
Innovative Materials Based on Epoxy Resin for Use as Seat Elements in Bulk Transport



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Composites
2.3. Accelerated Aging Test
2.4. Surface Wettability and Determination of Surface Energy
2.5. FTIR Spectroscopy
2.6. Color Change Measurements
2.7. Hardness Tests
2.8. Optical Microscopy
2.9. Thermogravimetric Analysis
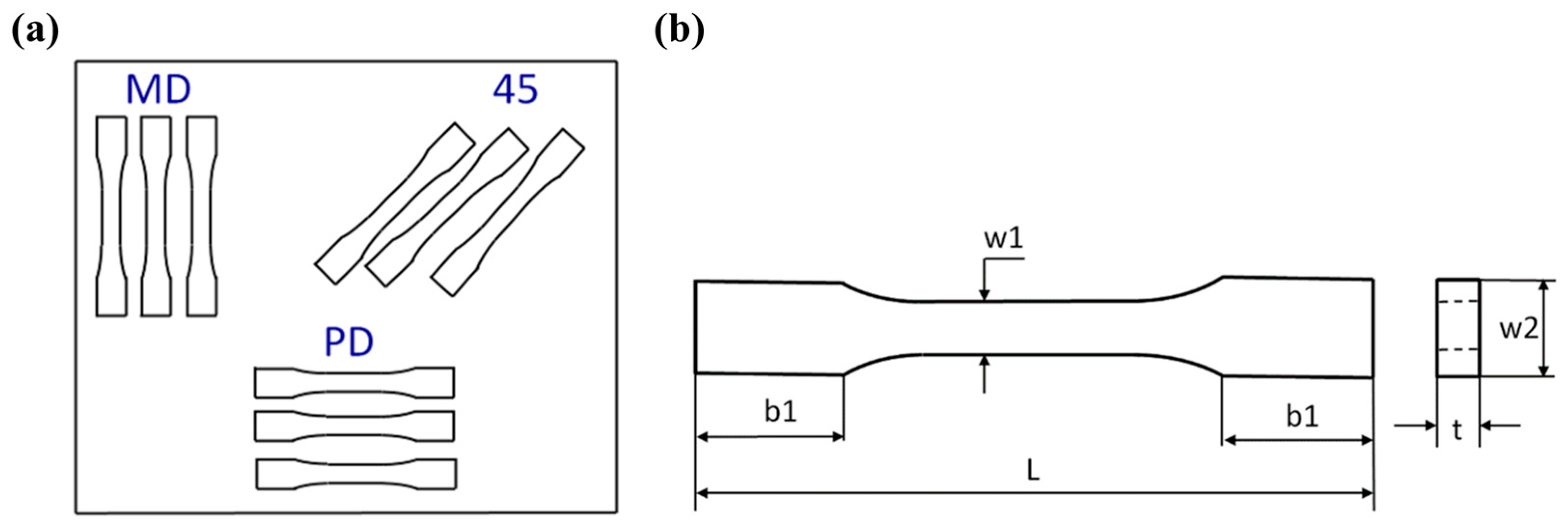
2.10. One-Directional Tensile Test
3. Results and Discussion
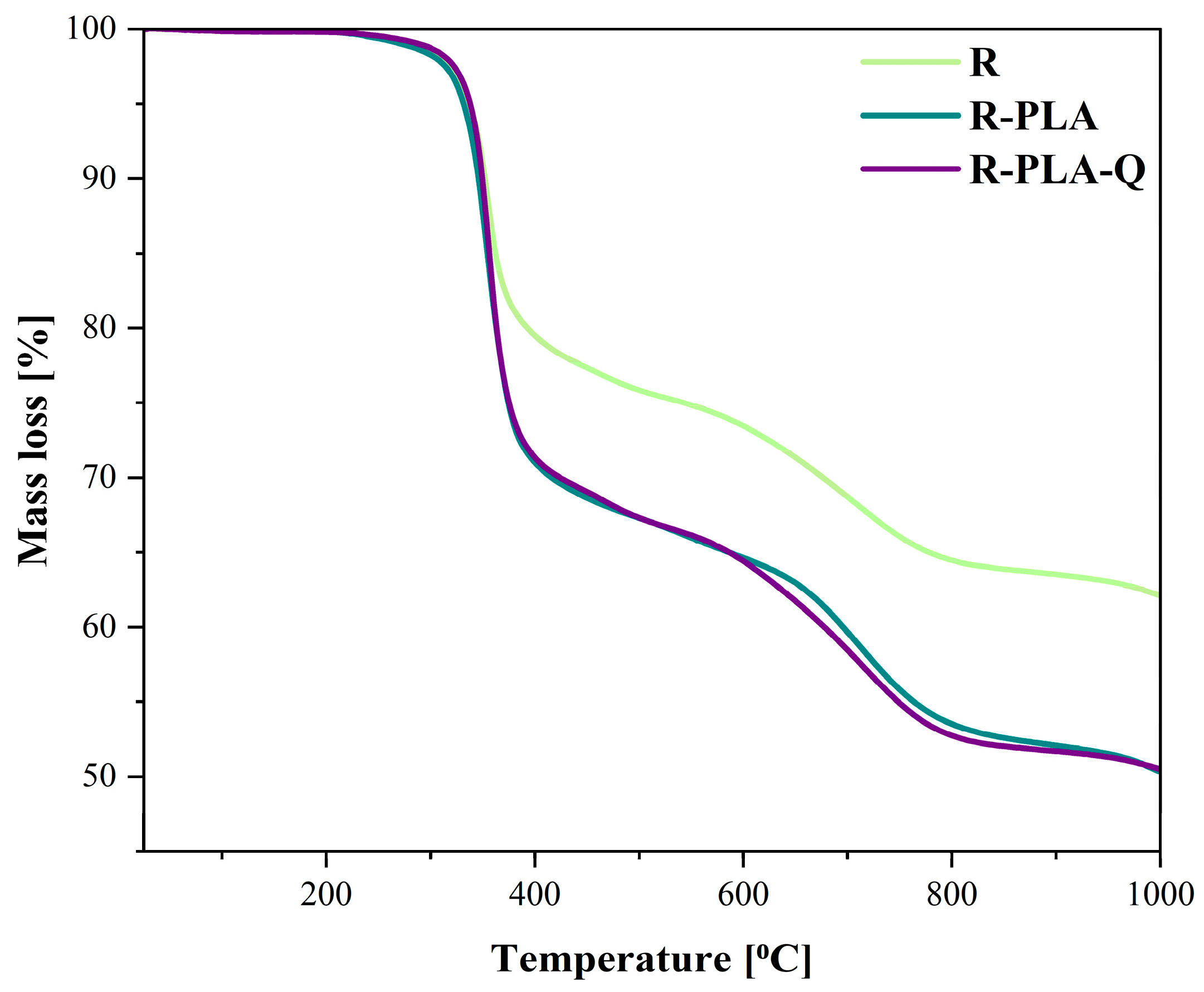
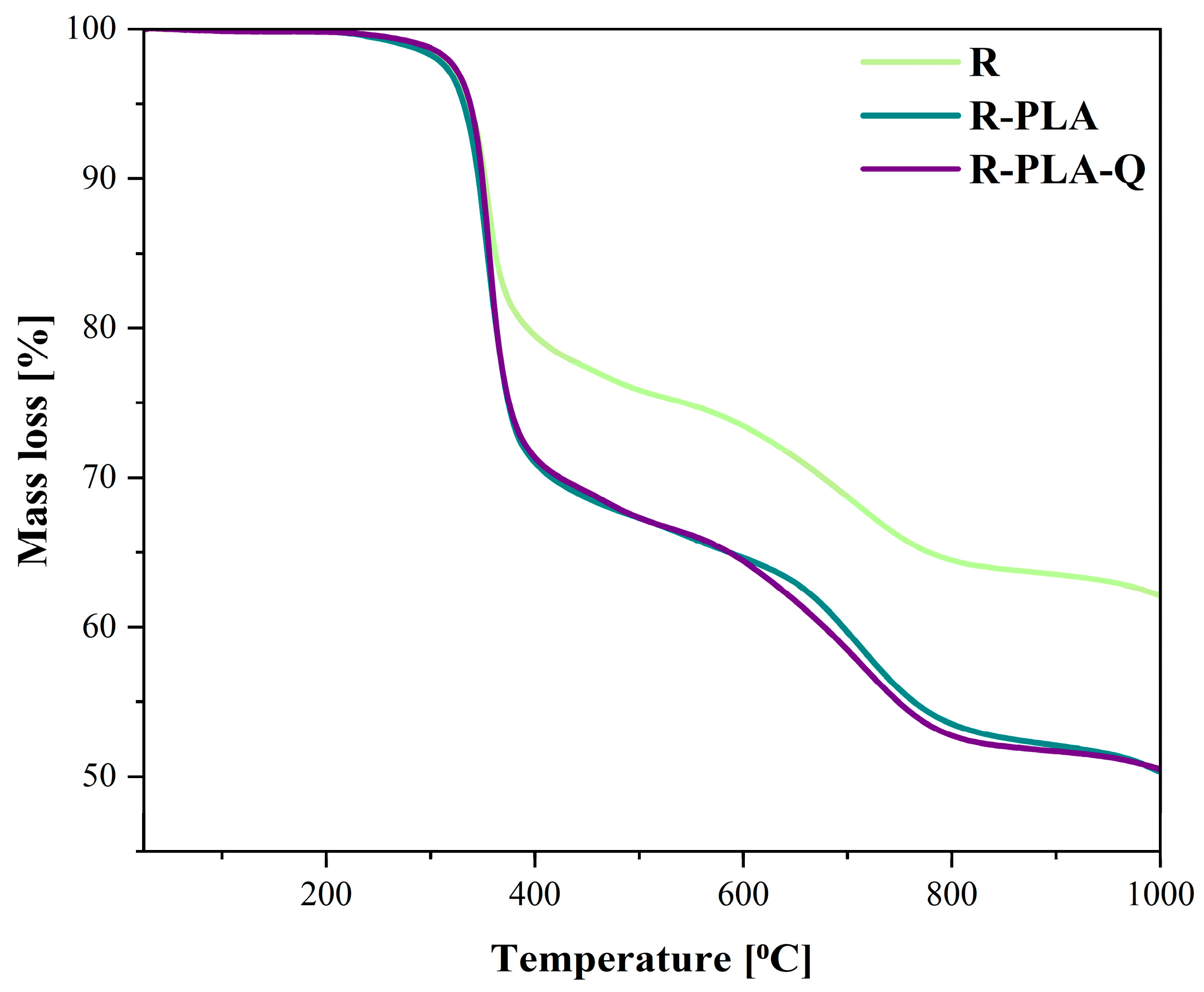
3.1. Thermogravimetric Analysis (TGA)
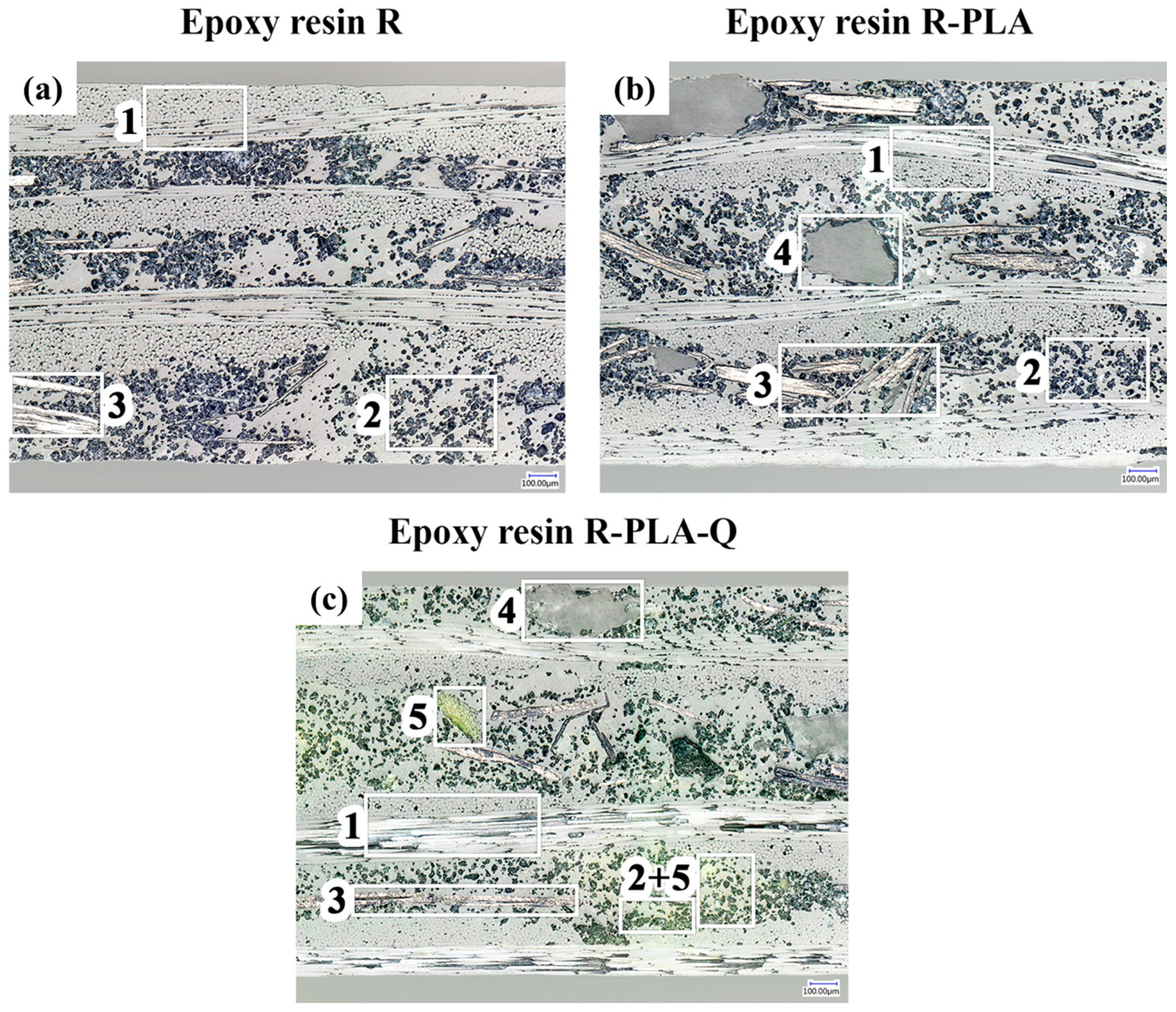
3.2. Optical Microscopy
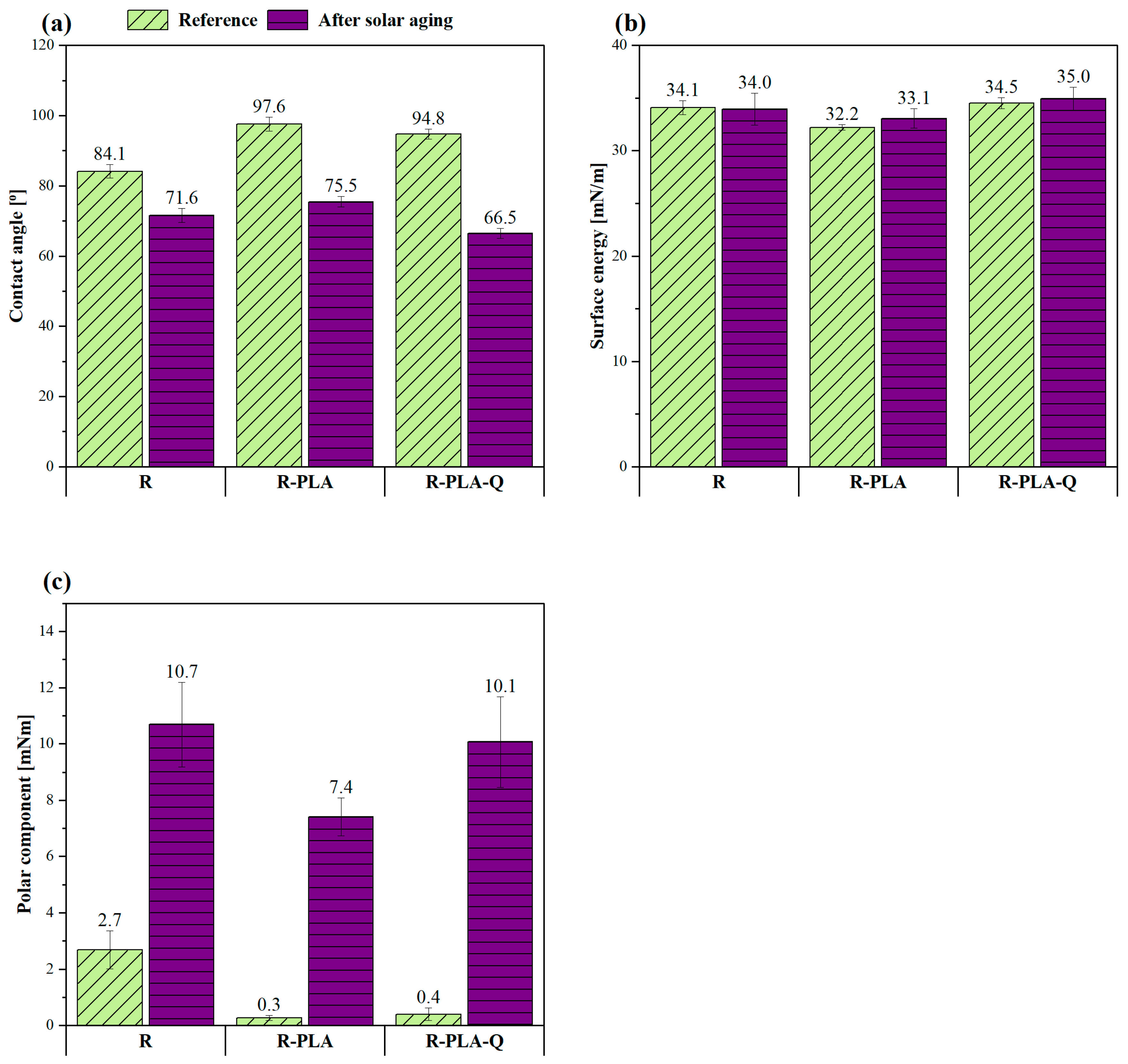
3.3. Surface Wettability and Determination of Surface Energy
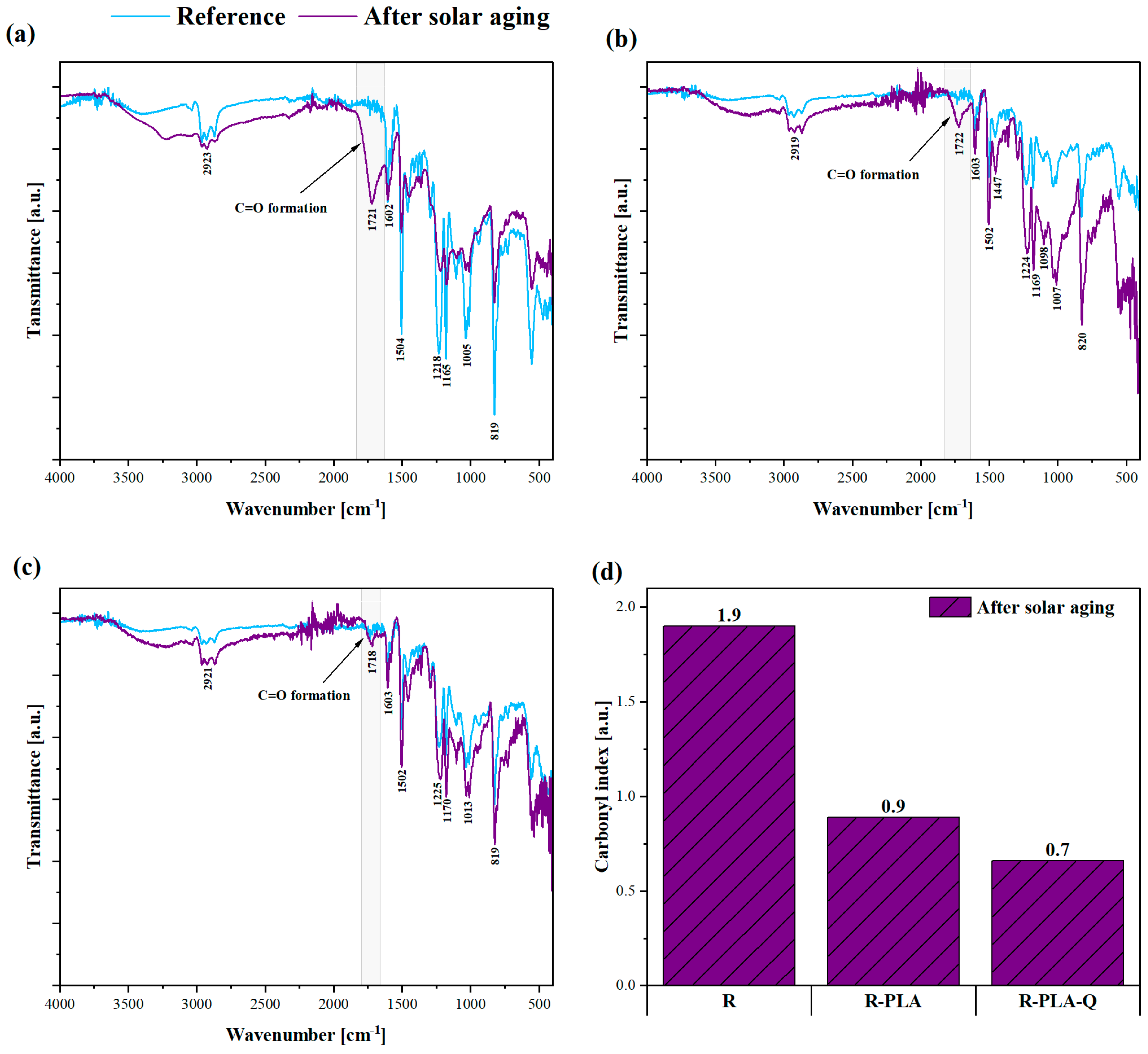
3.4. FTIR Spectroscopy
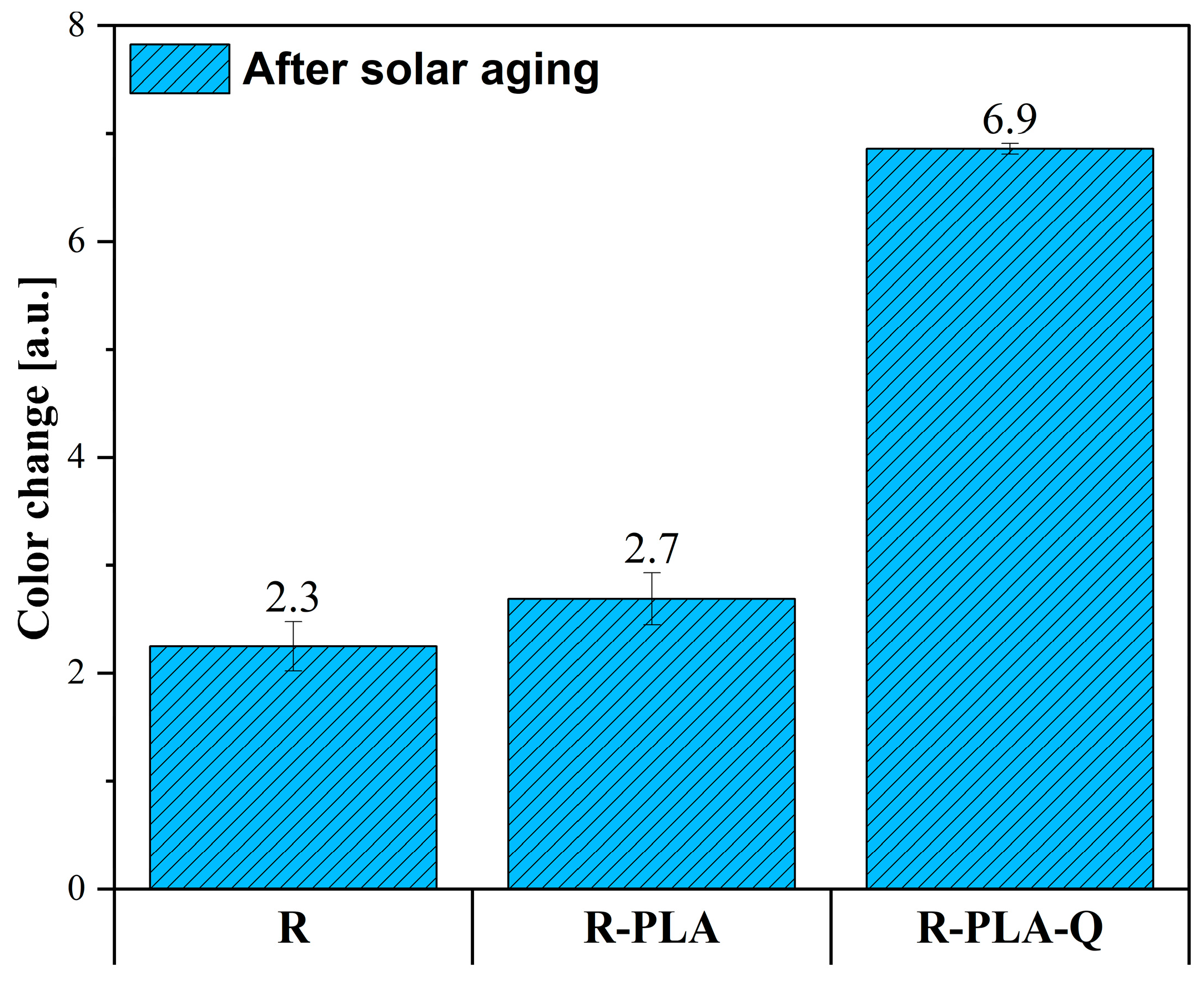
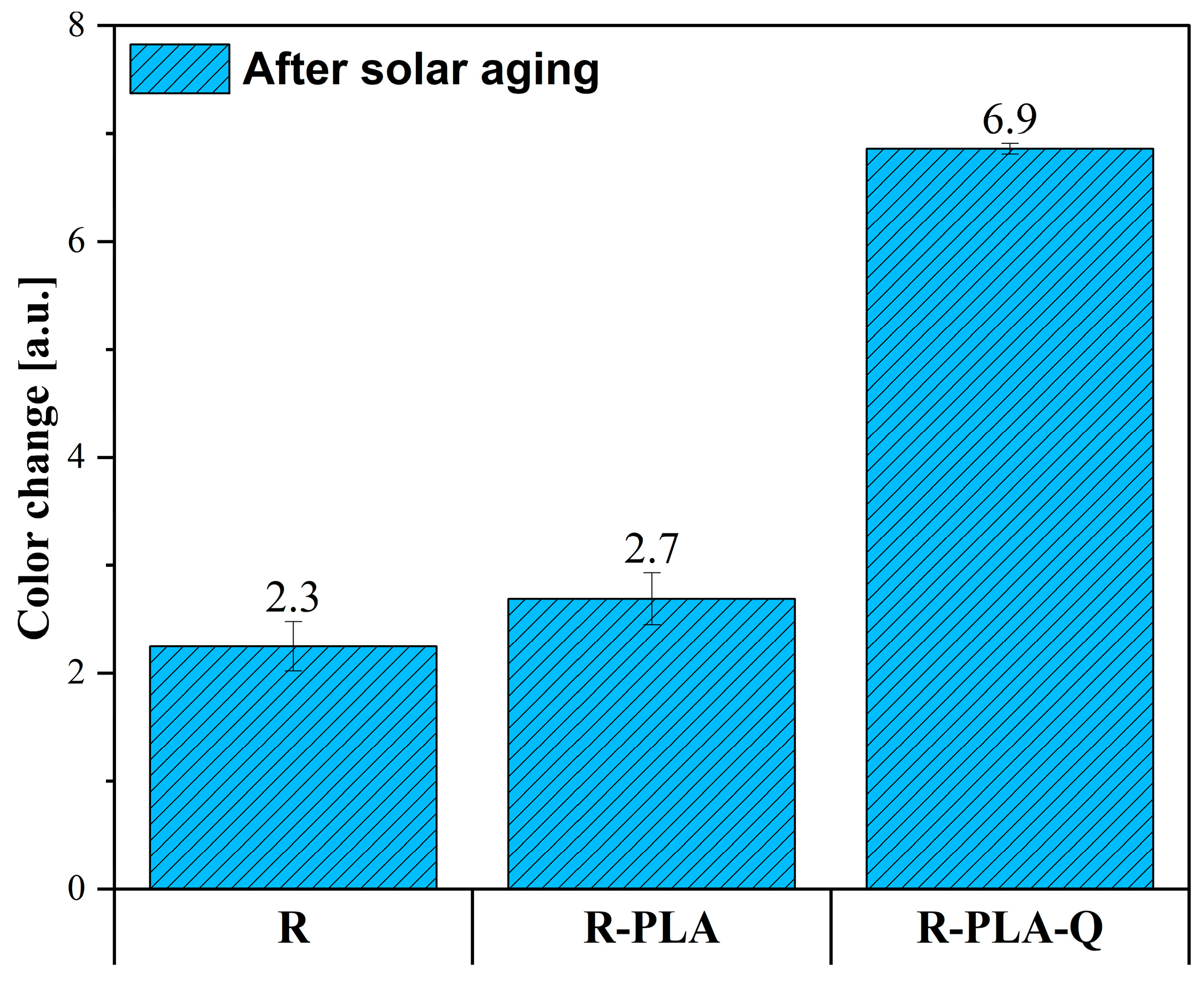
3.5. Color Change Measurements
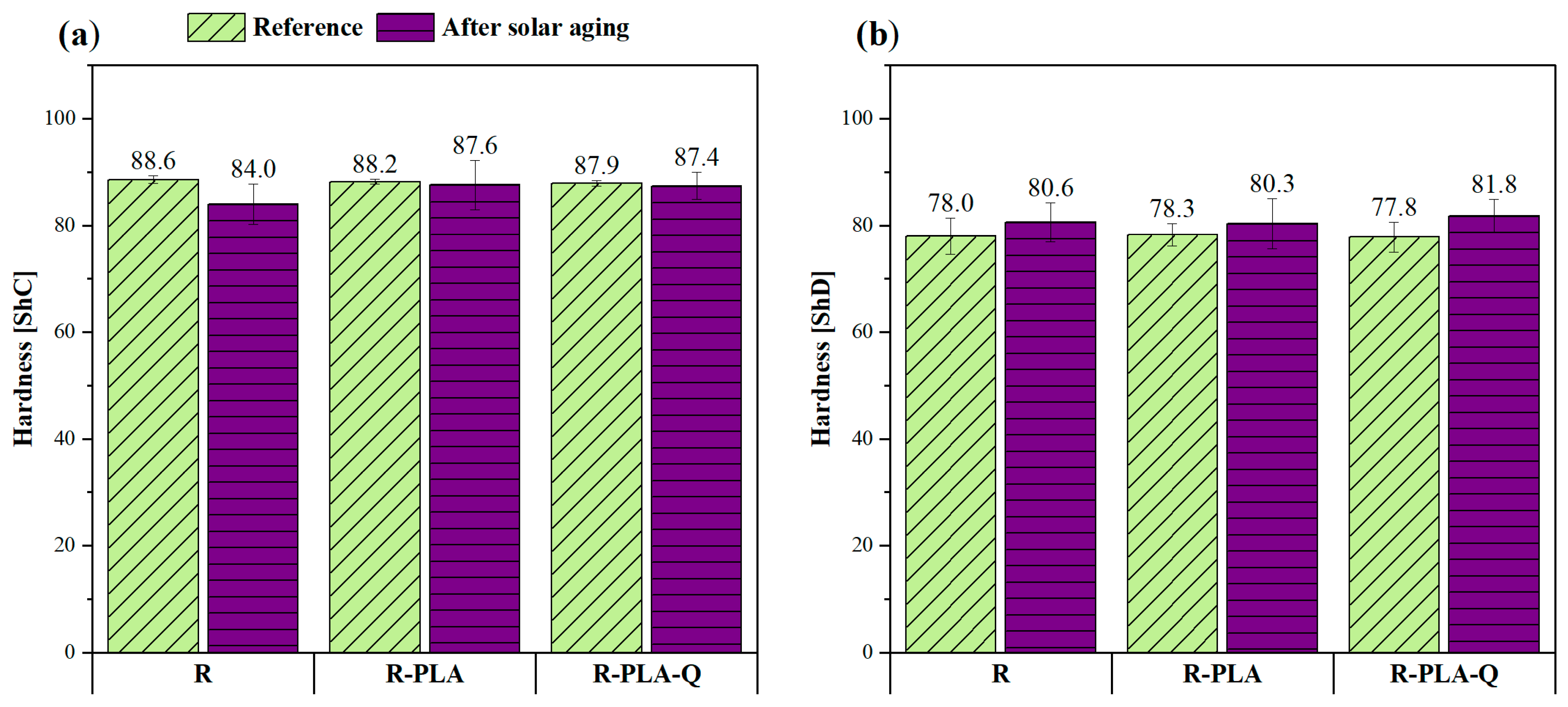
3.6. Hardness Tests
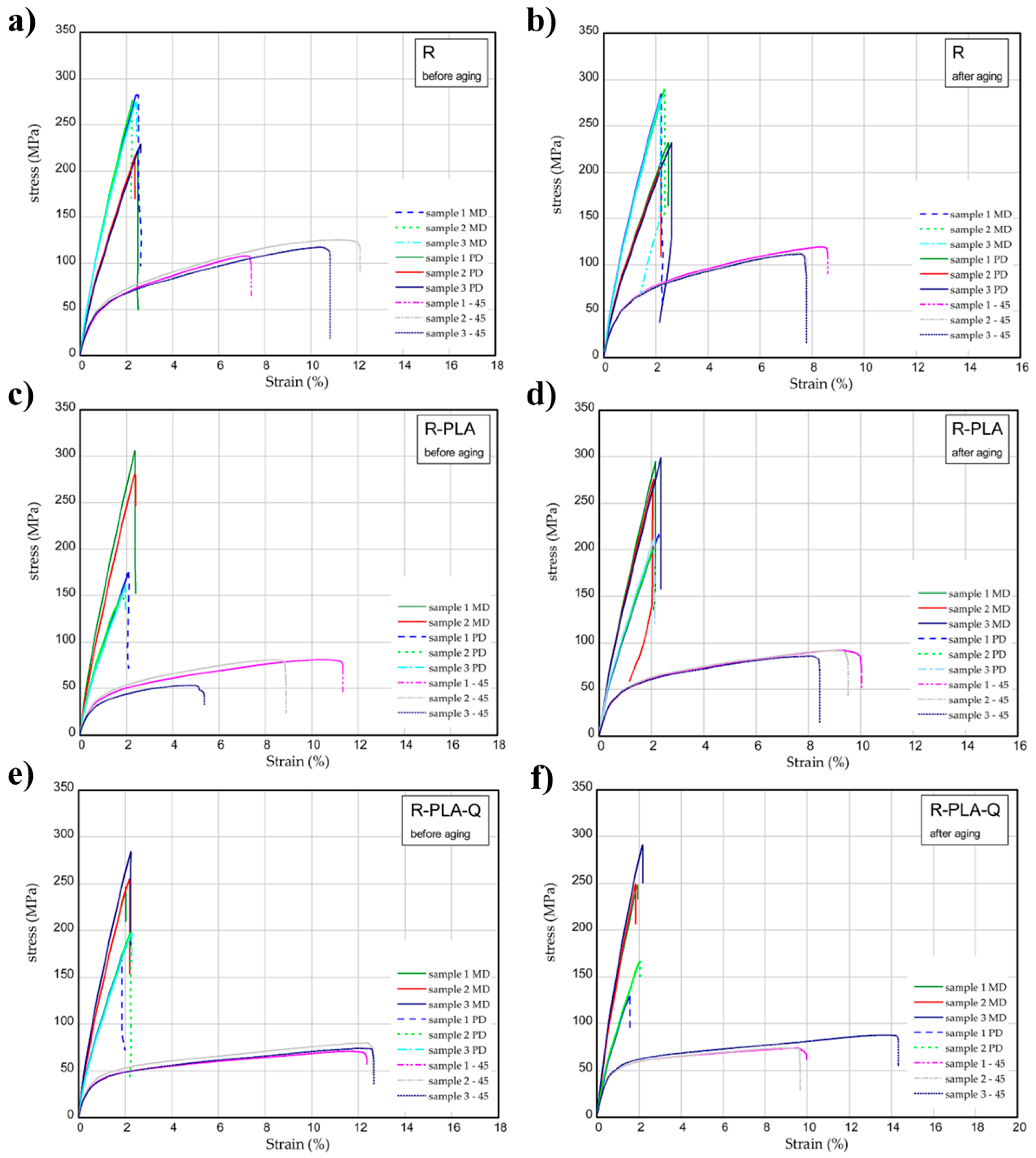
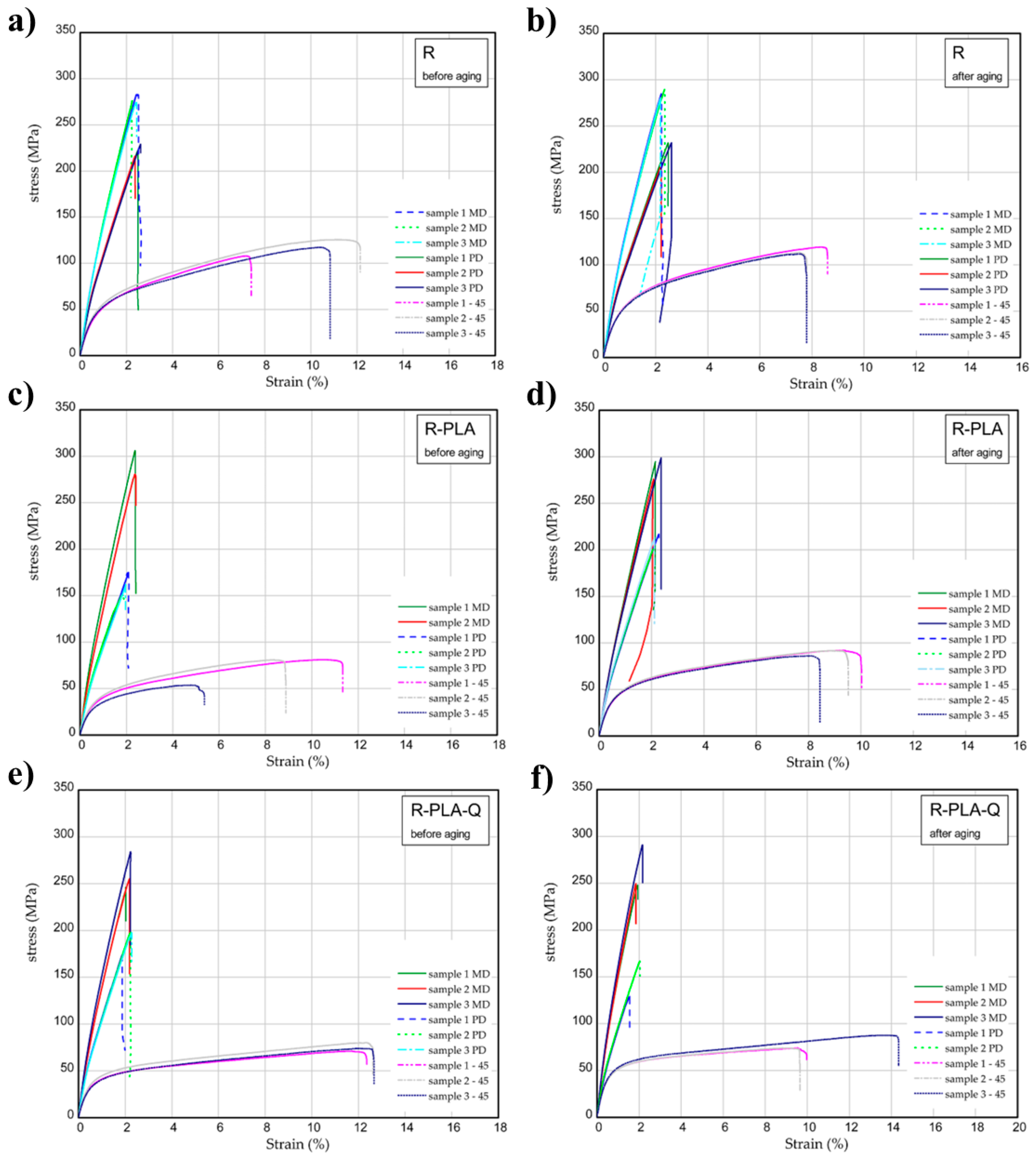
3.7. One-Directional Tensile Test
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tripathy, D.B.; Mishra, A. Renewable Plant-Based Raw Materials for Industry; Scott, R.A., Ed.; John Wiley & Sons: Hoboken, NJ, USA, 2016; ISBN 9781119951438. [Google Scholar]
- Ozkur, S.; Sezgin, H.; Akay, E.; Yalcin-Enis, I. Hybrid bio-based composites from blends of epoxy and soybean oil resins reinforced with jute woven fabrics. Mater. Res. Express 2020, 7, 015335. [Google Scholar] [CrossRef]
- Lewicka, E.; Guzik, K.; Galos, K. On the possibilities of critical raw materials production from the eu’s primary sources. Resources 2021, 10, 50. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, L.; Shun, W.; Dai, J.; Peng, Y.; Liu, X. Recent development on bio-based thermosetting resins. J. Polym. Sci. 2021, 59, 1474–1490. [Google Scholar] [CrossRef]
- Rajeshkumar, L. 19—Biodegradable polymer blends and composites from renewable resources. In Biodegradable Polymers, Blends and Composites; Rangappa, S.M., Parameswaranpillai, J., Siengchin, S., Ramesh, M., Eds.; Woodhead Publishing: Sawston, UK, 2022; pp. 527–549. ISBN 978-0-12-823791-5. [Google Scholar]
- Singh, M.K.; Tewari, R.; Zafar, S.; Rangappa, S.M.; Siengchin, S. A comprehensive review of various factors for application feasibility of natural fiber-reinforced polymer composites. Results Mater. 2023, 17, 100355. [Google Scholar] [CrossRef]
