
Computational Framework to Model the Selective Laser Sintering Process


Abstract
:1. Introduction
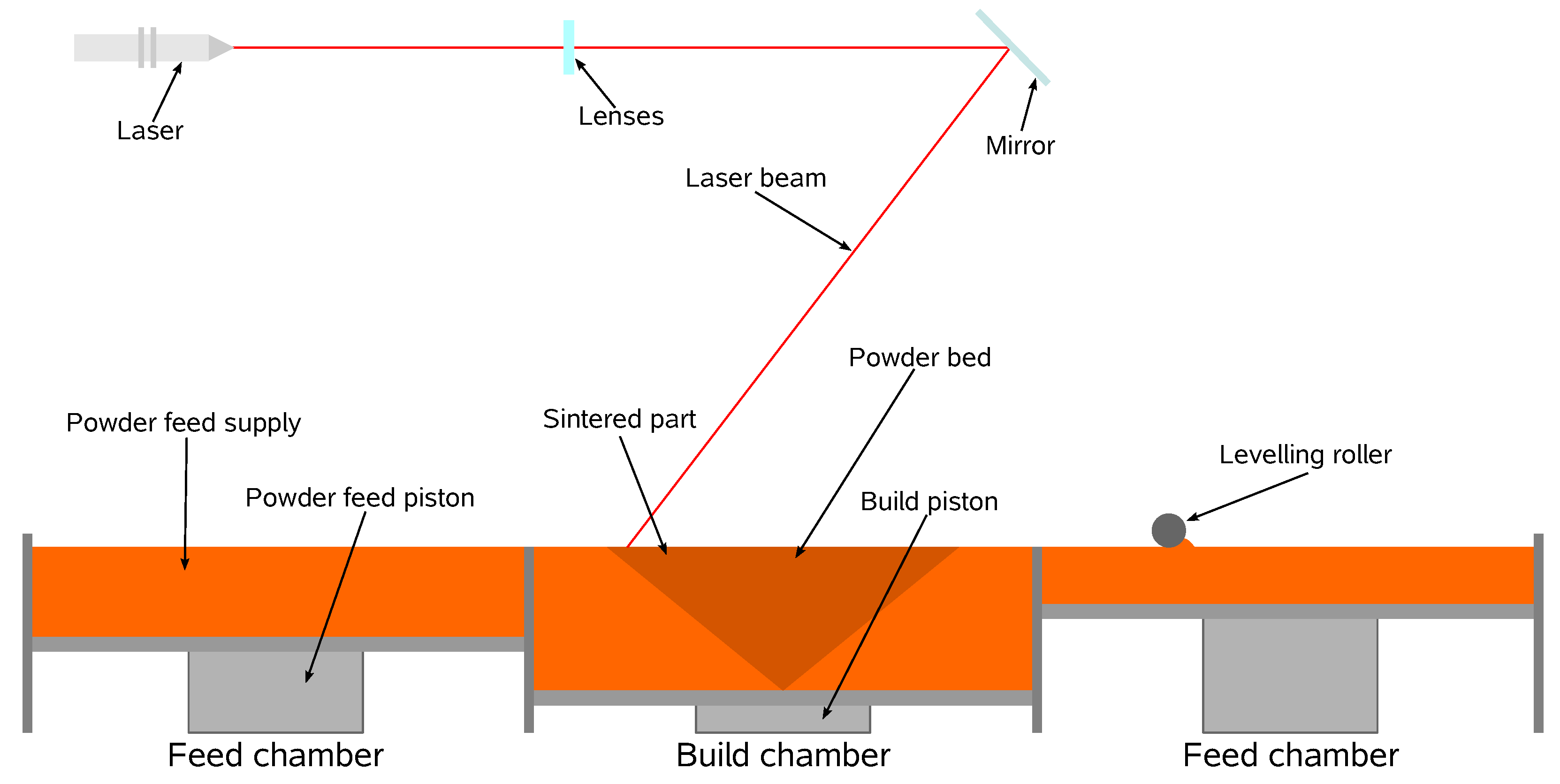
1.1. Selective Laser Sintering
1.2. State of the Art
1.3. Objectives and Work Outline
2. Computational Framework
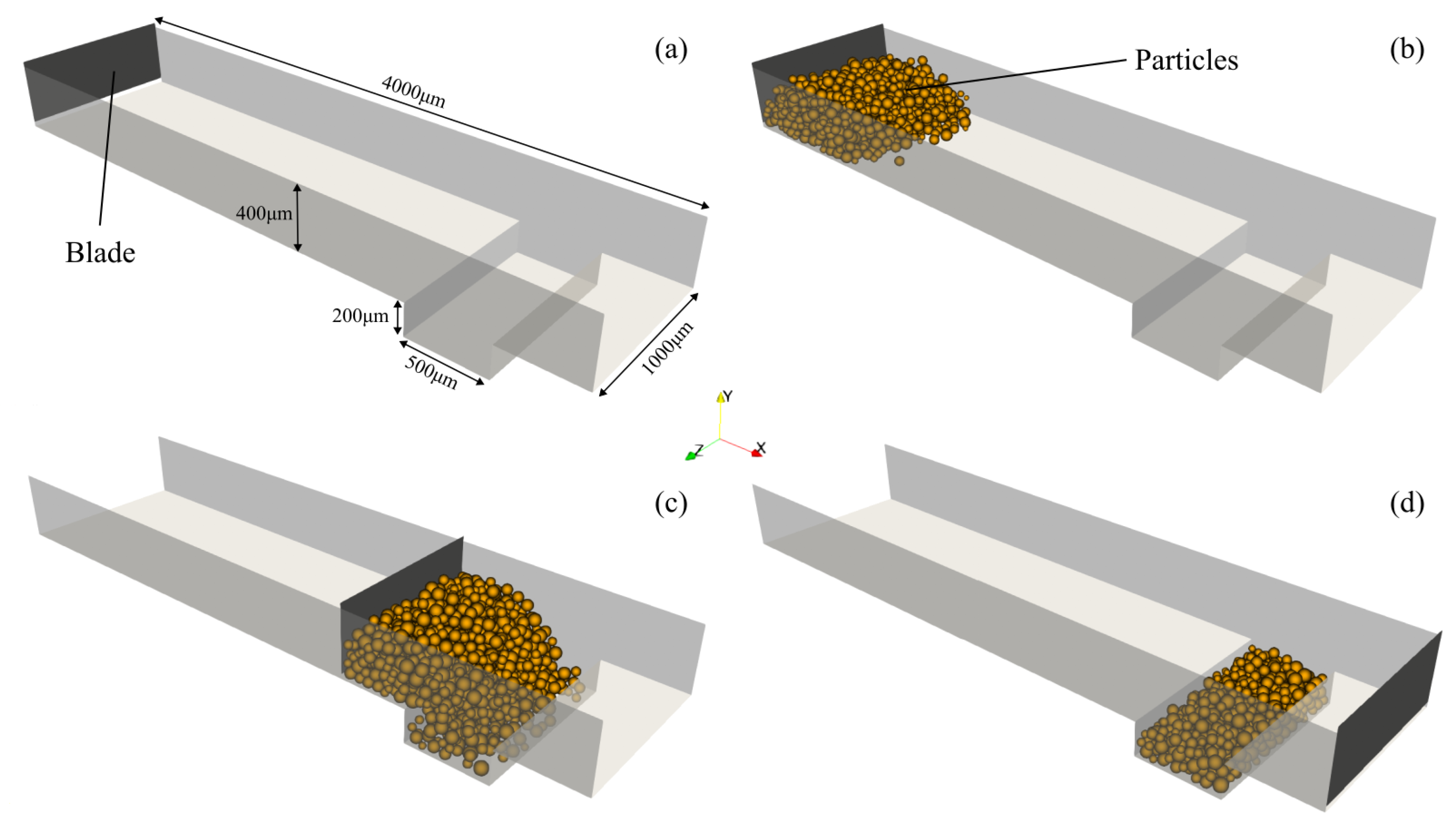
