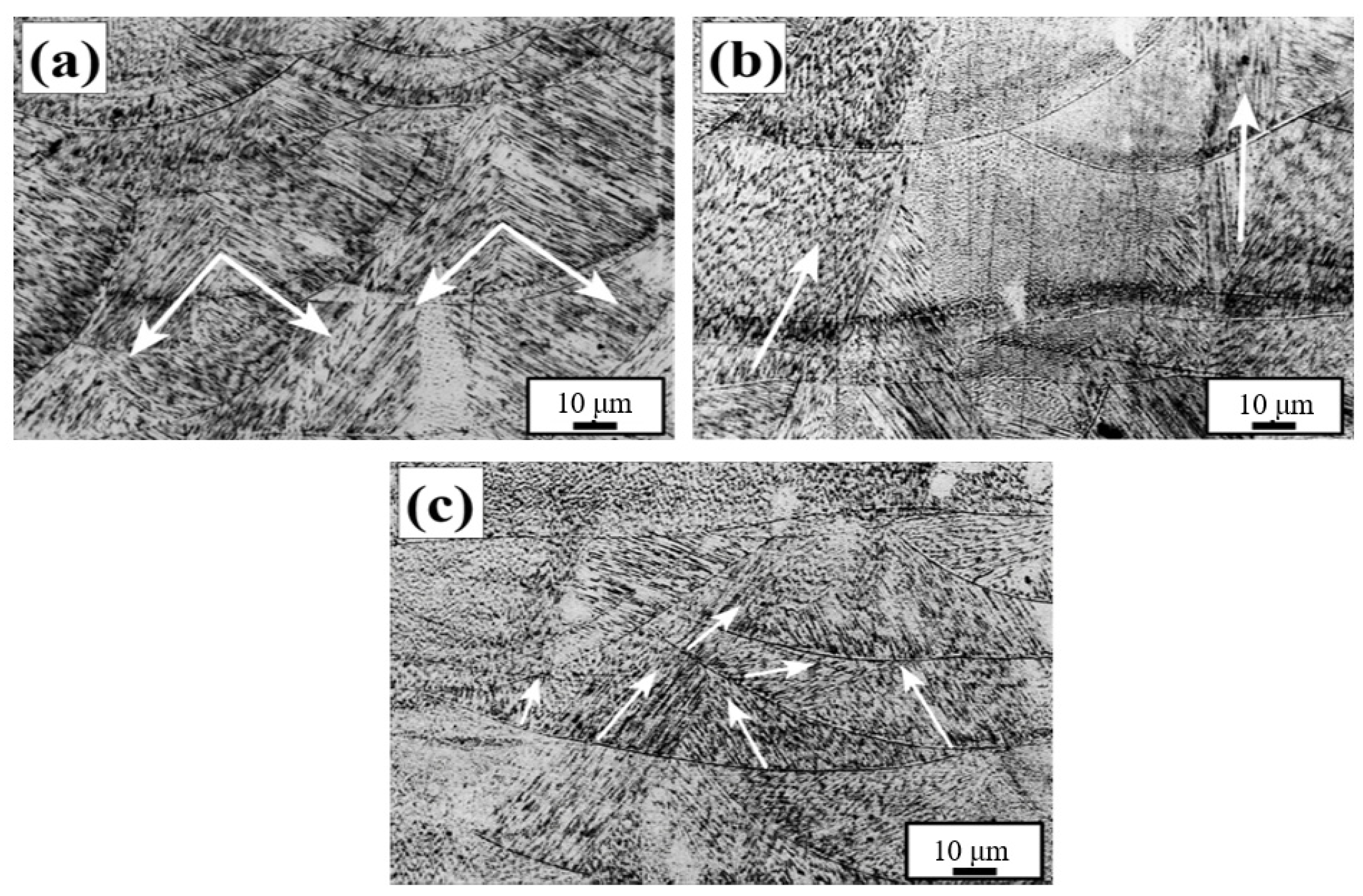
3.3. Microstructure and Phase Analysis
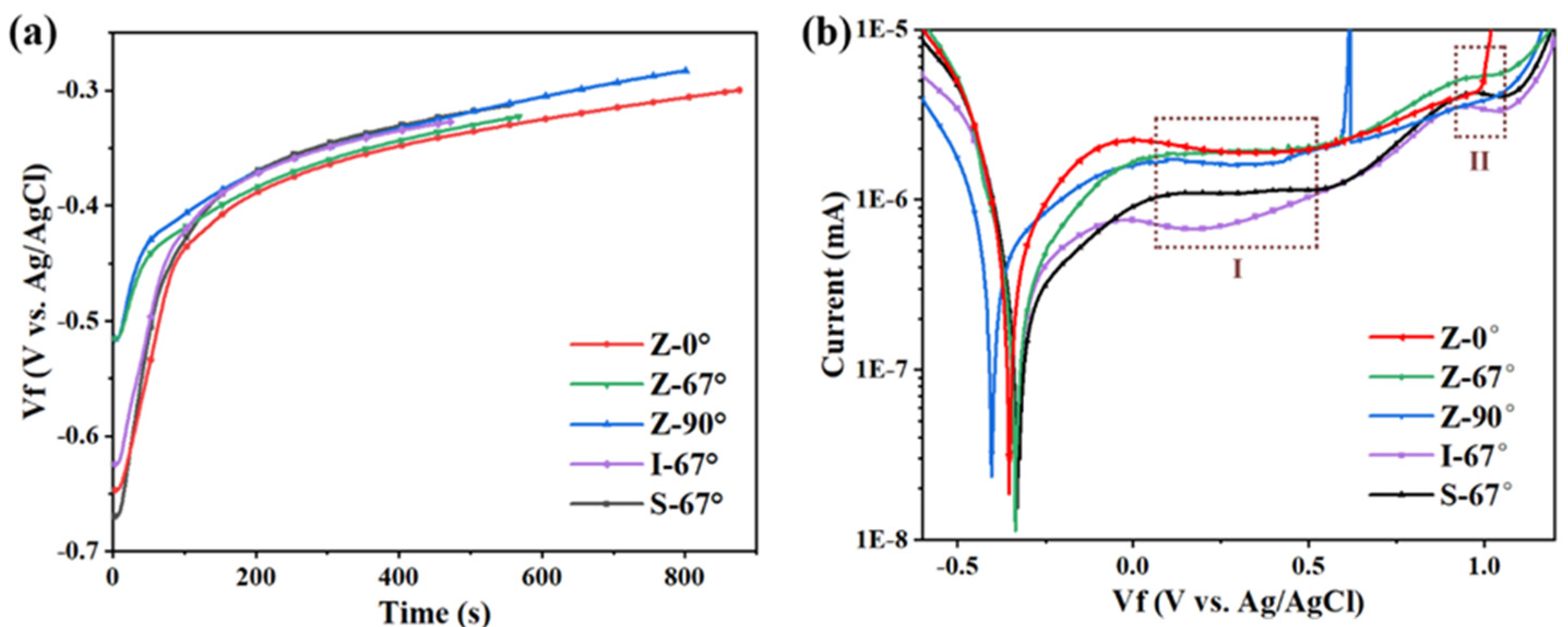
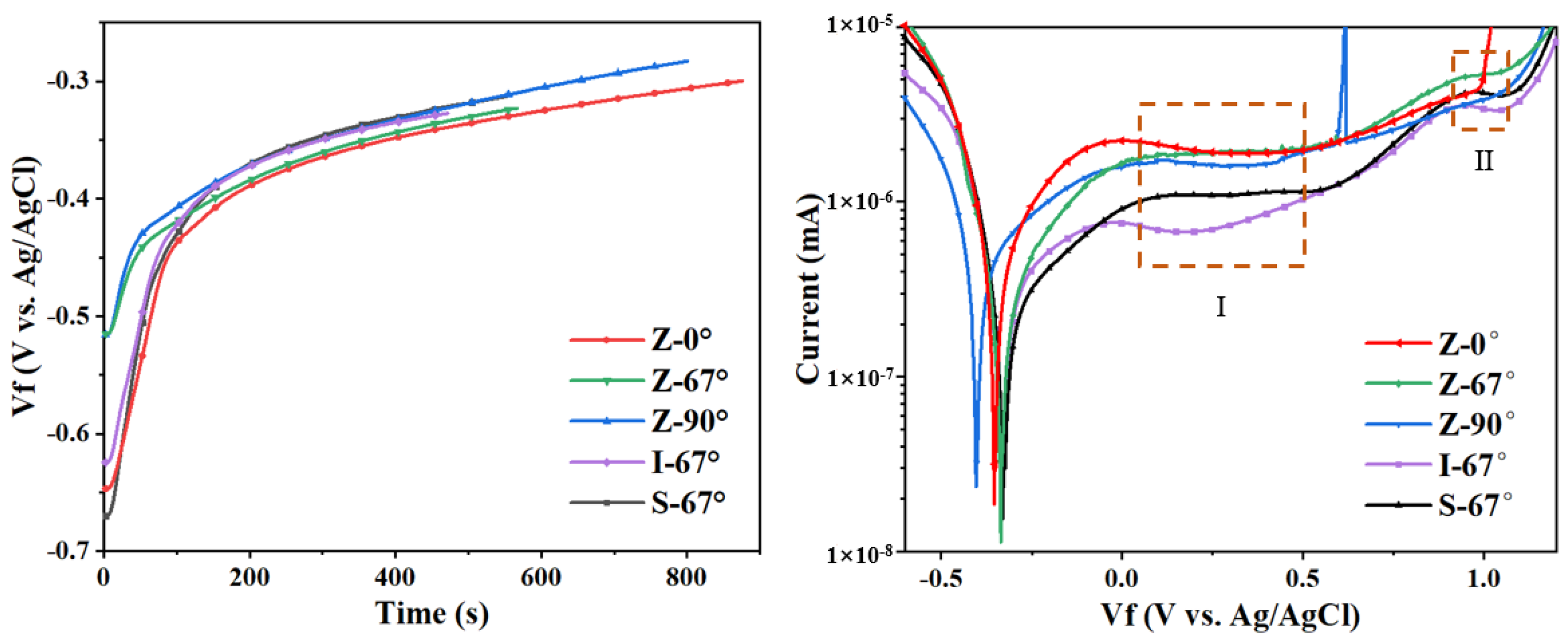
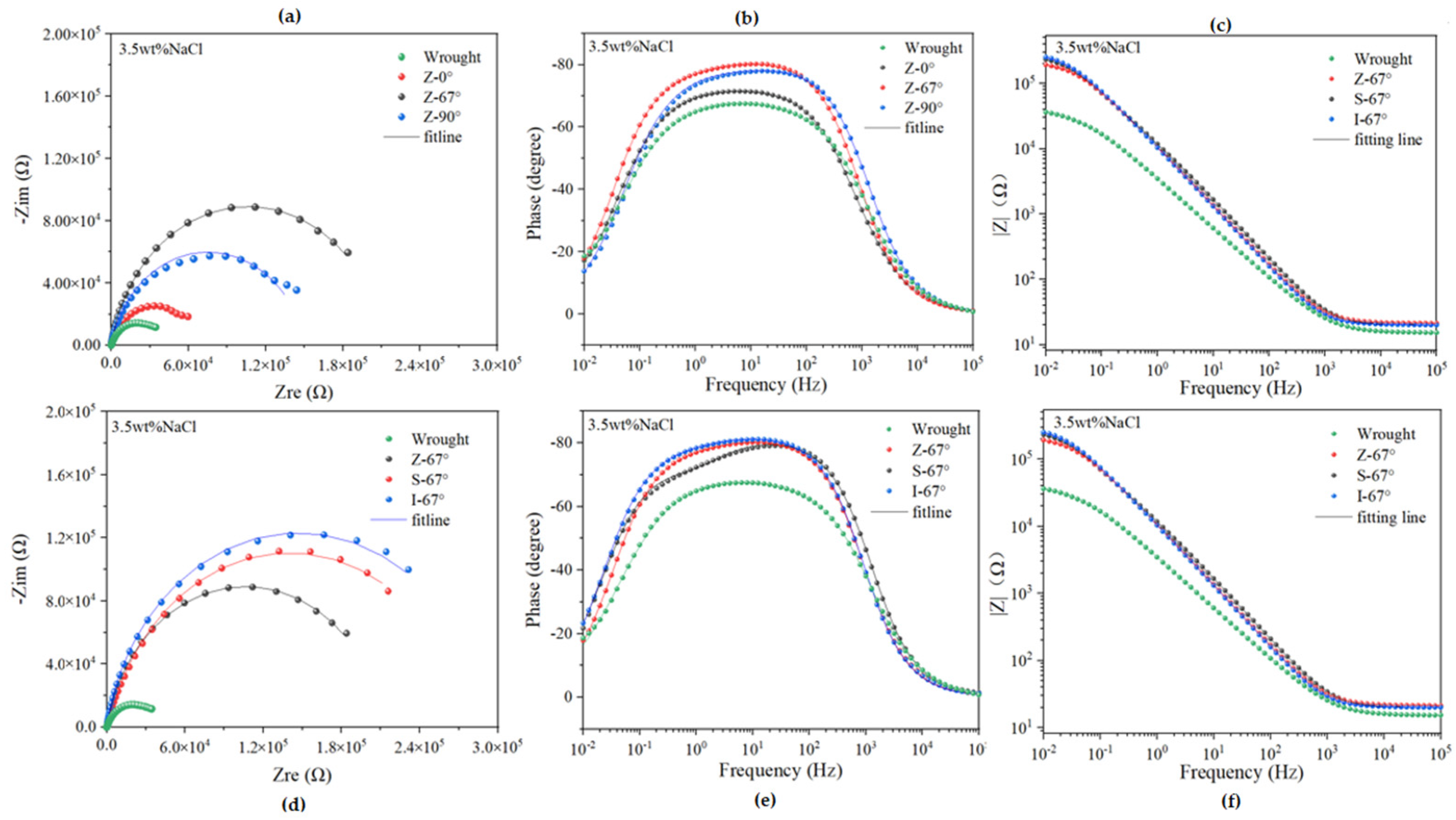
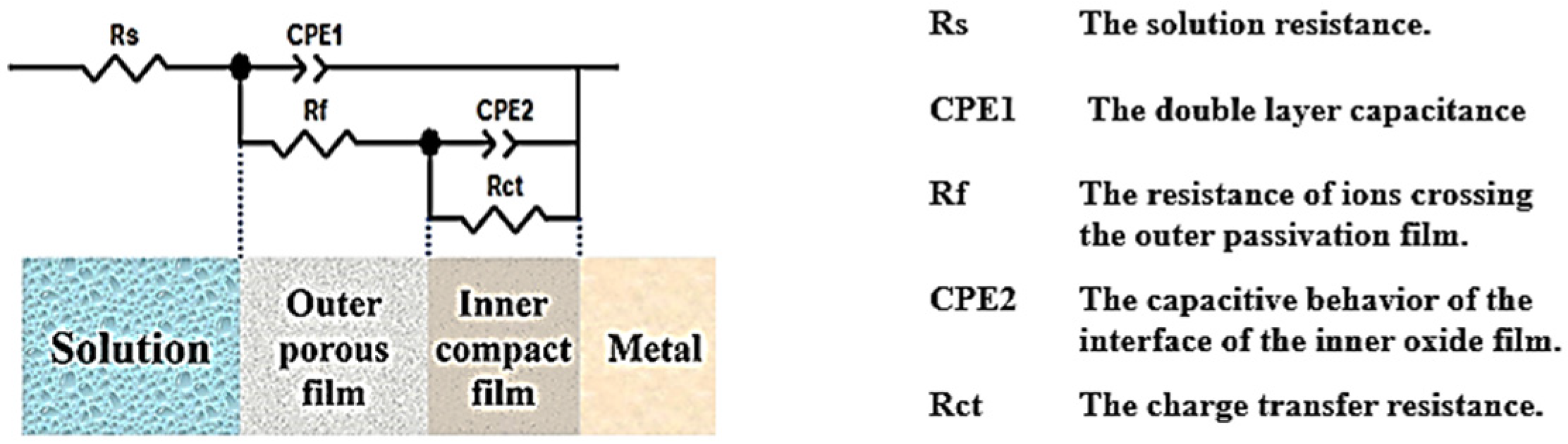
3.4. Corrosion Resistance
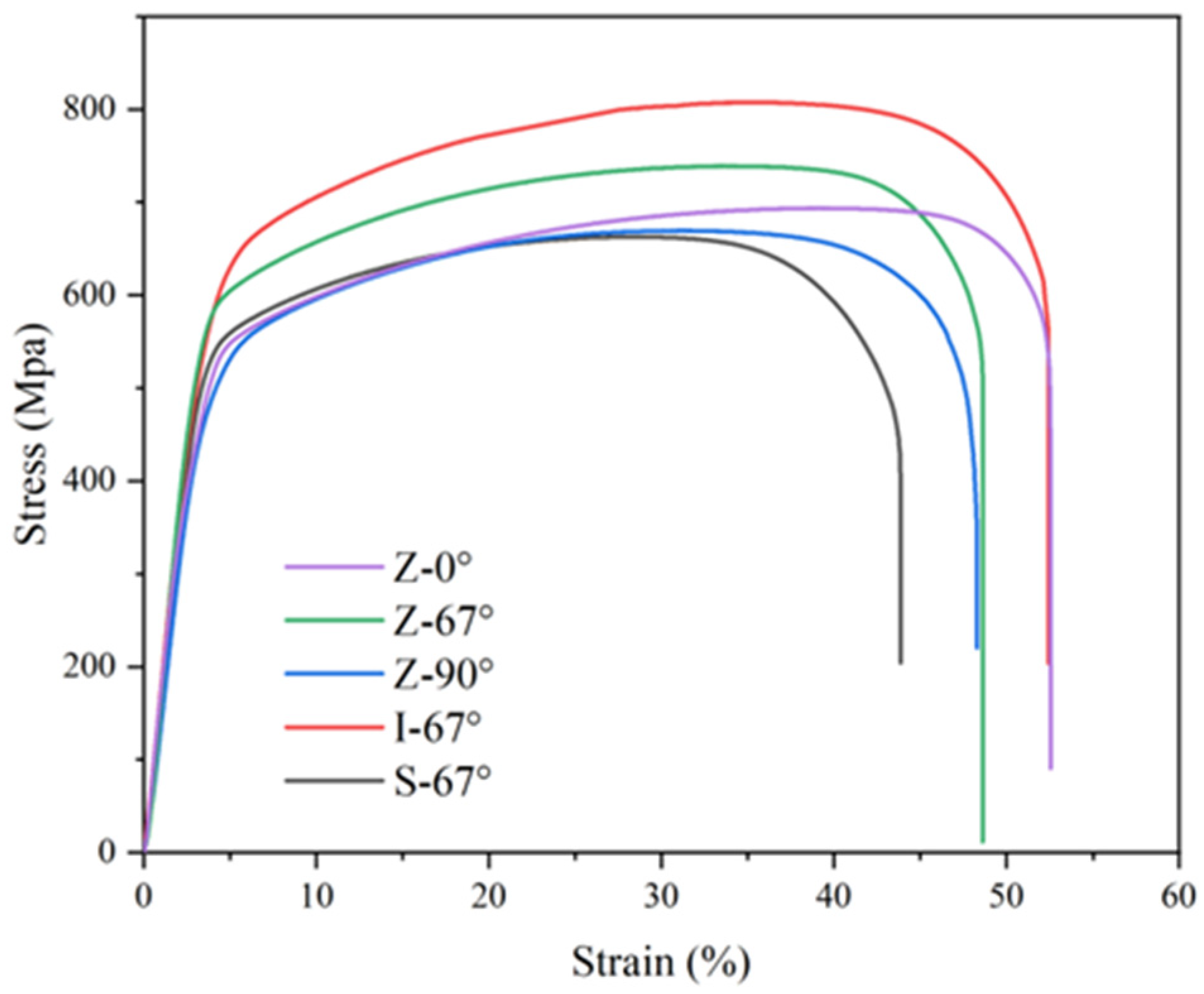
3.5. Mechanical Properties

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Z-0° | Z-67° | Z-90° | S-67° | I-67° | ISO | S.J. [10] | C.P. [44] |
|---|---|---|---|---|---|---|---|---|
| YS (MPa) | 471.7 | 512.4 | 457.0 | 498.1 | 533.0 | ≥205 | 511.6 | 569 |
| UTS (MPa) | 663.0 | 739.1 | 669.6 | 693.7 | 807.7 | ≥515 | 621.7 | 667 |
| E (%) | 43.9 | 48.6 | 48.3 | 52.5 | 52.4 | ≥35 | 20.4 | 33 |
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ali, H.; Ghadbeigi, H.; Mumtaz, K. Effect of scanning strategies on residual stress and mechanical properties of Selective Laser Melted Ti6Al4V. Mater. Sci. Eng. A 2018, 712, 175–187. [Google Scholar] [CrossRef]
- Debroy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Reza, A.; Lo, Y.L.; Raza, M. 3D Multi-T rack and Multi-Layer Epitaxy Grain Growth Simulations of Selective Laser Melting. Materials 2021, 14, 7346. [Google Scholar]
- Huang, M.; Zhang, Z.; Chen, P. Effect of selective laser melting process parameters on microstructure and mechanical properties of 316L stainless steel helical micro-diameter spring. Int. J. Adv. Manuf. Technol. 2019, 104, 2117–2131. [Google Scholar] [CrossRef]
- Bi, Z.; Li, Y.; Qian, B. Defect Formation Mechanisms in Selective Laser Melting: A Review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar]
