
Processing, Microstructure, and Performance of Robocast Clay-Based Ceramics Incorporating Hollow Alumina Microspheres

 , ,
, ,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
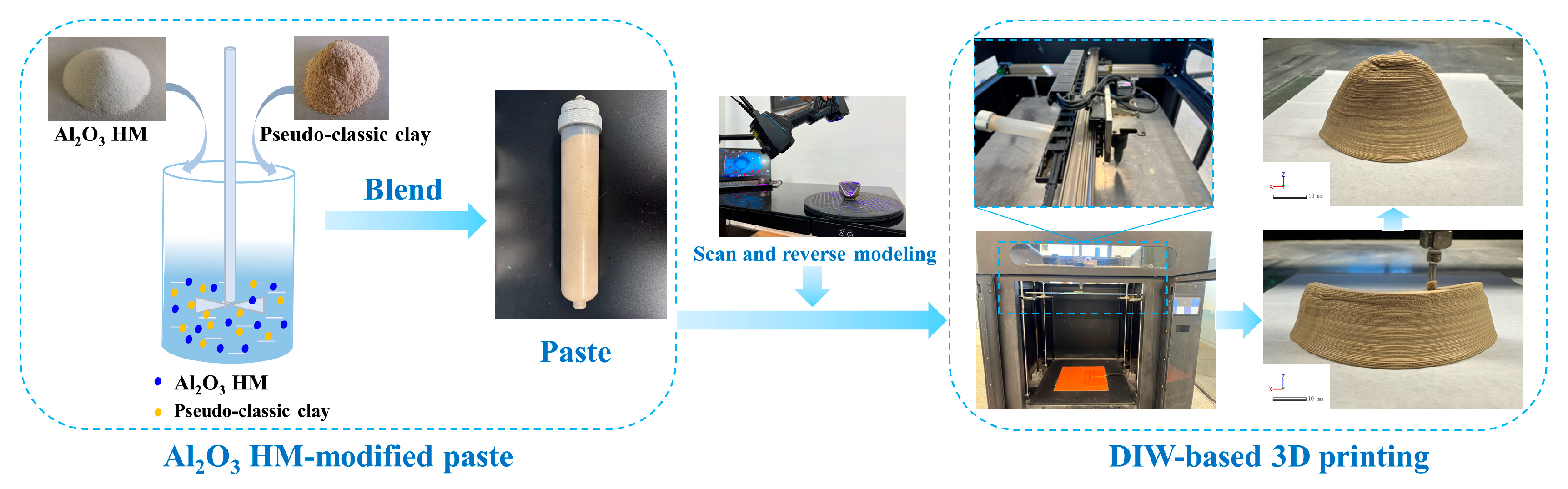
2.2. Preparation of Al2O3 HM-Modified Pastes
2.3. 3D Printing of Al2O3 HM-Modified Pastes
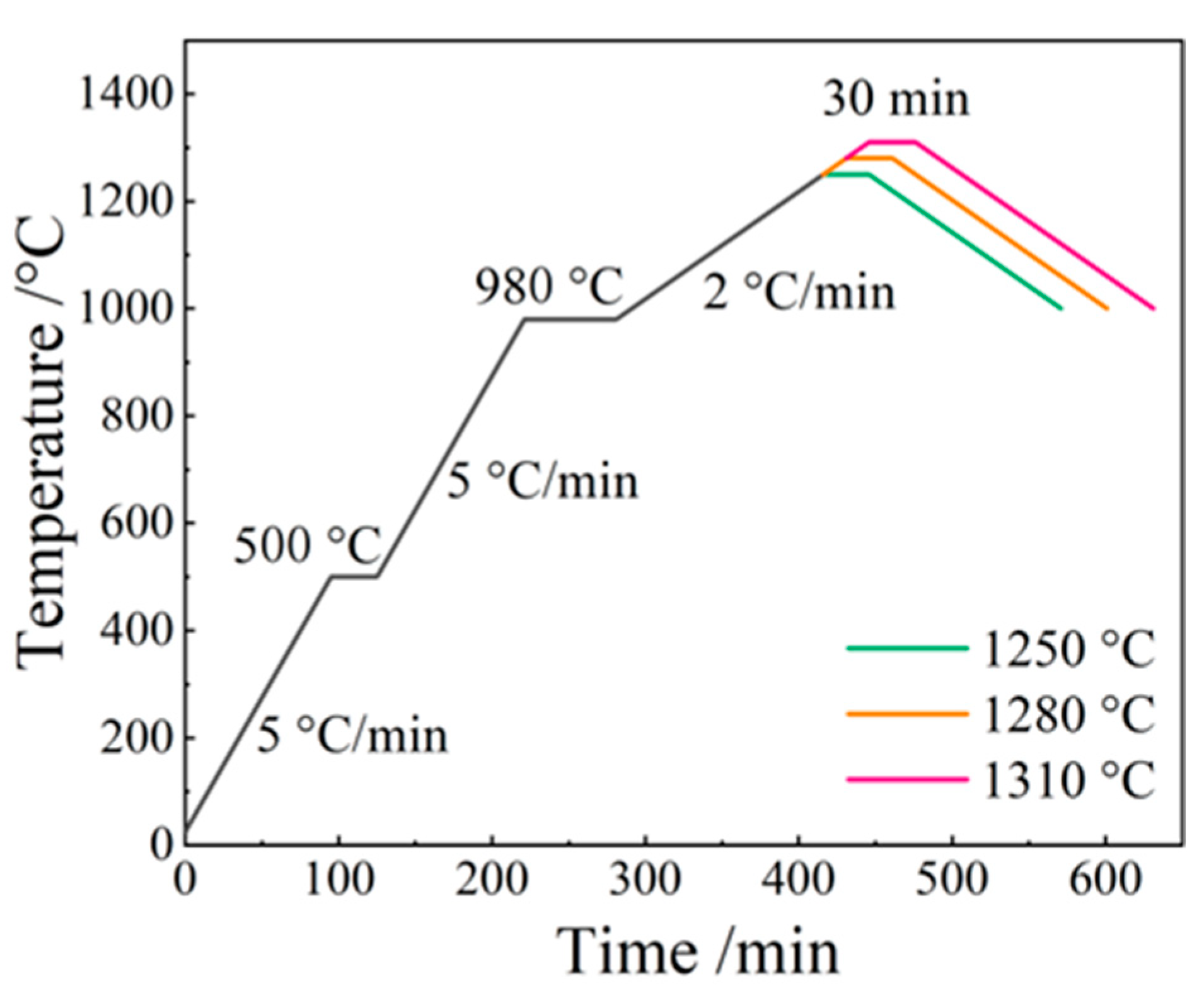
2.4. Firing Process of 3D-Printed Green Body
2.5. Material Characterization
3. Results and Discussion
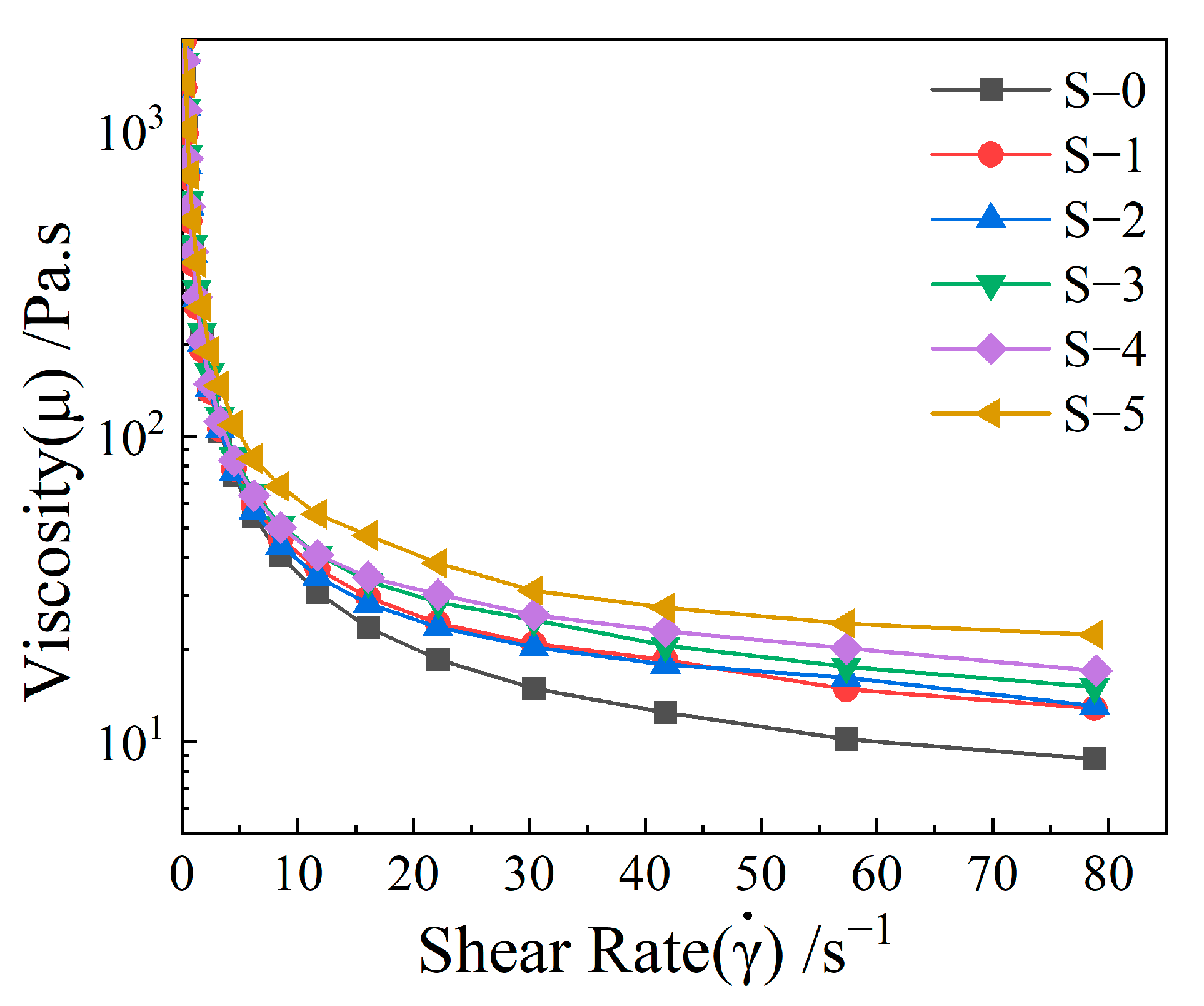
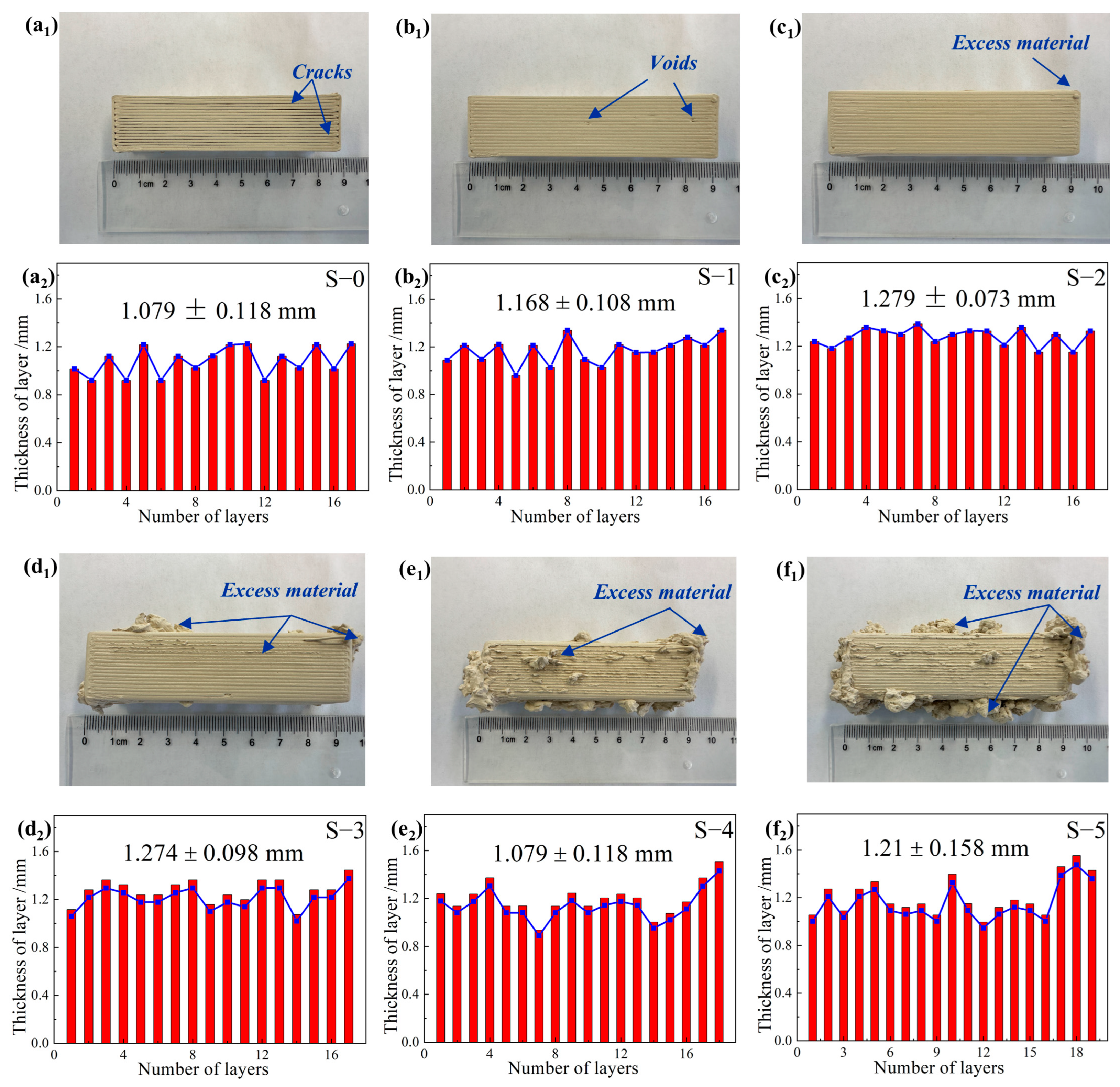
3.1. Rheological Behavior and Printability of Al2O3 HM-Modified Pastes via 3D Printing
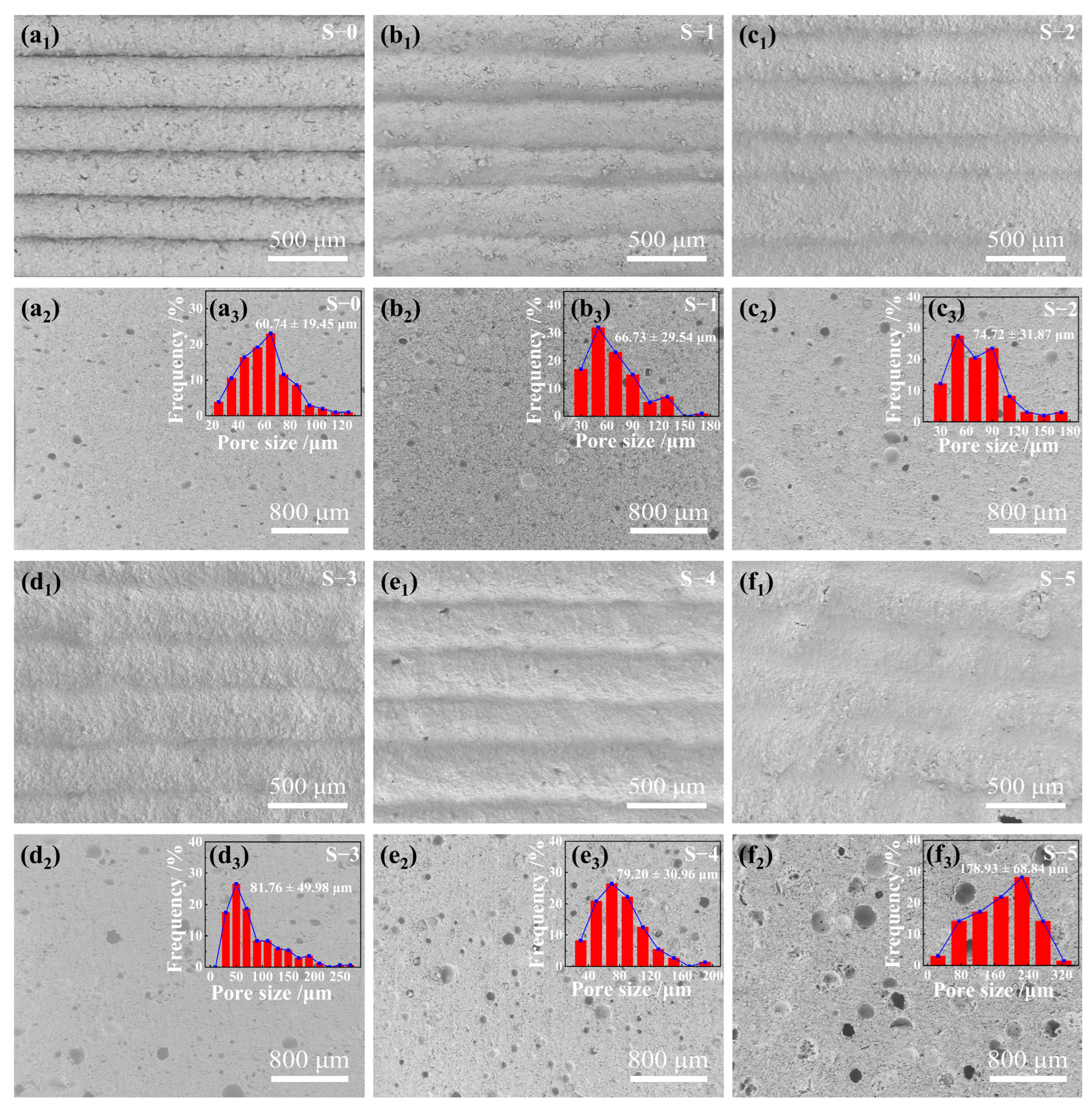
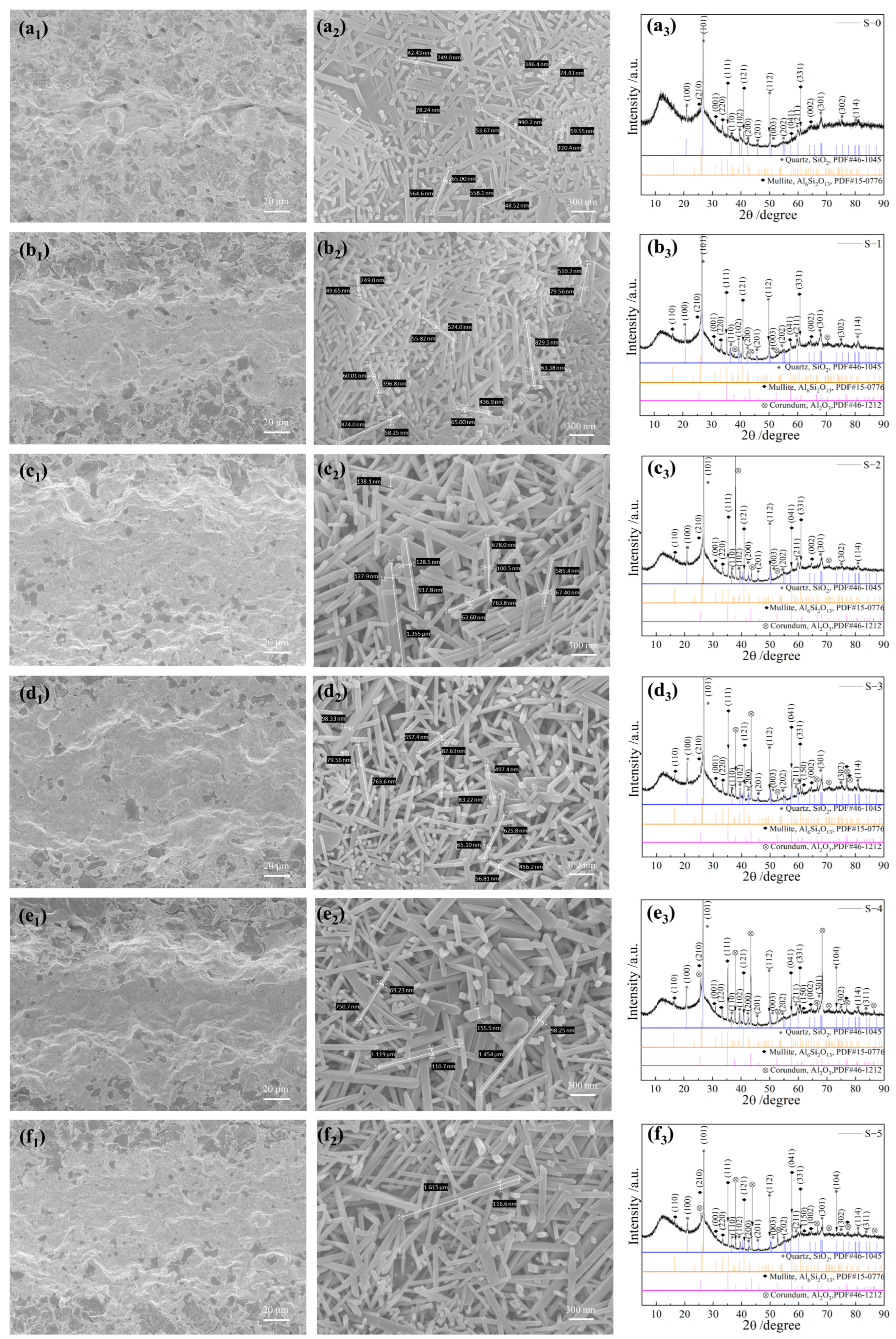
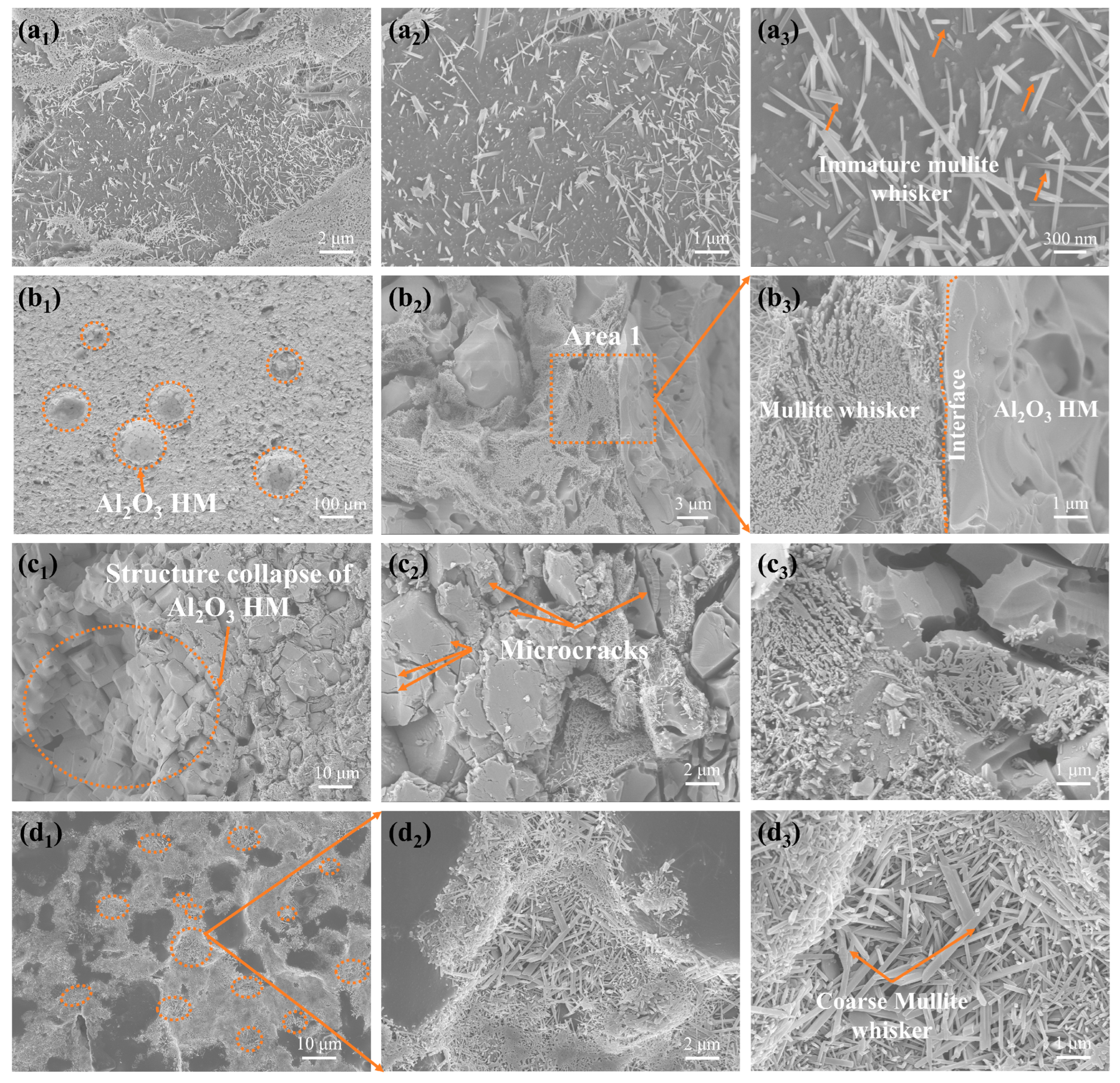
3.2. Microstructure of Fired 3D-Printed Ceramics
3.3. Physical and Mechanical Properties of Fired 3D-Printed Ceramics
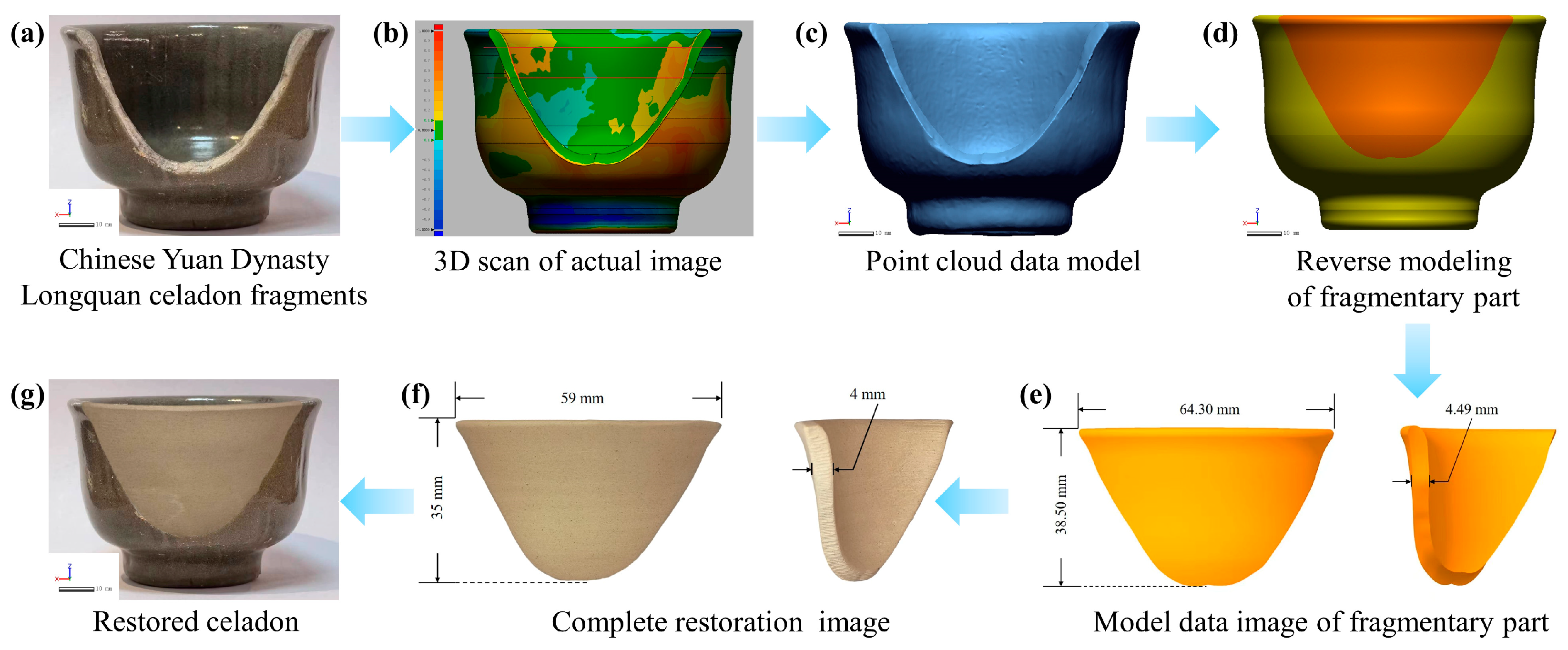
3.4. A Case Study of the Restoration of Chinese Yuan Dynasty Longquan Celadon
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, B.; Zhang, M.; Li, Y.; Cheng, H.S.; Zheng, J.M. PIXE study on recovery of making-technology of Chinese Longquan celadon made in the Southern Song Dynasty (1127–1279 CE). Ceram. Int. 2019, 45, 3081–3087. [Google Scholar] [CrossRef]
- Wang, C.Y.; Yang, W.; Zhang, K.; Chen, H.H.; Zhao, C.C.; Wang, Y.Y. Application of inorganic chemistry in restoration and protection of cultural relics. J. Inorg. Chem. 2018, 34, 2127–2134. (In Chinese) [Google Scholar] [CrossRef]
- Sun, F.; Wang, R.S.; Liang, Y.X.; Liu, J.R.; Yao, X.; Zhao, F. Analysis of color paint for Moyan stone carvings in Shuining temple in Bazhong. Spectrosc. Spectr. Anal. 2022, 42, 505–511. (In Chinese) [Google Scholar] [CrossRef]