- Jagadeesh, P.; Puttegowda, M.; Thyavihalli Girijappa, Y.G.; Rangappa, S.M.; Siengchin, S. Effect of natural filler materials on fiber reinforced hybrid polymer composites: An Overview. J. Nat. Fibers 2022, 19, 4132–4147. [Google Scholar] [CrossRef]
- Sienkiewicz, N.; Dominic, M.; Parameswaranpillai, J. Natural Fillers as Potential Modifying Agents for Epoxy Composition: A Review. Polymers 2022, 14, 265. [Google Scholar] [CrossRef] [PubMed]
- Thomas, J.; Bouscher, R.F.; Nwosu, J.; Soucek, M.D. Sustainable Thermosets and Composites Based on the Epoxides of Norbornylized Seed Oils and Biomass Fillers. ACS Sustain. Chem. Eng. 2022, 10, 12342–12354. [Google Scholar] [CrossRef]
- Taurino, R.; Bondioli, F.; Messori, M. Use of different kinds of waste in the construction of new polymer composites: Review. Mater. Today Sustain. 2023, 21, 100298. [Google Scholar] [CrossRef]
- Musa, C.; Kervoëlen, A.; Danjou, P.E.; Bourmaud, A.; Delattre, F. Bio-based unidirectional composite made of flax fibre and isosorbide-based epoxy resin. Mater. Lett. 2020, 258, 126818. [Google Scholar] [CrossRef]
- Ray, D.; Ghorui, S.; Bandyopadhyay, N.R.; Sengupta, S.; Kar, T. New materials from maleated castor oil/epoxy resin blend reinforced with fly ash. Ind. Eng. Chem. Res. 2012, 51, 2603–2608. [Google Scholar] [CrossRef]
- Kumar, S.; Krishnan, S.; Mohanty, S.; Nayak, S.K. Synthesis and characterization of petroleum and biobased epoxy resins: A Review. Polym. Int. 2018, 67, 815–839. [Google Scholar] [CrossRef]
- Naik, N.; Shivamurthy, B.; Thimmappa, B.H.S.; Guo, Z.; Bhat, R. Bio-Based Epoxies: Mechanical Characterization and Their Applicability in the Development of Eco-Friendly Composites. J. Compos. Sci. 2022, 6, 294. [Google Scholar] [CrossRef]
- Zhou, Q.; Fang, C.; Li, X.; You, L.; Qi, Y.; Liu, M.; Xu, Y.; He, Q.; Lu, S.; Zhou, Y. Room-Temperature Green Recyclable Epoxy Composites with Enhanced Mechanical and Thermal Properties Cross-Linked via B−O−C Bonds. ChemistrySelect 2022, 7, e2022007. [Google Scholar] [CrossRef]
- Lerma-Canto, A.; Samper, M.D.; Dominguez-Candela, I.; Garcia-Garcia, D.; Fombuena, V. Epoxidized and Maleinized Hemp Oil to Develop Fully Bio-Based Epoxy Resin Based on Anhydride Hardeners. Polymers 2023, 15, 1404. [Google Scholar] [CrossRef]
- Yang, Y.; Xu, Y.; Ji, Y.; Wei, Y. Functional epoxy vitrimers and composites. Prog. Mater. Sci. 2021, 120, 100710. [Google Scholar] [CrossRef]
