
Extrinsic-Riveting Friction Stir Lap Welding of Al/Steel Dissimilar Materials

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Analytic Methods
3. Results and Discussion
3.1. Macrostructure and Microstructure
3.2. Microhardness Tests
3.3. Tensile Shear Tests
4. Conclusions
- (1)
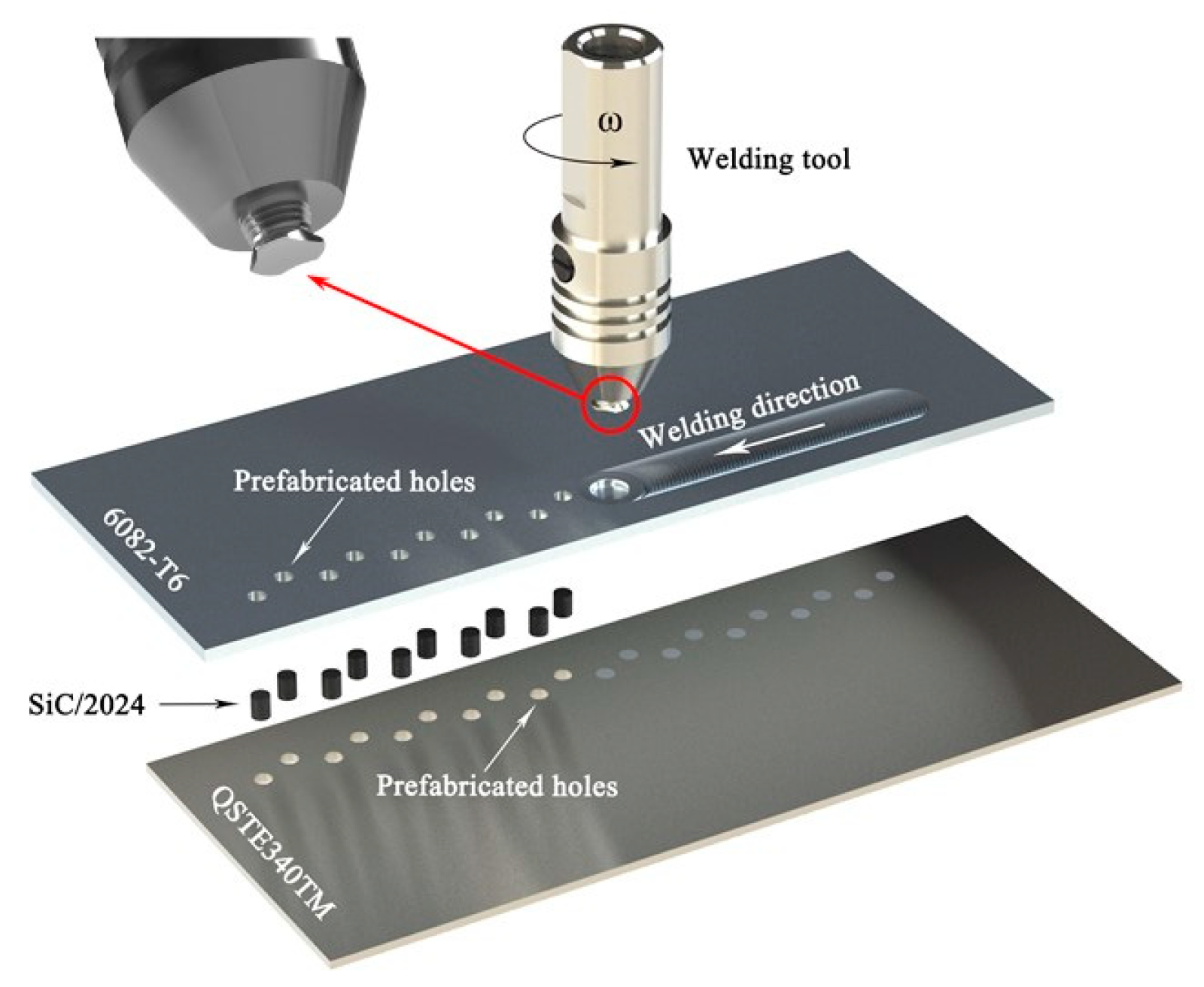
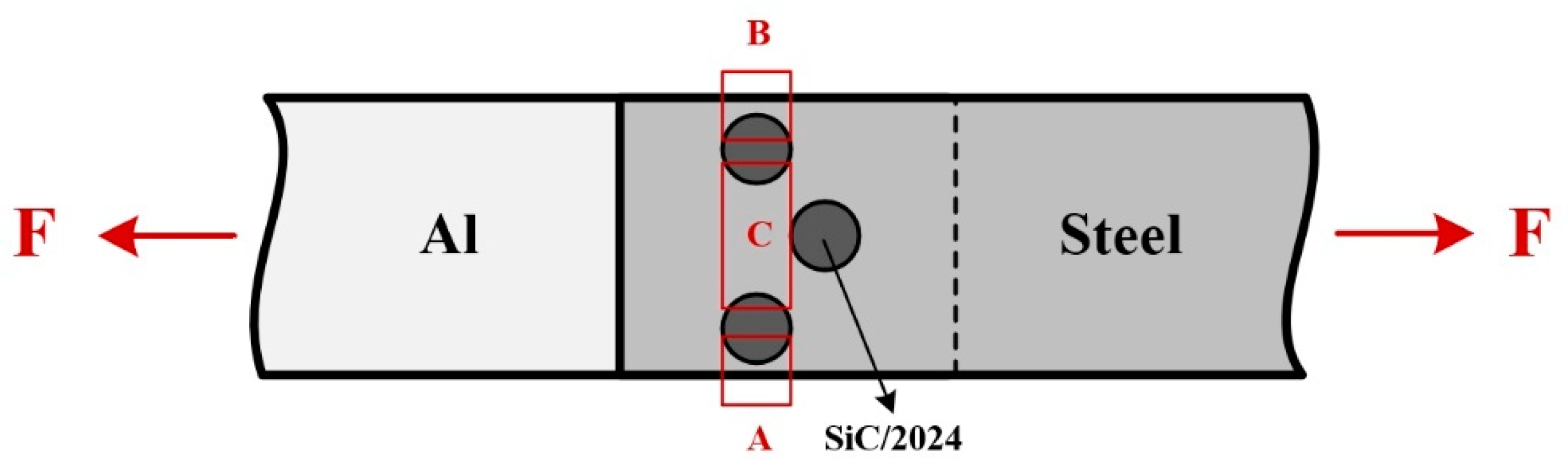