- Lin, T.; Zhao, Z.H.; Wang, T.; Pan, Y.T. Three-dimensional printing of large ceramic products and process simulation. Materials 2023, 16, 3815. [Google Scholar] [CrossRef]
- Liu, E.S.; Cheng, X.J.; Cheng, X.L.; Zhou, T.F.; Huang, Y.H. Application of three-dimensional laser scanning in the protection of multi-dynasty ceramic fragments. IEEE Access 2020, 8, 139771–139780. [Google Scholar] [CrossRef]
- Zhang, C.; Luo, Z.Q.; Liu, C.B.; Zhu, J.Y.; Cao, J.W.; Yuan, J.K.; Wang, P.; Liu, C.Y.; Lao, C.S.; Chen, Z.W. Dimensional retention of photocured ceramic units during 3D printing and sintering processes. Ceram. Int. 2021, 47, 11097–11108. [Google Scholar] [CrossRef]
- Sing, S.L.; Yeong, W.Y.; Wiria, F.E.; Tay, B.Y.; Zhao, Z.Q.; Zhao, L.; Tian, Z.L.; Yang, S.F. Direct selective laser sintering and melting of ceramics: A review. Rapid Prototyp. J. 2017, 23, 611–623. [Google Scholar] [CrossRef]
- Kwiatkowski, M.; Marczyk, J.; Putyra, P.; Kwiatkowski, M.; Przybyła, S.; Hebda, M. Influence of alumina grade on sintering properties and possible application in binder jetting additive technology. Materials 2023, 16, 3853. [Google Scholar] [CrossRef]
- Peng, E.; Zhang, D.W.; Ding, J. Ceramic robocasting: Recent achievements, potential, and future developments. Adv. Mater. 2018, 30, 1802404. [Google Scholar] [CrossRef]
- Ordonez, E.; Gallego, J.M.; Colorado, H.A. 3D printing via the direct ink writing technique of ceramic pastes from typical formulations used in traditional ceramics industry. Appl. Clay Sci. 2019, 182, 105285. [Google Scholar] [CrossRef]