- Montarnal, D.; Capelot, M.; Tournilhac, F.; Leibler, L. Silica-Like Malleable Materials from Permanent Organic Networks. Science 2011, 334, 965–968. [Google Scholar] [CrossRef] [PubMed]
- Dai, C.; Shi, Y.; Li, Z.; Hu, T.; Wang, X.; Ding, Y.; Yan, L.; Liang, Y.; Cao, Y.; Wang, P. The Design, Synthesis, and Characterization of Epoxy Vitrimers with Enhanced Glass Transition Temperatures. Polymers 2023, 15, 4346. [Google Scholar] [CrossRef] [PubMed]
- Guggari, S.; Magliozzi, F.; Malburet, S.; Graillot, A.; Destarac, M.; Guerre, M. Vanillin-Based Epoxy Vitrimers: Looking at the Cystamine Hardener from a Different Perspective. ACS Sustain. Chem. Eng. 2023, 11, 6021–6031. [Google Scholar] [CrossRef] [PubMed]
- Veloso-Fernández, A.; Ruiz-Rubio, L.; Yugueros, I.; Moreno-Benítez, M.I.; Laza, J.M.; Vilas-Vilela, J.L. Improving the Recyclability of an Epoxy Resin through the Addition of New Biobased Vitrimer. Polymers 2023, 15, 3737. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, E.; Feng, Z.; Liu, J.; Chen, B.; Liang, L. Degradable bio-based epoxy vitrimers based on imine chemistry and their application in recyclable carbon fiber composites. J. Mater. Sci. 2021, 56, 15733–15751. [Google Scholar] [CrossRef]
- Turk, M.; Hamerton, I.; Ivanov, D.S. Ductility potential of brittle epoxies: Thermomechanical behaviour of plastically-deformed fully-cured composite resins. Polymer 2017, 120, 43–51. [Google Scholar] [CrossRef]
- Chi, H.; Zhang, G.; Wang, N.; Wang, Y.; Li, T.; Wang, F.K.; Ye, C. Enhancing the mechanical strength and toughness of epoxy resins with linear POSS nano-modifiers. Nanoscale Adv. 2022, 4, 1151–1157. [Google Scholar] [CrossRef] [PubMed]
- Miturska, I.; Rudawska, A.; Müller, M.; Valášek, P. The influence of modification with natural fillers on the mechanical properties of epoxy adhesive compositions after storage time. Materials 2020, 13, 291. [Google Scholar] [CrossRef] [PubMed]
- Zhao, X.; Lu, S.; Li, W.; Zhang, S.; Li, K.; Nawaz, K.; Wang, P.; Yang, G.; Ragauskas, A.; Ozcan, S.; et al. Chapter 1—Epoxy as Filler or Matrix for Polymer Composites. In Epoxy-Based Composites; Chelladurai, S.J.S., Arthanari, R., Meera, M.R., Eds.; IntechOpen: London, UK, 2022; ISBN 978-1-80355-160-9. [Google Scholar]
- Sienkiewicz, A.; Czub, P. Modification of Epoxy Compositions by the Application of Various Fillers of Natural Origin. Materials 2023, 16, 3149. [Google Scholar] [CrossRef] [PubMed]
