
Effect of Combined Laser Thermal and Shock Wave Effects on the Mechanical and Tribological Properties of Steels



Abstract
1. Introduction
2. Materials and Specimens
- Rectangular plates with dimensions of 40 × 10 mm and a thickness of 4 mm for abrasive wear tests (Figure 1);
- Blade samples with a working part size of 40 × 4 mm and a thickness of 1 mm for static tensile tests (Figure 2);
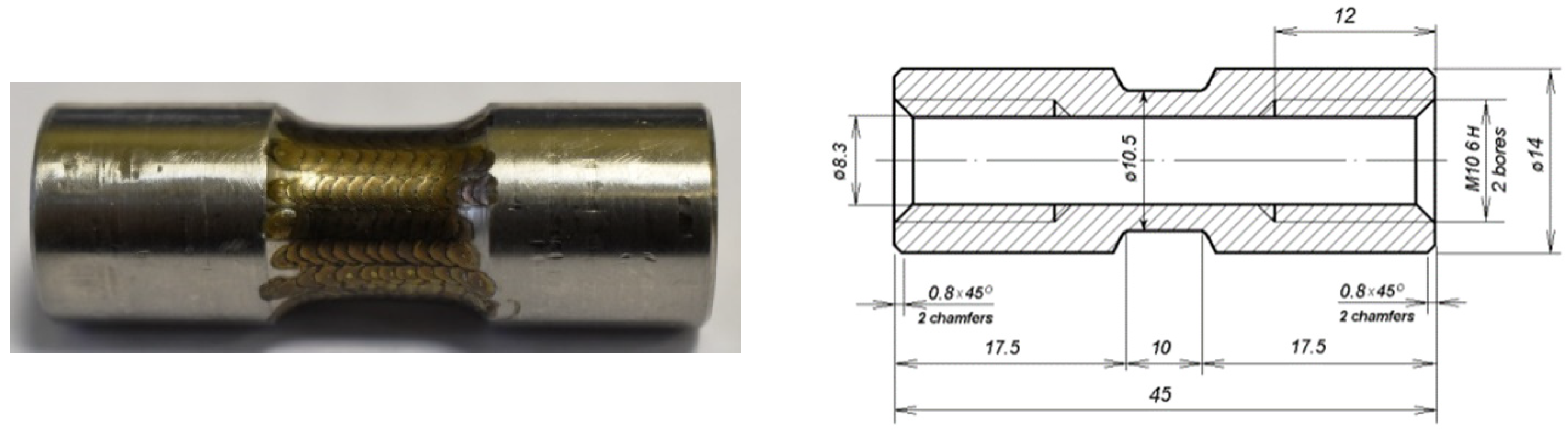
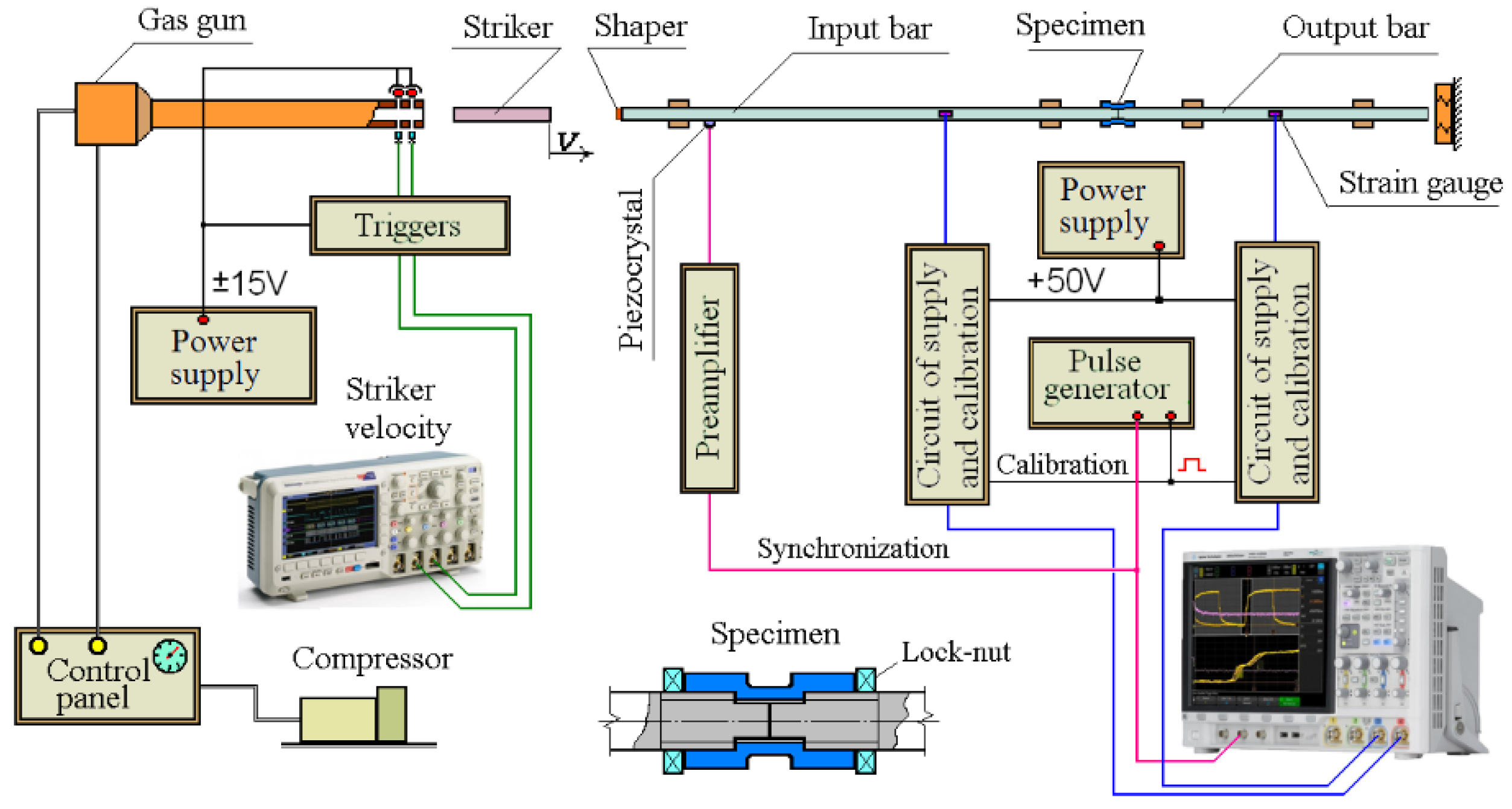
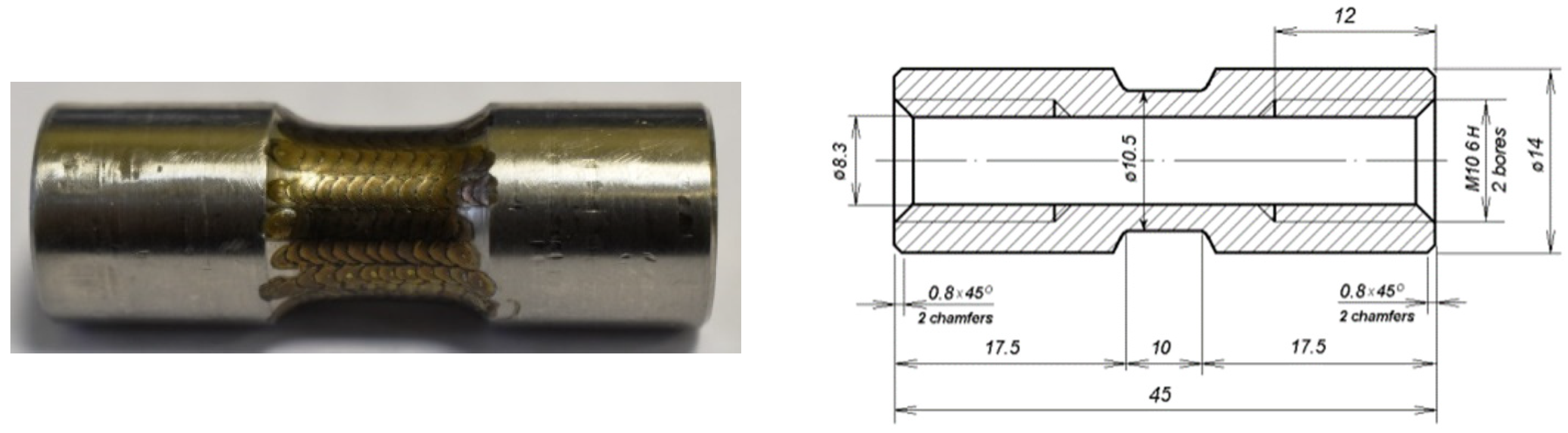
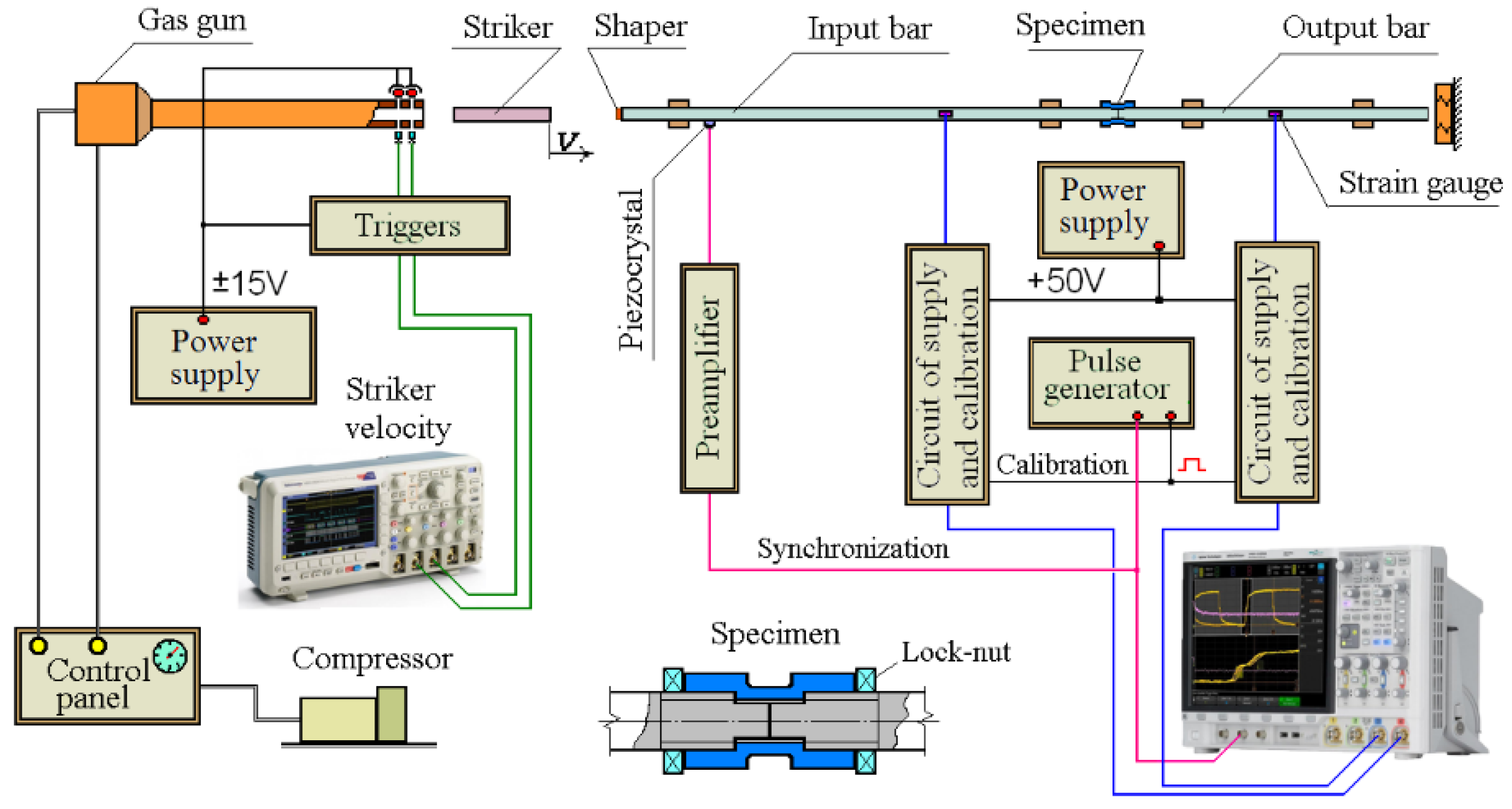
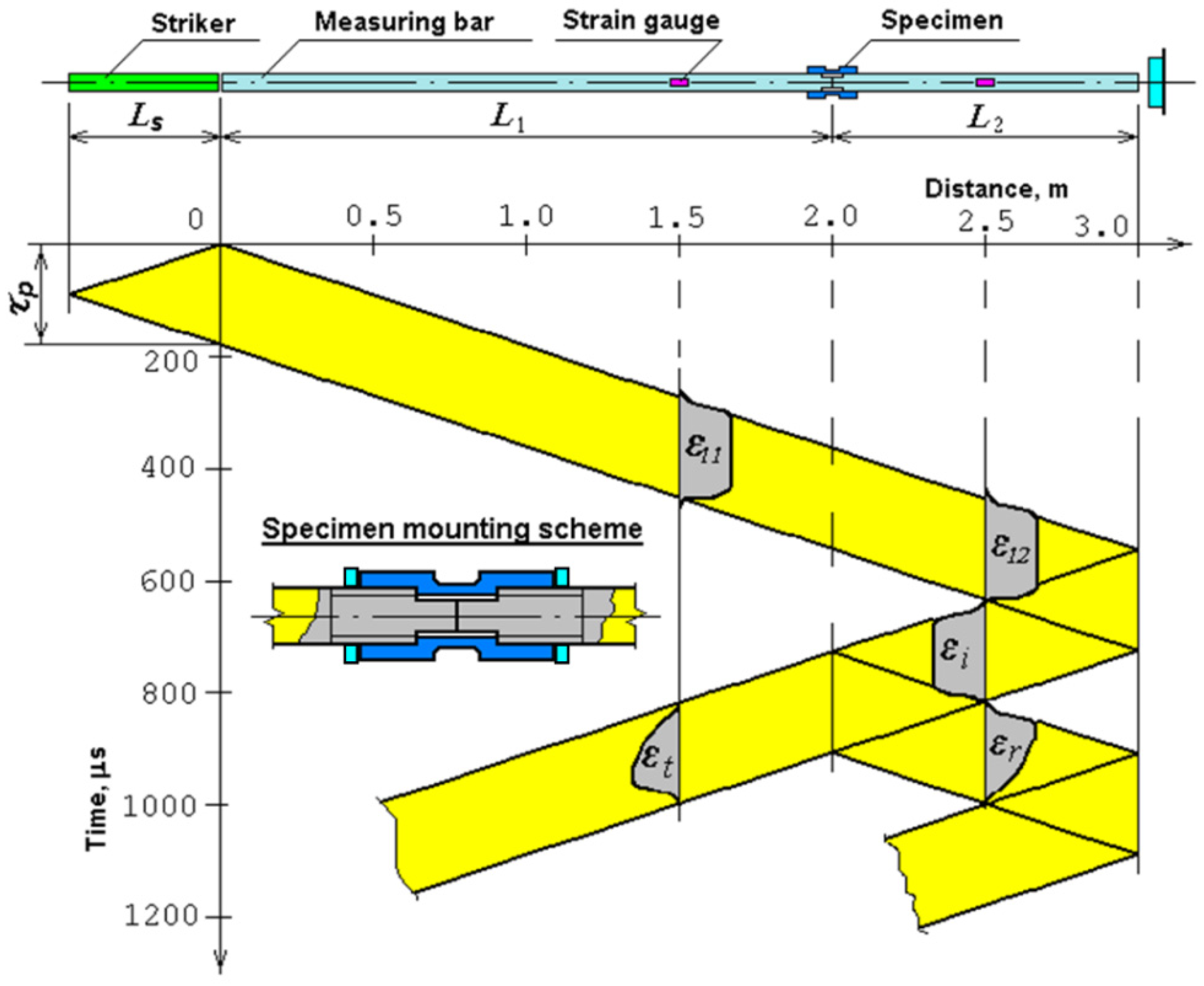
- Tubular thin-walled samples with threaded heads with a working area length of 10 mm and a wall thickness of 1.1 mm for dynamic tensile tests according to the Kolsky method (Figure 3).