- Sun, Q.L.; Peng, Y.; Georgolamprou, X.; Li, D.Y.; Kiebach, R. Synthesis and characterization of a geopolymer/hexagonal-boron nitride composite for free forming 3D extrusion-based printing. Appl. Clay Sci. 2020, 199, 105870. [Google Scholar] [CrossRef]
- Smirnov, A.; Seleznev, A.; Peretyagin, P.; Bentseva, E.; Pristinskiy, Y.; Kuznetsova, E.; Grigoriev, S. Rheological characterization and printability of polylactide (PLA)-alumina (Al2O3) filaments for fused deposition modeling (FDM). Materials 2022, 15, 8399. [Google Scholar] [CrossRef]
- Noguera, R.; Lejeune, M.; Chartier, T. 3D fine scale ceramic components formed by ink-jet prototyping process. J. Eur. Ceram. Soc. 2005, 25, 2055–2059. [Google Scholar] [CrossRef]
- Mitteramskogler, G.; Gmeiner, R.; Felzmann, R.; Gruber, S.; Hofstetter, C.; Stampfl, J.; Ebert, J.; Wachter, W.; Laubersheimer, J. Light curing strategies for lithography-based additive manufacturing of customized ceramics. Addit. Manuf. 2014, 1–4, 110–118. [Google Scholar] [CrossRef]
- Liu, Z.B.; Lei, Q.; Xing, S.Q. Mechanical characteristics of wood, ceramic, metal and carbon fiber-based PLA composites fabricated by FDM. J. Mater. Res. Technol. 2019, 8, 3741–3751. [Google Scholar] [CrossRef]
- Liparoti, S.; Sofia, D.; Romano, A.; Marra, F.; Pantani, R. Fused filament deposition of PLA: The role of interlayer adhesion in the mechanical performances. Polymers 2021, 13, 399. [Google Scholar] [CrossRef]
- Conzelmann, N.A.; Gorjan, L.D.; Sarraf, F.; Poulikakos, L.; Partl, M.N.; Müller, C.R.; Clemens, F.J. Manufacturing complex Al2O3 ceramic structures using consumer-grade fused deposition modelling printers. Rapid Prototyp. J. 2020, 26, 1035–1048. [Google Scholar] [CrossRef]