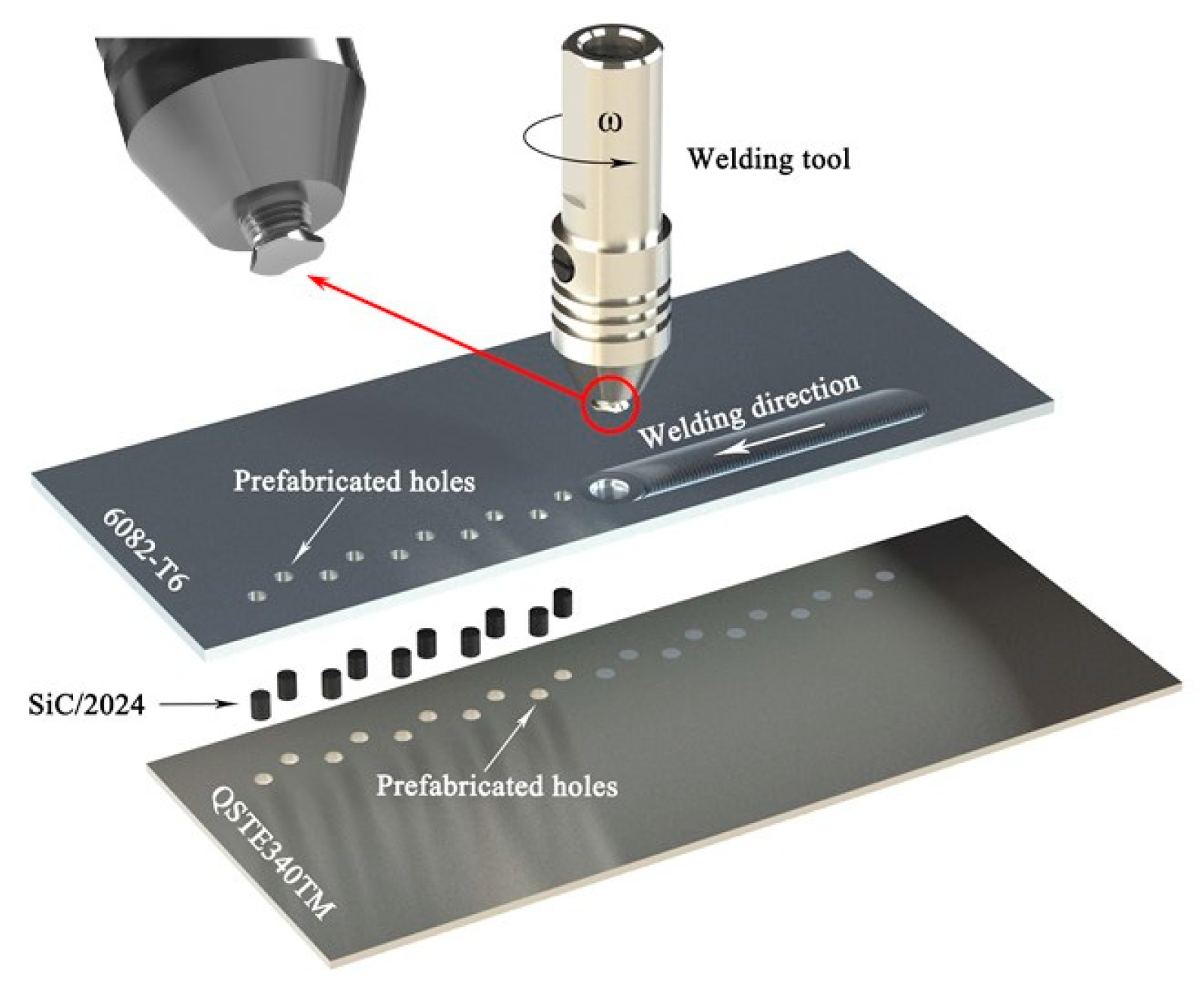
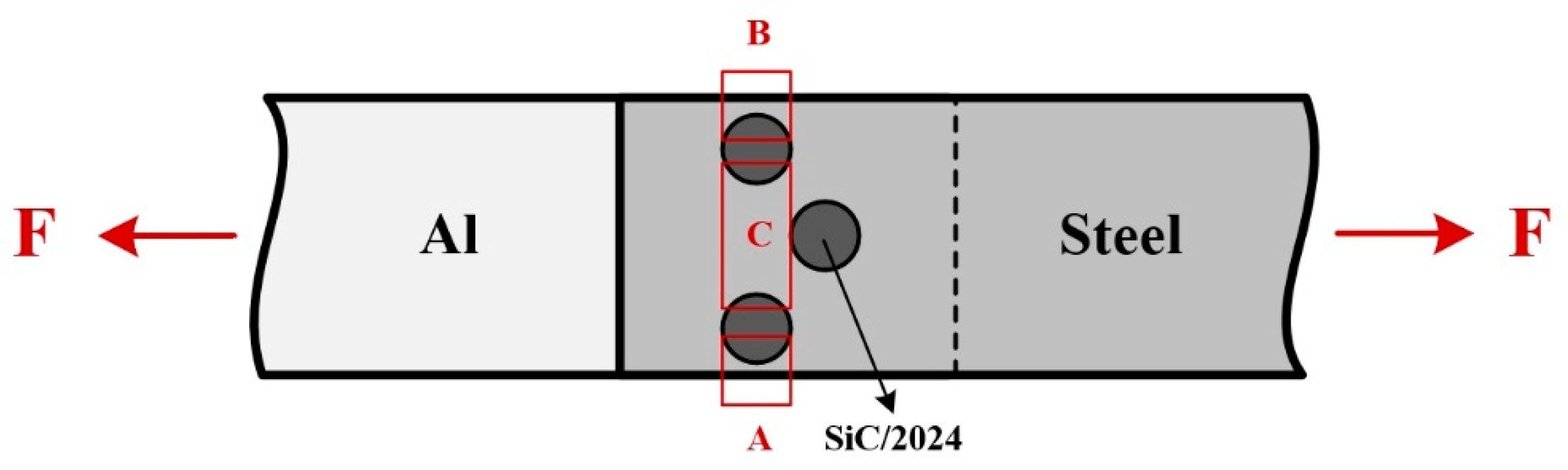
- Combining the synthesis advantages of mechanical riveting and metallurgical bonding, ERFSLW was put forward with SiC-reinforced Al matrix composite bars placed in the prefabricating holes arranged in a zigzag row, obtaining high-quality Al/steel dissimilar joints.