2.1. Power Bed Formation
2.2. Sintering Simulation
2.3. Solver Assessments
3. Solver Improvement
3.1. Current Limitations
3.2. Modified Solver
4. Case Studies
4.1. Hatch Distance
4.2. Laser Power
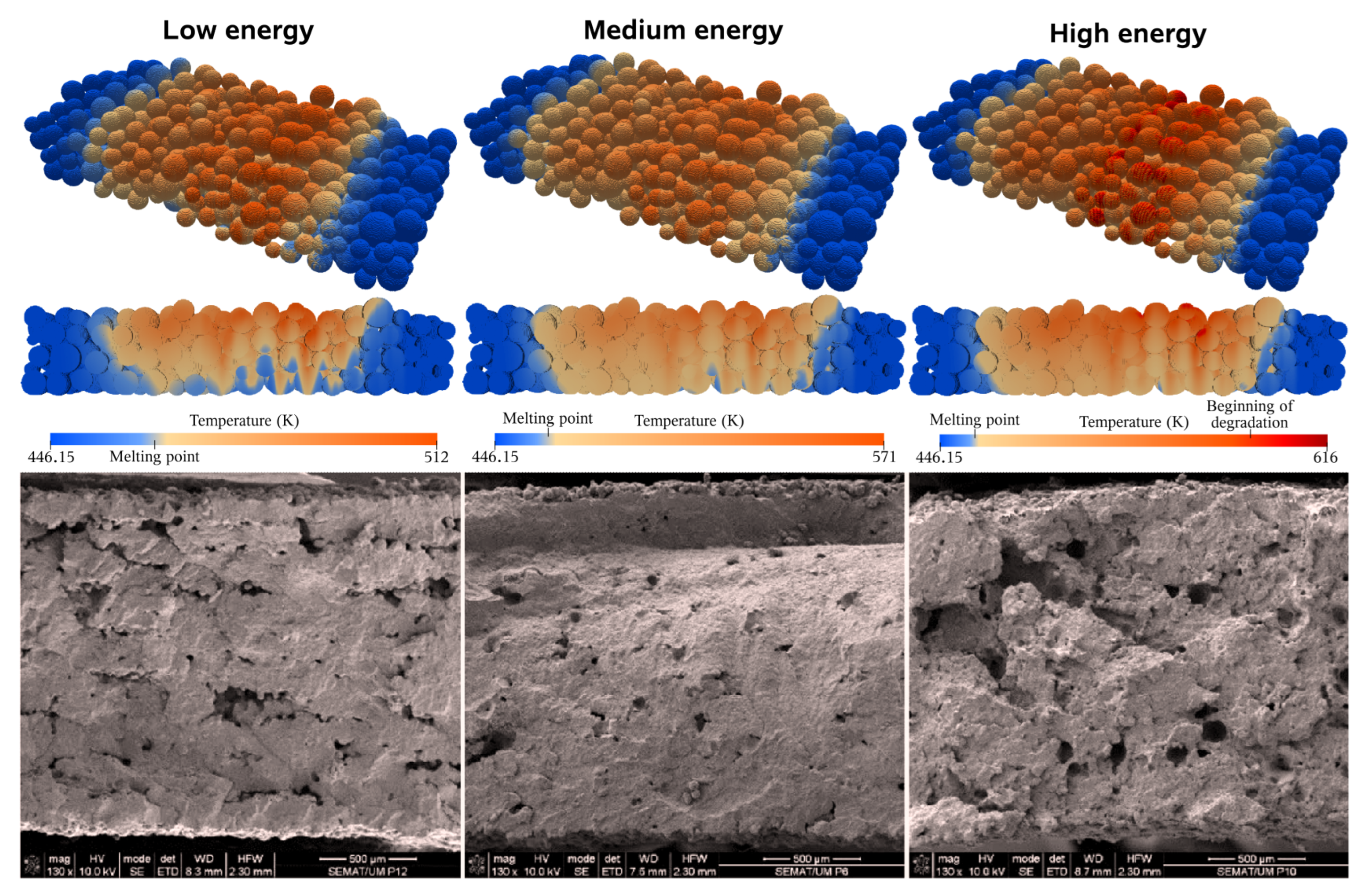
4.3. Energy Density Studies
