
The Potential of 3D Printing in Thermal Insulating Composite Materials—Experimental Determination of the Impact of the Geometry on Thermal Resistance





Abstract
1. Introduction
2. Materials and Methods
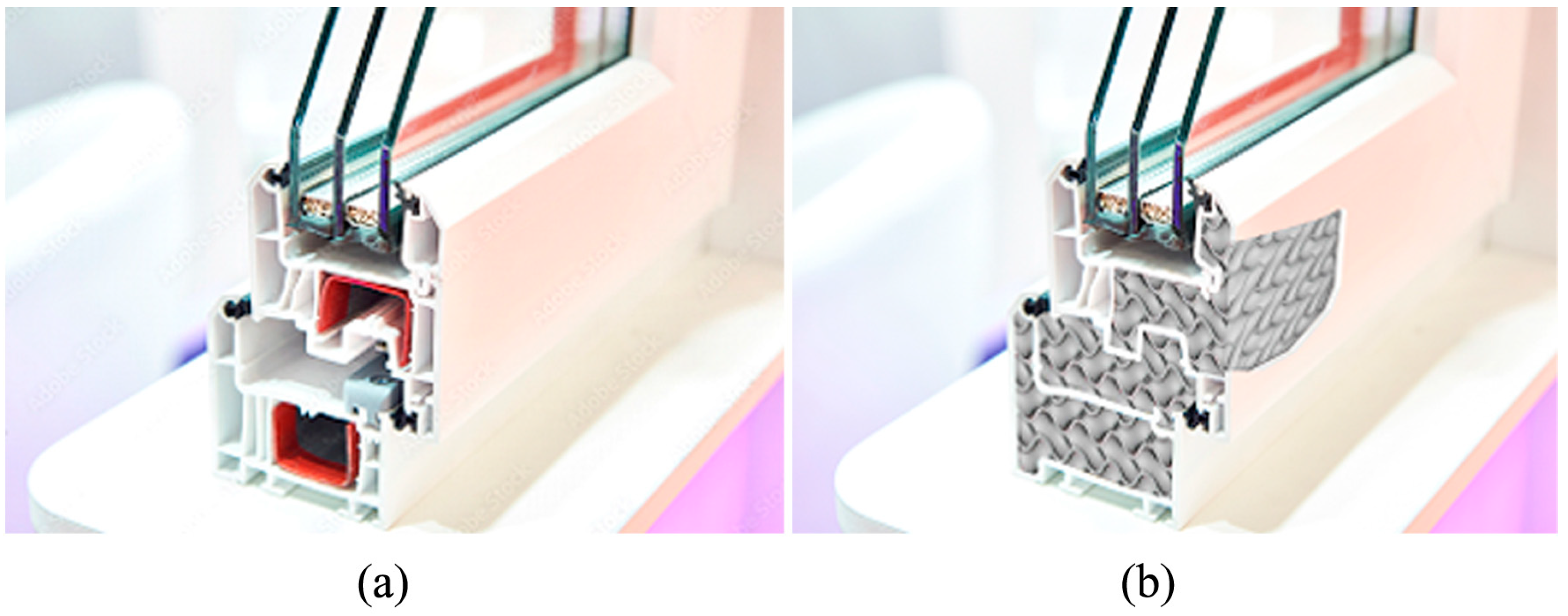
2.1. Design and 3D Printing of Multilayer Insulation
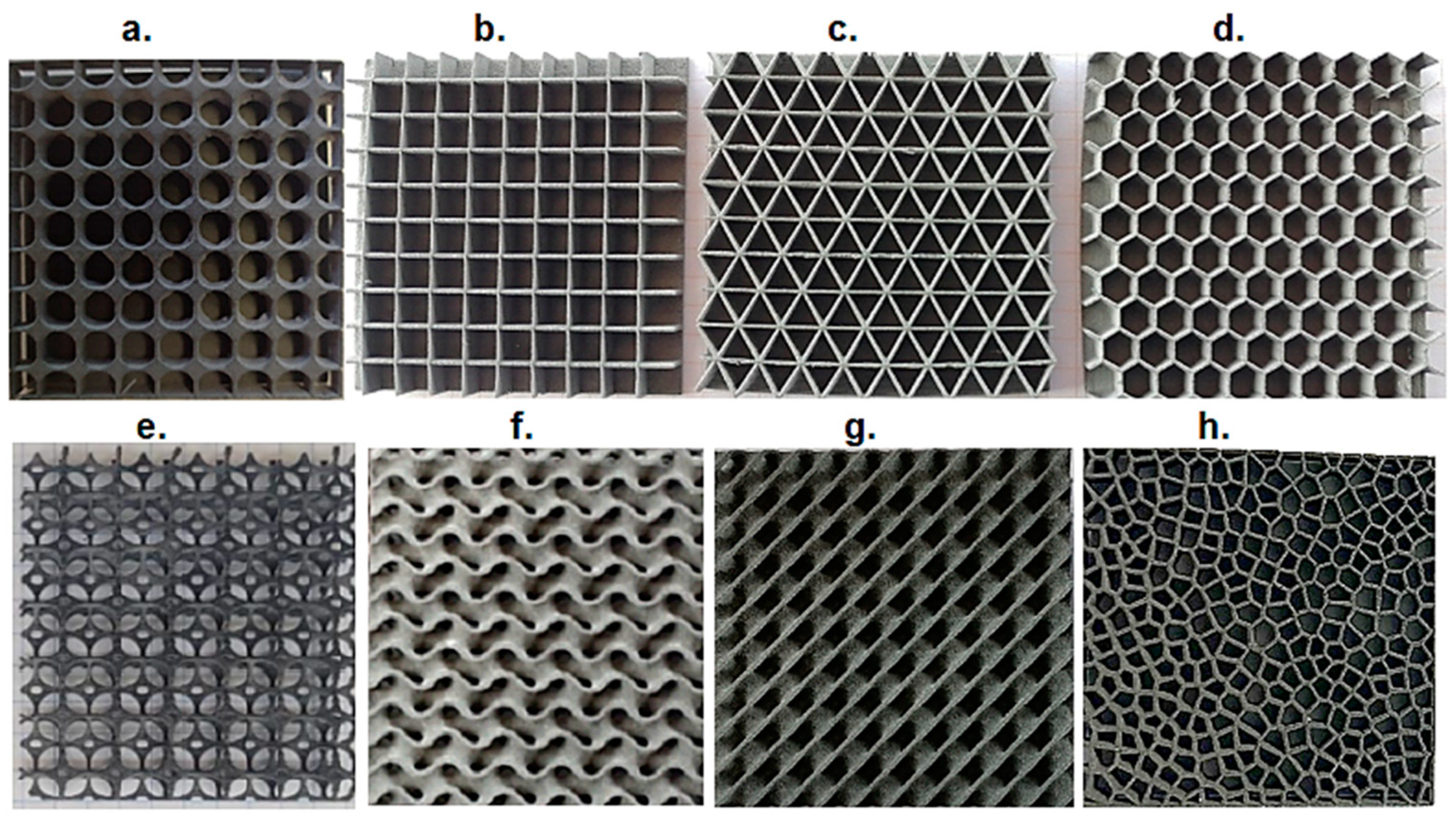
2.2. Geometry of Test Samples