- Bertoli, U.S.; Wolfer, A.J.; Matthews, M.J.; Delplanque JP, R.; Schoenung, J.M. On the limitations of Volumetric Energy Density as a design parameter for Selective Laser Melting. Mater. Des. 2017, 113, 331–340. [Google Scholar] [CrossRef]
- Shen, L.L.; Ma, G.F.; Li, J.Q. Optimization of relative density for SLM forming 304L austenitic stainless steel. Die Mould. Ind. 2021, 47, 66–69. [Google Scholar]
- Liu, C.; Ma, X.C.; Ma, H.B. Effect of Process Parameters on Density of 316L Stainless Steel by SLM and Defects Manifestation Methods. Hot Work. Technol. 2021, 50, 44–49. [Google Scholar]
- Song, J.F.; Song, Y.N.; Wang, W.W.; Lang, Y.D.; Dong, Y.G.; Yang, R.X. Prediction and Control on the Surface Roughness of Metal Powder using Selective Laser Melting. Chin. J. Lasers 2022, 49, 81–94. [Google Scholar]
- Suryawanshi, J.; Prashanth, K.G.; Ramamurty, U. Mechanical behavior of selective laser melted 316L stainless steel. Mater. Sci. Eng. A 2017, 696, 113–121. [Google Scholar] [CrossRef]
- Liang, Y. Microstructure and Anisotropy of the Mechanical Properties of 316L Stainless Steel Fabricated by Selective Laser Melting. Metals 2021, 11, 775. [Google Scholar]
- Ni, M.; Chen, C.; Wang, X.J.; Zhang, X. Anisotropic tensile behavior of in situ precipitation strengthened Inconel 718 fabricated by additive manufacturing. Mater. Sci. Eng. 2017, 701, 344–351. [Google Scholar] [CrossRef]
- Tucho, W.M.; Lysne, V.H.; Austbø, H. Investigation of effects of process parameters on microstructure and hardness of SLM manufactured SS316L. J. Alloys Compd. 2018, 740, 910–925. [Google Scholar] [CrossRef]
