


Preparation and Mechanism Analysis of Stainless Steel AOD Slag Mixture Base Materials

Abstract
:1. Introduction
2. The Main Raw Materials Used in the Experiment
2.1. Cement
2.2. Fly Ash
2.3. The Stainless Steel AOD Slag
2.4. The Recycled Aggregate
3. Mixture Design and Test Method
3.1. Gradation Design
3.2. Proportioning Mix Design
3.3. Experimental Methods
4. Test Results and Analysis
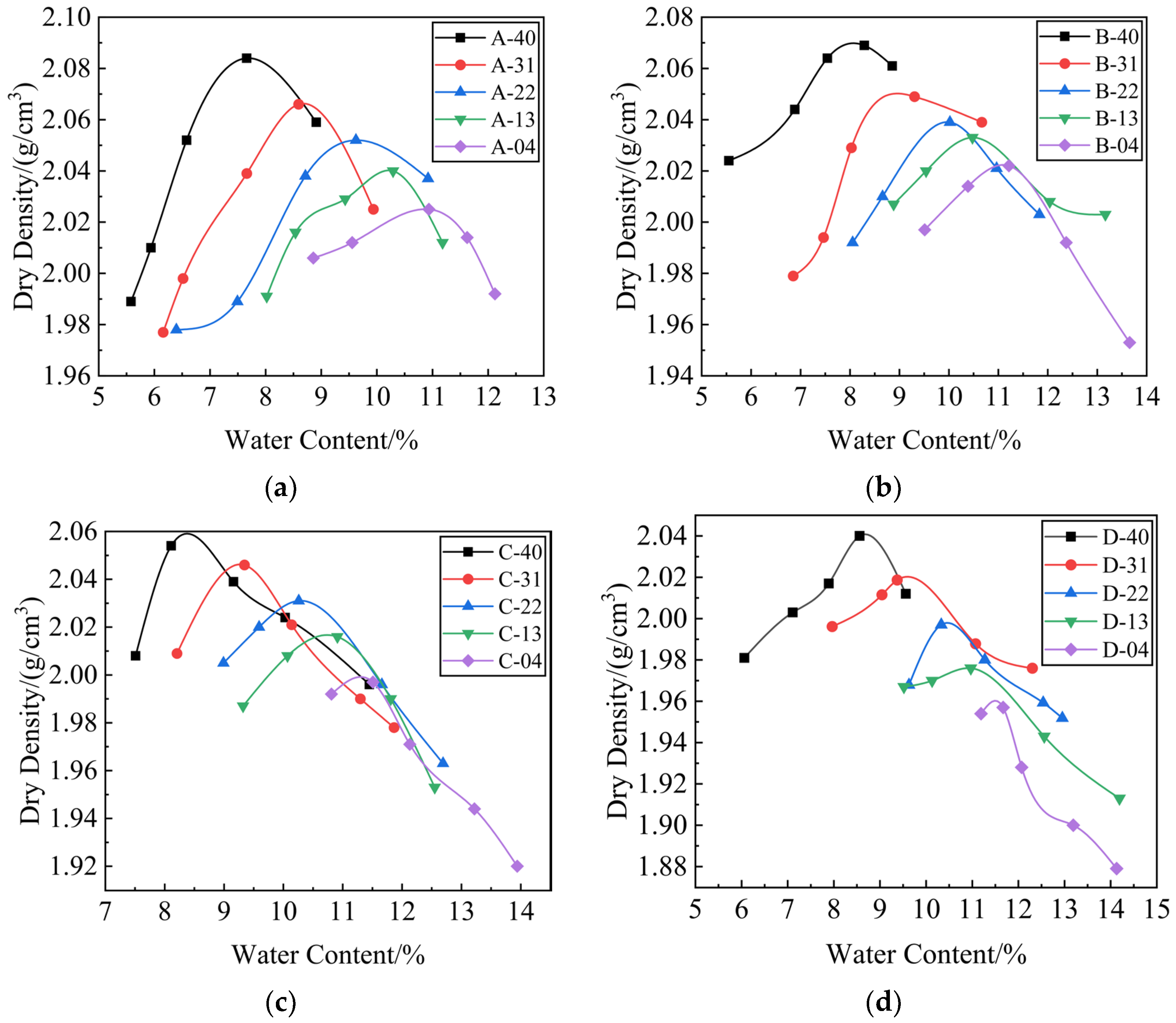
4.1. Compaction Test
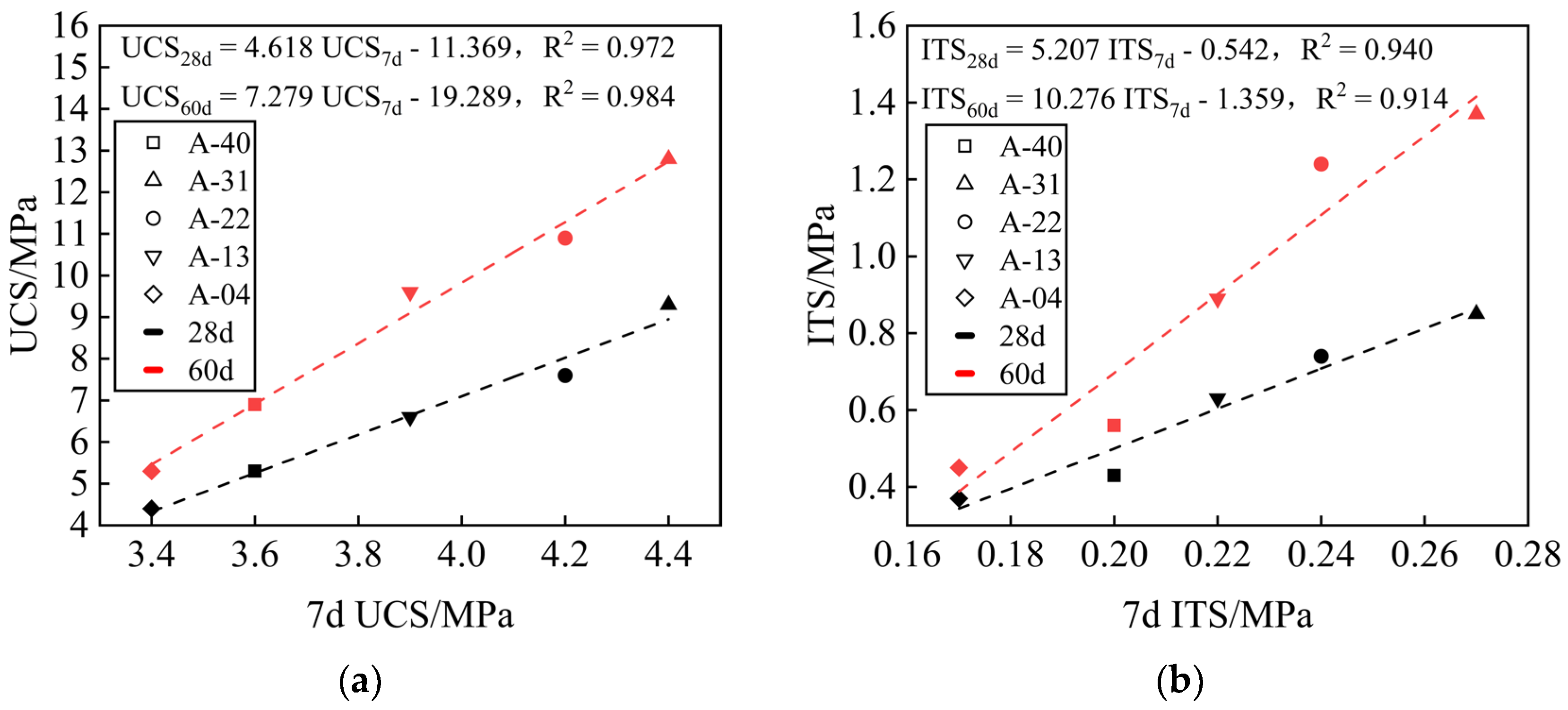
4.2. Unconfined Compressive Strength (UCS)
- At different cement dosages, the distribution characteristics of the 7d UCS change curve of the mixture specimen are similar; the UCS value increases with the increase in cement content. The minimum 7d UCS values of the four cement dosage mixture specimens are all greater than 3 MPa, which meets the requirements for standard JTG/T F20-2015 [36] specifying that the cement–FA-stabilized base material not be less than 2.5 MPa. When R = 3%, R = 4%, R = 5%, and R = 6%, the UCS values of the four groups of cement dosage specimens reached their peak. Therefore, A-31, B-31, C-31, and D-31 were identified as the optimal ratios.