- Cano-Vicent, A.; Tambuwala, M.M.; Hassan, S.S.; Barh, D.; Aljabali, A.A.A.; Birkett, M.; Arjunan, A.; Serrano-Aroca, Á. Fused deposition modelling: Current status, methodology, applications and future prospects. Addit. Manuf. 2021, 47, 102378. [Google Scholar] [CrossRef]
- Zocca, A.; Colombo, P.; Gomes, C.M.; Gunster, J. Additive manufacturing of ceramics: Issues, potentialities, and opportunities. J. Am. Ceram. Soc. 2015, 98, 1983–2001. [Google Scholar] [CrossRef]
- Franks, G.V.; Tallon, C.; Studart, A.R.; Sesso, M.L.; Leo, S. Colloidal processing: Enabling complex shaped ceramics with unique multiscale structures. J. Am. Ceram. Soc. 2017, 100, 458–490. [Google Scholar] [CrossRef]
- Chen, T.; Sun, A.H.; Chu, C.Y.; Wu, H.S.; Wang, J.; Wang, J.Y.; Li, Z.X.; Guo, J.J.; Xu, G.J. Rheological behavior of titania ink and mechanical properties of titania ceramic structures by 3D direct ink writing using high solid loading titania ceramic ink. J. Alloys Compd. 2019, 783, 321–328. [Google Scholar] [CrossRef]
- Tang, S.Y.; Yang, L.; Liu, X.W.; Li, G.J.; Jiang, W.M.; Fan, Z.T. Direct ink writing additive manufacturing of porous alumina-based ceramic cores modified with nanosized MgO. J. Eur. Ceram. Soc. 2020, 40, 5758–5766. [Google Scholar] [CrossRef]
- Wu, C.; Chen, C.; Cheeseman, C. Size effects on the mechanical properties of 3D printed plaster and PLA parts. J. Mater. Civ. Eng. 2021, 33, 04021152. [Google Scholar] [CrossRef]
- Jafferson, J.M.; Chatterjee, D. A review on polymeric materials in additive manufacturing. Mater. Today Proc. 2021, 46, 1349–1365. [Google Scholar] [CrossRef]
- Amza, C.G.; Zapciu, A.; Baciu, F.; Vasile, M.I.; Nicoara, A.I. Accelerated aging effect on mechanical properties of common 3D-printing polymers. Polymers 2021, 13, 4132. [Google Scholar] [CrossRef]