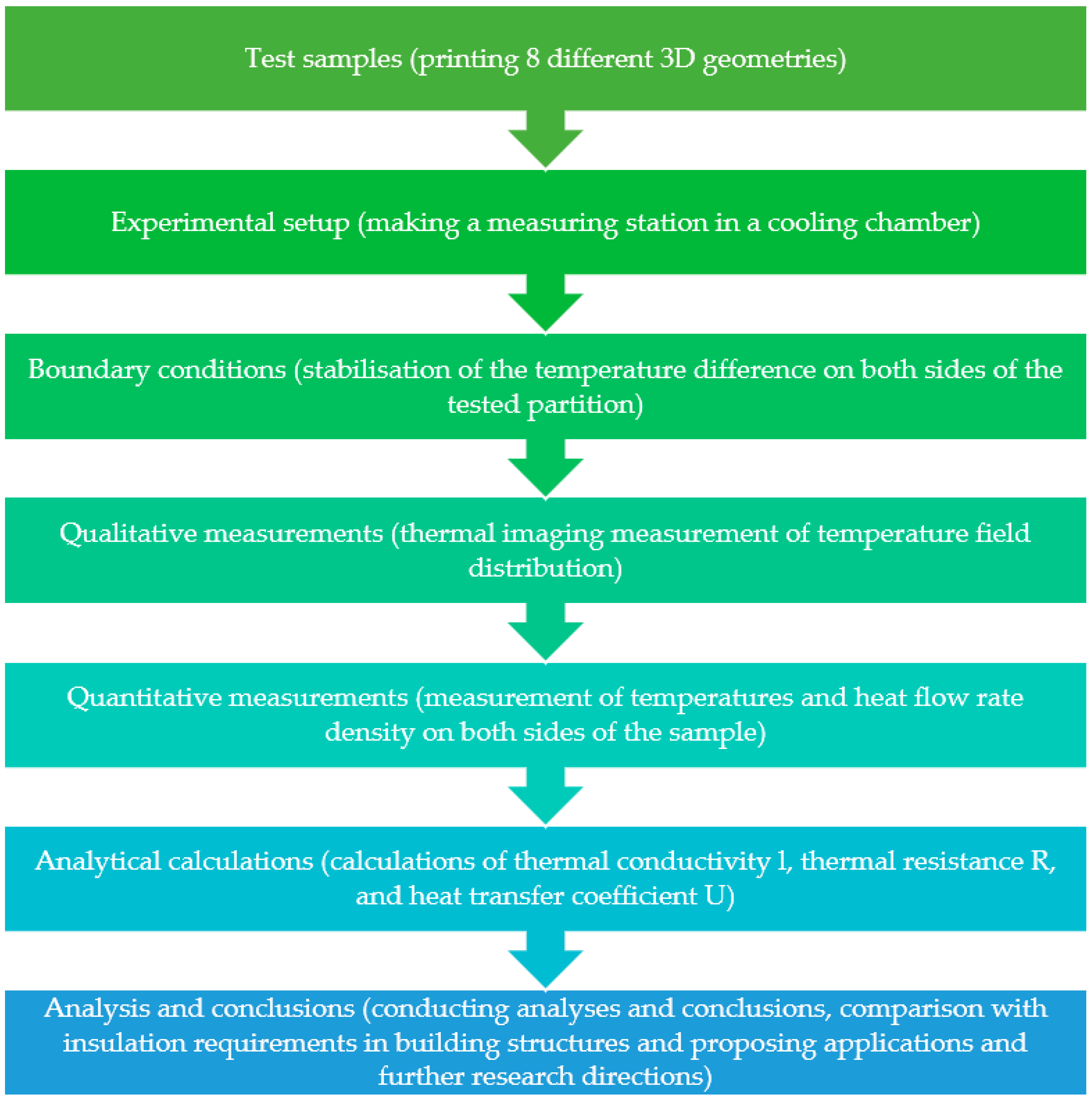
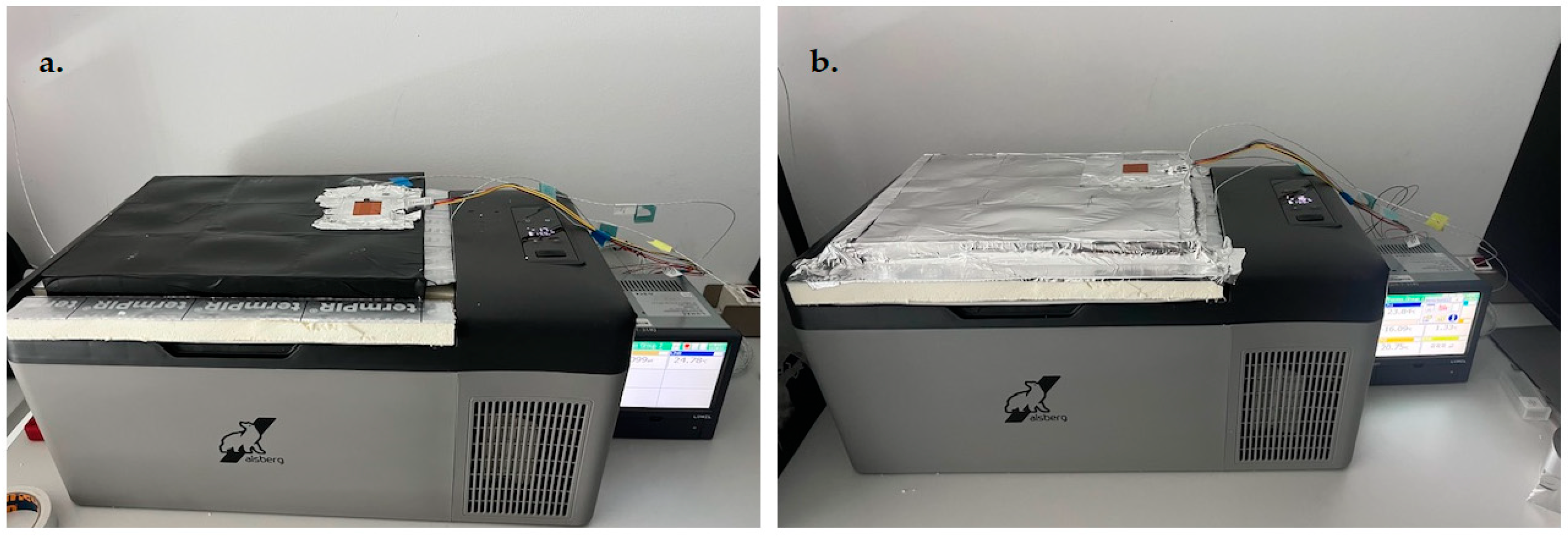
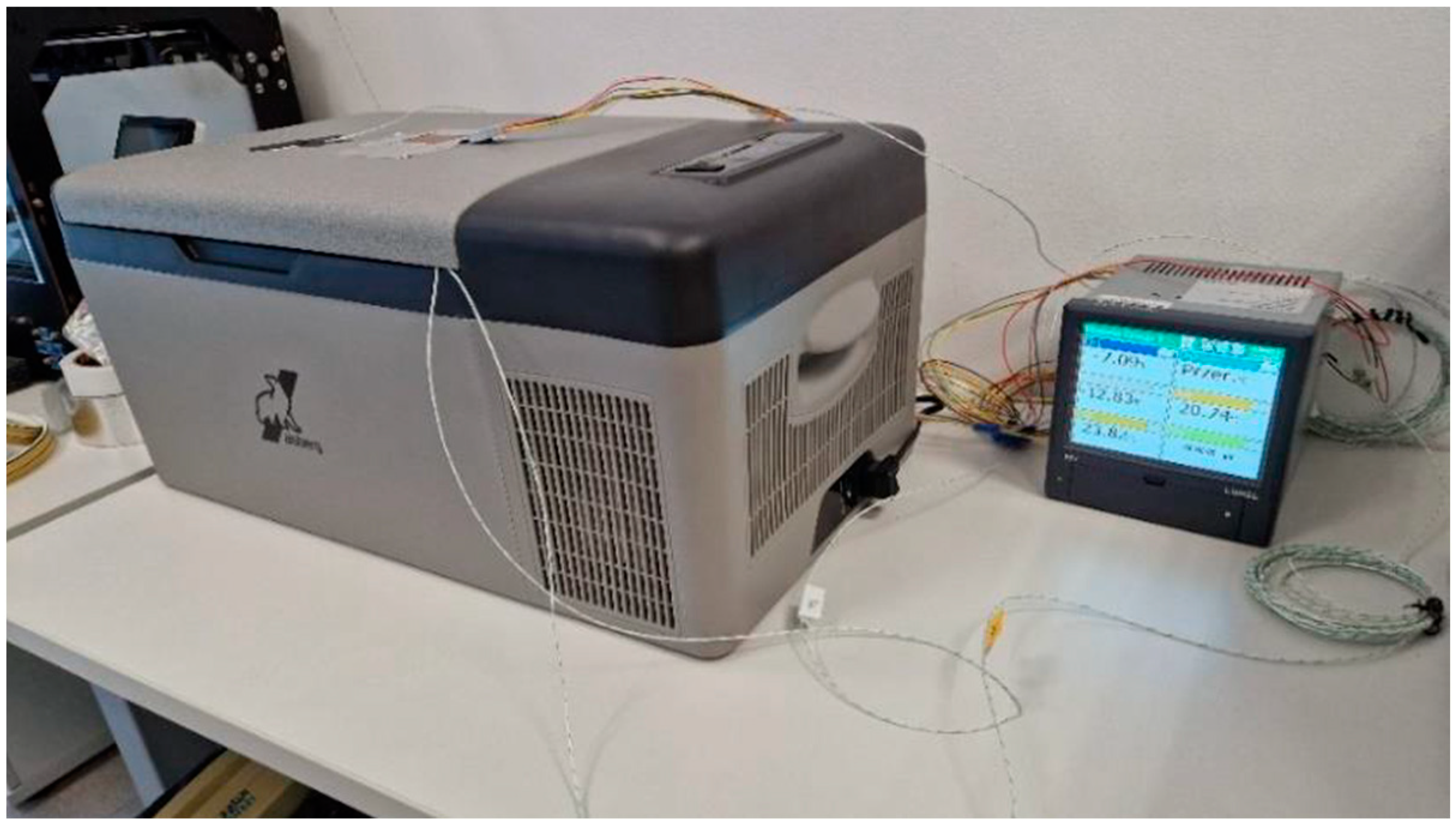
2.3. Experiments
2.4. Quantitative Method for Calculating Thermal Parameters
- q—heat flux density, [W/m2];
- Uqc—voltage of the flowing current, [mV].
- λ is the design thermal conductivity of the material, [W/m·K];
- d is the thickness of the test sample, [m];