- At 3% cement dosage, the distribution characteristics of the UCS curves of specimens at different ages are similar. The UCS value under the same replacement rate R increases with age, but the growth amplitude gradually decreases, indicating that the chemical reaction of gelatinous material gradually weakens, and the strength begins to stabilize. When R = 3%, the UCS values of the specimens at different ages reach their peak, and A-31 was determined to be the optimal ratio.
- At the same cement dosage, the UCS of the specimen increases first and then decreases with the AOD slag replacement rate R. When R = 3%, the UCS of the specimen reaches its maximum of 4.4 MPa at 7 days, 9.3 MPa at 28 days, and 12.8 MPa at 60 days, indicating that the incorporation of AOD slag promotes the chemical reaction between cement and FA, forming a better skeleton structure, which plays a key role in improving the strength of the mixture. When R = 6% and R = 9%, the UCS of the specimen shows a downward trend, indicating that too much AOD slag is not conducive to the chemical reaction between cement and FA, and the strength decreases. When R = 12%, the AOD slag completely replaces the FA, and the UCS of the specimen reaches a minimum, indicating that the excitation effect of AOD slag is reduced.
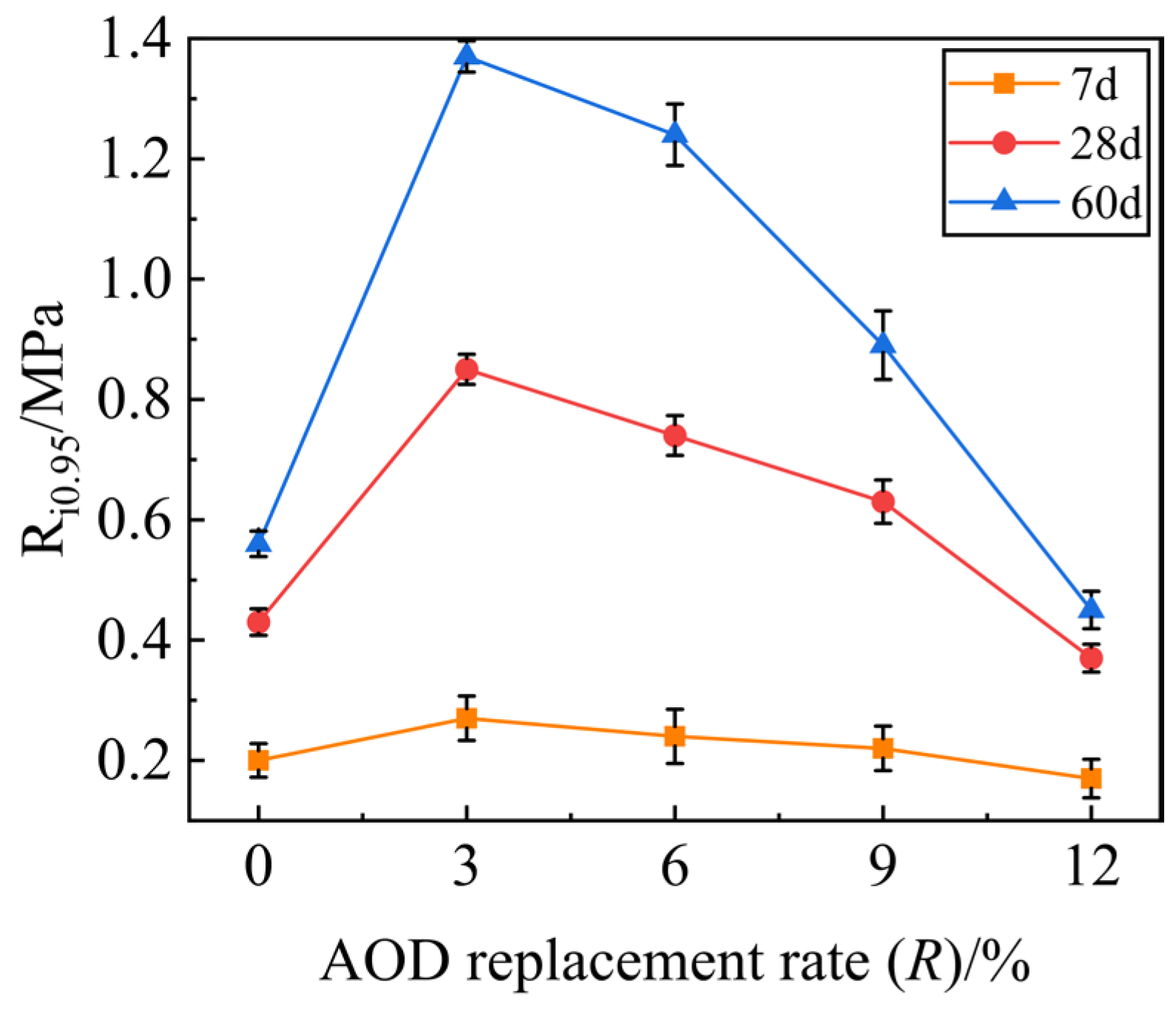
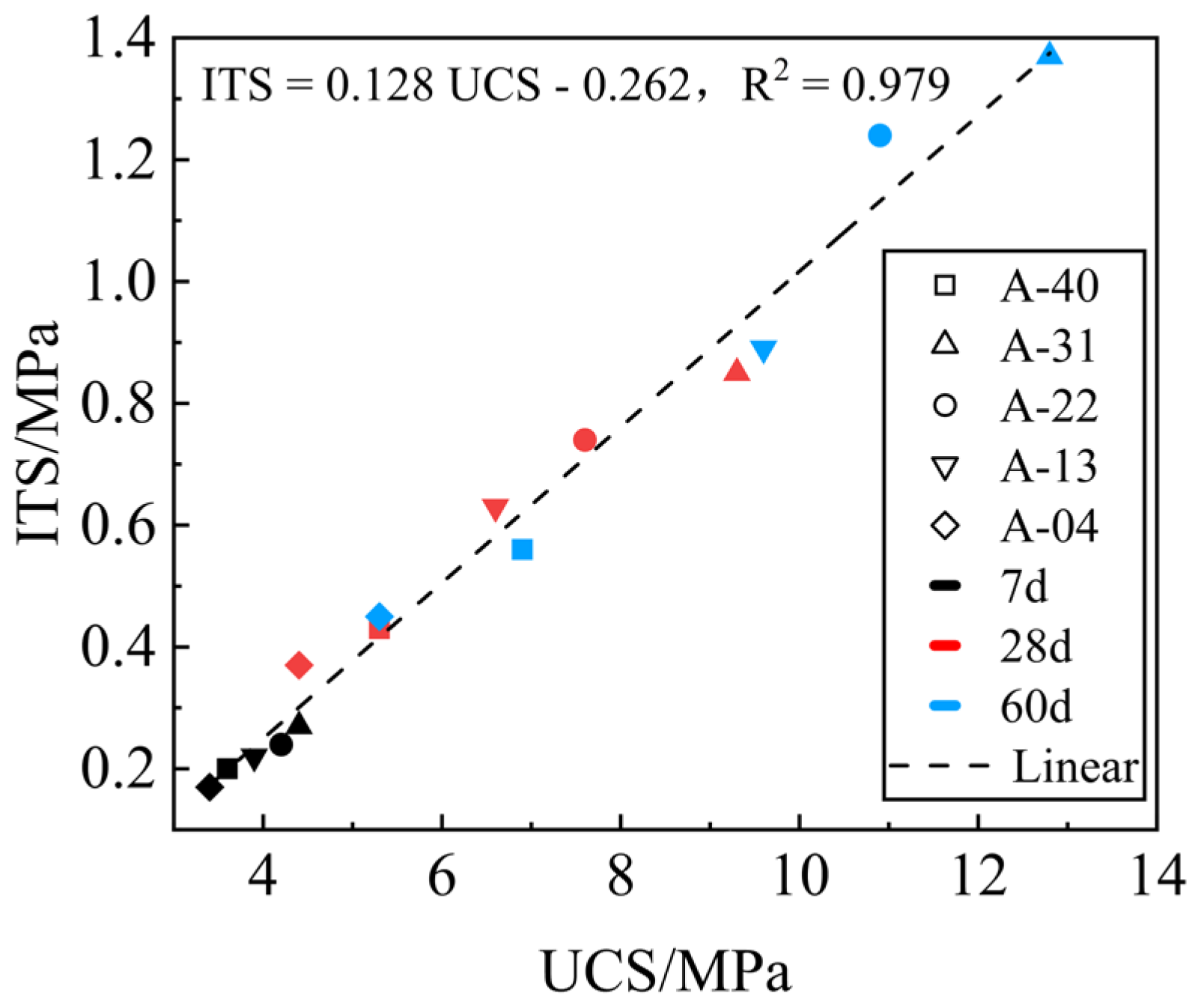
4.3. Indirect Tensile Strength (ITS)
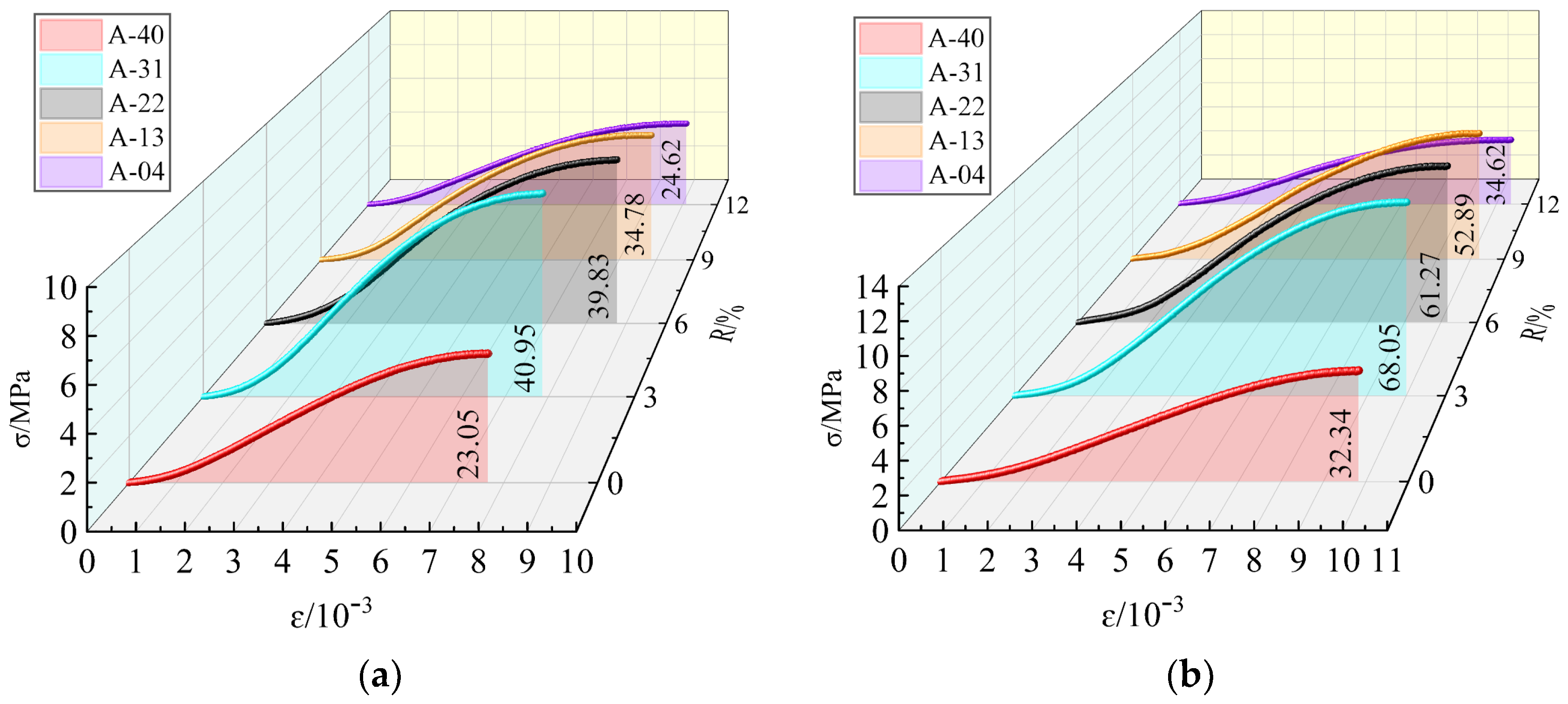
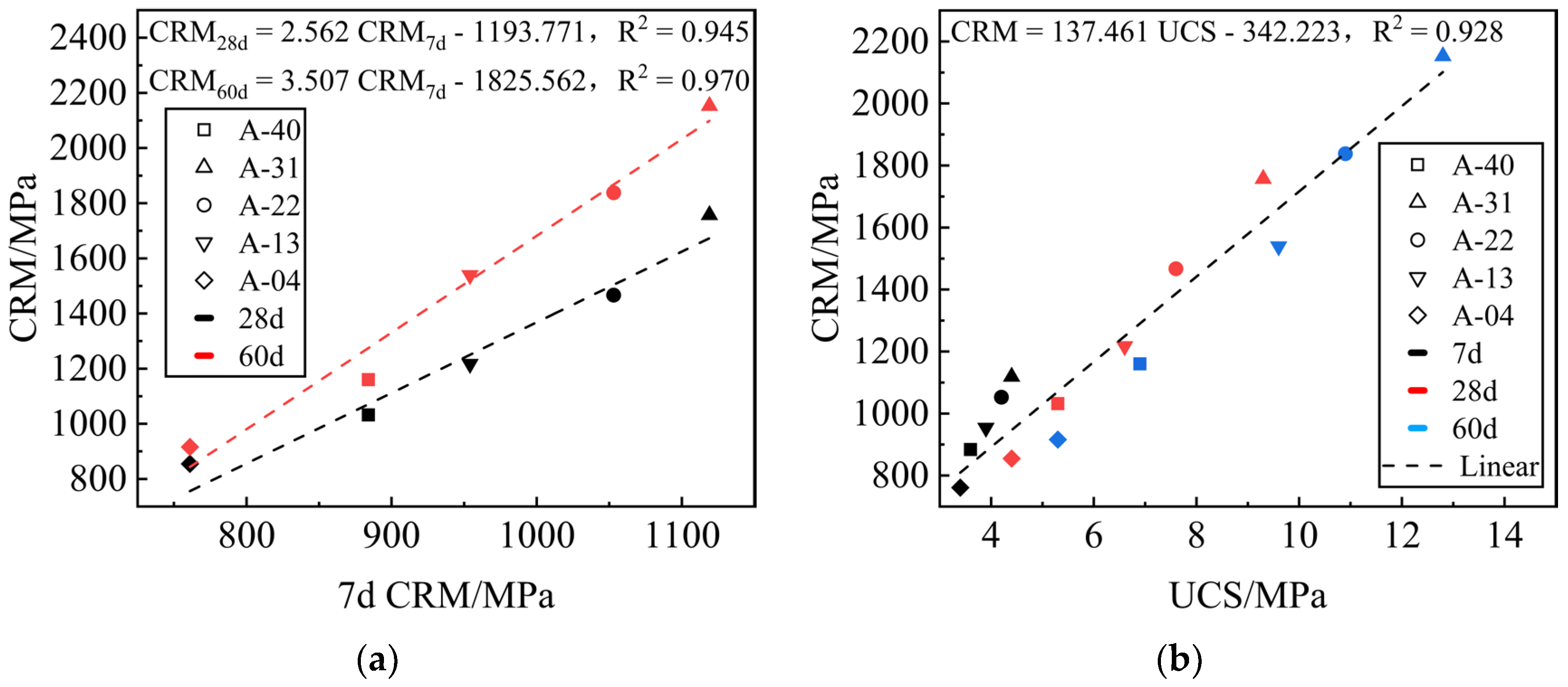
4.4. Compressive Resilience Modulus (CRM)