- Li, H.; Ramezani, M.; Li, M.; Ma, C.; Wang, J. Effect of process parameters on tribological performance of 316L stainless steel parts fabricated by selective laser melting. Manuf. Lett. 2018, 16, 36–39. [Google Scholar] [CrossRef]
- Zhang, Z.; Chu, B.; Wang, L.; Lu, Z. Comprehensive effects of placement orientation and scanning angle on mechanical properties and behavior of 316L stainless steel based on the selective laser melting process. J. Alloys Compd. 2019, 791, 166–175. [Google Scholar] [CrossRef]
- Wang, Z.; Gao, M.; Li, X.; Zeng, X. Effects of processing parameters on tensile properties of selective laser melted 304 stainless steel. Mater. Des. 2013, 50, 581–586. [Google Scholar]
- Saboori, A.; Aversa, A.; Marchese, G.; Fino, P. Microstructure and Mechanical Properties of AISI 316L Produced by Directed Energy Deposition-Based Additive Manufacturing: A Review. Appl. Sci. 2020, 10, 3310. [Google Scholar] [CrossRef]
- Li, B.Q.; Li, Z.H.; Liu, B.; Kuai, Z. Liang, M. Generation and Reduction of Porosity in AlSi10Mg Fabricated by Selective Laser Melting. Appl. Laser 2018, 38, 742–747. [Google Scholar]
- El Magri, A.; Hsissou, R.; Hmada, A.; Berisha, A.; Dkhireche, N.; Vaudreuil, S. Development of new polymer composites formulated by glass as a potential protective coating for 3D printed H13 steel in acidic medium: DFT, MC and MD computational. J. Mol. Liq. 2023, 387, 122690. [Google Scholar] [CrossRef]
