
Rheological and Functional Properties of Mechanically Recycled Post-Consumer Rigid Polyethylene Packaging Waste


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Chemicals
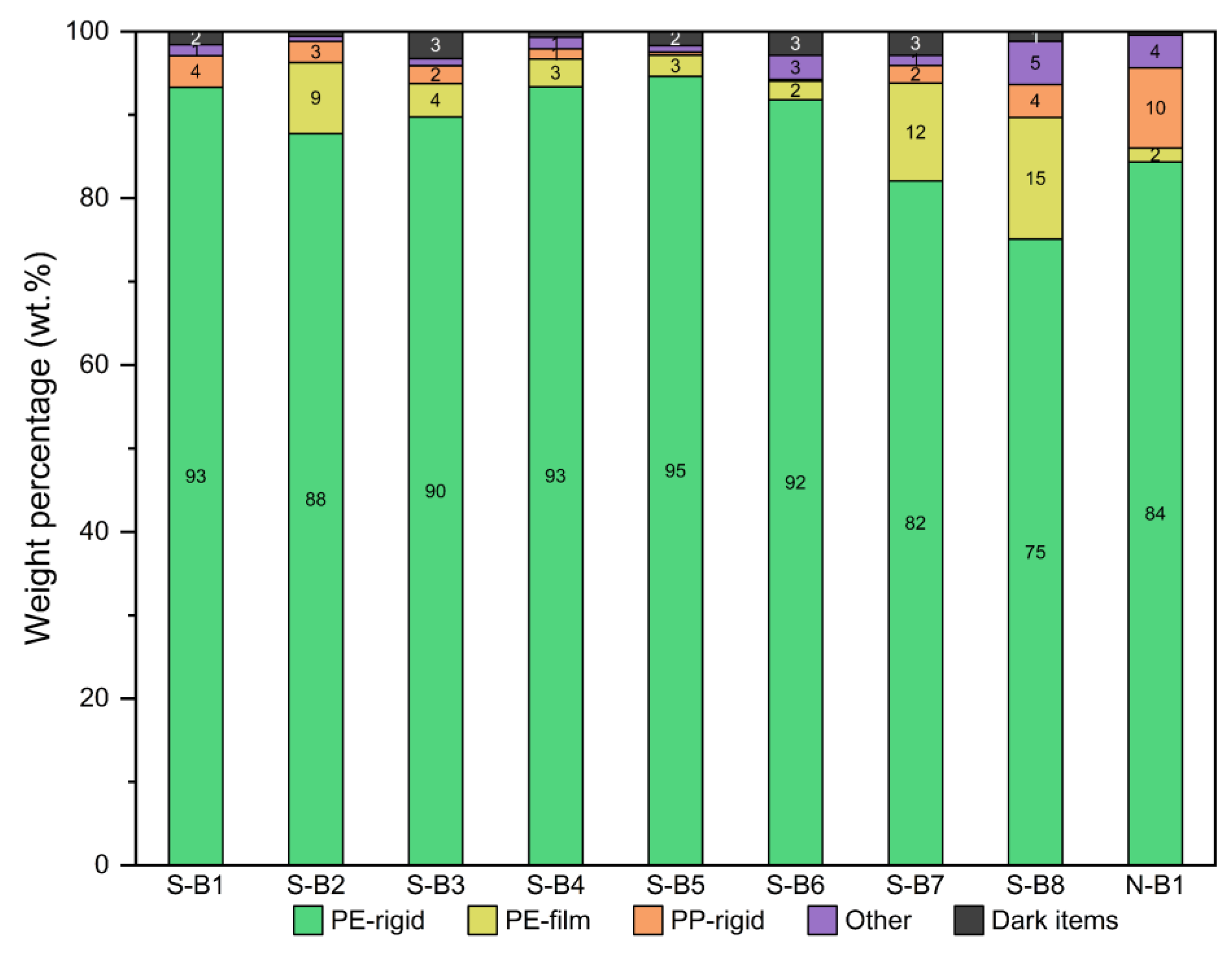