- Fernandes, F.C.; Kirwan, K.; Wilson, P.R.; Coles, S.R. Sustainable Alternative Composites Using Waste Vegetable Oil Based Resins. J. Polym. Environ. 2019, 27, 2464–2477. [Google Scholar] [CrossRef]
- Salasinska, K.; Barczewski, M.; Górny, R.; Kloziński, A. Evaluation of highly filled epoxy composites modified with walnut shell waste filler. Polym. Bull. 2018, 75, 2511–2528. [Google Scholar] [CrossRef]
- Barczewski, M.; Sałasińska, K.; Szulc, J. Application of sunflower husk, hazelnut shell and walnut shell as waste agricultural fillers for epoxy-based composites: A study into mechanical behavior related to structural and rheological properties. Polym. Test. 2019, 75, 1–11. [Google Scholar] [CrossRef]
- Gargol, M.; Klepka, T.; Klapiszewski, Ł.; Podkościelna, B. Synthesis and thermo-mechanical study of epoxy resin-based composites with waste fibers of hemp as an eco-friendly filler. Polymers 2021, 13, 503. [Google Scholar] [CrossRef]
- Liu, L.; Feng, L.; Ma, T.; Xu, Z.; Pei, X.; Liu, Y.; Shi, H.; Tang, Y.; Liu, L.; Deng, H.; et al. Mechanical properties, thermal stability and microstructure evolution of carbon fiber-reinforced epoxy composites exposed to high-dose γ-rays. Radiat. Phys. Chem. 2022, 194, 110056. [Google Scholar] [CrossRef]
- Chin, C.D.W.; Ringgold, M.A.; Redline, E.M.; Bregman, A.G.; Hattar, K.; Peretti, A.S.; Treadwell, L.R.J. Fabrication, thermal analysis, and heavy ion irradiation resistance of epoxy matrix nanocomposites loaded with silane-functionalized ceria nanoparticles. Phys. Chem. Chem. Phys. 2022, 24, 6552–6569. [Google Scholar] [CrossRef]
- Frigione, M.; Rodríguez-Prieto, A. Can accelerated aging procedures predict the long term behavior of polymers exposed to different environments? Polymers 2021, 13, 2688. [Google Scholar] [CrossRef] [PubMed]
- Wang, K.; Liu, H.; Wang, C.; Huang, W.; Tian, Q.; Fu, Q.; Yan, W. Flame-Retardant Performance of Epoxy Resin Composites with SiO2 Nanoparticles and Phenethyl-Bridged DOPO Derivative. ACS Omega 2021, 6, 666–674. [Google Scholar] [CrossRef]
- Andrady, A.L.; Torikai, A.; Redhwi, H.H.; Pandey, K.K.; Gies, P. Consequences of stratospheric ozone depletion and climate change on the use of materials. Photochem. Photobiol. Sci. 2015, 14, 170–184. [Google Scholar] [CrossRef] [PubMed]