- Zhang, J.Q.; Wang, M.J.; Liu, J.Y.; Niu, L.H.; Wang, J.H. Influence of scanning strategy on printing quality and properties of selective laser melted 18Ni300 maraging steel. J. Mater. Eng. 2020, 48, 105–113. [Google Scholar]
- Ge, Y.N.; Wu, M.P.; Mao, Y.Y.; Han, J.Y. Effect of Scanning Strategy on Forming Precision of Titanium Alloy by Selective Laser Melting. Laser Optoelectron. Prog. 2018, 55, 262. [Google Scholar]
- Yakout, M.; Elbestawi, M.A.; Veldhuis, S.C. Density and mechanical properties in selective laser melting of Invar 36 and stainless steel 316L. J. Mater. Process. Technol. 2018, 266, 397–420. [Google Scholar] [CrossRef]
- Li, J.; Lin, B.; Zheng, H.; Wang, H.; Zhang, H.; Zhang, Y.; Nie, Z.; Tang, J. Study on pitting corrosion behavior and semi in-situ pitting corrosion growth model of 304 L SS with elastic stress in NaCl corrosion environment. Corros. Sci. 2023, 211, 110862. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, W.; Liu, Y.; Zhong, L.; Wang, J. Study of localized corrosion of 304 stainless steel under chloride solution droplets using the wire beam electrode. Corros. Sci. 2011, 53, 2963–2968. [Google Scholar] [CrossRef]
- Yin, Y.; Niu, L.; Lu, M.; Guo, W.; Chen, S. In situ characterization of localized corrosion of stainless steel by scanning electrochemical microscope. Appl. Surf. Sci. 2009, 255, 9193–9199. [Google Scholar] [CrossRef]
- Pardo, A.; Merino, M.C.; Coy, A.E.; Viejo, F.; Arrabal, R.; Matykina, E. Pitting corrosion behaviour of austenitic stainless steels—Combining effects of Mn and Mo additions. Corros. Sci. 2008, 50, 1796–1806. [Google Scholar] [CrossRef]