- Kasparova, M.; Grafova, L.; Dvorak, P.; Dostalova, T.; Prochazka, A.; Eliasova, H.; Prusa, J.; Kakawand, S. Possibility of reconstruction of dental plaster cast from 3D digital study models. BioMed. Eng. Online 2013, 12, 49. [Google Scholar] [CrossRef]
- Jin, H.Z.; Kong, W.H.; Jia, H.N.; Feng, C.C.; Li, C.X.; Jia, D.C. Current advances in processing and structure-function applications of DIW of inorganic non-metallic materials. Mater. Rev. 2023, 37, 1–11. (In Chinese) [Google Scholar] [CrossRef]
- Higueras, M.; Collado-Montero, F.J.; Medina, V.J. Colorimetric evaluation of 3D printing polymers exposed to accelerated aging for cultural heritage applications. Color Res. Appl. 2023, 48, 283–295. [Google Scholar] [CrossRef]
- Chai, N.Y.; Yue, Y.F.; Chen, X.Y.; Zeng, Z.L.; Li, S.; Wang, X.W. Isotropic sintering shrinkage of 3D glass-ceramic nanolattices: Backbone preforming and mechanical enhancement. Int. J. Extrem. Manuf. 2024, 6, 025003. [Google Scholar] [CrossRef]
- Rocha, V.G.; Saiz, E.; Tirichenko, I.S.; García-Tuñón, E. Direct ink writing advances in multi-material structures for a sustainable future. J. Mater. Chem. A 2020, 8, 15646–15657. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Guan, X.; Huang, H.Y.; Wang, H.F.; Lin, W.E.; Peng, Z.C. Full 3D printing of stretchable piezoresistive sensor with hierarchical porosity and multimodulus Architecture. Adv. Funct. Mater. 2019, 29, 1807569. [Google Scholar] [CrossRef]
- Álvarez, F.; Cifuentes, A.; Serrano, I.; Franco, L.; Fargas, G.; Fenollosa, F.; Uceda, R.; Llanes, L.; Tardivat, C.; Llorca, J.; et al. Optimization of the sintering thermal treatment and the ceramic ink used in direct ink writing of α-Al2O3: Characterization and catalytic application. J. Eur. Ceram. Soc. 2022, 42, 2921–2930. [Google Scholar] [CrossRef]