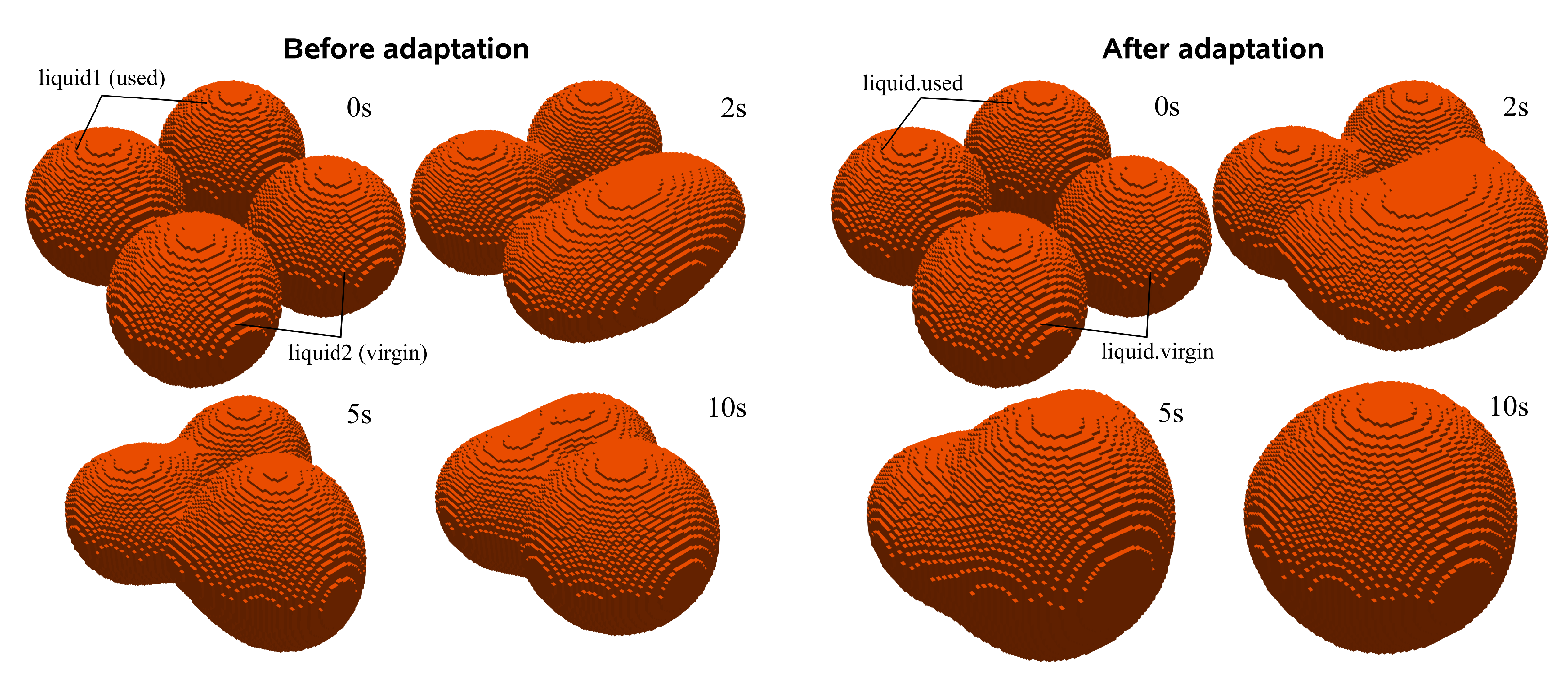
4.4. Coalescence Development
5. Conclusions and Future Work
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AM | Additive Manufacturing |
| SLS | Selective Laser Sintering |
References
- ASTM F2792-12a; Terminology for Additive Manufacturing Technologies. F42 Committee. ASTM International: West Conshohocken, PA, USA, 2015. [CrossRef]
- 3D Printing Technology Comparison: FDM vs. SLA vs. SLS. Available online: https://formlabs.com/blog/fdm-vs-sla-vs-sls-how-to-choose-the-right-3d-printing-technology/ (accessed on 20 January 2024).