- q is the heat flux density, [W/m2];
- Tg is the temperature of the upper surface of the sample, [°C];
- Td is the temperature of the lower surface of the sample, [°C].
- U is the thermal transmittance, [W/m2·K];
- Rsi is the internal surface resistance, [m2·K/W];
- Rse is the external surface resistance, [m2·K/W];
- di is the thickness of the material layer (i) in the component, [m];
- λi is the design thermal conductivity of the material layer (i), [W/m·K].
3. Results
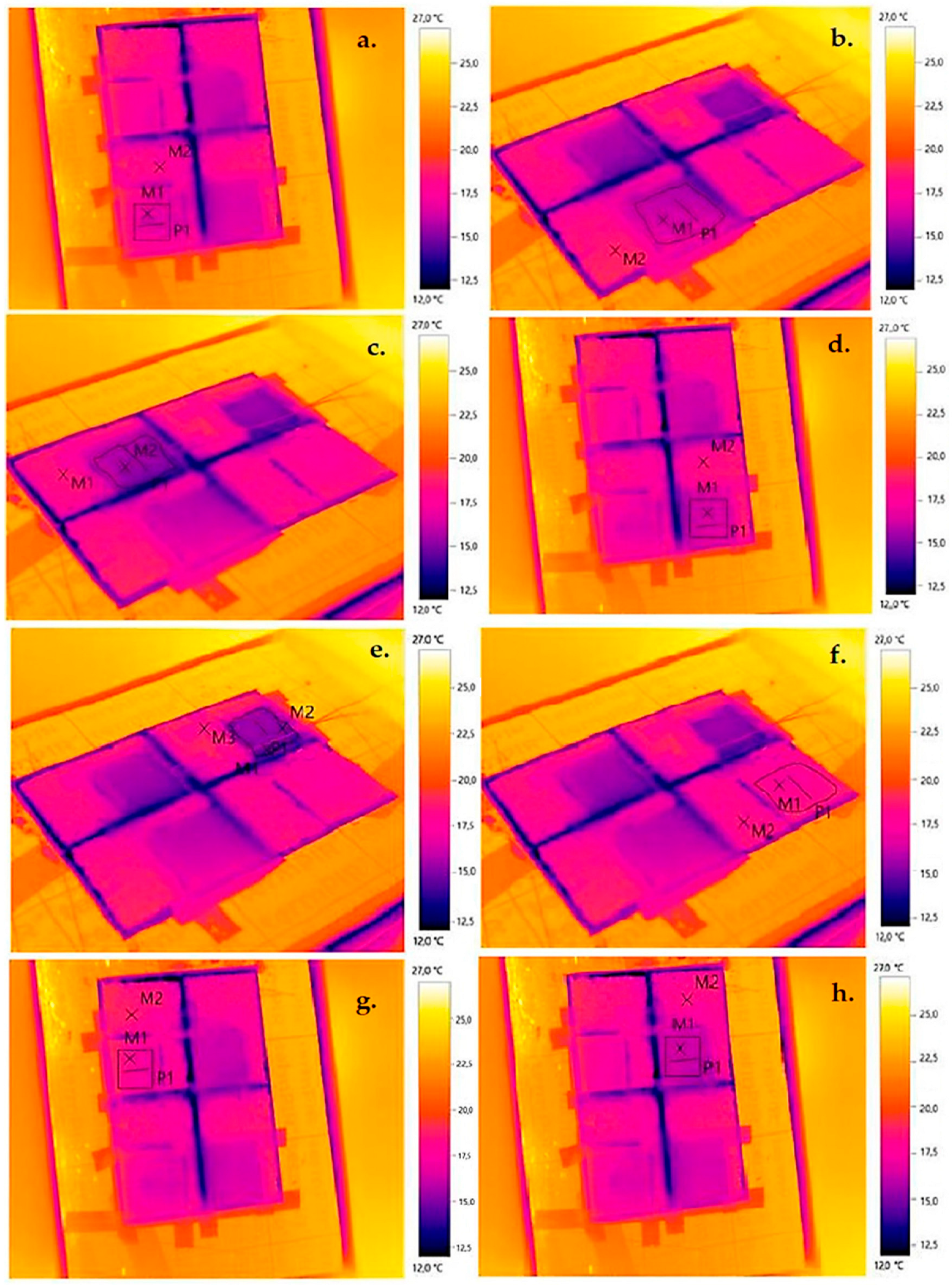
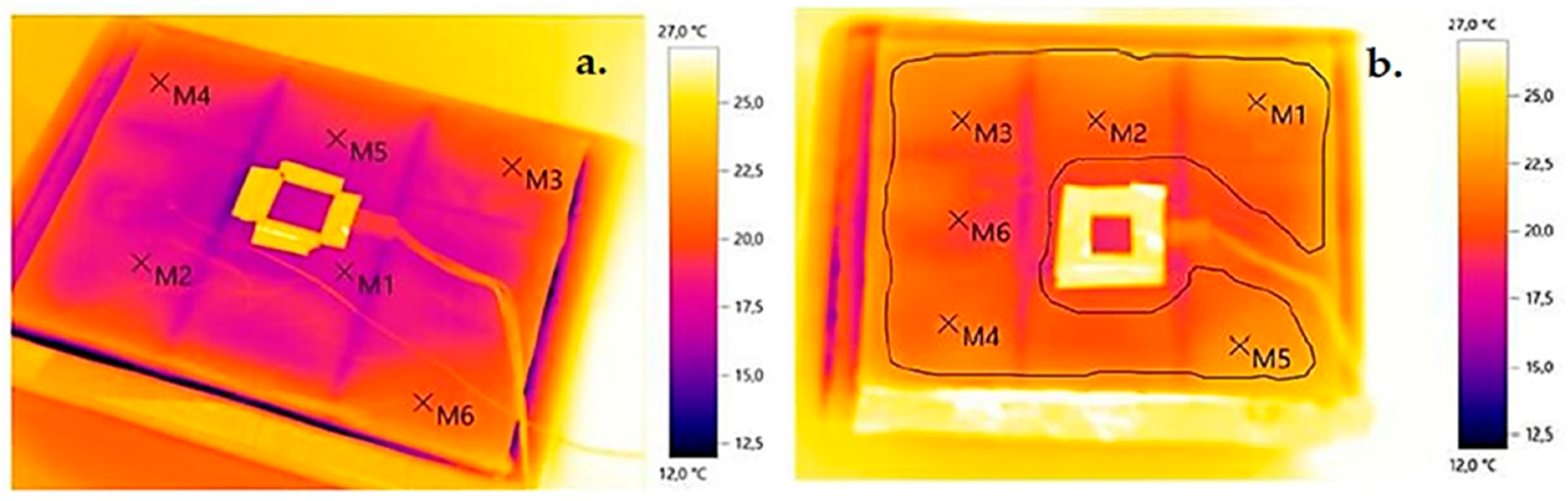
3.1. Qualitative Evaluation of Thermal Insulation Using Thermal Imaging
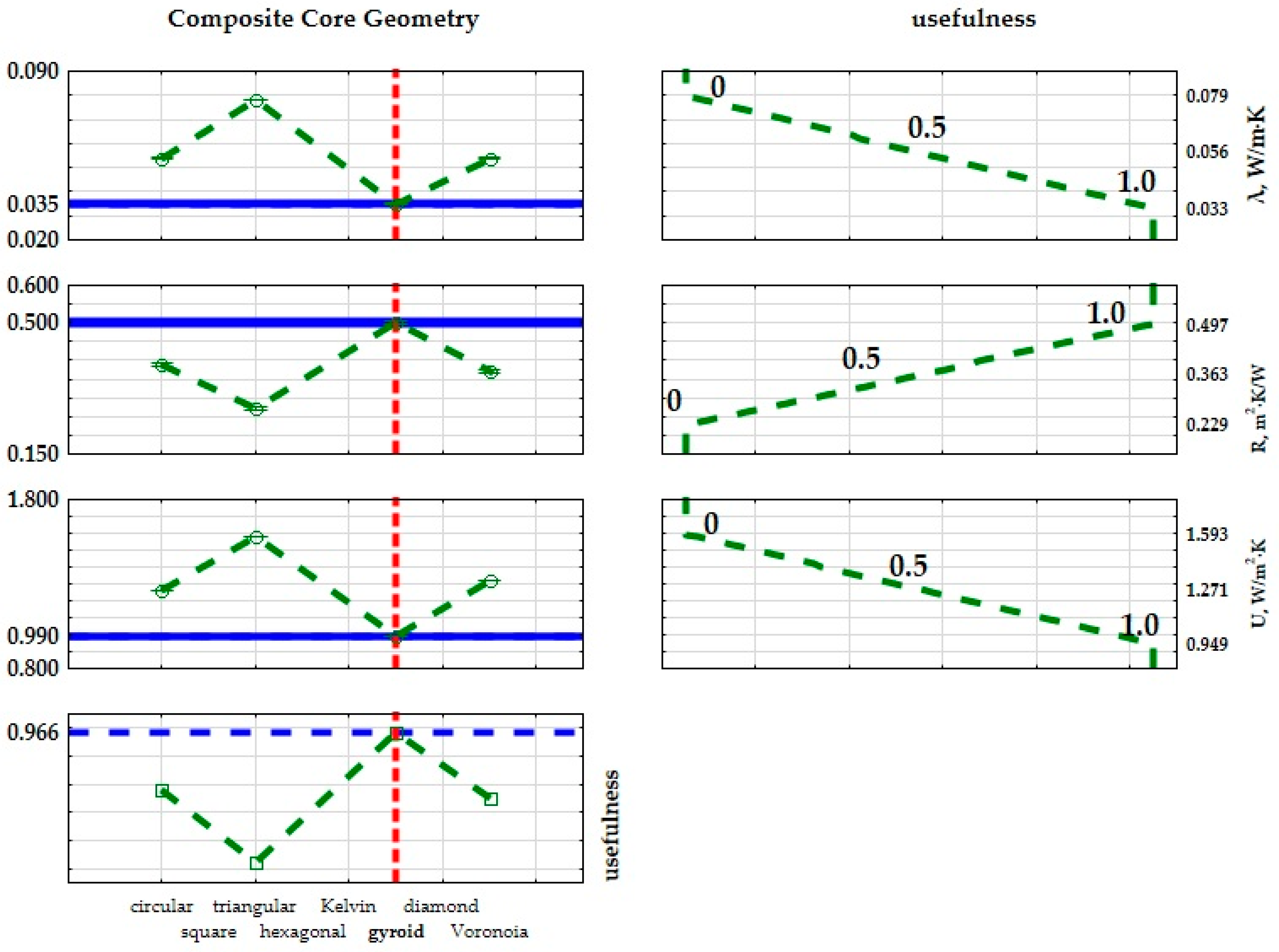
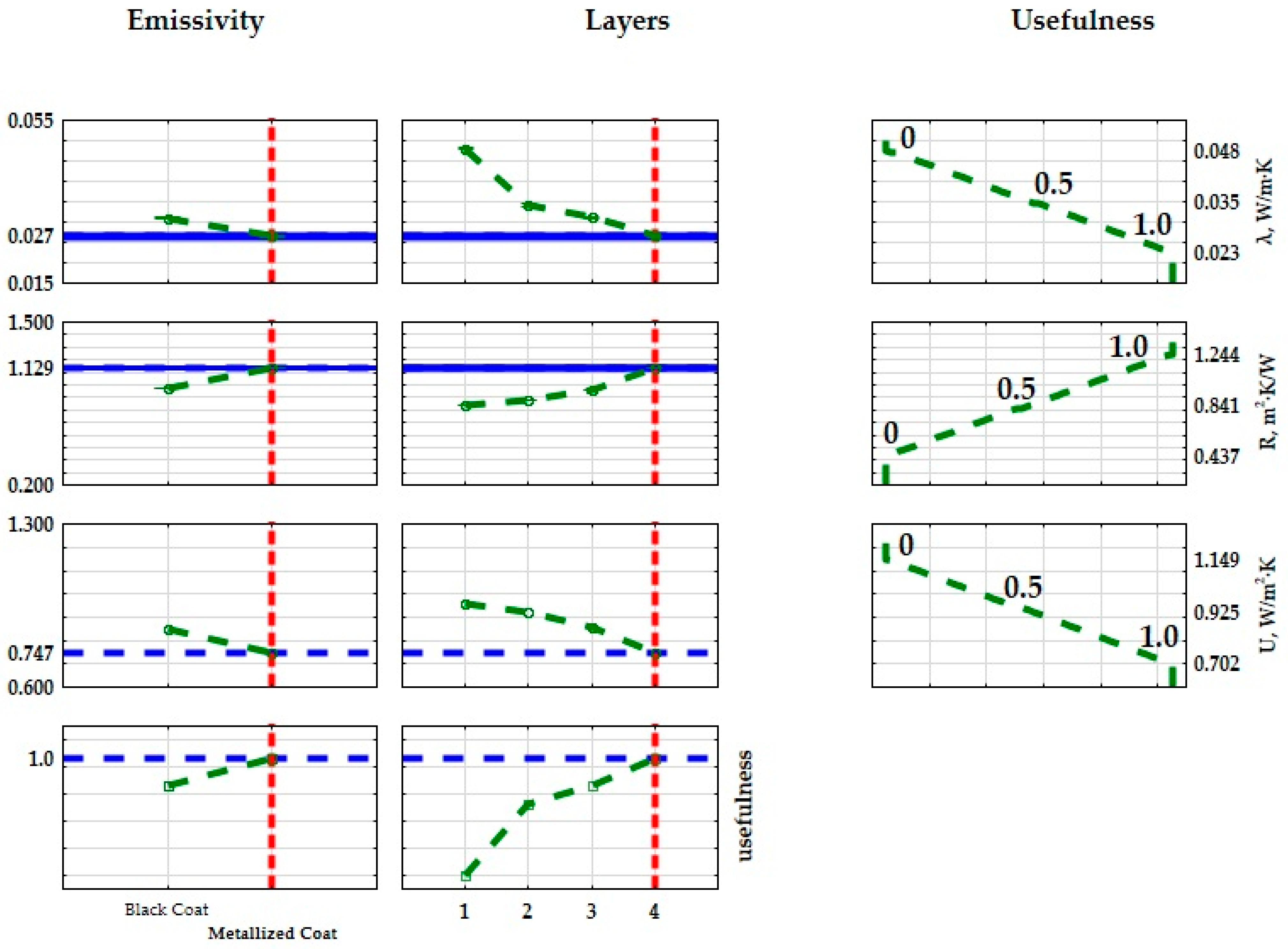
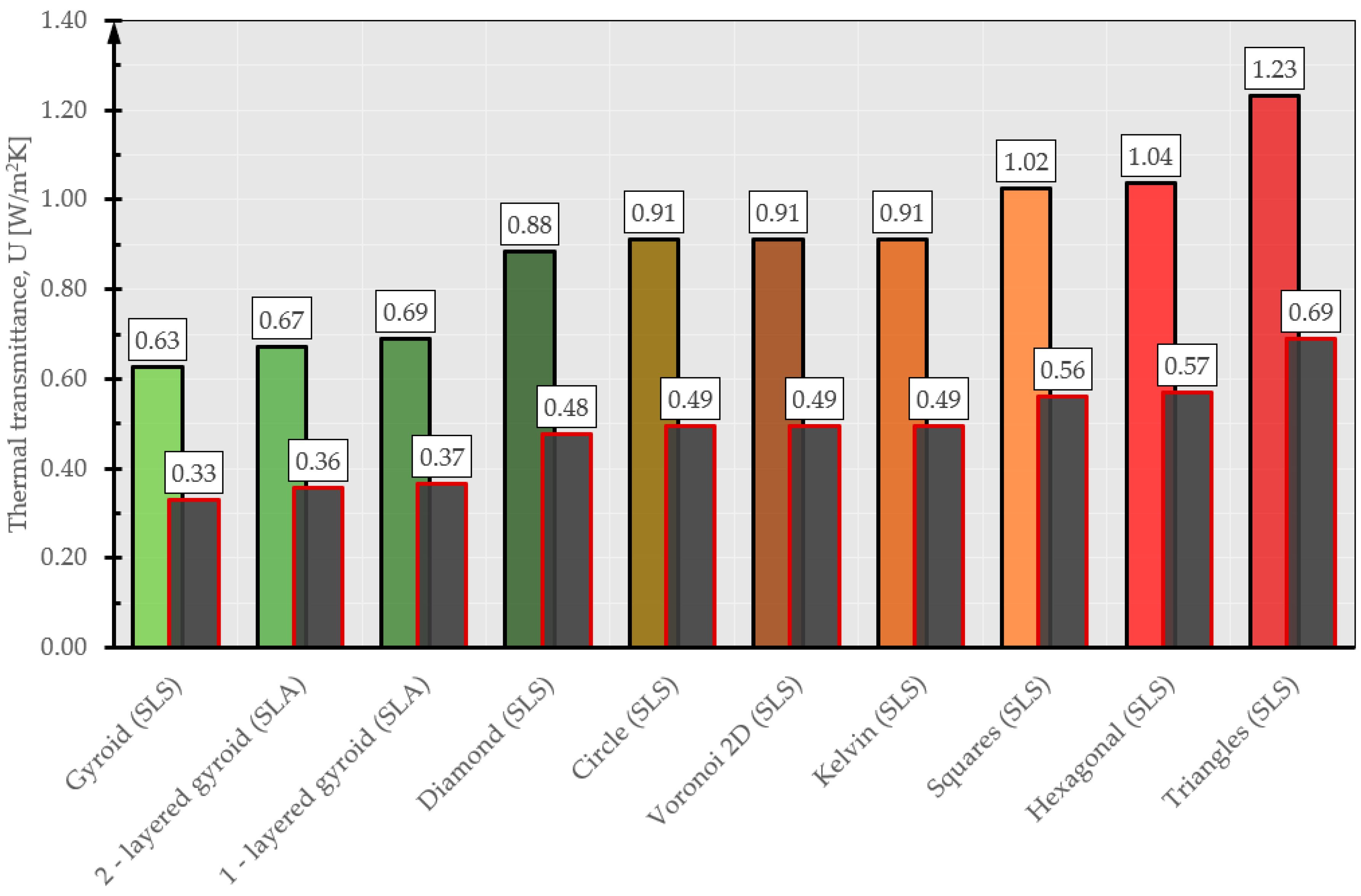
3.2. Quantitative Evaluation of Thermal Insulation by Means of Heat Density Measurement
4. Discussion
5. Conclusions
- Thermograms confirmed the uniform distribution of the temperature field over the entire surface of the printed test samples.
- The best (lowest) thermal conductivity is demonstrated by a 3D-printed structure in the form of a gyroid with a thermal conductivity coefficient of 0.035 W/m2·K.