3. Research Methods
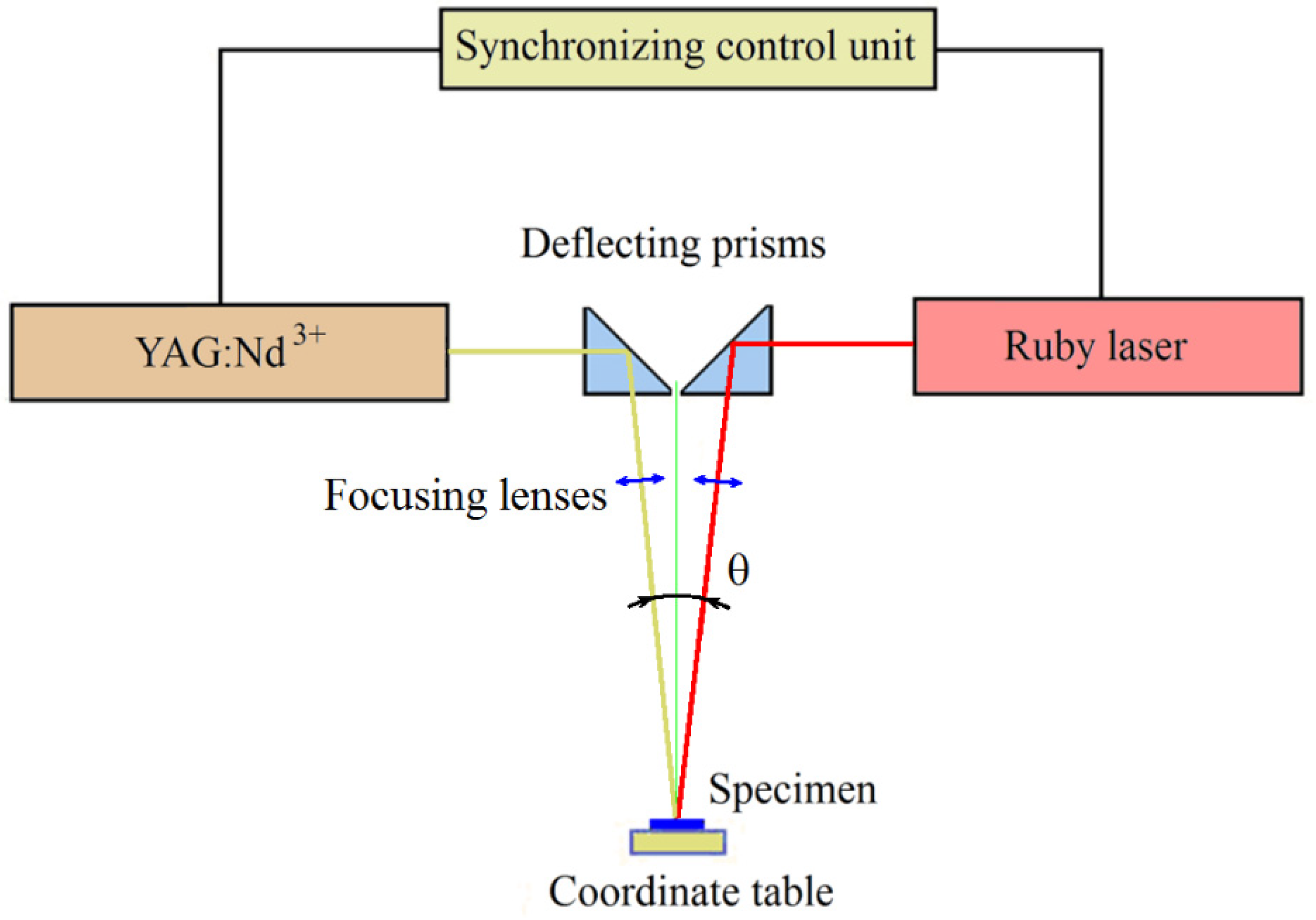
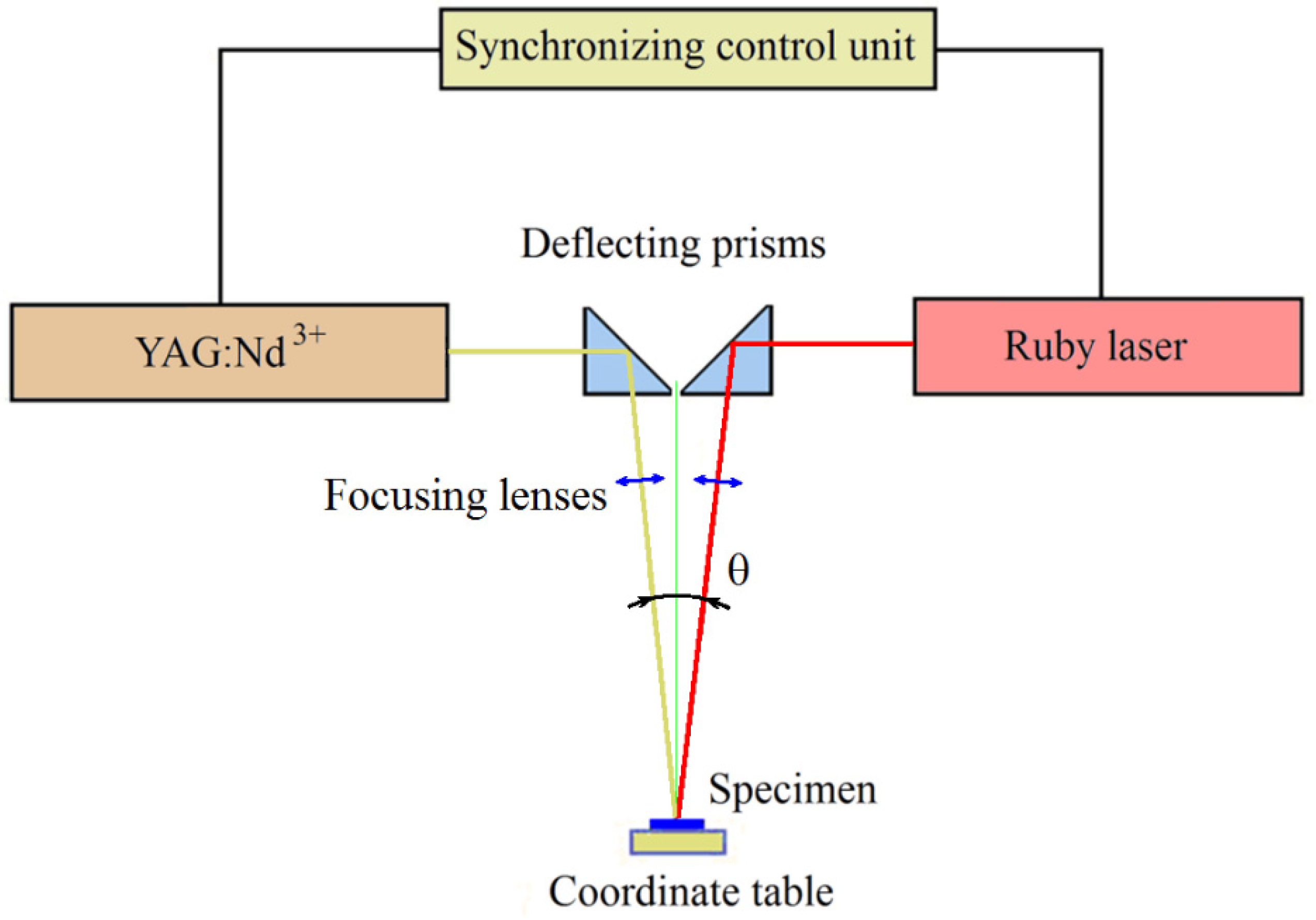
3.1. Methods of Combined Laser Processing
- Radiation wavelength—1.06 microns;
- Radiation energy in a pulse—up to 25 J;
- The duration of the radiation pulse is ~5 ms;
- Pulse repetition rate—up to 10 Hz;
- The diameter of the focus spot is 0.7–4 mm.
- Radiation wavelength—0.69 microns;
- Radiation energy in a pulse—up to 1.5 J;
- The duration of the radiation pulse at half–height (FWHM) is 30 ÷ 35 ns;
- Pulse repetition rate—up to 10 Hz;
- The diameter of the focus spot is 0.7–2 mm.