4.5. Expansion Rate (ER)
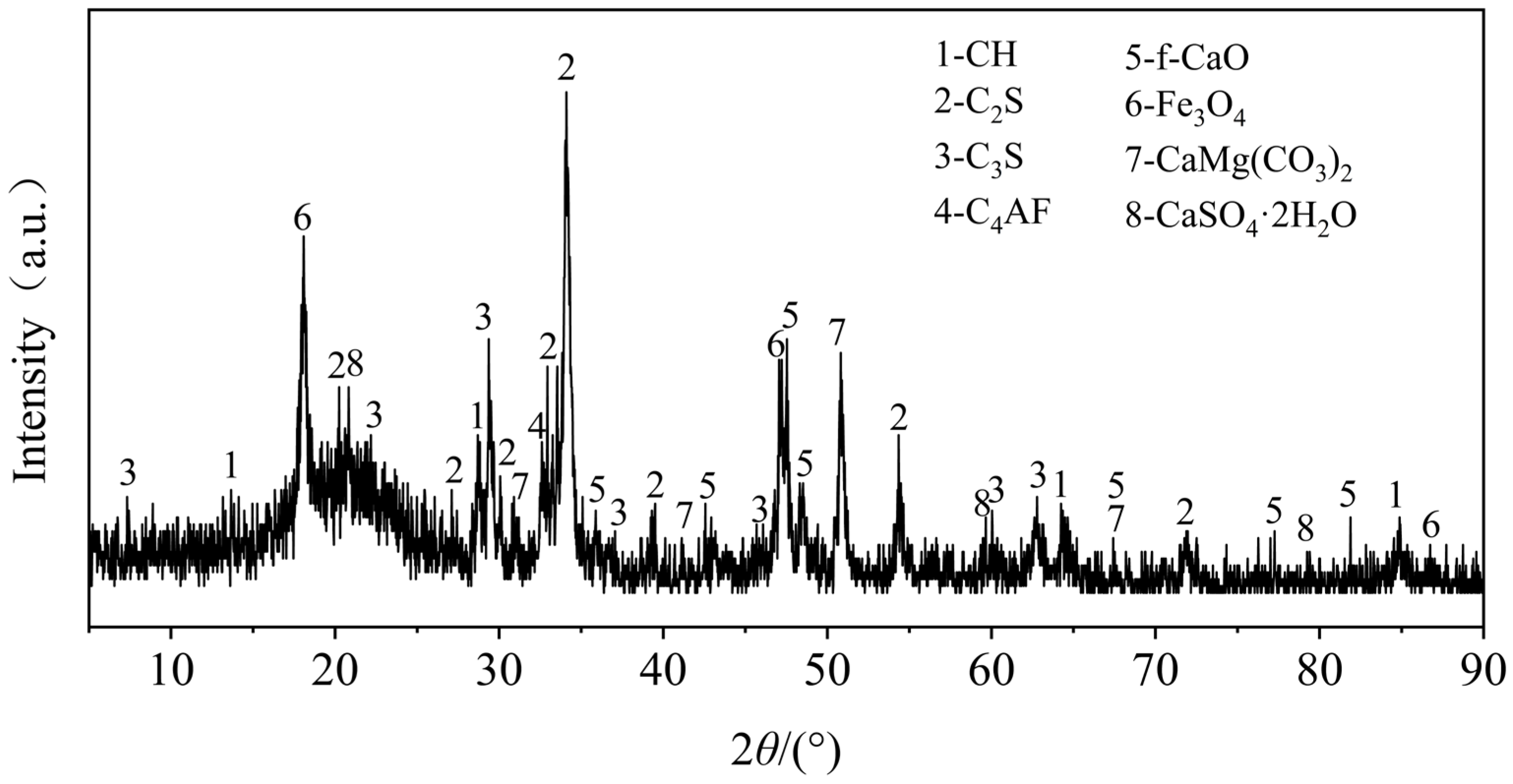
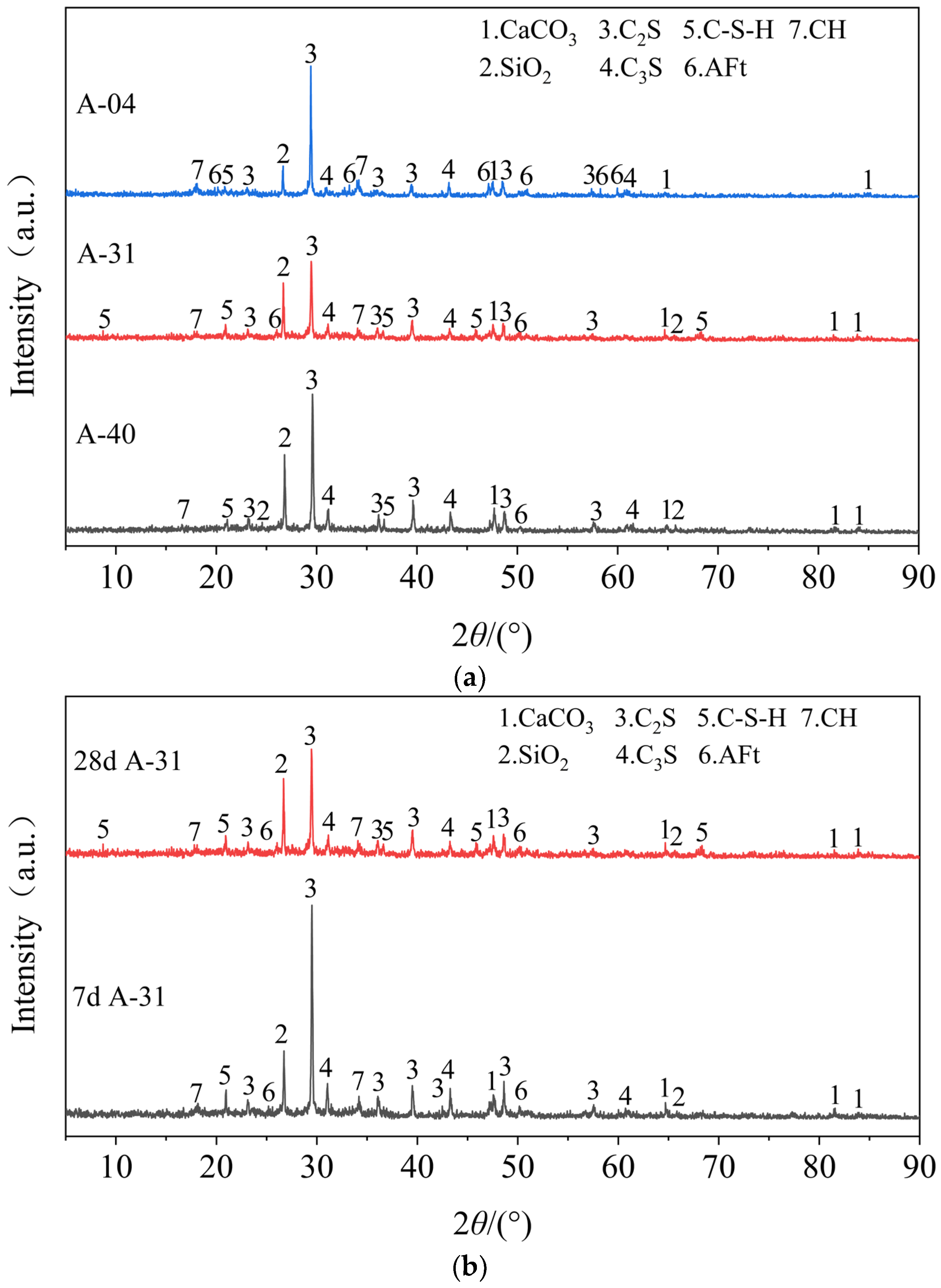
4.6. X-ray Diffraction (XRD) Phase Analysis
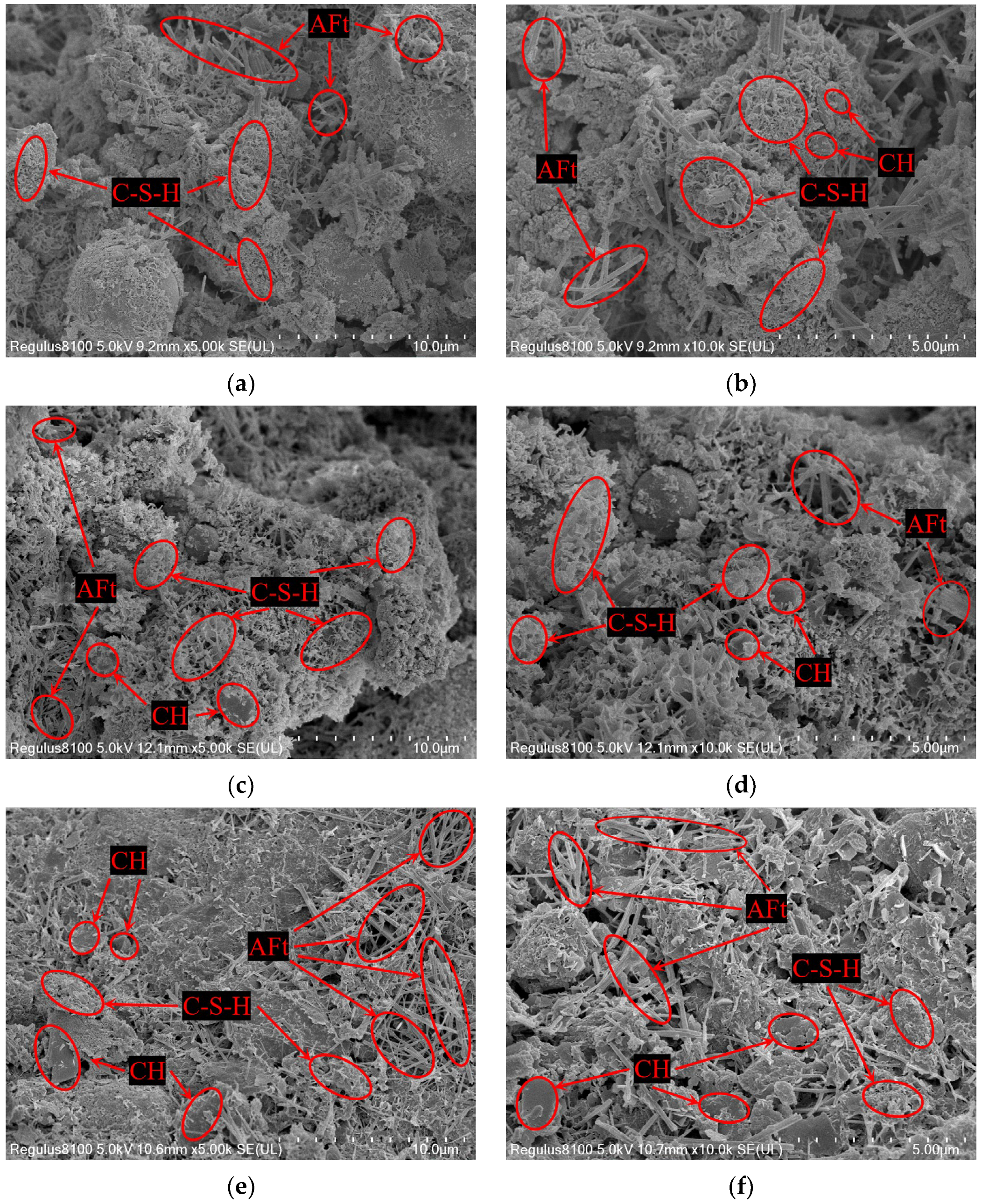
4.7. Scanning Electron Microscopy (SEM) Morphology Analysis
5. Conclusions
- The compaction tests found that the OWC of the 20 sets of stainless steel AOD slag mixture ratios remained between 7% and 12%, while the MDD ranged from 1.96 to 2.09. The OWC increased with increasing R, while the MDD decreased with increasing R.