- Xie, Y.J.; Yang, H.C.; Wang, X.B.; Kuang, C.J.; Han, W. Effects of laser parameters and scanning strategy on the forming properties of selective laser melting TC11 alloy. Powder Metall. Ind. 2018, 28, 18–24. [Google Scholar]
- Gao, M.X.; Wang, J.H.; Ren, J. Effects of scanning strategies on microstructure and properties of selective laser melted cobalt–chromium alloy. Laser J. 2020, 41, 133–136. [Google Scholar]
- Diepold, B.; Palm, M.S.; Wimmer, A. Rotating Scan Strategy Induced Anisotropic Microstructural and Mechanical Behavior of Selective Laser Melted Materials and Their Reduction by Heat Treatments. Adv. Eng. Mater. 2021, 23, 2100622. [Google Scholar] [CrossRef]
- Gunenthiram, V.; Peyre, P.; Schneider, M.; Dal, M.; Coste, F.; Koutiri, I.; Fabbro, R. Experimental analysis of spatter generation and melt-pool behavior during the powder bed laser beam melting process. J. Mater. Process. Technol. 2018, 251, 376–386. [Google Scholar] [CrossRef]
- Ladewig, A.; Schlick, G.; Fisser, M.; Schulze, V.; Glatzel, U. Influence of the shielding gas flow on the removal of process by-products in the selective laser melting process. Addit. Manuf. 2016, 10, 1–9. [Google Scholar] [CrossRef]
- Scholz, T.; Dickmann, K.; Ostendorf, A.; Uphoff, H.; Michalewicz, M. Effect of process parameters on the formation of laser-induced nanoparticles during material processing with continuous solid-state lasers. J. Laser Appl. 2015, 27, 032001. [Google Scholar] [CrossRef]