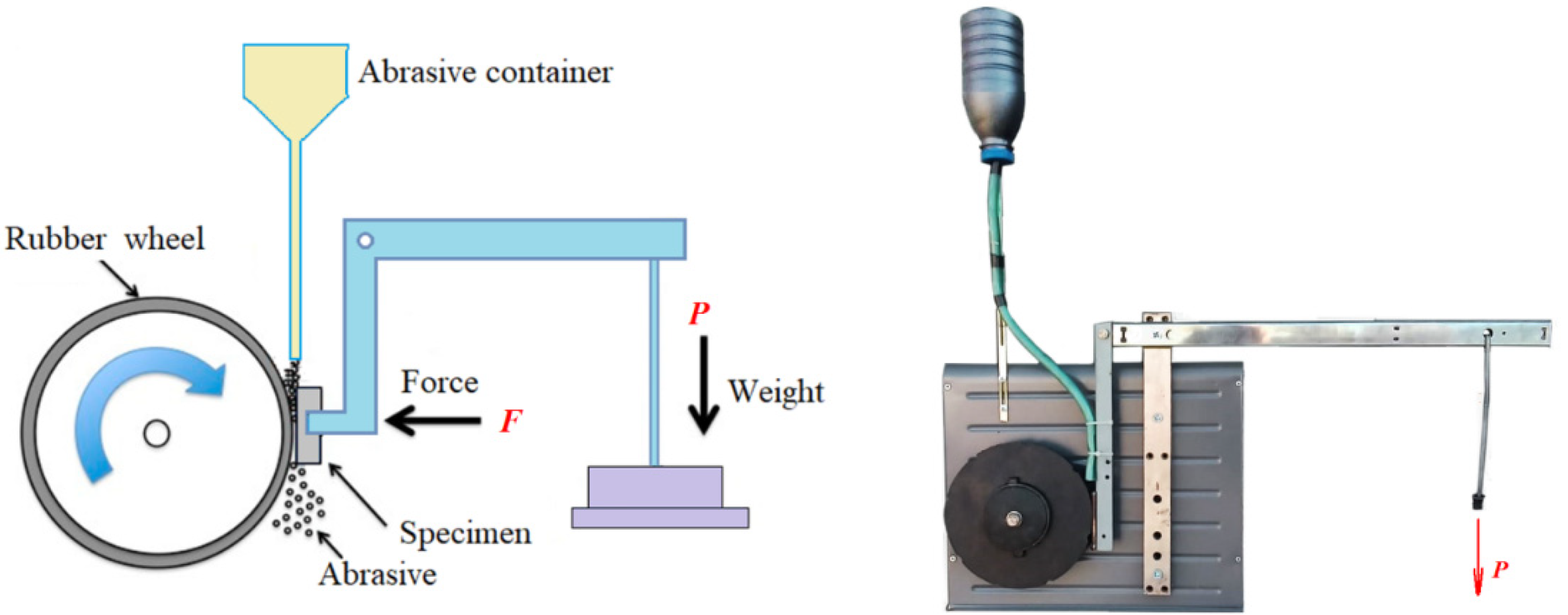
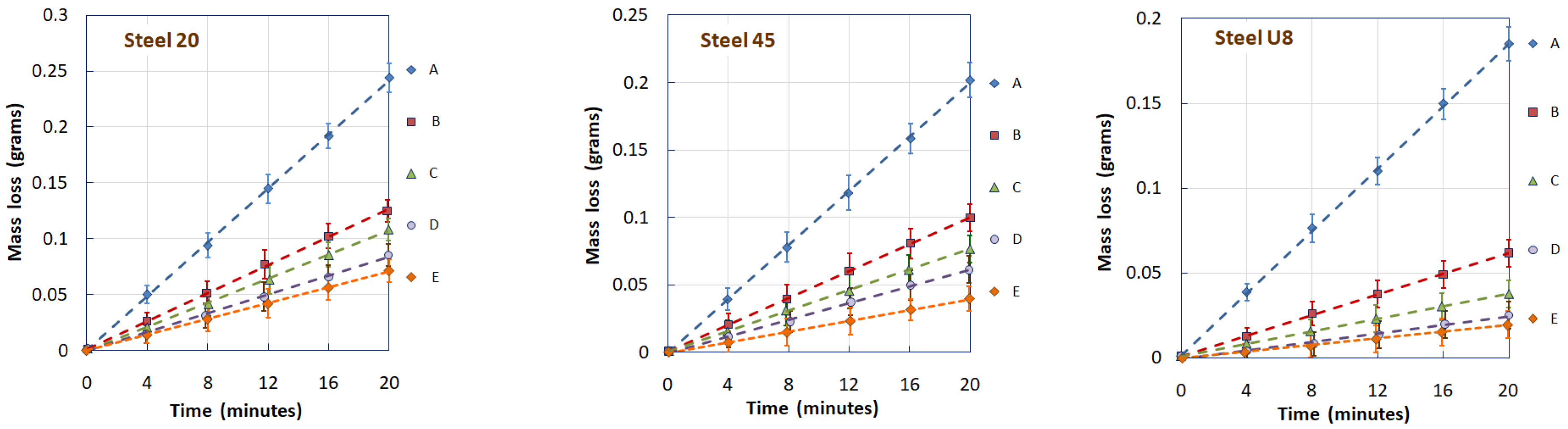
3.2. Methods of Studying the Wear Resistance of Steels
- (a)
- Quartz sand with a fraction of 0.2–0.3 mm was fed from a hopper with a calibrated hole into the gap between the rubber disc and the sample;
- (b)
- The hole was wiped with a rotating rubber disc on a flat sample of the tested metal at constant load (F) and wheel rotation speed;
- (c)
- The diameter of the rubber disc was 200 mm, with a width of 12 mm and a rotation speed of 200 rpm;
- (d)
- The total duration of the sample test was 20 min, which corresponds to 4000 revolutions of the disk or 2513 m of the total friction path;
- (e)
- The load on the sample was 150 N.
3.3. Method of Investigation of Microhardness of Samples
3.4. Methods of Investigation of Mechanical Properties of Steels
3.5. Methods of Investigation of Mechanical Properties of Steels under Static Loads
3.6. Methods of Investigation of Mechanical Properties of Steels under Dynamic Loads
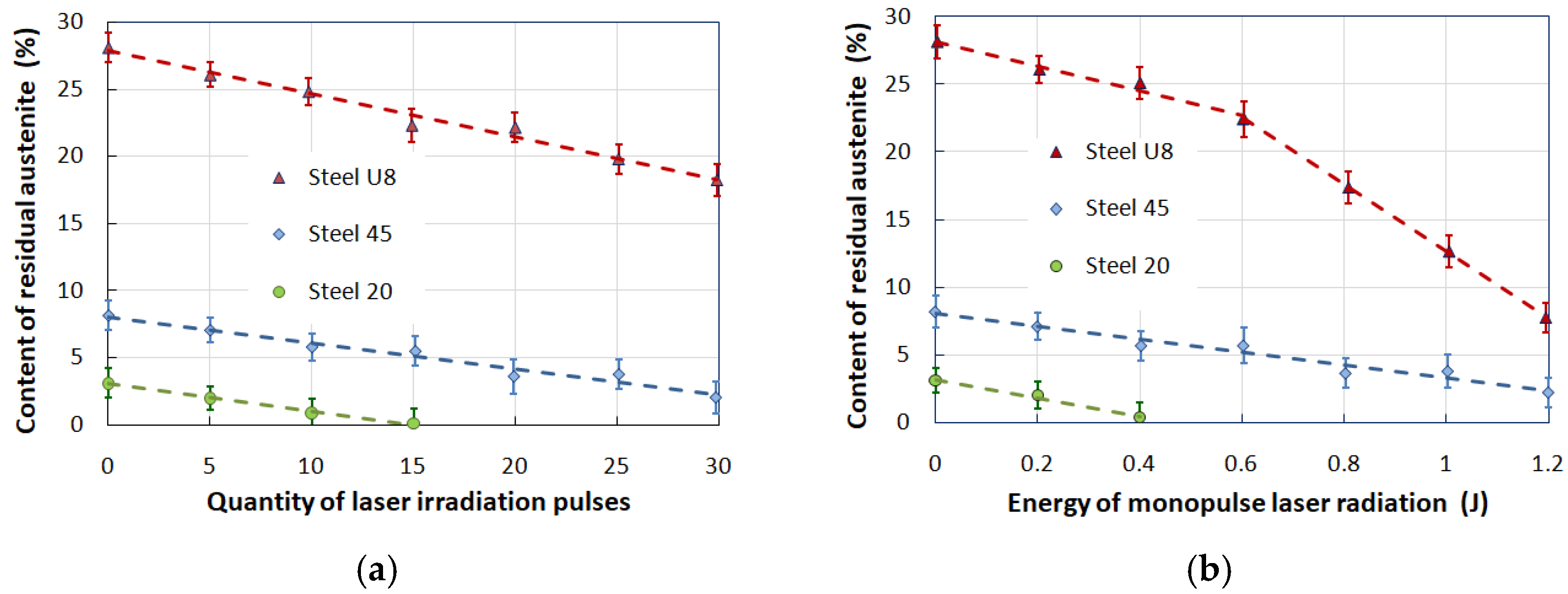
3.7. Method of Evaluating the Decay of Residual Austenite after the Action of Laser-Induced Shock Waves (LSP Treatment)
4. Results and Discussion
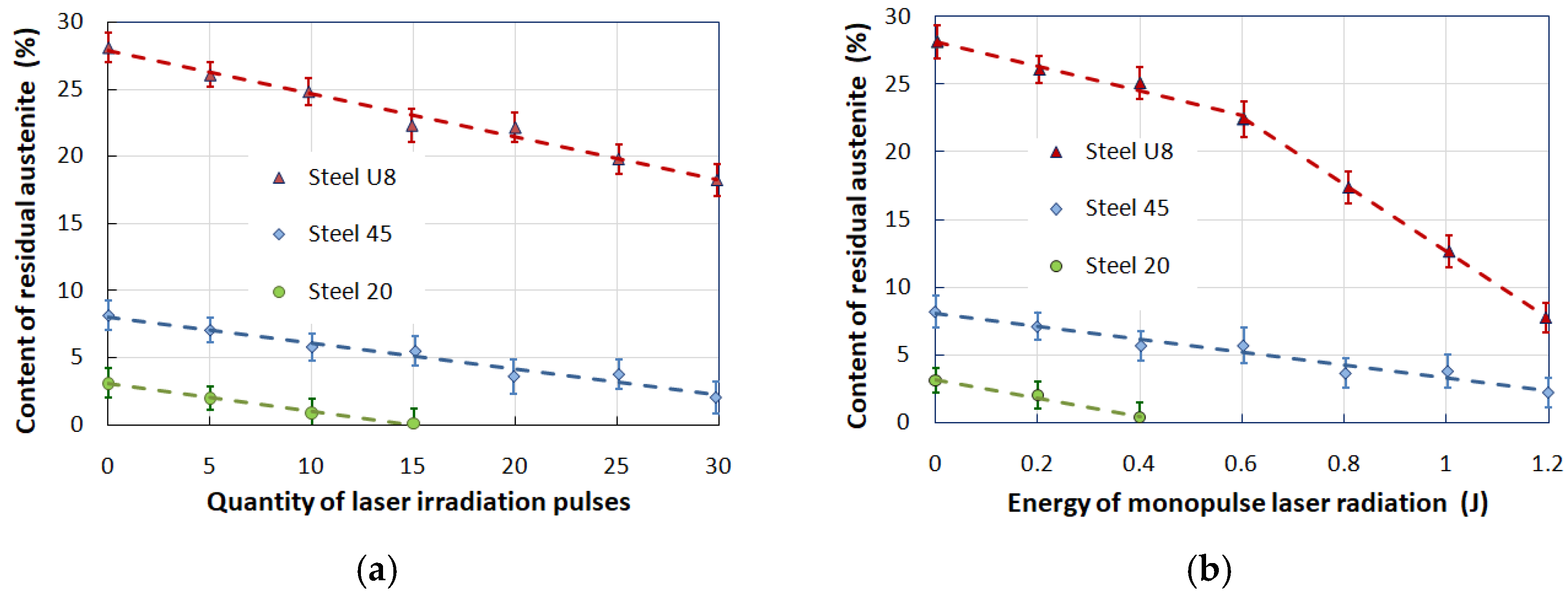
4.1. Investigation of the Decay of Residual Austenite under the Action of Laser-Induced Shock Waves (LSP Treatment)
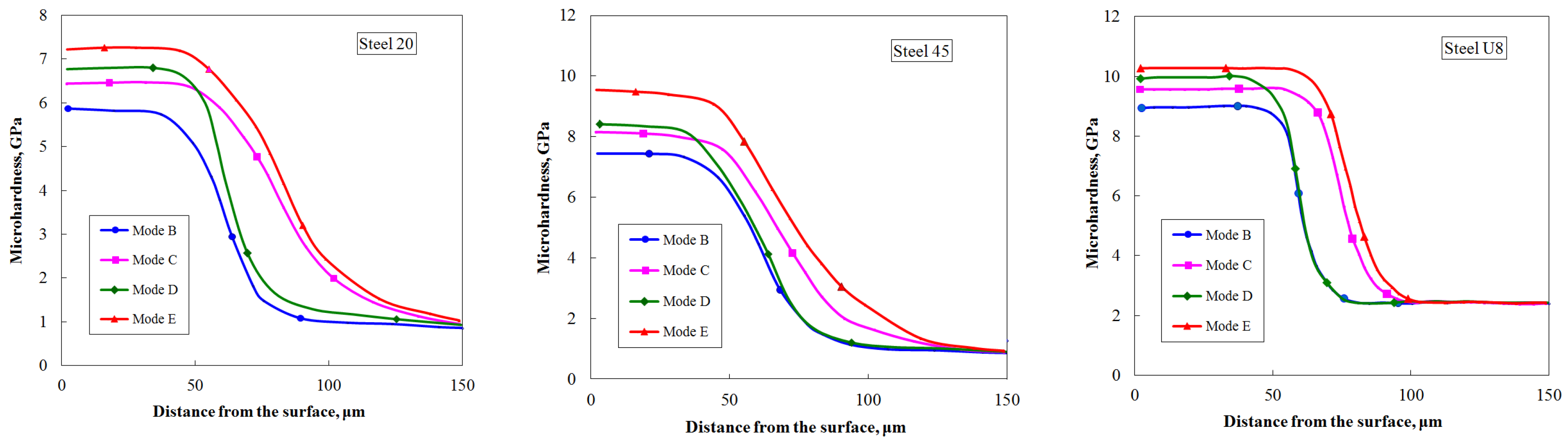
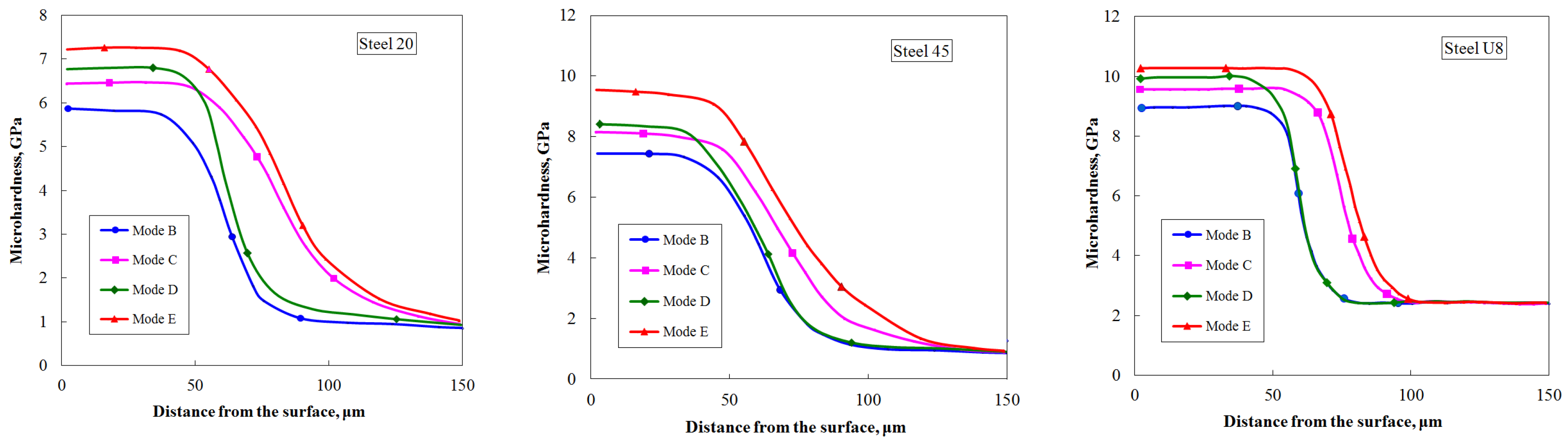
4.2. Investigation of the Effect of Combined Laser Exposure on the Parameters of Laser Hardening (Depth and Microhardness of Hardened Zones)
4.3. Investigation of Mechanical Properties of Steels after Combined Laser Exposure
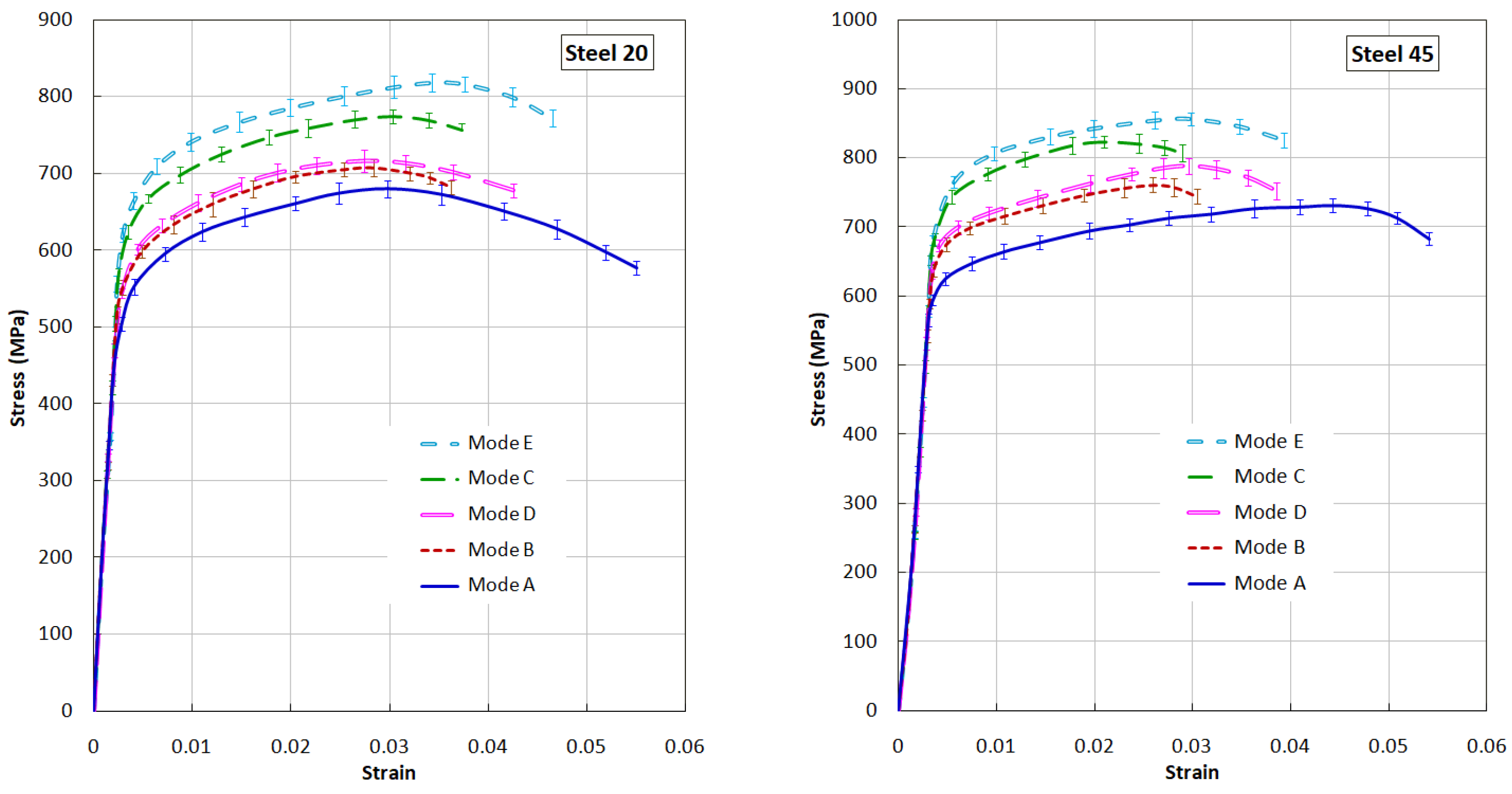
4.3.1. Results of Static Tests
4.3.2. Results of Dynamic Tests
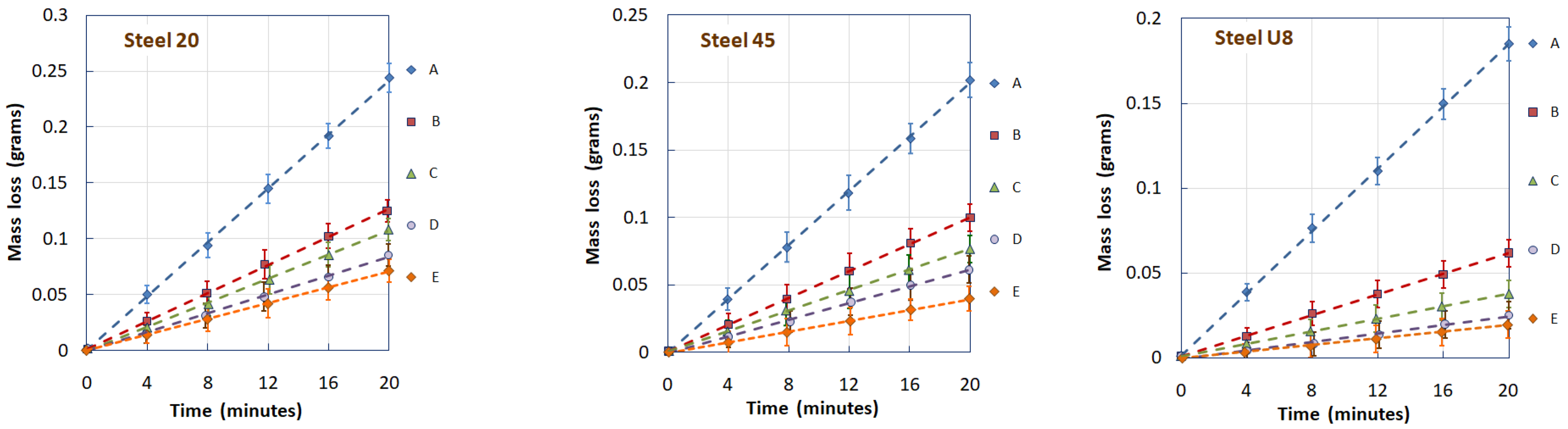
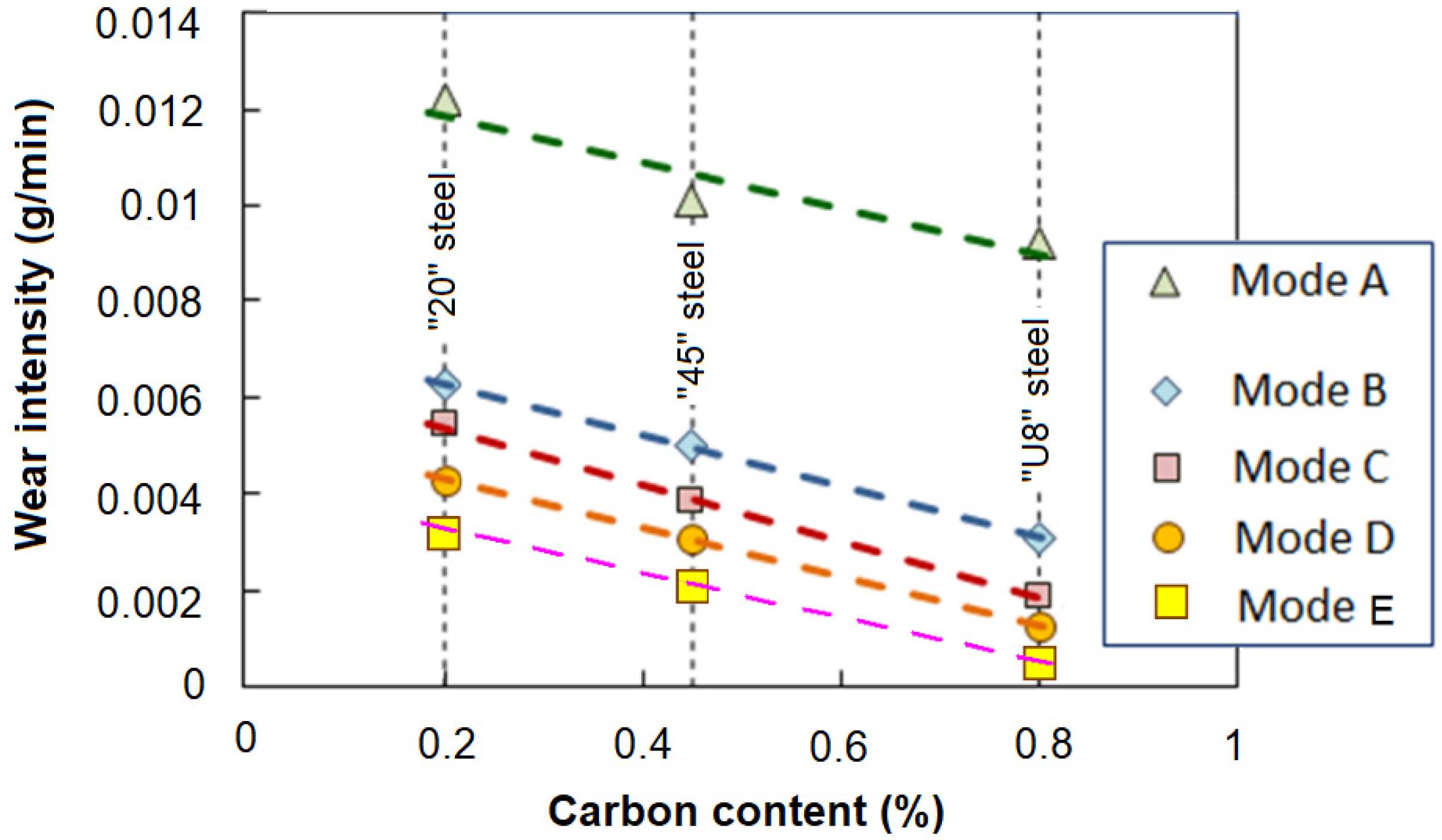
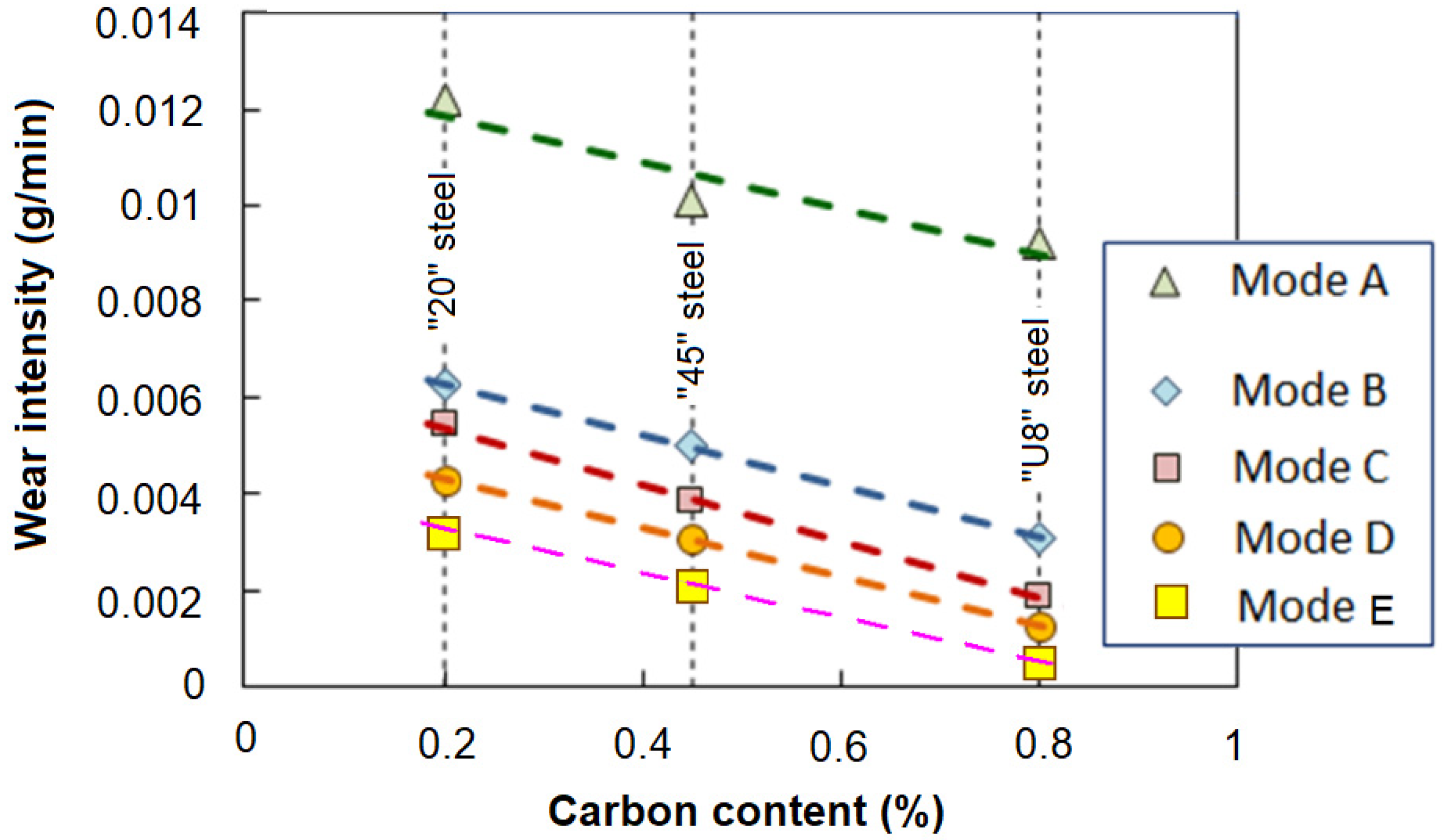
4.4. Abrasive Wear Tests
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Majumdar, J.D.; Manna, I. Laser material processing. Int. Mater. Rev. 2011, 56, 341–388. [Google Scholar] [CrossRef]
- Casalino, G.; Moradi, M.; Moghadam, M.K.; Khorram, A.; Perulli, P. Experimental and Numerical Study of AISI 4130 Steel Surface Hardening by Pulsed Nd:YAG Laser. Materials 2019, 12, 3136. [Google Scholar] [CrossRef] [PubMed]
- Clauer, A.H. Laser Shock Peening, the Path to Production. Metals 2019, 9, 626. [Google Scholar] [CrossRef]