- Yousif, E.; Haddad, R. Photodegradation and photostabilization of polymers, especially polystyrene: Review. Springerplus 2013, 2, 398. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Zhou, C.; Xu, S.; Shen, L. Investigation of hindered phenol antioxidant effects on the aging performance of cross-linked LDPE in the presence of copper. Sci. Rep. 2020, 10, 10189. [Google Scholar] [CrossRef] [PubMed]
- Chang, C.W.; Lee, J.J.; Lu, K.T. The effects of adding heartwood extractives from acacia confusa on the lightfastness improvement of refined oriental lacquer. Polymers 2021, 13, 1110. [Google Scholar] [CrossRef] [PubMed]
- Santos, N.A.; Cordeiro, A.M.T.M.; Damasceno, S.S.; Aguiar, R.T.; Rosenhaim, R.; Carvalho Filho, J.R.; Santos, I.M.G.; Maia, A.S.; Souza, A.G. Commercial antioxidants and thermal stability evaluations. Fuel 2012, 97, 638–643. [Google Scholar] [CrossRef]
- Khan, M.R.; Fadlallah, S.; Gallos, A.; Flourat, A.L.; Torrieri, E.; Allais, F. Effect of ferulic acid derivative concentration on the release kinetics, antioxidant capacity, and thermal behaviour of different polymeric films. Food Chem. 2023, 410, 135395. [Google Scholar] [CrossRef] [PubMed]
- Siddiqui, M.N.; Redhwi, H.H.; Tsagkalias, I.; Vouvoudi, E.C.; Achilias, D.S. Development of bio-composites with enhanced antioxidant activity based on poly(Lactic acid) with thymol, carvacrol, limonene, or cinnamaldehyde for active food packaging. Polymers 2021, 13, 3652. [Google Scholar] [CrossRef] [PubMed]
- Khotbehsara, M.M.; Manalo, A.; Aravinthan, T.; Turner, J.; Ferdous, W.; Hota, G. Effects of ultraviolet solar radiation on the properties of particulate-filled epoxy based polymer coating. Polym. Degrad. Stab. 2020, 181, 109352. [Google Scholar] [CrossRef]
- Wang, H.; Pei, X.; Ruiqi, R.; Liu, S.; Wang, W.; Zhao, C.; Xu, Z. Resistance of Graphene/Epoxy Resin-Based Composite Materials to γ Radiation Damage and Their Mechanical Properties. Coatings 2023, 13, 1536. [Google Scholar] [CrossRef]
- Zhang, C.; Chen, S.; Alvarez, P.J.J.; Chen, W. Reduced graphene oxide enhances horseradish peroxidase stability by serving as radical scavenger and redox mediator. Carbon N. Y. 2015, 94, 531–538. [Google Scholar] [CrossRef]
- Rudawska, A. 9—Assessment of surface preparation for the bonding/adhesive technology. In Surface Treatment in Bonding Technology; Academic Press: Cambridge, MA, USA, 2019; pp. 227–275. ISBN 978-0-12-817010-6. [Google Scholar]
- Masek, A.; Plota, A. Influence of a natural plant antioxidant on the ageing process of ethylene-norbornene copolymer (Topas). Int. J. Mol. Sci. 2021, 22, 4018. [Google Scholar] [CrossRef] [PubMed]