- Performance Limitations in Polymer Laser Sintering. Phys. Procedia 2014, 56, 147–156. [CrossRef]
- Castro, J.; Nóbrega, J.M.; Costa, R. Computational Modelling of the Selective Laser Sintering Process. AIP Conf. Proc. 2023, 2997, 050001. [Google Scholar] [CrossRef]
- Razaviye, M.K.; Tafti, R.A.; Khajehmohammadi, M. An investigation on mechanical properties of PA12 parts produced by a SLS 3D printer: An experimental approach. CIRP J. Manuf. Sci. Technol. 2022, 38, 760–768. [Google Scholar] [CrossRef]
- Gouge, M.; Michaleris, P. Chapter 1 - An Introduction to Additive Manufacturing Processes and Their Modeling Challenges. In Thermo-Mechanical Modeling of Additive Manufacturing; Gouge, M., Michaleris, P., Eds.; Butterworth-Heinemann: Oxford, UK, 2018; pp. 3–18. [Google Scholar] [CrossRef]
- Han, W.; Kong, L.; Xu, M. Advances in Selective Laser Sintering of Polymers. Int. J. Extrem. Manuf. 2022, 4, 042002. [Google Scholar] [CrossRef]
- Chen, H.; Chen, Y.; Liu, Y.; Wei, Q.; Shi, Y.; Yan, W. Packing Quality of Powder Layer during Counter-Rolling-Type Powder Spreading Process in Additive Manufacturing. Int. J. Mach. Tools Manuf. 2020, 153, 103553. [Google Scholar] [CrossRef]
- Ganeriwala, R.; Zohdi, T.I. Multiphysics Modeling and Simulation of Selective Laser Sintering Manufacturing Processes. Procedia CIRP 2014, 14, 299–304. [Google Scholar] [CrossRef]
- Steuben, J.; Iliopoulos, A.; Michopoulos, J. Recent Developments of the Multiphysics Discrete Element Method for Additive Manufacturing Modeling and Simulation. In Proceedings of the ASME 2017 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Cleveland, OH, USA, 6–9 August 2017. [Google Scholar] [CrossRef]
- Yang, Q.; Zhang, P.; Cheng, L.; Min, Z.; Chyu, M.; To, A.C. Finite Element Modeling and Validation of Thermomechanical Behavior of Ti-6Al-4V in Directed Energy Deposition Additive Manufacturing. Addit. Manuf. 2016, 12, 169–177. [Google Scholar] [CrossRef]
- Papazoglou, E.L.; Karkalos, N.; Markopoulos, A. A Comprehensive Study on Thermal Modeling of SLM Process under Conduction Mode Using FEM. Int. J. Adv. Manuf. Technol. 2020, 111, 2939–2955. [Google Scholar] [CrossRef]
- Li, M.; Han, Y.; Zhou, M.; Chen, P.; Gao, H.; Zhang, Y.; Zhou, H. Experimental Investigating and Numerical Simulations of the Thermal Behavior and Process Optimization for Selective Laser Sintering of PA6. J. Manuf. Process. 2020, 56, 271–279. [Google Scholar] [CrossRef]
- Mokrane, A.; Boutaous, M.; Xin, S. Process of Selective Laser Sintering of Polymer Powders: Modeling, Simulation, and Validation. Comptes Rendus Mécanique 2018, 346, 1087–1103. [Google Scholar] [CrossRef]
- Wang, Z.; Yan, W.; Liu, W.K.; Liu, M. Powder-Scale Multi-Physics Modeling of Multi-Layer Multi-Track Selective Laser Melting with Sharp Interface Capturing Method. Comput. Mech. 2019, 63, 649–661. [Google Scholar] [CrossRef]
- Svyetlichnyy, D. Model of the Selective Laser Melting Process-Powder Deposition Models in Multistage Multi-Material Simulations. Appl. Sci. 2023, 13, 6196. [Google Scholar] [CrossRef]
- King, W.E.; Anderson, A.T.; Ferencz, R.M.; Hodge, N.E.; Kamath, C.; Khairallah, S.A.; Rubenchik, A.M. Laser Powder Bed Fusion Additive Manufacturing of Metals; Physics, Computational, and Materials Challenges. Appl. Phys. Rev. 2015, 2, 041304. [Google Scholar] [CrossRef]
- Bugeda Miguel Cervera, G.; Lombera, G. Numerical Prediction of Temperature and Density Distributions in Selective Laser Sintering Processes. Rapid Prototyp. J. 1999, 5, 21–26. [Google Scholar] [CrossRef]
- Childs, T.H.C.; Hauser, C.; Badrossamay, M. Selective Laser Sintering (Melting) of Stainless and Tool Steel Powders: Experiments and Modelling. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2005, 219, 339–357. [Google Scholar] [CrossRef]