- Andreau, O.; Koutiri, I.; Peyre, P.; Penot, J.; Saintier, N.; Pessard, E.; De Terris, T.; Dupuy, C.; Baudin, T. Texture control of 316L parts by modulation of the melt pool morphology in selective laser melting. J. Mater. Process. Technol. 2019, 264, 21–31. [Google Scholar] [CrossRef]
- Keshavarzkermani, A.; Marzbanrad, E.; Esmaeilizadeh, R.; Mahmoodkhani, Y.; Ali, U.; Enrique, P.D.; Zhou, N.Y.; Bonakdar, A.; Toyserkani, E. An investigation into the effect of process parameters on melt pool geometry, cell spacing, and grain refinement during laser powder bed fusion. Opt. Laser Technol. 2019, 116, 83–91. [Google Scholar] [CrossRef]
- Leicht, A.; Yu, C.H.; Luzin, V.; Klement, U.; Hryha, E. Effect of scan rotation on the microstructure development and mechanical properties of 316L parts produced by laser powder bed fusion. Mater. Charact. 2020, 163, 110309. [Google Scholar] [CrossRef]
- Duan, Z.W.; Cheng, M.; Dong, C.F.; Cui, Z.Y.; Kong, D.C.; Wang, L.; Wang, X. Pitting behavior of SLM 316L stainless steel exposed to chloride environments with different aggressiveness: Pitting mechanism induced by gas pores. Corros. Sci. 2020, 167, 10852. [Google Scholar] [CrossRef]
- Brewick, P.T.; Kota, N.; Lewis, A.C.; DeGiorgi, V.G.; Geltmacher, A.B.; Qidwai, S.M. Microstructure-sensitive modeling of pitting corrosion: Effect of the crystallographic orientation. Corrosionence 2017, 129, 54–56. [Google Scholar] [CrossRef]
- Fu, J.; Li, F.; Sun, J.; Cui, K.; Du, X.; Wu, Y. Effect of crystallographic orientations on the corrosion resistance of Fe-17Cr ferritic stainless steel. J. Electroanal. Chem. 2019, 841, 56–62. [Google Scholar] [CrossRef]