- Celina, M.C.; Linde, E.; Martinez, E. Carbonyl Identification and Quantification Uncertainties for Oxidative Polymer Degradation. Polym. Degrad. Stab. 2021, 188, 109550. [Google Scholar] [CrossRef]
- Almond, J.; Sugumaar, P.; Wenzel, M.N.; Hill, G.; Wallis, C. Determination of the carbonyl index of polyethylene and polypropylene using specified area under band methodology with ATR-FTIR spectroscopy. E-Polymers 2020, 20, 369–381. [Google Scholar] [CrossRef]
- Szadkowski, B.; Kuśmierek, M.; Rybiński, P.; Zukowski, W.; Marzec, A. Application of earth pigments in cycloolefin copolymer: Protection against combustion and accelerated aging in the full sunlight spectrum. Materials 2020, 13, 3381. [Google Scholar] [CrossRef] [PubMed]
- Kuru, K. Optimization and enhancement of H&E stained microscopical images by applying bilinear interpolation method on lab color mode. Theor. Biol. Med. Model. 2014, 11, 9. [Google Scholar] [CrossRef]
- Amoriello, T.; Ciccoritti, R.; Ferrante, P. Prediction of Strawberries’ Quality Parameters Using Artificial Neural Networks. Agronomy 2022, 12, 963. [Google Scholar] [CrossRef]
- Nkhata, S.G. Total color change (ΔE∗) is a poor estimator of total carotenoids lost during post-harvest storage of biofortified maize grains. Heliyon 2020, 6, e05173. [Google Scholar] [CrossRef] [PubMed]
- Fahlman, B.M.; Krol, E.S. UVA and UVB radiation-induced oxidation products of quercetin. J. Photochem. Photobiol. B Biol. 2009, 97, 123–131. [Google Scholar] [CrossRef]
- Fuentes, J.; Atala, E.; Pastene, E.; Carrasco-Pozo, C.; Speisky, H. Quercetin Oxidation Paradoxically Enhances its Antioxidant and Cytoprotective Properties. J. Agric. Food Chem. 2017, 65, 11002–11010. [Google Scholar] [CrossRef] [PubMed]
- Khusyainova, D.N.; Shapagin, A.V.; Ponomarev, A.V. Radiation-stimulated oxidation of the plastic surface in a water-air flow. Radiat. Phys. Chem. 2022, 192, 109918. [Google Scholar] [CrossRef]
- Lubarsky, G.V.; Davidson, M.R.; Bradley, R.H. Elastic modulus, oxidation depth and adhesion force of surface modified polystyrene studied by AFM and XPS. Surf. Sci. 2004, 558, 135–144. [Google Scholar] [CrossRef]
- Wu, C.; Meng, B.C.; Tam, L.; He, L. Yellowing mechanisms of epoxy and vinyl ester resins under thermal, UV and natural aging conditions and protection methods. Polym. Test. 2022, 114, 107708. [Google Scholar] [CrossRef]