- Dai, K.; Shaw, L. Distortion Minimization of Laser-processed Components through Control of Laser Scanning Patterns. Rapid Prototyp. J. 2002, 8, 270–276. [Google Scholar] [CrossRef]
- Dong, L.; Makradi, A.; Ahzi, S.; Remond, Y. Three-Dimensional Transient Finite Element Analysis of the Selective Laser Sintering Process. J. Mater. Process. Technol. 2009, 209, 700–706. [Google Scholar] [CrossRef]
- Riedlbauer, D.; Drexler, M.; Drummer, D.; Steinmann, P.; Mergheim, J. Modelling, Simulation and Experimental Validation of Heat Transfer in Selective Laser Melting of the Polymeric Material PA12. Comput. Mater. Sci. 2014, 93, 239–248. [Google Scholar] [CrossRef]
- Peyre, P.; Rouchausse, Y.; Defauchy, D.; Régnier, G. Experimental and Numerical Analysis of the Selective Laser Sintering (SLS) of PA12 and PEKK Semi-Crystalline Polymers. J. Mater. Process. Technol. 2015, 225, 326–336. [Google Scholar] [CrossRef]
- Foroozmehr, A.; Badrossamay, M.; Foroozmehr, E.; Golabi, S. Finite Element Simulation of Selective Laser Melting Process Considering Optical Penetration Depth of Laser in Powder Bed. Mater. Des. 2016, 89, 255–263. [Google Scholar] [CrossRef]
- Shen, F.; Zhu, W.; Zhou, K.; Ke, L.L. Modeling the Temperature, Crystallization, and Residual Stress for Selective Laser Sintering of Polymeric Powder. Acta Mech. 2021, 232, 3635–3653. [Google Scholar] [CrossRef]
- Li, C.; Snarr, S.E.; Denlinger, E.R.; Irwin, J.E.; Gouge, M.F.; Michaleris, P.; Beaman, J.J. Experimental Parameter Identification for Part-Scale Thermal Modeling of Selective Laser Sintering of PA12. Addit. Manuf. 2021, 48, 102362. [Google Scholar] [CrossRef]
- Kim, D.H.; Zohdi, T.I. Tool Path Optimization of Selective Laser Sintering Processes Using Deep Learning. Comput. Mech. 2022, 69, 383–401. [Google Scholar] [CrossRef]
- Schoinochoritis, B.; Chantzis, D.; Salonitis, K. Simulation of Metallic Powder Bed Additive Manufacturing Processes with the Finite Element Method: A Critical Review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 96–117. [Google Scholar] [CrossRef]
- Luo, Z.; Zhao, Y. A Survey of Finite Element Analysis of Temperature and Thermal Stress Fields in Powder Bed Fusion Additive Manufacturing. Addit. Manuf. 2018, 21, 318–332. [Google Scholar] [CrossRef]
- Soundararajan, B.; Sofia, D.; Barletta, D.; Poletto, M. Review on Modeling Techniques for Powder Bed Fusion Processes Based on Physical Principles. Addit. Manuf. 2021, 47, 102336. [Google Scholar] [CrossRef]
- Papazoglou, E.L.; Karkalos, N.E.; Karmiris-Obratański, P.; Markopoulos, A.P. On the Modeling and Simulation of SLM and SLS for Metal and Polymer Powders: A Review. Arch. Comput. Methods Eng. 2022, 29, 941–973. [Google Scholar] [CrossRef]
- Osmanlic, F.; Wudy, K.; Laumer, T.; Schmidt, M.; Drummer, D.; Körner, C. Modeling of Laser Beam Absorption in a Polymer Powder Bed. Polymers 2018, 10, 784. [Google Scholar] [CrossRef]
- Bierwisch, C.; Mohseni-Mofidi, S.; Dietemann, B.; Grünewald, M.; Rudloff, J.; Lang, M. Universal Process Diagrams for Laser Sintering of Polymers. Mater. Des. 2021, 199, 109432-1–109432-15. [Google Scholar] [CrossRef]
- Zhang, Z.; Yao, X.X.; Ge, P. Phase-Field-Model-Based Analysis of the Effects of Powder Particle on Porosities and Densities in Selective Laser Sintering Additive Manufacturing. Int. J. Mech. Sci. 2020, 166, 105230. [Google Scholar] [CrossRef]
- Castro, J. Computational Modelling of the Selective Laser Sintering Process. Master’s Dissertation, University of Minho, Braga, Portugal, 2022. [Google Scholar]
- LIGGGHTS Open Source Discrete Element Method Particle Simulation Code|CFDEM project. Available online: https://www.cfdem.com/liggghts-open-source-discrete-element-method-particle-simulation-code (accessed on 20 January 2024).