- Jinlong, L.; Tongxiang, L.; Chen, W.; Ting, G. Effect of in site strain on passivated property of the 316L stainless steels. Mater. Sci. Eng. C 2016, 61, 32–36. [Google Scholar] [CrossRef] [PubMed]
- Dong, S.; Chen, X.; La Plante, E.C.; Gussev, M.; Leonard, K.; Sant, G. Elucidating the grain-orientation dependent corrosion rates of austenitic stainless steels. Mater. Des. 2020, 191, 108583. [Google Scholar] [CrossRef]
- Kong, D.; Dong, C.; Ni, X.; Zhang, L.; Luo, H.; Li, R.; Wang, L.; Man, C.; Li, X. The passivity of selective laser melted 316L stainless steel. Appl. Surf. Sci. 2020, 504, 144495. [Google Scholar] [CrossRef]
- Wu, J.H.; Xu, F.; Meng, F.Y. Microstructure and properties of 316L stainless steel manufactured by selective laser melting. Ordnance Mater. Sci. Eng. 2022, 45, 8. [Google Scholar]
- Nezhadfar, P.D.; Wedge, K.A.; Daniewicz, S.R.; Phan, N.; Shao, S.; Shamsaei, N. Improved high cycle fatigue performance of additively manufactured 17-4 PH stainless steel via in-process refining micro-/defect-structure—ScienceDirect. Addit. Manuf. 2020, 36, 101604. [Google Scholar]
- Pauzon, C.; Hryha, E.; Forêt, P.; Nyborg, L. Effect of argon and nitrogen atmospheres on the properties of stainless steel 316 L parts produced by laser-powder bed fusion. Mater. Des. 2019, 179, 107873. [Google Scholar] [CrossRef]
- Zhu, H.; Pan, Q.; Zhang, K.; Zhou, C.; Zhang, W.; Yao, Y.; Ying, D.; He, Y.; Zheng, J.; Zhang, L. The difference in fatigue crack growth induced by internal and external hydrogen in selective laser melted 304L stainless steel. Int. J. Fatigue 2022, 163, 107052. [Google Scholar] [CrossRef]