- Huseien, G.F.; Sam, A.R.M.; Faridmehr, I.; Baghban, M.H. Performance of epoxy resin polymer as self-healing cementitious materials agent in mortar. Materials 2021, 14, 1255. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Wang, Z.; Yan, N.; Han, Z.; Chang, Y.; Wang, J.; Li, Q. Clarifying the chemical reactions of the weakening of adhesion between epoxy resin and aluminum by molecular dynamic simulation and experiment. Front. Mater. 2022, 9, 985758. [Google Scholar] [CrossRef]
- Nuruddin, M.; Hosur, M.; Mahadi, T.; Jeelani, S. Flexural, Viscoelastic and Thermal Properties of Epoxy Polymer Composites Modified with Cellulose Nanofibers Extracted from Wheat Straw. Sens. Transducers 2017, 210, 1–8. [Google Scholar]
- Liu, J.; Tang, J.; Wang, X.; Wu, D. Synthesis, characterization and curing properties of a novel cyclolinear phosphazene-based epoxy resin for halogen-free flame retardancy and high performance. RSC Adv. 2012, 2, 5789–5799. [Google Scholar] [CrossRef]
- Sabu, M.; Bementa, E.; Jaya Vinse Ruban, Y.; Ginil Mon, S. A novel analysis of the dielectric properties of hybrid epoxy composites. Adv. Compos. Hybrid Mater. 2020, 3, 325–335. [Google Scholar] [CrossRef]
- Salgado-delgado, A.M.; Grissel, E.; Hern, R.; Salgado-delgado, R.; Santana-camilo, J.A.; Olarte-paredes, A. Obtention and Characterization of GO/Epoxy and GO-GPTMS/Epoxy Nanocompounds with Different Oxidation Degrees and Ultrasound Methods. J. Carbon Res. 2023, 9, 28. [Google Scholar] [CrossRef]
- Trouillas, P.; Marsal, P.; Siri, D.; Lazzaroni, R.; Duroux, J.L. A DFT study of the reactivity of OH groups in quercetin and taxifolin antioxidants: The specificity of the 3-OH site. Food Chem. 2006, 97, 679–688. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixture | Weight Composition | ||
|---|---|---|---|
| Epoxy Resin [phr] | Polylactide [phr] | Quercetin [phr] | |
| 1 | 100 | - | - |
| 2 | 100 | 15 | - |
| 3 | 100 | 15 | 2 |
| Processing Conditions | |||||||
|---|---|---|---|---|---|---|---|
| STAGE 1 (Prepreg Plasticization) | STAGE 2 (Cross-Linking) | STAGE 3 (Hardening) | |||||
| T [°C] | t [min] | p [bar] | T [°C] | t [min] | p [bar] | T [°C] | t [min] |
| 90 | 5 | 6 | 130 | 8 | 10 | 136 | 45 |
| Sample | Temperatures of the Mass Change [°C] | ||||
|---|---|---|---|---|---|
| T5% | T10% | T20% | T30% | Residue [%] | |
| R | 337 | 350 | 390 | 676 | 62.1 |
| R-PLA | 332 | 345 | 361 | 414 | 50.4 |
| R-PLA-Q | 337 | 348 | 361 | 422 | 50.5 |
| Wavenumber (cm−1) | Assignment | Ref. |
|---|---|---|
| ~3300 | OH stretching | [59] |