- Moradi, M.; Ghorbani, D.; Moghadam, M.K.; Kazazi, M.; Rouzbahani, F.; Karazi, S. Nd:YAG laser hardening of AISI 410 stainless steel: Microstructural evaluation, mechanical properties, and corrosion behavior. J. Alloys Compd. 2019, 795, 213–222. [Google Scholar] [CrossRef]
- Syed, B.; Shariff, S.M.; Padmanabham, G.; Lenka, S.; Bhattacharya, B.; Kundu, S. Influence of laser surface hardened layer on mechanical properties of re-engineered low carbon steel sheet. Mater. Sci. Eng. A 2017, 685, 168–177. [Google Scholar] [CrossRef]
- Salleh, M.N.M.; Ishak, M.; Aiman, M.H.; Zaifuddin, Q.; Quazi, M.M. The effect of laser surface hardening on the surface hardness of mild steel. IOP Conf. Series Mater. Sci. Eng. 2020, 788, 012014. [Google Scholar] [CrossRef]
- Pellizzari, M.; De Flora, M. Influence of laser hardening on the tribological properties of forged steel for hot rolls. Wear 2011, 271, 2402–2411. [Google Scholar] [CrossRef]
- Sollier, A.; Berthe, L.; Peyre, P.; Bartnicki, E.; Fabbro, R. Laser-matter interaction in laser shock processing. In Proceedings of the First International Symposium on High-Power Laser Macroprocessing, Osaka, Japan, 27–31 May 2003; Proceedings SPIE 4831. pp. 463–467. [Google Scholar] [CrossRef]
- Wu, J.; Zhao, J.; Qiao, H.; Hu, X.; Yang, Y. The New Technologies Developed from Laser Shock Processing. Materials 2020, 13, 1453. [Google Scholar] [CrossRef] [PubMed]
- Ganesh, P.; Sundar, R.; Kumar, H.; Kaul, R.; Ranganathan, K.; Hedaoo, P.; Tiwari, P.; Kukreja, L.; Oak, S.; Dasari, S.; et al. Studies on laser peening of spring steel for automotive applications. Opt. Lasers Eng. 2012, 50, 678–686. [Google Scholar] [CrossRef]
- Gupta, R.K.; Pant, B.K.; Kain, V.; Kaul, R.; Bindra, K.S. Laser Shock Peening and its Applications: A Review. Lasers Manuf. Mater. Process 2019, 6, 424–463. [Google Scholar] [CrossRef]
- Peyre, P.; Fabbro, R.; Berthe, L.; Dubouchet, C. Laser shock processing of materials, physical processes involved and examples of applications. J. Laser Appl. 1996, 8, 135–141. [Google Scholar] [CrossRef]
- Montross, C.S.; Wei, T.; Ye, L.; Clark, G.; Mai, Y.-W. Laser shock processing and its effects on microstructure and properties of metal alloys: A review. Int. J. Fatigue 2002, 24, 1021–1036. [Google Scholar] [CrossRef]