- (2)
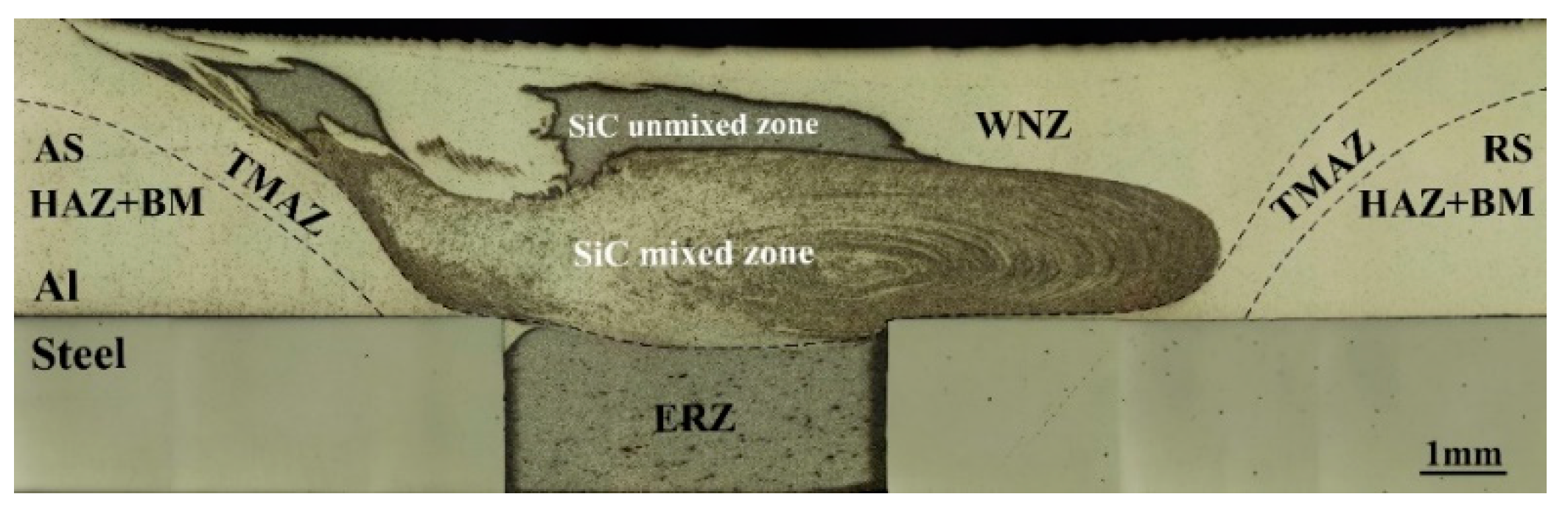
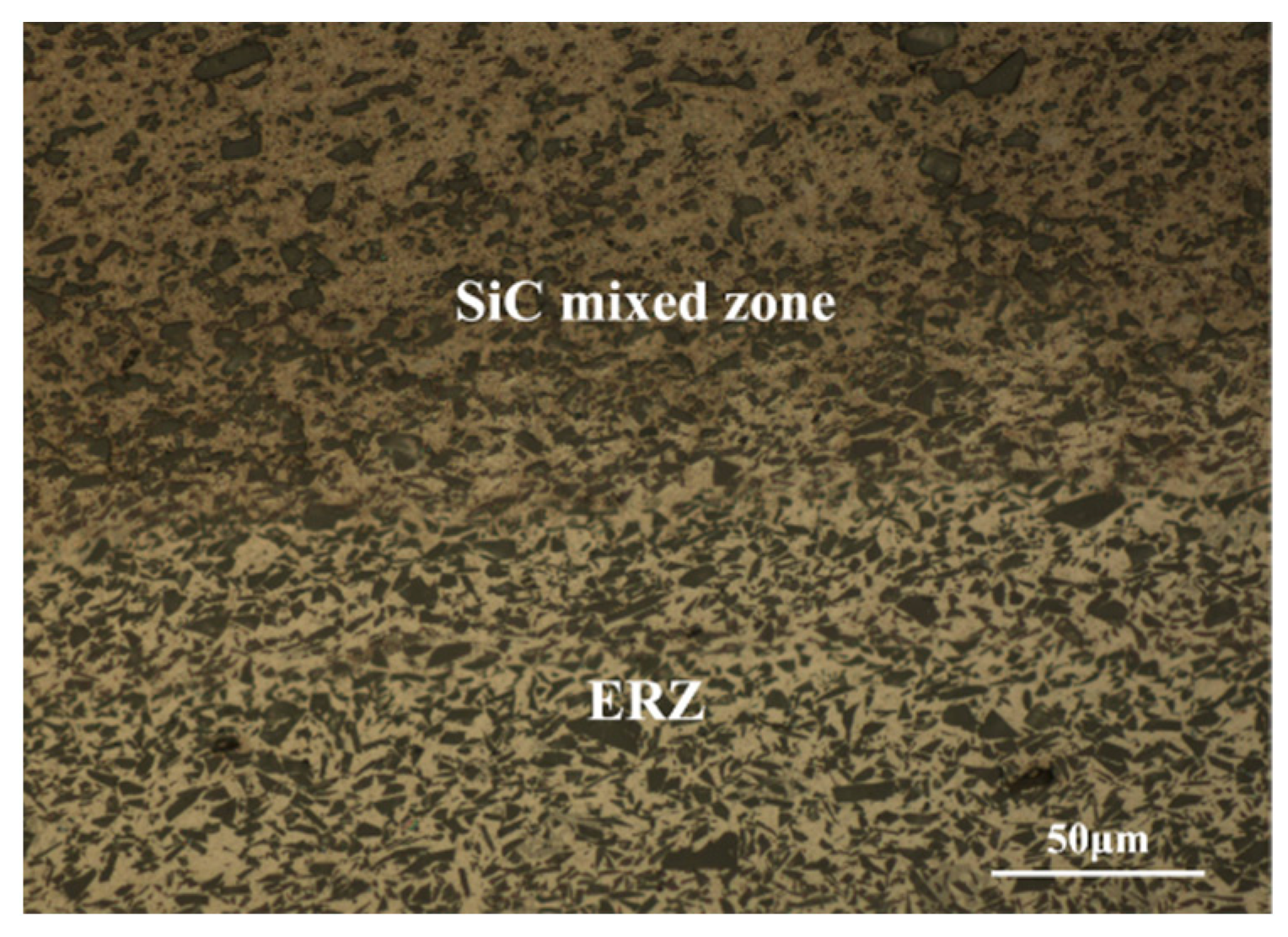
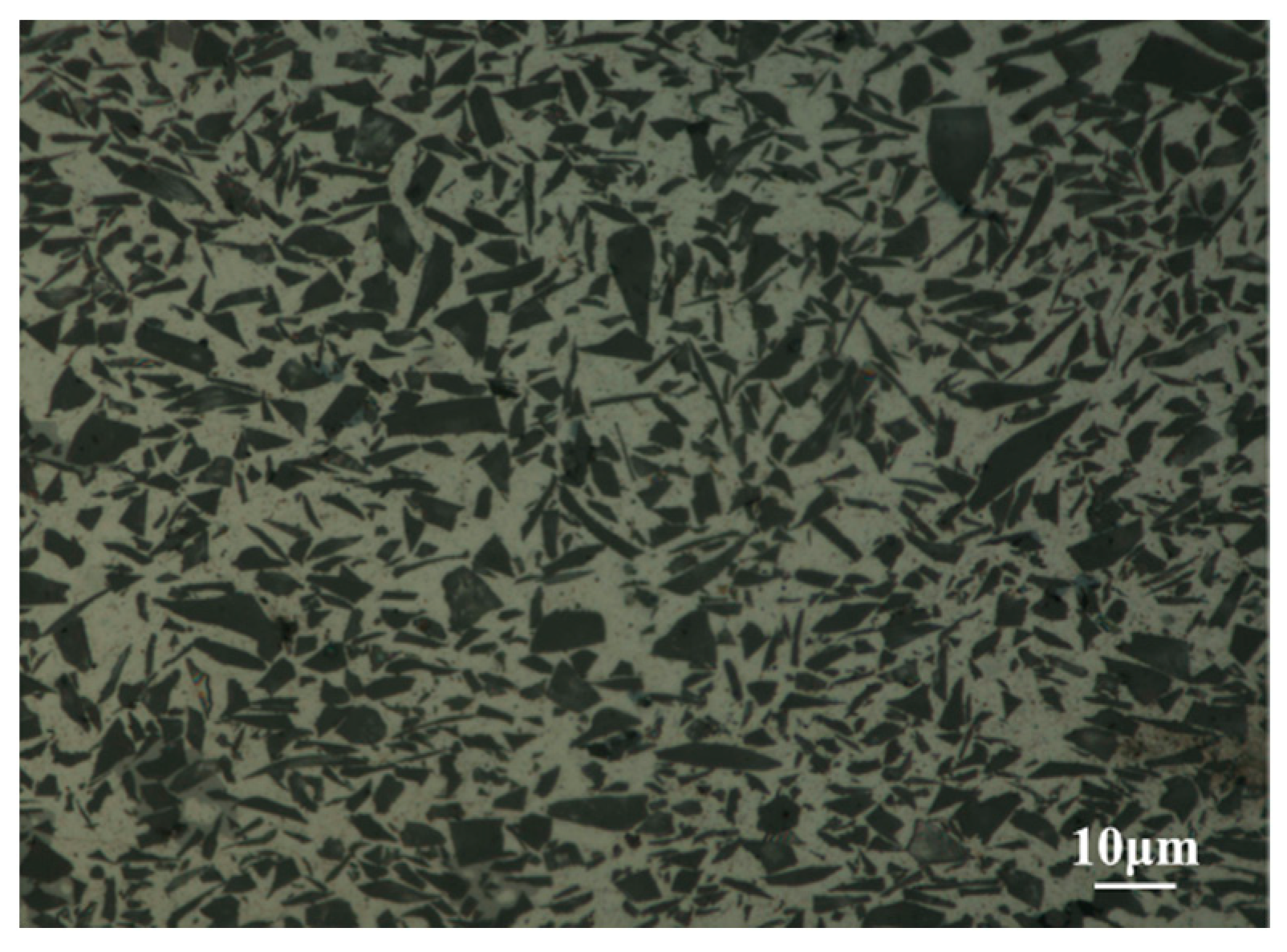
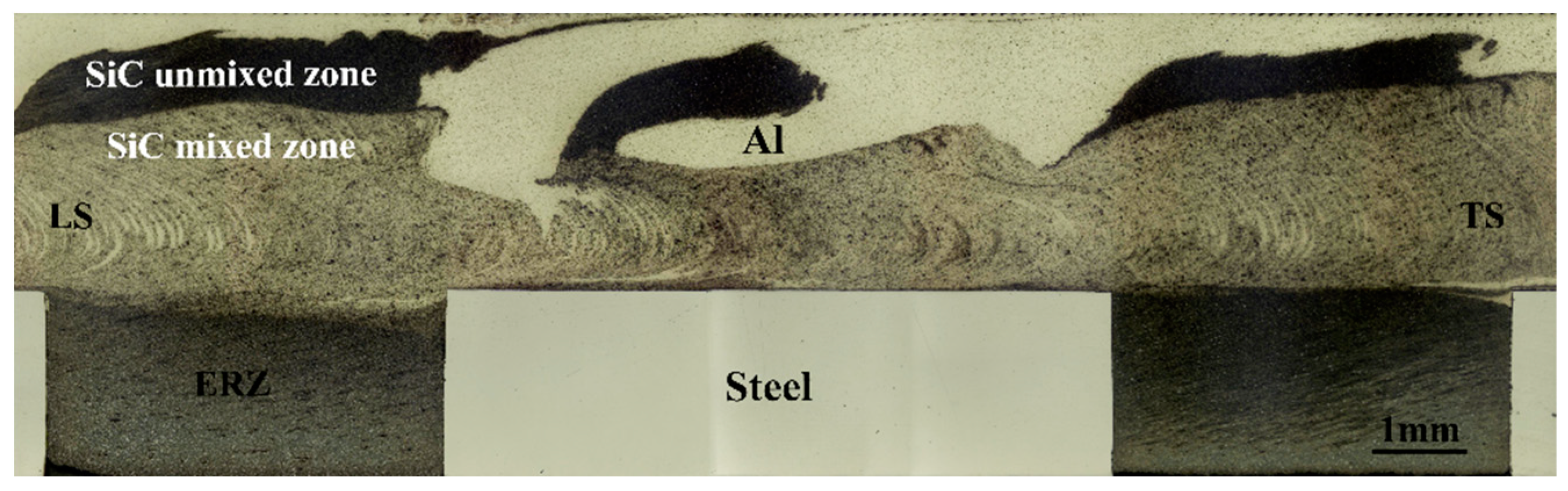
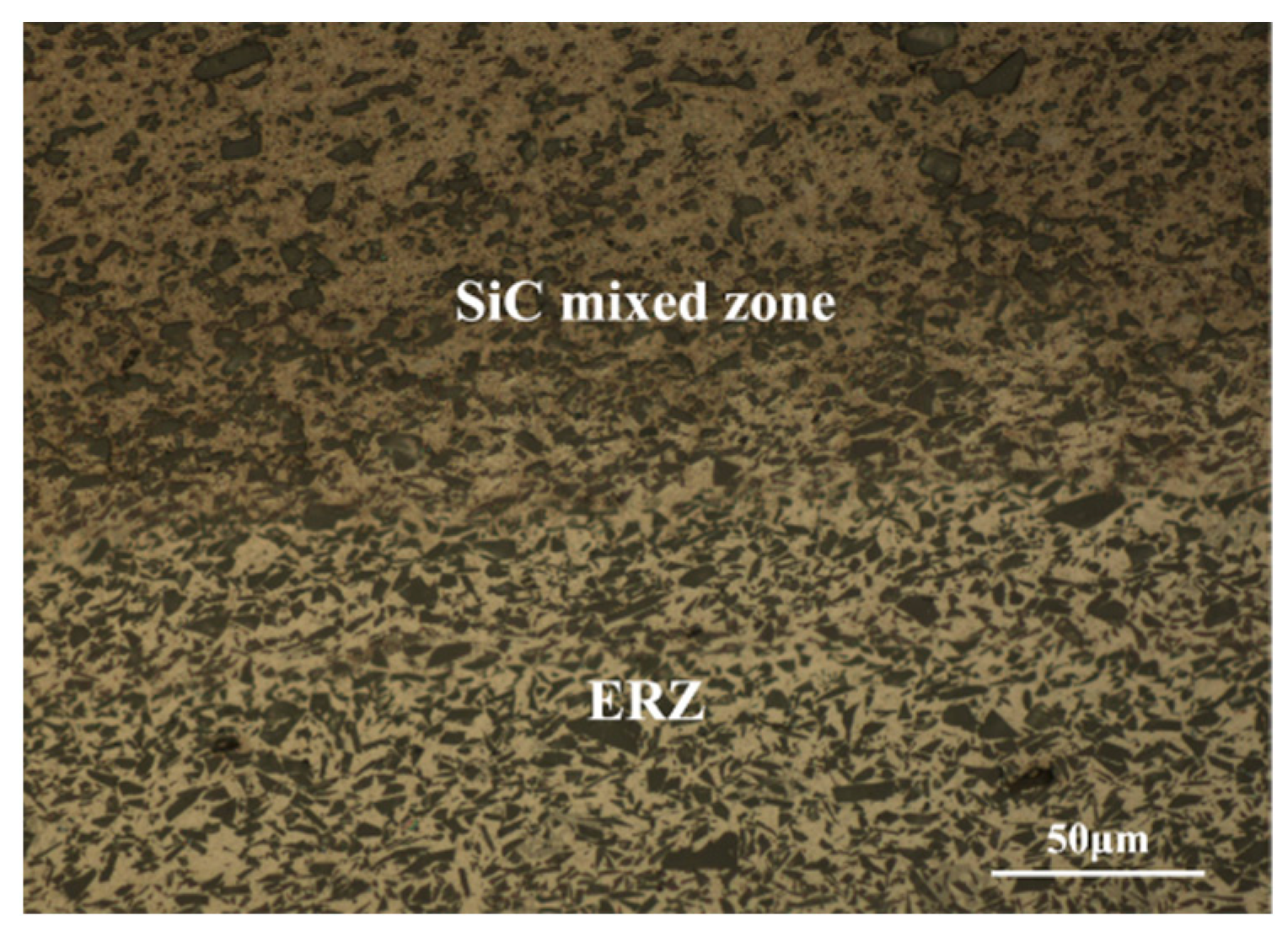
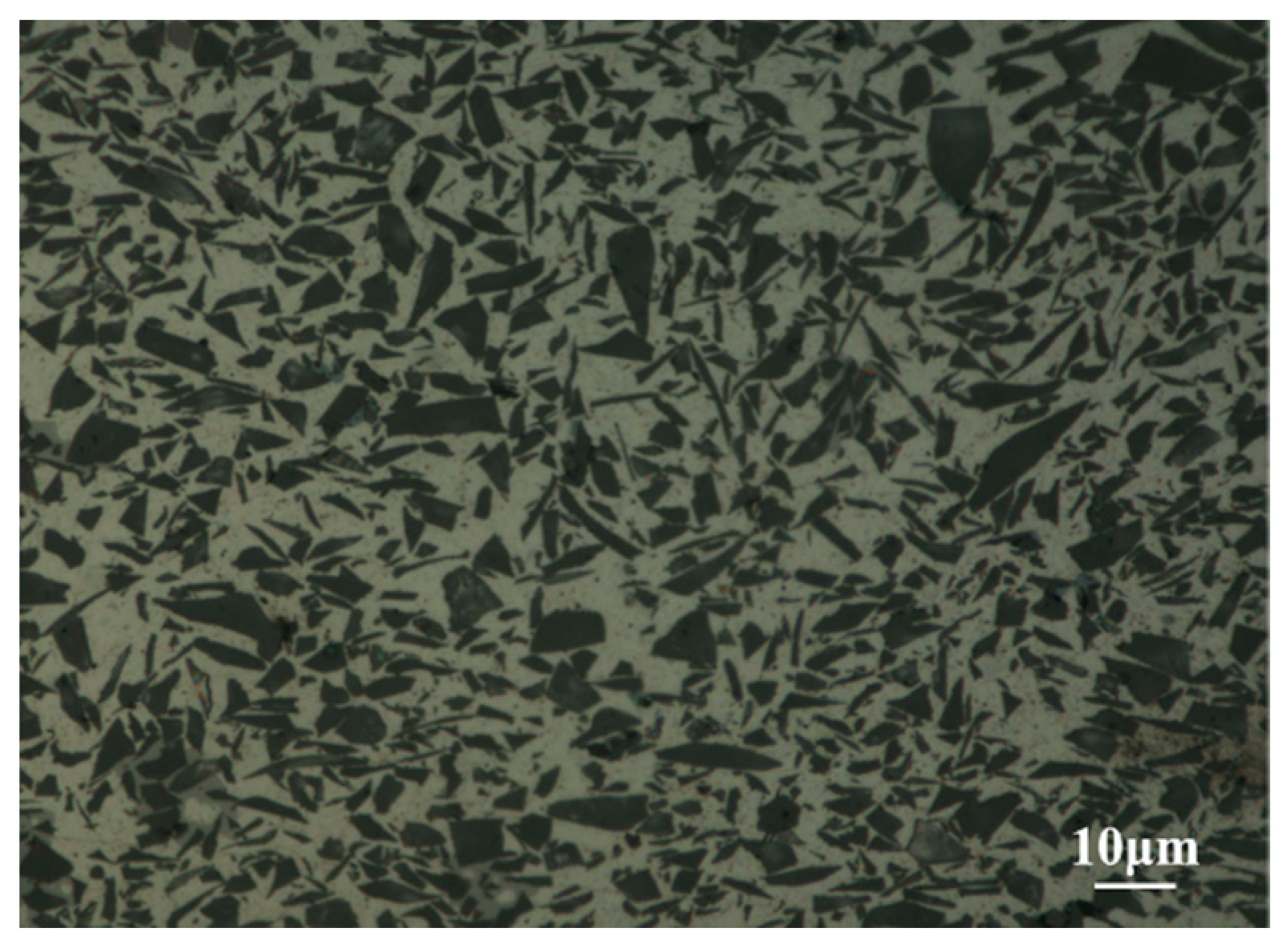
- SiC-reinforced Al matrix composite bars were smashed into small particles and dispersedly distributed in the lower part of the WNZ under SPD. The smooth transition of the SiC mixed zone and ERZ is beneficial for improving the strength of the joints effectively.
- (3)
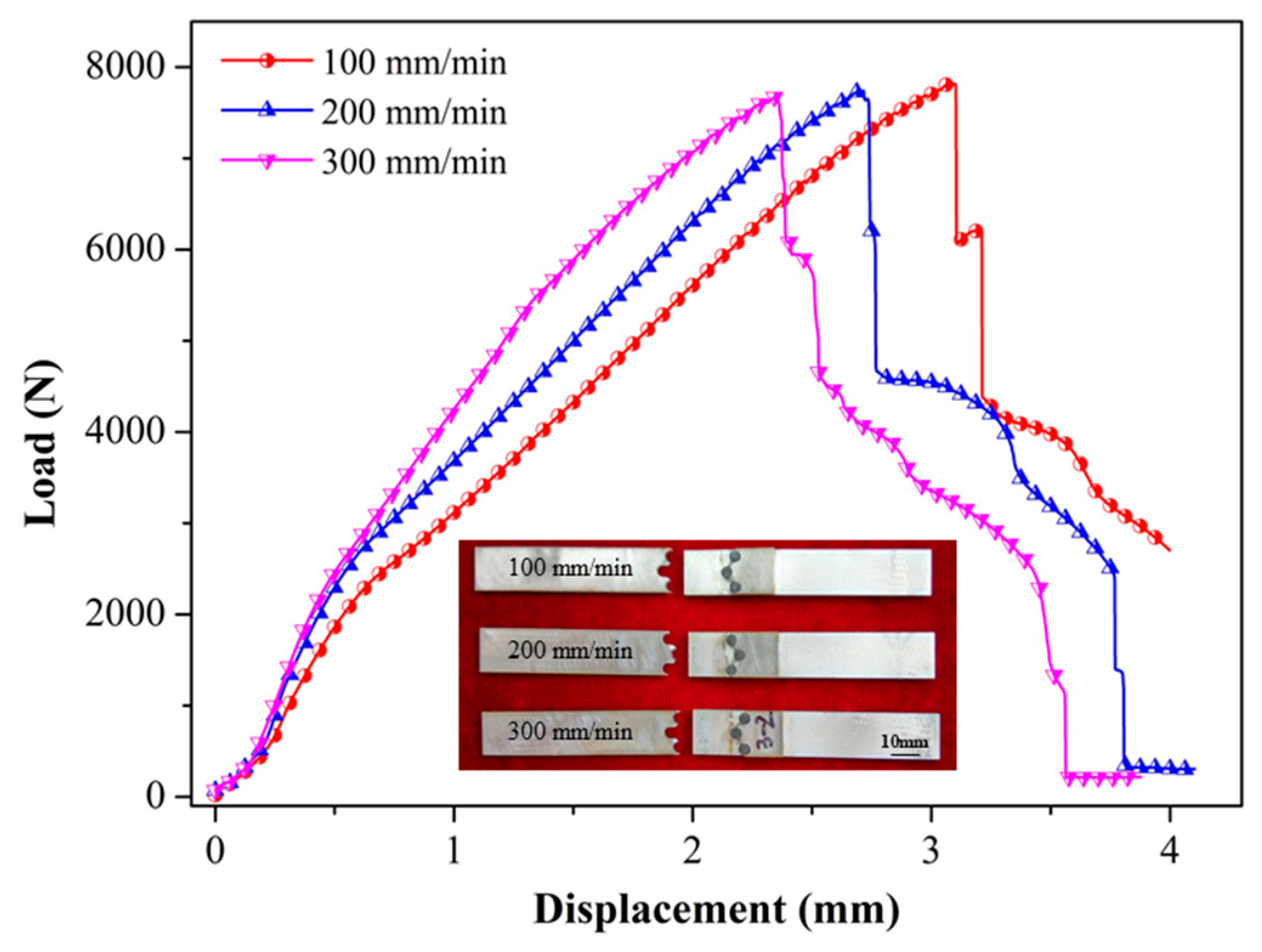
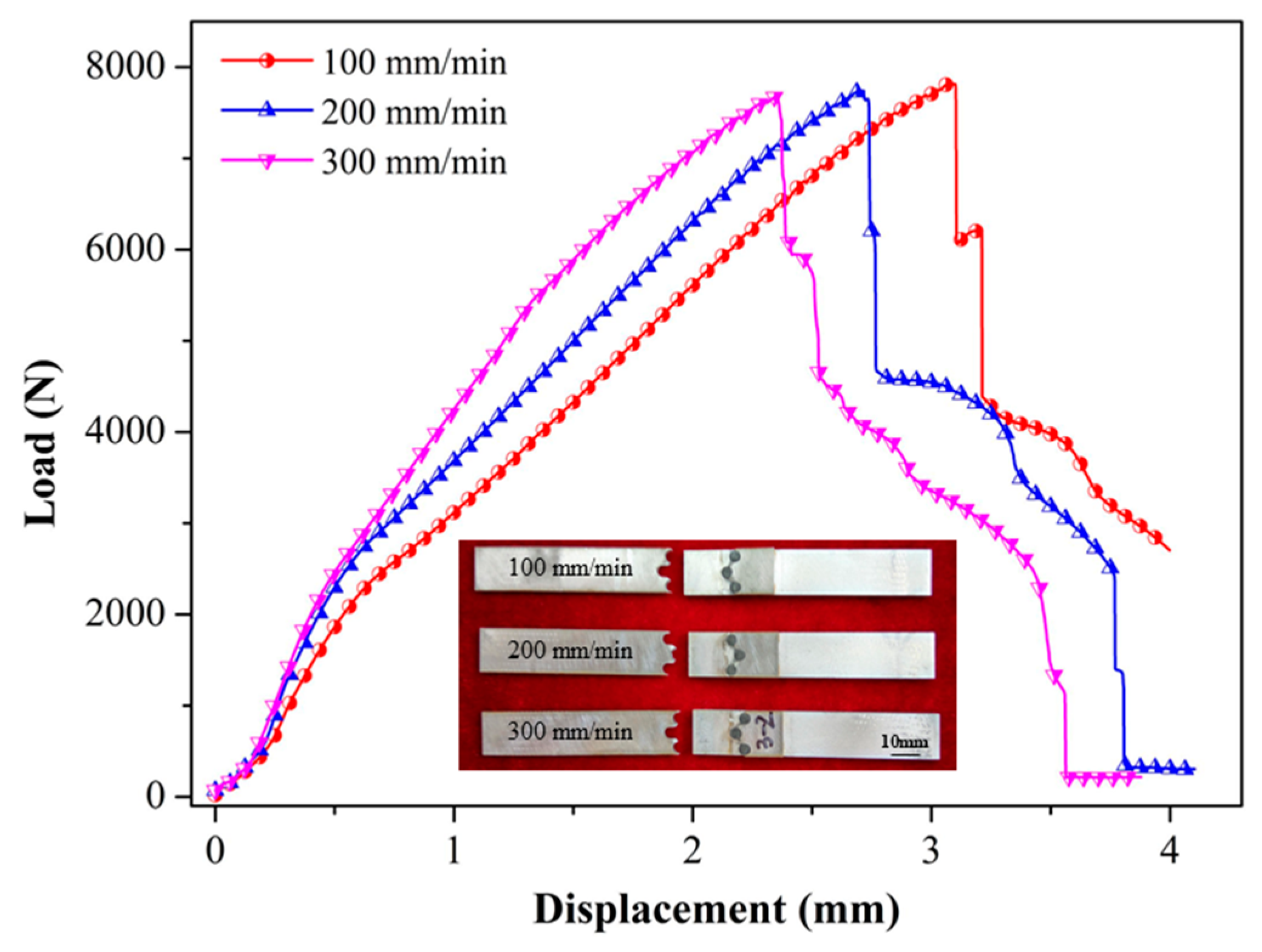
- The maximum tensile shear load of the joints was 7.8 kN and the maximum load of the weld per unit length was 497 N/mm. The three fracture stages during the tensile shear process is conducive to establishing an early warning mechanism and prolonging the service life of the joints.
- (4)
- Since ERFSLW has successfully welded Al alloys and steel, it can be further extended to the welding of other dissimilar materials such as Al/Ti, Al/Cu, and Al/polymer, which can be considered as models of “soft/hard”.