- PA2200 Material Data Sheet 12-08 en. Available online: https://www.shapeways.com/wp-content/uploads/2020/12/Material-data-sheet-Nylon-12.pdf (accessed on 20 January 2024).
- OpenFOAM. Available online: https://www.openfoam.com/ (accessed on 20 January 2024).
- OpenFOAM v1806: New and Updated Solvers and Physics. Available online: https://www.openfoam.com/news/main-news/openfoam-v1806/solver-and-physics (accessed on 20 January 2024).
- Lopes, A.C.; Sampaio, A.M.; Pontes, A.J. The Influence of the Energy Density on Dimensional, Geometric, Mechanical and Morphological Properties of SLS Parts Produced with Single and Multiple Exposure Types. Prog. Addit. Manuf. 2022, 7, 683–698. [Google Scholar] [CrossRef]
- Haworth, B.; Hopkinson, N.; Hitt, D.; Zhong, X. Shear viscosity measurements on Polyamide-12 polymers for laser sintering. Rapid Prototyp. J. 2013, 19, 28–36. [Google Scholar] [CrossRef]
- Openfoam: Master Commits. Available online: https://develop.openfoam.com/Development/openfoam/-/blob/master/applications/solvers/multiphase/icoReactingMultiphaseInterFoam/YEqns.H (accessed on 20 January 2024).
- Drexler, M.; Lexow, M.; Drummer, D. Selective Laser Melting of Polymer Powder—Part Mechanics as Function of Exposure Speed. Phys. Procedia 2015, 78, 328–336. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Units |
|---|---|---|
| Laser Power | 17.1 | W |
| Scan Speed | 3000 | mm/s |
| Hatch Distance | 0.3 | mm |
| Density | 1000 | kg/m3 |
| Thermal Conductivity | 0.2 | W/(m K) |
| Viscosity (at 474 k) | 390/5095 | Pa·s |
| Surface Tension | 0.035 | N/m |
| Absorption Coefficient | 1.3 × 104 | m−1 |
| Powder Refresh Rate | 50 | % |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Castro, J.; Nóbrega, J.M.; Costa, R. Computational Framework to Model the Selective Laser Sintering Process. Materials 2024, 17, 1845. https://doi.org/10.3390/ma17081845
Castro J, Nóbrega JM, Costa R. Computational Framework to Model the Selective Laser Sintering Process. Materials. 2024; 17(8):1845. https://doi.org/10.3390/ma17081845
Chicago/Turabian StyleCastro, João, João Miguel Nóbrega, and Ricardo Costa. 2024. "Computational Framework to Model the Selective Laser Sintering Process" Materials 17, no. 8: 1845. https://doi.org/10.3390/ma17081845
APA StyleCastro, J., Nóbrega, J. M., & Costa, R. (2024). Computational Framework to Model the Selective Laser Sintering Process. Materials, 17(8), 1845. https://doi.org/10.3390/ma17081845