| Material | C | Cr | Ni | Mo | Mn | Si | P | S | O | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Powder | 0.008 | 16.73 | 10.95 | 2.62 | 0.88 | 0.56 | 0.01 | 0.004 | 0.052 | Bal. |
| Samples | Rs (Ω) | Rf (Ω) | Rct (Ω) | CPE1 | CPE2 | ||
|---|---|---|---|---|---|---|---|
| Q1 (Ω·sn) | n1 | Q2 (Ω·sn) | n2 | ||||
| Wrought | 15.14 | 4.6 × 102 | 4.28 × 104 | 5.19 × 10−5 | 0.82 | 1.03 × 10−7 | 0.66 |
| Z-0° | 19.16 | 4.11 × 104 | 2.70 × 104 | 4.6 × 10−5 | 0.82 | 6.7 × 10−6 | 0.78 |
| Z-67° | 21.37 | 6.68 × 104 | 1.46 × 105 | 1.69 × 10−5 | 0.91 | 4.32 × 10−6 | 0.75 |
| Z-90° | 18.37 | 1.55 × 104 | 1.37 × 105 | 1.6 × 10−5 | 0.90 | 3.5 × 10−6 | 0.64 |
| S-67° | 20.06 | 3.44 × 104 | 2.44 × 105 | 1.36 × 10−5 | 0.91 | 7.76 × 10−6 | 0.78 |
| I-67° | 20.1 | 7.01 × 104 | 2.25 × 105 | 1.68 × 10−5 | 0.92 | 3.82 × 10−6 | 0.72 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, Z.; Sun, B.; Mao, L. Effect of Scanning Strategy on the Manufacturing Quality and Performance of Printed 316L Stainless Steel Using SLM Process. Materials 2024, 17, 1189. https://doi.org/10.3390/ma17051189
Zheng Z, Sun B, Mao L. Effect of Scanning Strategy on the Manufacturing Quality and Performance of Printed 316L Stainless Steel Using SLM Process. Materials. 2024; 17(5):1189. https://doi.org/10.3390/ma17051189
Chicago/Turabian StyleZheng, Zhijun, Bing Sun, and Lingyan Mao. 2024. "Effect of Scanning Strategy on the Manufacturing Quality and Performance of Printed 316L Stainless Steel Using SLM Process" Materials 17, no. 5: 1189. https://doi.org/10.3390/ma17051189