- Based on the 7d UCS, a cement dosage of 3% was determined to meet the practical engineering requirements. The strength and modulus of the AOD slag mixture initially increased and then stabilized with age. The strength and modulus initially increased and then decreased with increasing R. According to the experimental results, it was determined that A-31 (R = 3%) was the optimal ratio. By establishing the regression relationship between the UCS, ITS, and CRM, it was found to be highly reliable, and it can be used to predict the strength and modulus of the road base.
- The incorporation of AOD slag increases the expansion rate of the mixture. The 10d constant temperature water bath heating expansion rate of the mixture specimens under different R meets the GB/T 25824–2010 standard [44]. The expansion rate of steel slag for road base is less than 2.0%, its minimum value is 0.013%, its maximum value is only 0.073%, and after eight days, it tends to level off. Under the excitation of a high-temperature water bath for 90 days, the expansion rate of the optimal ratio A-31 sample is only 0.018%, and under later observation, it tends to stabilize.
- According to microstructural analysis, after the mixture is statically pressure molded, RA becomes embedded with itself to form the basic skeleton of the material. The incorporation of AOD slag greatly promotes the hydration reaction and pozzolanic reaction. A large amount of C-S-H filled and cemented the interfacial transition zone between the RA, making the mixture structure denser, and increasing the interlocking friction and sliding friction in the RA. The ultimate strength of the mixture is enhanced, and the macroscopic laws of strength, modulus, and expansion rate are verified.
- Through the above four conclusions, it can be concluded that the road performance of an AOD slag and recycled aggregate mixture is good, and this study provides new ideas and methods for its application in a road base. Currently, due to transportation costs, the road test section has not been completed. Next, numerical simulation methods will be further combined with road test section experiments for comparative analysis.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, P. In the first half of the year, the national stainless steel crude steel production decreased by 5.26%. China Metall. News 2022, 3, 1. [Google Scholar]
- Wu, C.L.; Chen, Z.; Xie, H.B.; Su, Q. Research progress on resource disposal of stainless steel slag. Mater. Rep. 2021, 35, 462–466. [Google Scholar]
- Rosales, J.; Cabrera, M.; Agrela, F. Effect of stainless steel slag waste as a replacement for cement in mortars. Mechanical and statistical study. Constr. Build. Mater. 2017, 142, 444–458. [Google Scholar] [CrossRef]
- Qiao, B.; Ullah, K.; Wu, Z.; Yang, C.; Zhang, M.; Tao, D. Mechanism and property optimization of stainless steel slag for preparation of cementitious materials. Constr. Build. Mater. 2024, 411, 134645. [Google Scholar] [CrossRef]
- Agrela, F.; Díaz-López, J.L.; Rosales, J.; Cuenca-Moyano, G.M.; Cano, H.; Cabrera, M. Environmental assessment, mechanical behavior and new leaching impact proposal of mixed recycled aggregates to be used in road construction. J. Clean Prod. 2021, 280, 124362. [Google Scholar] [CrossRef]
- Yu, L.; Jintao, G.; Xi, L.; Feng, G.; Zhang, Y.; Guo, Z. An environmental-friendly process for efficient recovery of Cr and harmless utilization of stainless steel slag via supergravity. Sep. Purif. Technol. 2023, 310, 123169. [Google Scholar]
- Rosales, J.; Agrela, F.; DíazLópez, J.L.; Cabrera, M. Alkali-Activated Stainless Steel Slag as a Cementitious Material in the Manufacture of Self-Compacting Concrete. Materials 2021, 14, 3945. [Google Scholar] [CrossRef]
- Saly, F.; Guo, L.P.; Rui, M.; Gu, C.; Sun, W. Comparison of Hydration Properties of Cement-Carbon Steel Slag and Cement-Stainless Steel Slag Blended Binder. Adv. Mater. Sci. Eng. 2018, 2018, 1851367. [Google Scholar]
- Wang, Y.J.; Zeng, Y.N.; Li, J.G.; Zhang, Y.Z. Cementitious Behavior of Argon Oxygen Decarburization Stainless Steel Slag and Its Stabilization on Chromium. Crystals 2020, 10, 876. [Google Scholar] [CrossRef]
- Park, B.; Choi, Y.C. Effect of Carbonation Curing on Physical and Durability Properties of Cementitious Materials Containing AOD Slag. Appl. Sci. 2020, 10, 6646. [Google Scholar] [CrossRef]
- Adegoloye, G.; Beaucour, A.L.; Ortola, S.; Noumowé, A. Concretes made of EAF slag and AOD slag aggregates from stainless steel process: Mechanical properties and durability. Constr. Build. Mater. 2015, 76, 313–321. [Google Scholar] [CrossRef]
- Adegoloye, G.; Beaucour, A.L.; Ortola, S.; Noumowé, A. Mineralogical composition of EAF slag and stabilized AOD slag aggregates and dimensional stability of slag aggregate concretes. Constr. Build. Mater. 2016, 115, 171–178. [Google Scholar] [CrossRef]
- Wu, S.W.; Zhang, Y.L.; Zhang, S.; Gao, C.H. Cement/Cementitious Material Prepared by Roasting Argon Oxygen Decarburization Slag with Calcium Oxide. JOM 2022, 74, 484–493. [Google Scholar] [CrossRef]
- Gupta, T.; Sachdeva, S.N. Laboratory investigation and modeling of concrete pavements containing AOD steel slag. Cem. Concr. Res. 2019, 124, 105808. [Google Scholar] [CrossRef]
- Gupta, T.; Sachdeva, S.N. Experimental Study and Modeling of Concrete Containing AOD Steel Slag for Pavements. Arab J. Sci. Eng. 2020, 45, 8111–8127. [Google Scholar] [CrossRef]
- Chen, X.; Zhu, T.L. Research of anti-scouring and modulus experiment for stainless steel tail used as base materials. Transp. Sci. Technol. 2014, 266, 114–116. [Google Scholar]