- Yu, J.; Li, Z.S.; Liu, Q.; Wang, J.; Wei, H.; Zhang, M.L.; Liu, L.H. Uranium (VI) adsorption on alumina hollow microspheres synthesized via a facile self-templating process. RSC Adv. 2013, 3, 6621–6626. [Google Scholar] [CrossRef]
- Tang, C.S.; Shi, B.; Liu, C.; Suo, W.B.; Gao, L. Experimental characterization of shrinkage and desiccation cracking in thin clay layer. Appl. Clay Sci. 2011, 52, 69–77. [Google Scholar] [CrossRef]
- Yu, Y.; Zou, B.; Wang, X.F.; Huang, C.Z. Rheological behavior and curing deformation of paste containing 85 wt.% Al2O3 ceramic during SLA-3D printing. Ceram. Int. 2022, 48, 24560–24570. [Google Scholar] [CrossRef]
- Feilden, E.; Blanca, E.G.-T.; Giuliani, F.; Saiz, E.; Vandeperre, L. Robocasting of structural ceramic parts with hydrogel inks. J. Eur. Ceram. Soc. 2016, 36, 2525–2533. [Google Scholar] [CrossRef]
- Jiao, Z.K.; Wang, D.M.; Wang, Q.B.; Huang, T.Y.; Wang, J.X.; Li, L.K. Influencing factors and testing methods of printability of 3D printing concrete materials. Bull. Chin. Ceram. Soc. 2021, 40, 1821–1831. (In Chinese) [Google Scholar] [CrossRef]
- Maiti, P.; Ghosh, J.; Mukhopadhyay, A.K. Modelling of nanoindentation behaviour in MgO doped alumina. Ceram. Int. 2021, 47, 9090–9110. [Google Scholar] [CrossRef]
- Shao, L.Q.; Jiang, D.Y.; Gong, J.H. Nanoindentation characterization of the hardness of zirconia dental ceramics. Adv. Eng. Mater. 2013, 15, 704–707. [Google Scholar] [CrossRef]
- Wu, Y.F.; Yu, J.H.; Mei, L.L.; Mei, H.L.; Ye, X.P.; Li, Y. Effect of sintering temperature on physical properties of Longquan celadon modified with alumina microspheres. J. Ceram. 2021, 42, 458–465. (In Chinese) [Google Scholar] [CrossRef]