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ahmadi, M.; Pahlavani, M.; Rahmatabadi, D.; Marzbanrad, J.; Hashemi, R.; Afkar, A. An Exhaustive Evaluation of Fracture Toughness, Microstructure, and Mechanical Characteristics of Friction Stir Welded Al6061 Alloy and Parameter Model Fitting Using Response Surface Methodology. J. Mater. Eng. Perform. 2022, 31, 3418–3436. [Google Scholar] [CrossRef]
- Mahto, R.P.; Kumar, R.; Pal, S.K.; Panda, S.K. A Comprehensive Study on Force, Temperature, Mechanical Properties and Micro-Structural Characterizations in Friction Stir Lap Welding of Dissimilar Materials (AA6061-T6 & AISI304). J. Manuf. Process. 2018, 31, 624–639. [Google Scholar]
- Yang, J.; Oliveira, J.P.; Li, Y.; Tan, C.; Gao, C.; Zhao, Y.; Yu, Z. Laser Techniques for Dissimilar Joining of Aluminum Alloys to Steels: A Critical Review. J. Mater. Process. Technol. 2022, 301, 117443. [Google Scholar] [CrossRef]
- Płaczek, D.; Maćkowiak, P.; Boroński, D. Fatigue Analysis of Welded Joints Using a Thin-Walled Al/Fe Explosive Welded Transition Joints. Materials 2023, 16, 6259. [Google Scholar] [CrossRef]
- Saravanan, S.; Raghukandan, K. Microstructure, Strength and Welding Window of Aluminum Alloy—Stainless Steel Explosive Cladding with Different Interlayers. Trans. Nonferrous Met. Soc. China 2022, 32, 91–103. [Google Scholar] [CrossRef]