- The 3D-printed gyroidal structure has thermal insulation properties similar to those of typical thermal insulation materials used in construction, such as mineral wool and polystyrene.
- Increasing the number of layers (in the same material thickness) significantly reduces the thermal conductivity of the printed structure. This is due to the smaller airspaces, which reduce the amount of heat transferred by convection and radiation.
- The proposed gyroid geometry is expected to be used to print the filling in the window frames, which will increase the stiffness and strength of the frames while reducing thermal conductivity (greater energy efficiency).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wakefield, E. TH Zurich 3D Prints Building Insulation Components Using Recycled Industrial Waste. Available online: https://www.voxelmatters.com/eth-zurich-3d-prints-building-insulation-components-using-recycled-industrial-waste/ (accessed on 10 January 2024).
- Landolt, C. Using 3D Printing to Produce Lightweight Insulating Building Elements. Available online: https://techxplore.com/news/2023-11-3d-lightweight-insulating-elements.html (accessed on 15 January 2024).
- Pessoa, S.; Guimarães, A.S.; Lucas, S.S.; Simões, N. 3D printing in the construction industry—A systematic review of the thermal performance in buildings. Renew. Sustain. Energy Rev. 2021, 141, 110794. [Google Scholar] [CrossRef]
- Nehme, S.; Abeidi, A. 3D concrete printing: Review. Epa.—J. Silic. Based Compos. Mater. 2022, 74, 183–187. [Google Scholar] [CrossRef]
- Arefin, A.M.E.; Khatri, N.R.; Kulkarni, N.; Egan, P.F. Polymer 3D Printing Review: Materials, Process, and Design Strategies for Medical Applications. Polymers 2021, 13, 1499. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D printing of ceramics: A review. J. Eur. Ceram Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Buchanan, C.; Gardner, L. Metal 3D printing in construction: A review of methods, research, applications, opportunities and challenges. Eng. Struct. 2019, 180, 332–348. [Google Scholar] [CrossRef]
- Fratello, V.S.; Rael, R. Innovating materials for large scale additive manufacturing: Salt, soil, cement and chardonnay. Cem. Concr. Res. 2020, 134, 106097. [Google Scholar] [CrossRef]
- Richards, D.J.; Tan, Y.; Jia, J.; Yao, H.; Mei, Y. 3D Printing for Tissue Engineering. Isr. J. Chem. 2013, 53, 805–814. [Google Scholar] [CrossRef] [PubMed]
- ISO/ASTM 52900:2021; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. Principles for the Development of International Standards, Guides and Recommendations Issued by the World Trade Organization Technical Barriers to Trade (TBT) Committee. ISO: Geneva, Switzerland, 2021.
- Anwajler, B.; Piwowar, A. Bioniczny kompozyt komórkowy o właściwościach izolacyjnych wykonany w technologii addytywnej SLS. Izolacje 2023, 28, 2–9. [Google Scholar]
- Anwajler, B.; Spychaj, R.; Wójcik, P.; Piwowar, A. Doświadczalne wyznaczenie właściwości cieplnych prototypowych materiałów izolacyjnych wykonanych technologią druku 3D. Rynek Energii 2021, 6, 44–51. [Google Scholar]
- Grabowska, B. Materiały termoizolacyjne—Wybrane aspekty bioinspiracji w klimatyzacji i chłodnictwie. Chłodnictwo Klimatyzacja 2017, 10, 60–63. [Google Scholar]
- Du, Y.; Liang, H.; Xie, D.; Mao, N.; Zhao, J.; Tian, Z.; Wang, C.; Shen, L. Design and statistical analysis of irregular porous scaffolds for orthopedic reconstruction based on voronoi tessellation and fabricated via selective laser melting (SLM). Mater. Chem. Phys. 2020, 239, 121968. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, D.; Zhou, Y.; Wang, W.; Cao, X. Study on topology optimization design, manufacturability, and performance evaluation of Ti-6Al-4V porous structures fabricated by selective laser melting (SLM). Materials 2017, 10, 1048. [Google Scholar] [CrossRef] [PubMed]
- Zhu, L.; Liang, H.; Lv, F.; Xie, D.; Wang, C.; Mao, Y.; Yang, Y.; Tian, Z.; Shen, L. Design and compressive fatigue properties of irregular porous scaffolds for orthopedics fabricated using selective laser melting. ACS Biomater. Sci. Eng. 2021, 7, 1663–1672. [Google Scholar] [CrossRef] [PubMed]
- Basheer, A.A. Advances in the smart materials applications in the aerospace industries. Aircr. Eng. Aerosp. Technol. 2020, 92, 1027–1035. [Google Scholar] [CrossRef]
- Ali, I.; Burakov, A.E.; Melezhik, A.V.; Babkin, A.V.; Burakova, I.V.; Neskomornaya, M.E.A.; Galunin, E.V.; Tkachev, A.G.; Kuznetsov, D.V. Removal of copper (II) and zinc (II) ions in water on a newly synthesized polyhydroquinone/graphene nanocomposite material: Kinetics, thermodynamics and mechanism. ChemistrySelect 2019, 4, 12708–12718. [Google Scholar] [CrossRef]
- Ali, I.; Basheer, A.A.; Kucherova, A.; Memetov, N.; Pasko, T.; Ovchinnikov, K.; Pershin, V.; Kuznetsov, D.; Galunin, E.; Grachev, V.; et al. Advances in carbon nanomaterials as lubricants modifiers. J. Mol. Liq. 2019, 279, 251–266. [Google Scholar] [CrossRef]
- Anwajler, B.; Szkudlarek, M. Właściwości cieplne materiałów o strukturze TPMS wykonanych w technologii druku addytywnego SLS. Rynek Energii 2023, 1, 11–20. [Google Scholar]
- Anwajler, B. The thermal properties of a prototype insulation with a gyroid structure—Optimization of the structure of a cellular composite made using SLS printing technology. Materials 2022, 15, 1352. [Google Scholar] [CrossRef]
- Zhong, M.; Zhou, W.; Xi, H.; Liang, Y.; Wu, Z. Double level energy absorption of 3D printed TPMS cellular structures via wall thickness gradient design. Materials 2021, 14, 6262. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.; Jin, Y.; Du, J. Functionally graded scaffolds with programmable pore size distribution based on triply periodic minimal surface fabricated by Selective Laser Melting. Materials 2020, 13, 5046. [Google Scholar] [CrossRef]
- Zadpoor, A.A. Additively manufactured porous metallic biomaterials. J. Mater. Chem. 2019, 7, 4088–4117. [Google Scholar] [CrossRef]
- Tang, W.; Zhou, H.; Zhang, L.; Zeng, Y.; Sun, L.; Zhao, Y.; Yan, M.; Jiang, C.; Yang, P.; Li, Q.; et al. A New Method to Adjust the Lattice Structure of Gyroid-Type Triply Periodic Minimal Surfaces (TPMS) and Its Effect on Convective Heat Transfer Process. Available online: https://ssrn.com/abstract=4263557 (accessed on 10 June 2023).