- Li, N.; Zhang, X.Y.; Qu, Y.N.; Xu, J.; Ma, N.; Gan, K.; Huo, W.L.; Yang, J.L. A simple and efficient way to prepare porous mullite matrix ceramics via directly sintering SiO2-Al2O3 microspheres. J. Eur. Ceram. Soc. 2016, 36, 2807–2812. [Google Scholar] [CrossRef]
- Jordan, M.M.; Montero, M.A.; Meseguer, S.; Sanfeliu, T. Influence of firing temperature and mineralogical composition on bending strength and porosity of ceramic tile bodies. Appl. Clay Sci. 2008, 42, 266–271. [Google Scholar] [CrossRef]
- Lyra, G.P.; Santos, V.; Pallone, E.M.D.J.A.; Kiminami, R.H.G.A.; Santis, B.C.D.; Rossignolo, J.A. Microwave hybrid fast sintering of red clay ceramics. Int. J. Appl. Ceram. Technol. 2021, 18, 705–715. [Google Scholar] [CrossRef]
- Bernasconi, A.; Diella, V.; Pagani, A.; Pavese, A.; Francescon, F.; Young, K.; Stuart, J.; Tunnicliffe, L. The role of firing temperature, firing time and quartz grain size on phase-formation, thermal dilatation and water absorption in sanitary-ware vitreous bodies. J. Eur. Ceram. Soc. 2011, 31, 1353–1360. [Google Scholar] [CrossRef]
- Li, Q.J.; Wang, X.L.; Yuan, F.; Zhang, M.L.; Wu, J. Preparation and properties of alkali-activated gelling polymer with metakaolin for ancient ceramic restoration. J. Ceram. 2021, 42, 325–332. (In Chinese) [Google Scholar] [CrossRef]
- Chen, H.M.; Li, Q.J.; Yuan, F.; Wang, X.L. Study on the properties of hard gypsum in the repair of ancient ceramics. J. Natl. Mus. China 2023, 12, 138–146. Available online: https://kns.cnki.net/kcms2/article/abstract?v=1aGKlzgJW-o3A8oGVChDea3rWr2gUo9C2Ra-8JrZtVFfaCdoiJAUDhyxenCPDQo44YJH_ITM5AJODX0Rx1a2slldoPR71iwaWqF-ALl25kOo52wM3htofXboNb2yAhp-BP45Vp_hmZE=&uniplatform=NZKPT&flag (accessed on 30 March 2024). (In Chinese).