- Zhu, T.L.; Gu, W.F.; Tan, Z.M.; Zhou, W.; Xu, B. Experimental research on road performance of stainless steel tailings. J. Build. Mater. 2015, 18, 316–321. [Google Scholar]
- Olofinnade, O.M.; Osoata, O.P. Performance assessment of mechanical properties of green normal strength concrete produced with metakaolin-cement coated recycled concrete aggregate for sustainable construction. Constr. Build. Mater. 2023, 407, 133508. [Google Scholar] [CrossRef]
- Al-Ali, E.A.; Eid, W.K. Effect of using recycled aggregates as road subbase materials: A case study from Kuwait City. Kuwait J. Sci. 2023, 50, 739–745. [Google Scholar] [CrossRef]
- Fanijo, E.O.; Kolawole, J.T.; Babafemi, A.J.; Liu, J. A comprehensive review on the use of recycled concrete aggregate for pavement construction: Properties, performance, and sustainability. Clin. Mater. 2023, 9, 100199. [Google Scholar] [CrossRef]
- Kox, S.; Vanroelen, G.; Herck, J.V.; Krem, H.; Vandoren, B. Experimental evaluation of the high-grade properties of recycled concrete aggregates and their application in concrete road pavement construction. Case Stud. Constr. Mater. 2019, 11, e00282. [Google Scholar] [CrossRef]
- Teijon, L.Z.E.; Vega-Zamanillo, A.; Calzada-Pérez, M.A.; Robles-Miguel, A. Use of Recycled Aggregates Made from Construction and Demolition Waste in Sustainable Road Base Layers. Sustainability 2020, 12, 6663. [Google Scholar] [CrossRef]
- Garach, L.; López, M.; Agrela, F.; Ordóñez, J.; Alegre, J.; Moya, J.A. Improvement of Bearing Capacity in Recycled Aggregates Suitable for Use as Unbound Road Sub-Base. Materials 2015, 8, 8804–8816. [Google Scholar] [CrossRef] [PubMed]
- Chiranjeevi, K.; Yatish, R.G.; Kumar, D.H. Utilization of recycled concrete aggregates for pavement base courses—A detailed laboratory study. Constr. Build. Mater. 2024, 411, 134122. [Google Scholar] [CrossRef]
- Tefa, L.; Bianco, I.; Blengini, G.A.; Bassani, M. Integratedand comparative Structural-LCA analysis of unbound and cement-stabilized construction and demolition waste aggregate for subbase road pavement layers formation. J. Clean. Prod. 2022, 352, 131599. [Google Scholar] [CrossRef]
- Senanayake, M.; Arulrajah, A.; Maghool, F.; Horpibulsuk, S. Evaluation of rutting resistance and geotechnical properties of cement stabilized recycled glass, brick and concrete triple blends. Transp. Geotech. 2022, 34, 100755. [Google Scholar] [CrossRef]
- Disfani, M.M.; Arulrajah, A.; Haghighi, H.; Alireza, M.; Suksun, H. Flexural beam fatigue strength evaluation of crushed brick as a supplementary material in cement stabilized recycled concrete aggregates. Constr. Build. Mater. 2014, 68, 667–676. [Google Scholar] [CrossRef]
- Strieder, H.L.; Schreinert, G.G.; Matuella, M.F.; Fedrigo, W.; Delongui, L.; Rutzen, D.; Núñez, W.P. Mechanical behavior of construction and demolition waste as pavement materials: Influence of mix composition and compaction conditions. Constr. Build. Mater. 2023, 408, 133698. [Google Scholar] [CrossRef]
- Li, H.; Tong, Y.F.; Zhang, H.B.; Zhang, X.S.; Duan, J.K. Study on Road Performance of Cement Fly Ash Stabilized Steel Slag-Concrete Recycled Macadam. Materials 2021, 14, 7530. [Google Scholar] [CrossRef]
- Baldo, N.; Rondinella, F.; Daneluz, F.; Pasetto, F. Foamed Bitumen Mixtures for Road Construction Made with 100% Waste Materials: A Laboratory Study. Sustainability 2022, 14, 6056. [Google Scholar] [CrossRef]
- Rondinella, F.; Oreto, C.; Abbondati, F.; Baldo, N. Laboratory Investigation and Machine Learning Modeling of Road Pavement Asphalt Mixtures Prepared with Construction and Demolition Waste and RAP. Sustainability 2023, 15, 16337. [Google Scholar] [CrossRef]
- Wiranata, D.Y.; Yang, S.H.; Akgul, C.M.; Hsien, H.Y.; Nugraha, M.Z.P. Use of coal ash cement stabilized material as pavement base material: Laboratory characterization and field evaluation. Constr. Build. Mater. 2022, 344, 128055. [Google Scholar] [CrossRef]
- Elahi, T.E.; Shahriar, A.R.; Islam, M.S.; Mehzabin, F.; Mumtaz, N. Suitability of fly ash and cement for fabrication of compressed stabilized earth blocks. Constr. Build. Mater. 2020, 263, 120935. [Google Scholar] [CrossRef]
- Elahi, T.E.; Shahriar, A.R.; Islam, M.S. Engineering characteristics of compressed earth blocks stabilized with cement and fly ash. Constr. Build. Mater. 2021, 277, 122367. [Google Scholar] [CrossRef]
- JTG 3420–2020; Testing Methods of Cement and Concrete for Highway Engineering. Ministry of Transport of the People’s Republic of China: Beijing, China, 2020.
- JTG/T F20–2015; Technical Guidelines for Construction of Highway Roadbases. Ministry of Transport of the People’s Republic of China: Beijing, China, 2015.
- JTG E51–2009; Test Methods of Materials Stabilized with Inorganic Binders for Highway Engineering. Ministry of Transport of the People’s Republic of China: Beijing, China, 2009.
- Wang, Y.J.; Li, J.G.; Zheng, N. Mineral compositions and microstructures of AOD stainless steel slag. Iron Steel Vanadium Titan. 2013, 34, 68–72. [Google Scholar]
- Lange, A.; Plank, J. Contribution of non-adsorbing polymers to cement dispersion. Cem. Concr. Res. 2016, 79, 131–136. [Google Scholar] [CrossRef]
- JTG E42–2005; Test Methods of Aggregate for Highway Engineering. Ministry of Transport of the People’s Republic of China: Beijing, China, 2005.
- JC/T 2281–2014; Construction Waste Recycle Aggregate Mixture for Road. Ministry of Industry and Information Technology of the People’s Republic of China: Beijing, China, 2014.
- GB/T 24175–2009; Test Method for Stability of Steel Slag. Standardization Administration of China: Beijing, China, 2009.