- Tayyebi, M.; Rahmatabadi, D.; Karimi, A.; Adhami, M.; Hashemi, R. Investigation of Annealing Treatment on the Interfacial and Mechanical Properties of Al5052/Cu Multilayered Composites Subjected to ARB Process. J. Alloys Compd. 2021, 871, 159513. [Google Scholar] [CrossRef]
- Wang, W.; Meng, X.; Dong, W.; Xie, Y.; Ma, X.; Mao, D.; Zhang, Z.; Huang, Y. In-Situ Rolling Friction Stir Welding of Aluminum Alloys towards Corrosion Resistance. Corros. Sci. 2024, 230, 111920. [Google Scholar] [CrossRef]
- Nian, S.; Li, M.; Ji, S.; Hu, W.; Zhang, Z.; Sun, Z. A Novel Seal-Flow Multi-Vortex Friction Stir Lap Welding of Metal to Polymer Matrix Composites. Chin. J. Aeronaut. 2024, 37, 451–462. [Google Scholar] [CrossRef]
- Newishy, M.; Jaskari, M.; Järvenpää, A.; Fujii, H.; Abdel-Aleem, H.A. Friction Stir Welding of Dissimilar Al 6061-T6 to AISI 316 Stainless Steel: Microstructure and Mechanical Properties. Materials 2023, 16, 4085. [Google Scholar] [CrossRef]
- Kaushik, P.; Kumar Dwivedi, D. Enhancing Strength and Metallurgical Soundness of Dissimilar Al-Steel FSSW Joints through Novel Exit Hole Refilling Technique. Manuf. Lett. 2023, 38, 83–87. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; García, E.; Eyvazian, A.; Aberoumand, M. Effects of Rapid Cooling on Properties of Aluminum-Steel Friction Stir Welded Joint. Materials 2021, 14, 908. [Google Scholar] [CrossRef]