- Gujba, A.K.; Medraj, M. Laser Peening Process and Its Impact on Materials Properties in Comparison with Shot Peening and Ultrasonic Impact Peening. Materials 2014, 7, 7925–7974. [Google Scholar] [CrossRef]
- Ren, X.D.; Zhou, W.F.; Ren, Y.P.; Xu, S.D.; Liu, F.F.; Yuan, S.Q.; Ren, N.F.; Huang, J.J. Dislocation evolution and properties enhancement of GH2036 by laser shock processing: Dislocation dynamics simulation and experiment. Mater. Sci. Eng. 2016, A654, 184–192. [Google Scholar] [CrossRef]
- Fairand, B.P.; Clauer, A.H. Laser generation of high-amplitude stress waves in materials. J. Appl. Phys. 1979, 50, 1497–1502. [Google Scholar] [CrossRef]
- Chau, M.Q. AN OVERVIEW STUDY ON THE LASER TECHNOLOGY AND APPLICATIONS IN THE MECHANICAL AND MACHINE MANUFACTURING INDUSTRY. J. Mech. Eng. Res. Dev. 2019, 42, 16–20. [Google Scholar] [CrossRef]
- Czerwinski, F. (Ed.) Heat Treatment—Conventional and Novel Applications; Intech Open: Rijeka, Croatia, 2012. [Google Scholar] [CrossRef]
- Ozer, Z.N. Electron beam irradiation processing for industrial and medical applications. EPJ Web. Conf. 2017, 154, 01019. [Google Scholar] [CrossRef]
- Lesyk, D.; Martinez, S.; Mordyuk, B.; Dzhemelinskyi, V.; Lamikiz, A.; Prokopenko, G.; Iefimov, M.; Grinkevych, K. Combining laser transformation hardening and ultrasonic impact strain hardening for enhanced wear resistance of AISI 1045 steel. Wear 2020, 462–463, 203494. [Google Scholar] [CrossRef]
- Lesyk, D.; Martinez, S.; Dzhemelinskyy, V.; Lamikiz, A.; Mordyuk, B.; Prokopenko, G. Surface microrelief and hardness of laser hardened and ultrasonically peened AISI D2 tool steel. Surf. Coatings Technol. 2015, 278, 108–120. [Google Scholar] [CrossRef]
- Kikin, P.Y.; Pchelintsev, A.I.; Rusin, E.E. Mechanical properties of the 30KhGSA steel after combined laser processing. Met. Sci. Heat Treat. Laser Treat 1992, 34, 713–714. [Google Scholar] [CrossRef]
- Varenova, N.G.; Kikin, P.Y.; Pchelintsev, A.I.; Rusin, E.E. Characteristics of decomposition of residual austenite under the action of shock waves excited by laser pulses. Met. Sci. Heat Treat. 1992, 34, 386–387. [Google Scholar] [CrossRef]
- Yang, L.S. Stress waves generated in thin metallic films by a Q-switched ruby laser. J. Appl. Phys. 1974, 45, 2601–2607. [Google Scholar] [CrossRef]
- Anderholm, N.C. LASER-GENERATED STRESS WAVES. Appl. Phys. Lett. 1970, 16, 113–115. [Google Scholar] [CrossRef]