- Zheng, S.Y.; Zhou, Y.; Huang, R.Y.; Zhou, L.M.; Xu, X.; Wang, C.Y. Method of 3D measurement and reconstruction for cultural relics in museums. Int. Arch. Photogramm. Remote Sens. Spat. Inf. Sci. 2012, 39, 145–149. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name | Mass Fraction of Al2O3 HM (wt.%) | Pseudo-Classic Clay (g) | H2O (g) | HPMC (g) | Al2O3 HM (g) |
|---|---|---|---|---|---|
| S-0 | 0 | 2000 | 860 | 0.4 | 0 |
| S-1 | 3 | 1940 | 860 | 0.4 | 60 |
| S-2 | 6 | 1880 | 860 | 0.4 | 120 |
| S-3 | 9 | 1820 | 860 | 0.4 | 180 |
| S-4 | 12 | 1760 | 860 | 0.4 | 240 |
| S-5 | 15 | 1700 | 860 | 0.4 | 300 |
| Items | X Direction | Y Direction | Z Direction |
|---|---|---|---|
| Shrinkage of S-2 sample/% | 8.24 | 9.1 | 10.84 |
| Actual size/mm | 59 | 35 | 4 |
| Modeling size/mm | 64.30 | 38.5 | 4.49 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Y.; Lan, J.; Wu, M.; Wu, M.; Tian, L.; Yang, H.; Li, Q.; Li, Y. Processing, Microstructure, and Performance of Robocast Clay-Based Ceramics Incorporating Hollow Alumina Microspheres. Materials 2024, 17, 1603. https://doi.org/10.3390/ma17071603
Wu Y, Lan J, Wu M, Wu M, Tian L, Yang H, Li Q, Li Y. Processing, Microstructure, and Performance of Robocast Clay-Based Ceramics Incorporating Hollow Alumina Microspheres. Materials. 2024; 17(7):1603. https://doi.org/10.3390/ma17071603
Chicago/Turabian StyleWu, Yanfang, Junjie Lan, Mingxuan Wu, Mingjun Wu, Li Tian, Hui Yang, Qijiang Li, and Yue Li. 2024. "Processing, Microstructure, and Performance of Robocast Clay-Based Ceramics Incorporating Hollow Alumina Microspheres" Materials 17, no. 7: 1603. https://doi.org/10.3390/ma17071603