- Zhang, T.; Hao, Z.; Wang, K.; Qiao, K.; Xue, K.; Liu, Q.; Han, P.; Wang, W.; Zheng, P. Effect of Ni Interlayer on Interfacial Microstructure and Fatigue Behavior of Friction Stir Lap Welded 6061 Aluminum Alloy and QP1180 Steel. Int. J. Fatigue 2024, 180, 108096. [Google Scholar] [CrossRef]
- Saleh, M.; Morisada, Y.; Ushioda, K.; Fujii, H. Interfacial Microstructural Evolution and Mechanical Properties in Dissimilar A1050 Aluminium and S45C Carbon Steel Friction Stir Welded Joints Using Zn Interlayers. Mater. Chem. Phys. 2023, 304, 127903. [Google Scholar] [CrossRef]
- Reza-E-Rabby, M.; Olszta, M.J.; Overman, N.R.; McDonnell, M.; Whalen, S.A. Friction Stir Dovetailing of AA7099 to Steel with AA6061 Interlayer for Reduced Zn Embrittlement at Dissimilar Interface. J. Manuf. Process. 2021, 61, 25–34. [Google Scholar] [CrossRef]
- Bang, H.S.; Hong, S.M.; Das, A.; Bang, H.S. Study on the Weldability and Mechanical Characteristics of Dissimilar Materials (Al5052-DP590) by TIG Assisted Hybrid Friction Stir Welding. Met. Mater. Int. 2021, 27, 1193–1204. [Google Scholar] [CrossRef]