- Barker, L.M. Laser interferometry in shock-wave research. Exp. Mech. 1972, 12, 209–215. [Google Scholar] [CrossRef]
- Jerniti, A.G.; El Ouafi, A.; Barka, N. Single Track Laser Surface Hardening Model for AISI 4340 Steel Using the Finite Element Method. Model. Numer. Simul. Mater. Sci. 2016, 06, 17–27. [Google Scholar] [CrossRef]
- Chen, C.; Zeng, X.; Wang, Q.; Lian, G.; Huang, X.; Wang, Y. Statistical modelling and optimization of microhardness transition through depth of laser surface hardened AISI 1045 carbon steel. Opt. Laser Technol. 2020, 124, 105976. [Google Scholar] [CrossRef]
- Babu, P.D.; Marimuthu, P. Status of laser transformation hardening of steel and its alloys: A review. Emerg. Mater. Res. 2019, 8, 188–205. [Google Scholar] [CrossRef]
- Gureev, D.M. Laser—Ultrasonic hardening of the surface of steel. Quantum Electron. 1998, 28, 274–277. [Google Scholar] [CrossRef]
- ASTM Standard G 40-99; Standard Terminology Relating to Wear and Erosion. American Society for Testing and Materials: West Conshohocken, PA, USA, 1999.
- Hutchings, I.M. Abrasion processes in wear and manufacturing. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2002, 216, 55–62. [Google Scholar] [CrossRef]
- Cheng, Z.; Wang, S.; Wu, G.; Gao, J.; Yang, X.; Wu, H. Tribological properties of high-entropy alloys: A review. Int. J. Miner. Met. Mater. 2022, 29, 389–403. [Google Scholar] [CrossRef]
- Moore, M.A. Abrasive wear. In Fundamentals of Friction and Wear of Materials; Rigney, D.A., Ed.; American Society for Metals: Metals Park, OH, USA, 1981; pp. 73–118. [Google Scholar]
- Yanes, R.E.; Hernandez, L.N.; Morera, O.Z.; Olivier, N.C.; Neto, A.F. Design and fabrication of a machine for test in abrasive wearing according to ASTM G65 standard. Am. J. Mater. Sci. Appl. 2014, 2, 86–90. [Google Scholar]
- Bragov, A.; Lomunov, A. Methodological aspects of studying dynamic material properties using the Kolsky method. Int. J. Impact Eng. 1995, 16, 321–330. [Google Scholar] [CrossRef]
- Nicholas, T. Tensile testing of materials at high rates of strain. Exp. Mech. 1981, 21, 177–195. [Google Scholar] [CrossRef]
- ASTM E975-13; Standard Practice for X-ray Determination of Retained Austenite in Steel with Near Random Crystallographic Orientation. ASTM International Standards Organization: West Conshohocken, PA, USA, 2018.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel Grade | C | Si | Mn | Ni | S | P | Cr | Cu | As |