- Grabowska, B.; Kasperski, J. The thermal conductivity of 3D printed plastic insulation materials—The effect of optimizing the regular structure of closures. Materials 2020, 13, 4400. [Google Scholar] [CrossRef]
- Lopes, L.; Reis, D.; Paula Junior, A.; Almeida, M. Influence of 3D microstructure pattern and infill density on the mechanical and thermal properties of PET-G filaments. Polymers 2023, 15, 2268. [Google Scholar] [CrossRef] [PubMed]
- de Rubeis, T.; Ciccozzi, A.; Pasqualoni, G.; Paoletti, D.; Ambrosini, D. On the use of waste materials for thermal improvement of 3D-printed block—An experimental comparison. Buildings 2023, 13, 1136. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, M.; Zhang, C.; Zhou, T.; Wu, X.; Yue, X. Prediction and numerical study of thermal performance of gradient porous structures based on Voronoi tessellation design. Materials 2022, 15, 8046. [Google Scholar] [CrossRef] [PubMed]
- Sarvestani, H.Y.; Akbarzadeh, A.H.; Niknam, H.; Hermenean, K. 3D printed architected polymeric sandwich panels: Energy absorption and structural performance. Compos. Struct. 2018, 200, 886–909. [Google Scholar] [CrossRef]
- Petras, A.; Sutcliffe, M. Failure mode maps for honeycomb sandwich panels. Compos. Struct. 1999, 44, 237–252. [Google Scholar] [CrossRef]
- Buitrago, B.L.; Santiuste, C.; Sanchez-Saez, S.; Barbero, E. Modelling of composite sandwich structures with honeycomb core subjected to high-velocity impact. Compos. Struct. 2010, 92, 2090–2096. [Google Scholar] [CrossRef]
- Rathbun, H.; Radford, D.D.; Xue, Z.; He, M.Y.; Yang, J.; Deshpande, V.; Fleck, N.A.; Hutchinson, J.W.; Zok, F.W.; Evans, A.G. Performance of metallic honeycomb-core sandwich beams under shock loading. Int. J. Solids Struct. 2006, 43, 1746–1763. [Google Scholar] [CrossRef]
- Wadley, H.N. Multifunctional periodic cellular metals. Philos. Trans. R. Soc. A 2006, 364, 31–68. [Google Scholar] [CrossRef]
- Masters, I.; Evans, K. Models for the elastic deformation of honeycombs. Compos. Struct. 1996, 35, 403–422. [Google Scholar] [CrossRef]
- Meraghni, F.; Desrumaux, F.; Benzeggagh, M. Mechanical behaviour of cellular core for structural sandwich panels. Compos. Part A Appl. Sci. Manuf. 1999, 30, 767–779. [Google Scholar] [CrossRef]
- Becker, W. Closed-form analysis of the thickness effect of regular honeycomb core material. Compos. Struct. 2000, 48, 67–70. [Google Scholar] [CrossRef]
- Mirabolghasemi, A.; Akbarzadeh, A.H.; Rodrigue, D.; Therriault, D. Thermal conductivity of architected cellular metamaterials. Acta Mater. 2019, 174, 61–80. [Google Scholar] [CrossRef]
- Suntharalingam, T.; Upasiri, I.; Nagaratnam, B.; Poologanathan, K.; Gatheeshgar, P.; Tsavdaridis, K.D.; Nuwanthika, D. Finite element modelling to predict the fire performance of bio-inspired 3D-printed concrete wall panels exposed to realistic fire. Buildings 2022, 12, 111. [Google Scholar] [CrossRef]
- Grabowska, B.; Wiśniewski, K.; Bawolski, K. Propozycja materiału termoizolacyjnego inspirowanego naturą w technologii druku 3D. Chłodnictwo Klimatyzacja 2020, 12, 60–63. [Google Scholar]
- Feng, G.; Feng, Y.; Qiu, L.; Zhang, X. Evaluation of thermal performance for bionic porous ceramic phase change material using micro-computed tomography and lattice Boltzmann method. Int. J. Therm. Sci. 2022, 179, 107621. [Google Scholar] [CrossRef]
- EN ISO 9869-1:2014; Thermal Insulation-Building Elements—In Situ Measurement of Thermal Resistance and Thermal Transmittance. Part 1: Heat Flow Meter Method. ISO: Geneva, Switzerland, 2014.
- EN ISO 6946:2017; Building Components and Building Elements—Thermal Resistance and Thermal Transmittance—Calculation Methods. ISO: Geneva, Switzerland, 2017.
- EN ISO 6946:1999; Building Components and Building Elements—Thermal Resistance and Thermal Transmittance—Calculation Methods. ISO: Geneva, Switzerland, 1999.
- EN 12524:2003; Building Materials and Products—Hygrothermal Properties—Tabulated Design Values. ISO: Geneva, Switzerland, 2003.
- Jezierski, W. Wpływ parametrów fizykalnych elementów stolarki okiennej na współczynnik przenikania ciepła okien. Izolacje 2018, 3, 38–42. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measuring Device | Accuracy |
|---|---|
| K-type thermocouple | 0.1 K |
| FHF04SC heat flux sensor | 11 μV/(W/m2) |
| Vernier caliper | 0.05 mm |
| Type Geometry | d [mm] | Vqc [mV] | q [W/m2] | Tg [°C] | Td [°C] | λ [W/m·K] | R [m2·K/W] | U [W/m2·K] |
|---|---|---|---|---|---|---|---|---|
| Gyroid | 20 | 0.38 | 37.50 | 15.1 | −3.80 | 0.035 | 0.50 | 0.99 |
| Diamond | 20 | 0.46 | 44.70 | 13.7 | −3.40 | 0.052 | 0.38 | 1.19 |
| Circle | 20 | 0.40 | 46.60 | 15.1 | −3.21 | 0.054 | 0.39 | 1.13 |
| 2D Voronoi | 20 | 0.53 | 51.70 | 15.7 | −3.40 | 0.054 | 0.37 | 1.26 |
| Kelvin | 20 | 0.49 | 48.10 | 13.0 | −4.50 | 0.054 | 0.36 | 1.32 |
| Aquares | 20 | 0.51 | 49.60 | 12.1 | −2.60 | 0.062 | 0.29 | 1.29 |
| Hexagonal | 20 | 0.48 | 46.80 | 13.0 | −3.10 | 0.063 | 0.34 | 1.31 |
| Triangles | 20 | 0.60 | 59.40 | 12.5 | −3.50 | 0.078 | 0.27 | 1.29 |
| Type Panel | d [mm] | Vqc [mV] | q [W/m2] | Tg [°C] | Td [°C] | λ [W/m·K] | R [m2·K/W] | U [W/m2·K] |
|---|---|---|---|---|---|---|---|---|
| four-layer panel with outer metallized | 40 | 0.23 | 21.85 | 19.32 | −5.41 | 0.026 | 1.129 | 0.75 |
| three-layer panel with outer metallized | 40 | 0.26 | 25.15 | 19.33 | −4.9 | 0.031 | 0.964 | 0.85 |
| two-layer panel with outer metallized | 40 | 0.28 | 27.57 | 19.27 | −4.81 | 0.034 | 0.876 | 0.92 |