- Wu, C.; Gao, S.; Yin, Q.; Shi, L.; Kumar, S.; Zhao, W. Research on the Mechanical Properties and Fracture Mechanism of Ultrasonic Vibration Enhanced Friction Stir Welded Aluminum/Steel Joint. Mater. Charact. 2024, 207, 113534. [Google Scholar] [CrossRef]
- Liu, T.; Gao, S.; Ye, W.; Shi, L.; Kumar, S.; Qiao, J. Achievement of High-Quality Joints and Regulation of Intermetallic Compounds in Ultrasonic Vibration Enhanced Friction Stir Lap Welding of Aluminum/Steel. J. Mater. Res. Technol. 2023, 25, 5096–5109. [Google Scholar] [CrossRef]
- Thomä, M.; Gester, A.; Wagner, G.; Fritzsche, M. Analysis of the Oscillation Behavior of Hybrid Aluminum/Steel Joints Realized by Ultrasound Enhanced Friction Stir Welding. Metals 2020, 10, 1079. [Google Scholar] [CrossRef]
- Shan, H.; Ma, Y.; Yang, B.; Feng, Q.; Li, Y.; Lin, Z. Elucidation of Interface Joining Mechanism of Aluminum Alloy/Dual-Phase Steel Friction Stir Riveting (FSR) Joint. J. Mater. Res. Technol. 2023, 25, 6792–6811. [Google Scholar] [CrossRef]
- Olszta, M.J.; Overman, N.R.; Reza-E-Rabby, M.; Roosendaal, T.R.; McDonnell, M.; Whalen, S.A. Joining AA7099 to Ni-Cr-Mo Steel Using Single Pass Friction Stir Dovetailing and AA6061 Butter Layer. JOM 2021, 73, 2203–2211. [Google Scholar] [CrossRef]
- Reza-E-Rabby, M.; Ross, K.; Overman, N.R.; Olszta, M.J.; McDonnell, M.; Whalen, S.A. Joining Thick Section Aluminum to Steel with Suppressed FeAl Intermetallic Formation via Friction Stir Dovetailing. Scr. Mater. 2018, 148, 63–67. [Google Scholar] [CrossRef]