- Tran, N.Q.; Hoy, M.; Suddeepong, A.; Horpibulsuk, S.; Kantathum, K.; Arulrajah, A. Improved mechanical and microstructure of cement-stabilized lateritic soil using recycled materials replacement and natural rubber latex for pavement applications. Constr. Build. Mater. 2022, 347, 128547. [Google Scholar] [CrossRef]
- Chhorn, C.; Hong, S.J.; Lee, S.W. Relationship between compressive and tensile strengths of roller-compacted concrete. J. Traffic Transp. Eng. 2018, 5, 215–223. [Google Scholar] [CrossRef]
- Madhubabu, N.; Singh, P.K.; Kainthola, A.; Mahanta, B.; Tripathy, A.; Singh, T.N. Prediction of compressive strength and elastic modulus of carbonate rocks. Measurement 2016, 88, 202–213. [Google Scholar] [CrossRef]
- GB/T 25824−2010; Steel Slag for Road. Standardization Administration of China: Beijing, China, 2010.
- Huang, W.; Qiu, P.; Zhao, L.Q.; Tang, G.; Wang, Z. Experimental study and micro-mechanism analysis of steel slag-soil mixed road base material. J. Civ. Environ. Eng. 2020, 42, 44–52. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SiO3/% | MgO/% | Loss/% | Initial Setting Time/min | Final Setting Time/min | Stability | 3d Flexural Strength/MPa | 28d Flexural Strength /MPa | 3d Compressive Strength /MPa | 28d Compressive Strength /MPa |
|---|---|---|---|---|---|---|---|---|---|
| 2.3 | 3.2 | 3.9 | 188 | 235 | Qualified | 5.8 | 8.4 | 24.5 | 49 |
| SiO2/% | Al2O3/% | Fe2O3/% | Loss/% | 0.3 mm Sieve Passing/% | 0.075 mm Sieve Passing/% | Water Content/% |
|---|---|---|---|---|---|---|
| 45.1 | 24.2 | 0.85 | 2.8 | 100 | 89.6 | 0.85 |
| CaO /% | SiO2 /% | Fe2O3 /% | MgO /% | TiO2 /% | Cr2O3 /% | MnO /% | K2O /% | SO3 /% |
|---|---|---|---|---|---|---|---|---|
| 47.38 | 26.20 | 13.80 | 5.29 | 3.39 | 2.31 | 1.22 | 0.18 | 0.11 |
| Apparent Density/(g/cm3) | Crushing 1/% | Los Angeles Abrasion/% | Needle Flake Content 2/% | Water Content/% | Water Absorption/% | Impurity Content 3/% | Clay Content/% |
|---|---|---|---|---|---|---|---|
| 2.685 | 23.3 | 26.1 | 16 | 1.15 | 2.6 | 0.4 | 0.8 |
| Fineness Modulus | Crushing/% | Water Absorption/% | Water Content/% | Clay Content/% |
|---|---|---|---|---|
| 2.4 | 25.7 | 2.9 | 1.85 | 1.7 |
| Sieve Aperture Size/(mm) | Mass Percentage Passing through Different Sieve Apertures | |||||||
|---|---|---|---|---|---|---|---|---|
| 31.5 | 19 | 9.5 | 4.75 | 2.36 | 1.18 | 0.6 | 0.075 | |
| gradation upper limit | 100 | 98 | 70 | 50 | 38 | 27 | 20 | 7 |
| gradation lower limit | 100 | 81 | 52 | 30 | 18 | 10 | 8 | 0 |
| gradation median | 100 | 89.5 | 61 | 40 | 28 | 18.5 | 14 | 3.5 |
| Specimen Number | Composition Ratio of the Mixture | Specimen Number | Composition Ratio of the Mixture | ||||
|---|---|---|---|---|---|---|---|
| A-40, R = 0% | 3% Cement | 12% FA + 85% RA | 85% RA | C-40, R = 0% | 5% Cement | 20% FA + 75% RA | 75% RA |
| A-31, R = 3% | 9% FA + 3% AOD | C-31, R = 5% | 15% FA + 5% AOD | ||||
| A-22, R = 6% | 6% FA + 6% AOD | C-22, R = 10% | 10% FA + 10% AOD | ||||
| A-13, R = 9% | 3% FA + 9% AOD | C-13, R = 15% | 5% FA + 15% AOD | ||||
| A-04, R = 12% | 12% AOD | C-04, R = 20% | 20% AOD | ||||
| B-40, R = 0% | 4% Cement | 16% FA | 80% RA | D-40, R = 0% | 6% Cement | 24% FA | 70% RA |
| B-31, R = 4% | 12% FA + 4% AOD | D-31, R = 6% | 18% FA + 6% AOD | ||||
| B-22, R = 8% | 8% FA + 8% AOD | D-22, R = 14% | 10% FA + 14% AOD | ||||
| B-13, R = 12% | 4% FA + 12% AOD | D-13, R = 18% | 6% FA + 18% AOD | ||||
| B-04, R = 16% | 16% AOD + 80% RA | D-04, R = 24% | 24% AOD | ||||
| Specimen Number | OWC 1/% | MDD 2/(g/cm3) | Specimen Number | OWC/% | MDD/(g/cm3) |
|---|---|---|---|---|---|
| A-40, R = 0% | 7.7 | 2.082 | C-40, R = 0% | 8.4 | 2.059 |
| A-31, R = 3% | 8.7 | 2.066 | C-31, R = 5% | 9.3 | 2.046 |
| A-22, R = 6% | 9.6 | 2.053 | C-22, R = 10% | 10.3 | 2.031 |
| A-13, R = 9% | 10.2 | 2.041 | C-13, R = 15% | 10.8 | 2.017 |
| A-04, R = 12% | 10.9 | 2.030 | C-04, R = 20% | 11.3 | 1.999 |
| B-40, R = 0% | 8.1 | 2.069 | D-40, R = 0% | 8.7 | 2.041 |
| B-31, R = 4% | 9.0 | 2.058 | D-31, R = 6% | 9.6 | 2.021 |
| B-22, R = 8% | 10.0 | 2.043 | D-22, R = 14% | 10.5 | 1.998 |
| B-13, R = 12% | 10.5 | 2.030 | D-13, R = 18% | 10.9 | 1.976 |
| B-04, R = 16% | 11.1 | 2.016 | D-04, R = 24% | 11.5 | 1.960 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, L.; Wei, G.; Lan, Z.; Chen, Y.; Li, T. Preparation and Mechanism Analysis of Stainless Steel AOD Slag Mixture Base Materials. Materials 2024, 17, 970. https://doi.org/10.3390/ma17050970
Huang L, Wei G, Lan Z, Chen Y, Li T. Preparation and Mechanism Analysis of Stainless Steel AOD Slag Mixture Base Materials. Materials. 2024; 17(5):970. https://doi.org/10.3390/ma17050970
Chicago/Turabian StyleHuang, Liuyun, Guogao Wei, Zhuxin Lan, Yuliang Chen, and Tun Li. 2024. "Preparation and Mechanism Analysis of Stainless Steel AOD Slag Mixture Base Materials" Materials 17, no. 5: 970. https://doi.org/10.3390/ma17050970