| one-layer panel with outer metallized | 40 | 0.29 | 28.25 | 17.79 | −5.76 | 0.048 | 0.832 | 0.96 |
| four-layer panel with outer black | 40 | 0.23 | 22.14 | 19.7 | −1.79 | 0.031 | 0.968 | 0.85 |
| three-layer panel with outer black | 40 | 0.27 | 26.21 | 19.6 | −3.87 | 0.034 | 0.894 | 0.91 |
| two-layer panel with outer black | 40 | 0.42 | 40.97 | 20.3 | −1.60 | 0.038 | 0.53 | 1.08 |
| one-layer panel with outer black | 40 | 0.41 | 39.40 | 18.5 | −2.60 | 0.039 | 0.53 | 1.09 |
| Type Geometry | Δd [mm] | ΔT [°C] | ΔVqc [mv] | Δq [W/m2] | Δλ [W/m·K] | ΔR [m2·K/W] |
|---|---|---|---|---|---|---|
| Gyroid | 0.1 | 0.1 | 0.023 | 2.21 | 0.00492 | 0.02365 |
| Diamond | 0.1 | 0.1 | 0.026 | 2.55 | 0.00677 | 0.01766 |
| Circle | 0.1 | 0.1 | 0.027 | 2.65 | 0.00573 | 0.02023 |
| 2D Voronoi | 0.1 | 0.1 | 0.032 | 3.10 | 0.00728 | 0.01611 |
| Kelvin | 0.1 | 0.1 | 0.026 | 2.53 | 0.00623 | 0.01896 |
| Aquares | 0.1 | 0.1 | 0.028 | 2.72 | 0.00776 | 0.01559 |
| Hexagonal | 0.1 | 0.1 | 0.029 | 2.79 | 0.00700 | 0.01693 |
| Triangles | 0.1 | 0.1 | 0.033 | 3.17 | 0.00822 | 0.01448 |
| Type Geometry | Δd [mm] | ΔT [°C] | ΔVqc [mv] | Δq [W/m2] | Δλ [W/m·K] | ΔR [m2·K/W] |
|---|---|---|---|---|---|---|
| four-layer panel with outer metallized | 0.1 | 0.1 | 0.026 | 2.56 | 0.00691 | 0.01745 |
| three-layer panel with outer metallized | 0.1 | 0.1 | 0.032 | 3.14 | 0.00748 | 0.01650 |
| two-layer panel with outer metallized | 0.1 | 0.1 | 0.026 | 2.57 | 0.00642 | 0.01886 |
| one-layer panel with outer metallized | 0.1 | 0.1 | 0.028 | 2.75 | 0.00776 | 0.01560 |
| four-layer panel with outer black | 0.1 | 0.1 | 0.033 | 3.10 | 0.00815 | 0.01458 |
| three-layer panel with outer black | 0.1 | 0.1 | 0.029 | 2.72 | 0.00710 | 0.02019 |
| two-layer panel with outer black | 0.1 | 0.1 | 0.023 | 2.25 | 0.00448 | 0.02560 |
| one-layer panel with outer black | 0.1 | 0.1 | 0.027 | 2.60 | 0.00587 | 0.01987 |
| M | Me | Min | Max | SD | Sk | K | |
|---|---|---|---|---|---|---|---|
| λ, W/(m·K) | 0.0565 | 0.0540 | 0.0349 | 0.0781 | 0.0116 | 0.0274 | 0.5593 |
| R, (m2·K)/W | 0.3625 | 0.3650 | 0.2690 | 0.5100 | 0.0671 | 0.6951 | 0.4881 |
| U, (W/m2·K) | 1.2713 | 1.2900 | 0.9890 | 1.5810 | 0.1612 | 0.1556 | 0.5222 |
| Symbol That Identifies the Input Factors | SS | df | MS | F | p |
|---|---|---|---|---|---|
| absolute term | 0.076614 | 1 | 0.07661 | 7,661,400 | 0.00 |
| composite core geometry | 0.003108 | 7 | 0.00044 | 44,400 | 0.00 |
| error | 0.0000002 | 16 | 0.00000001 |
| Symbol That Identifies the Input Factors | SS | df | MS | F | p |
|---|---|---|---|---|---|
| absolute term | 3.15375 | 1 | 3.15375 | 235,794.4 | 0.00 |
| composite core geometry | 0.10305 | 7 | 0.01472 | 1100.7 | 0.00 |
| error | 0.00021 | 16 | 0.000014 |
| Symbol That Identifies the Input Factors | SS | df | MS | F | p |
|---|---|---|---|---|---|
| absolute term | 38.78330 | 1 | 38.78329 | 33,242,824.3 | 0.00 |
| composite core geometry | 0.59723 | 7 | 0.085317 | 73,129.6 | 0.00 |
| error | 0.000019 | 16 | 0.0000012 |
| M | Me | Min | Max | SD | Sk | |
|---|---|---|---|---|---|---|
| λ, W/(m·K) | 0.0352 | 0.0341 | 0.0266 | 0.0481 | 0.0063 | 0.8214 |
| R, (m2·K)/W | 0.8405 | 0.8854 | 0.5300 | 1.1293 | 0.2017 | 0.5485 |
| U, (W/m2·K) | 0.9254 | 0.9129 | 0.7466 | 1.0900 | 0.1117 | 0.1671 |
| Symbol That Identifies the Input Factors | SS | df | MS | F | p |
|---|---|---|---|---|---|
| absolute term | 0.0297 | 1 | 0.0297 | 501,941.2 | 0.00 |
| ε | 0.000001 | 1 | 0.000001 | 17.8 | 0.00 |
| n | 0.000717 | 3 | 0.00024 | 4030.6 | 0.00 |
| ε × n | 0.000183 | 3 | 0.000061 | 1031.8 | 0.00 |
| error | 0.000001 | 16 | 0.000000 |
| Symbol That Identifies the Input Factors | SS | df | MS | F | p |
|---|---|---|---|---|---|
| absolute term | 16.9559 | 1 | 16.9559 | 11,795,902.3 | 0.00 |
| ε | 0.2897 | 1 | 0.28966 | 202,344.6 | 0.00 |
| n | 0.5729 | 3 | 0.19097 | 133,124.7 | 0.00 |
| ε × n | 0.0734 | 3 | 0.02448 | 17,149.6 | 0.00 |
| error | 0.000 | 16 | 0.0000 |
| Symbol That Identifies the Input Factors | SS | df | MS | F | p |
|---|---|---|---|---|---|
| absolute term | 20.5507 | 1 | 20.5507 | 7,051,659.2 | 0.00 |
| ε | 0.07442 | 1 | 0.0744 | 26,038.5 | 0.00 |
| n | 0.20376 | 3 | 0.0679 | 23,153.5 | 0.00 |
| ε × n | 0.00920 | 3 | 0.0031 | 1037.6 | 0.00 |
| error | 0.0000 | 16 | 0.0000 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Anwajler, B.; Szołomicki, J.; Noszczyk, P.; Baryś, M. The Potential of 3D Printing in Thermal Insulating Composite Materials—Experimental Determination of the Impact of the Geometry on Thermal Resistance. Materials 2024, 17, 1202. https://doi.org/10.3390/ma17051202
Anwajler B, Szołomicki J, Noszczyk P, Baryś M. The Potential of 3D Printing in Thermal Insulating Composite Materials—Experimental Determination of the Impact of the Geometry on Thermal Resistance. Materials. 2024; 17(5):1202. https://doi.org/10.3390/ma17051202
Chicago/Turabian StyleAnwajler, Beata, Jerzy Szołomicki, Paweł Noszczyk, and Michał Baryś. 2024. "The Potential of 3D Printing in Thermal Insulating Composite Materials—Experimental Determination of the Impact of the Geometry on Thermal Resistance" Materials 17, no. 5: 1202. https://doi.org/10.3390/ma17051202
APA StyleAnwajler, B., Szołomicki, J., Noszczyk, P., & Baryś, M. (2024). The Potential of 3D Printing in Thermal Insulating Composite Materials—Experimental Determination of the Impact of the Geometry on Thermal Resistance. Materials, 17(5), 1202. https://doi.org/10.3390/ma17051202