| 2923 | CH2 stretching (asymmetric) | [60] |
| 2868 | CH2 stretching (symmetric) | [60] |
| 1721 | C=O stretching | [58] |
| 1603 | C=C aromatic ring stretching | [61] |
| 1502 | C-H aromatic | [62] |
| 1447 | CH2 deformation | [63] |
| 1218 | Stretching of epoxide -C-O bonds | [61] |
| 1165 | C-C stretching | [64] |
| 1005 | C-O stretching | [62] |
| 819 | C-O-C of terminal oxirane group of epoxy system | [61] |
| Sample | Before Aging | After Aging | ||||
|---|---|---|---|---|---|---|
| L* | a* | b* | L* | a* | b* | |
| R | 35.0 | −0.6 | 3.7 | 35.3 | 0.2 | 2.6 |
| R-PLA | 35.3 | −0.3 | 2.5 | 36.0 | 0.7 | 4.7 |
| R-PLA-Q | 35.6 | −4.4 | 8.1 | 32.9 | −0.2 | 3.5 |
| Young’s Modulus (GPa) | ||||||
|---|---|---|---|---|---|---|
| Sample | Before Aging | After Aging | ||||
| MD | PD | 45 | MD | PD | 45 | |
| R | 17.31 ± 0.20 | 14.36 ± 0.40 | 9.34 ± 0.65 | 18.43 ± 0.24 | 14.78 ± 0.45 | 10.39 ± 0.18 |
| R-PLA | 17.95 ± 2.14 | 12.91 ± 0.28 | 7.28 ± 0.49 | 18.41 ± 0.32 | 15.63 ± 0.41 | 9.51 ± 0.18 |
| R-PLA-Q | 18.03 ± 1.12 | 14.51 ± 0.37 | 8.28 ± 0.41 | 19.10 ± 0.86 | 13.21 ± 0.58 | 10.55 ± 0.25 |
| Maximum Stress (MPa) | ||||||
| Sample | Before Aging | After Aging | ||||
| MD | PD | 45 | MD | PD | 45 | |
| R | 277.7 ± 4.6 | 223.6 ± 6.7 | 116.9 ± 8.9 | 284.9 ± 4.7 | 223.8 ± 14.2 | 114.9 ± 4.0 |
| R-PLA | 293.3 ± 18.2 | 162.4 ± 11.8 | 72.0 ± 15.8 | 289.9 ± 12.2 | 210.3 ± 8.4 | 90.0 ± 3.4 |
| R-PLA-Q | 261.7 ± 19.9 | 189.8 ± 14.0 | 75.1 ± 4.6 | 262.8 ± 24.3 | 147.9 ± 26.7 | 78.6 ± 7.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Plota-Pietrzak, A.; Czechowski, L.; Miszczak, S.; Masek, A. Innovative Materials Based on Epoxy Resin for Use as Seat Elements in Bulk Transport. Materials 2024, 17, 1829. https://doi.org/10.3390/ma17081829
Plota-Pietrzak A, Czechowski L, Miszczak S, Masek A. Innovative Materials Based on Epoxy Resin for Use as Seat Elements in Bulk Transport. Materials. 2024; 17(8):1829. https://doi.org/10.3390/ma17081829
Chicago/Turabian StylePlota-Pietrzak, Angelika, Leszek Czechowski, Sebastian Miszczak, and Anna Masek. 2024. "Innovative Materials Based on Epoxy Resin for Use as Seat Elements in Bulk Transport" Materials 17, no. 8: 1829. https://doi.org/10.3390/ma17081829
APA StylePlota-Pietrzak, A., Czechowski, L., Miszczak, S., & Masek, A. (2024). Innovative Materials Based on Epoxy Resin for Use as Seat Elements in Bulk Transport. Materials, 17(8), 1829. https://doi.org/10.3390/ma17081829