|---|---|---|---|---|---|---|---|---|---|
| “20” steel | 0.17–0.24 | 0.17–0.37 | 0.35–0.65 | ≤0.3 | ≤0.04 | ≤0.035 | ≤0.25 | ≤0.3 | ≤0.08 |
| “45” steel | 0.42–0.5 | 0.17–0.37 | 0.5–0.8 | ≤0.3 | ≤0.04 | ≤0.035 | ≤0.25 | ≤0.3 | ≤0.08 |
| “U8” steel | 0.75–0.84 | 0.17–0.33 | 0.17–0.33 | ≤0.25 | ≤0.028 | ≤0.03 | ≤0.2 | ≤0.25 | N/S |
| E, J | 0.4 | 0.6 | 0.8 | 1.0 | 1.2 | 1.4 |
| P, GPa | 0.2 | 0.36 | 0.45 | 0.65 | 0.8 | 0.93 |
| Processing Mode | h (μm) | Hμ (GPa) | σ0.2 (MPa) | σB (MPa) | δ (%) |
|---|---|---|---|---|---|
| “20” steel | |||||
| Without processing | 1.1 | 280 | 440 | 34 | |
| Mode A | 1.1 | 280 | 440 | 34 | |
| Mode B | 75 | 6.0 | 340 | 520 | 5.8 |
| Mode C | 115 | 6.5 | 360 | 540 | 5.6 |
| Mode D | 75 | 6.0 | 340 | 530 | 6.2 |
| Mode E | 115 | 6.6 | 380 | 560 | 6.0 |
| “45” steel | |||||
| Without processing | 1.8 | 320 | 550 | 13 | |
| Mode A | 1.8 | 320 | 550 | 13 | |
| Mode B | 85 | 7.2 | 380 | 620 | 2.8 |
| Mode C | 120 | 7.8 | 400 | 630 | 2.4 |
| Mode D | 85 | 7.3 | 380 | 630 | 3.4 |
| Mode E | 120 | 7.9 | 410 | 640 | 3.0 |
| Material | Parameter | Mode B | Mode C | Mode D | Mode E |
|---|---|---|---|---|---|
| “20” steel | h (μm) | 120 | 140 | 120 | 140 |
| Hμ (GPa) | 6 | 6.5 | 6.6 | 6.6 | |
| “45” steel | h (μm) | 100 | 120 | 100 | 120 |
| Hμ (GPa) | 7.2 | 8 | 7.3 | 8.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bragov, A.; Lomunov, A.; Rusin, E.; Gavrilov, G.; Kurkin, A. Effect of Combined Laser Thermal and Shock Wave Effects on the Mechanical and Tribological Properties of Steels. Materials 2024, 17, 1809. https://doi.org/10.3390/ma17081809
Bragov A, Lomunov A, Rusin E, Gavrilov G, Kurkin A. Effect of Combined Laser Thermal and Shock Wave Effects on the Mechanical and Tribological Properties of Steels. Materials. 2024; 17(8):1809. https://doi.org/10.3390/ma17081809
Chicago/Turabian StyleBragov, Anatoly, Andrey Lomunov, Evgeny Rusin, Gennady Gavrilov, and Andrey Kurkin. 2024. "Effect of Combined Laser Thermal and Shock Wave Effects on the Mechanical and Tribological Properties of Steels" Materials 17, no. 8: 1809. https://doi.org/10.3390/ma17081809
APA StyleBragov, A., Lomunov, A., Rusin, E., Gavrilov, G., & Kurkin, A. (2024). Effect of Combined Laser Thermal and Shock Wave Effects on the Mechanical and Tribological Properties of Steels. Materials, 17(8), 1809. https://doi.org/10.3390/ma17081809