- Huang, Y.; Wang, J.; Wan, L.; Meng, X.; Liu, H.; Li, H. Self-Riveting Friction Stir Lap Welding of Aluminum Alloy to Steel. Mater. Lett. 2016, 185, 181–184. [Google Scholar] [CrossRef]
- Huang, Y.; Huang, T.; Wan, L.; Meng, X.; Zhou, L. Material Flow and Mechanical Properties of Aluminum-to-Steel Self-Riveting Friction Stir Lap Joints. J. Mater. Process. Technol. 2019, 263, 129–137. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meng, X.; Gao, J.; Xie, Y.; Huang, T.; Dong, J.; Ma, X.; Wang, N.; Huang, Y. Extrinsic-Riveting Friction Stir Lap Welding of Al/Steel Dissimilar Materials. Materials 2024, 17, 1830. https://doi.org/10.3390/ma17081830
Meng X, Gao J, Xie Y, Huang T, Dong J, Ma X, Wang N, Huang Y. Extrinsic-Riveting Friction Stir Lap Welding of Al/Steel Dissimilar Materials. Materials. 2024; 17(8):1830. https://doi.org/10.3390/ma17081830
Chicago/Turabian StyleMeng, Xiangchen, Jiaze Gao, Yuming Xie, Tifang Huang, Jihong Dong, Xiaotian Ma, Naijie Wang, and Yongxian Huang. 2024. "Extrinsic-Riveting Friction Stir Lap Welding of Al/Steel Dissimilar Materials" Materials 17, no. 8: 1830. https://doi.org/10.3390/ma17081830