2.2. Sampling of Waste Samples for Feedstock Characterization
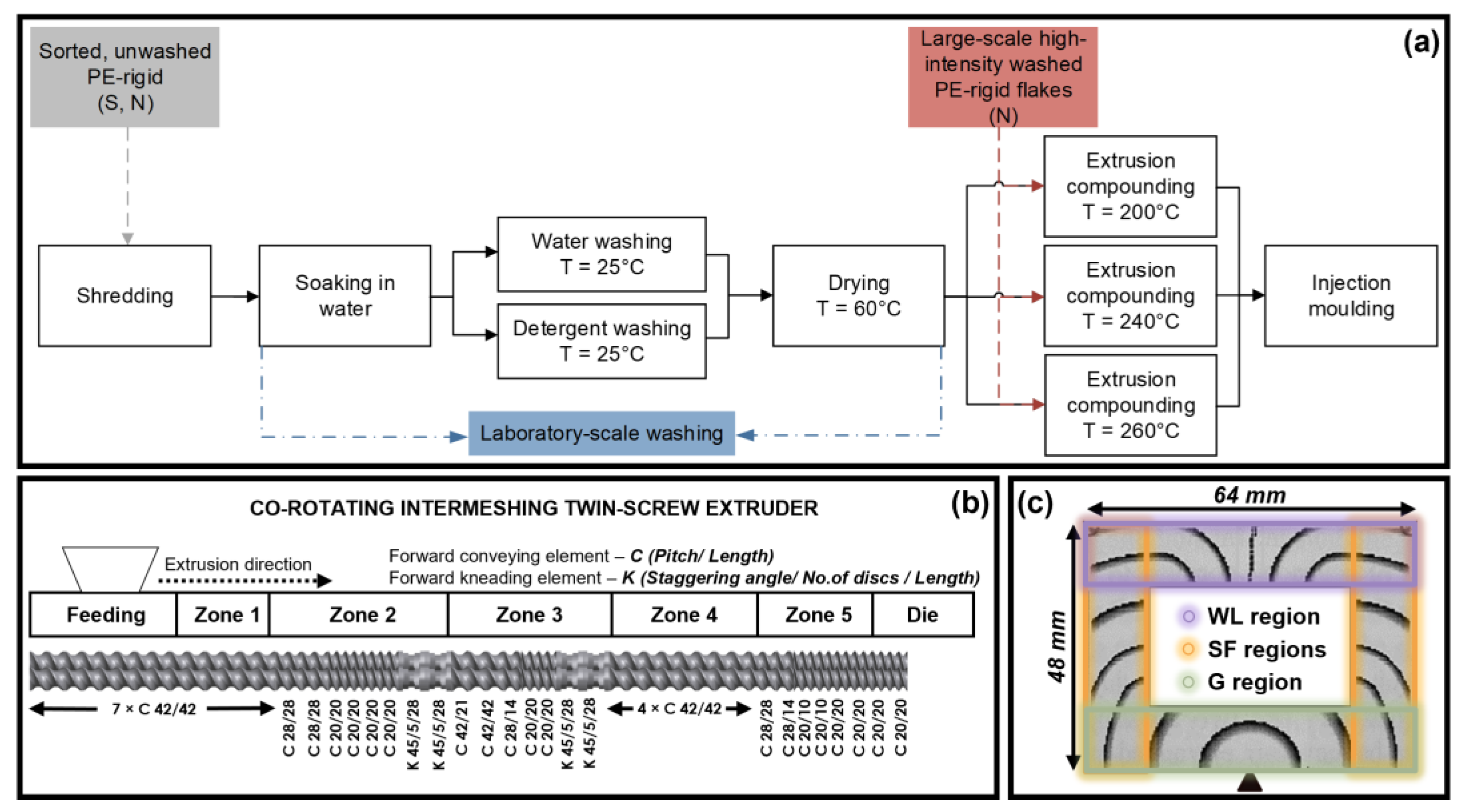
2.3. Washing
2.4. Extrusion Compounding and Injection Molding
2.5. Characterization
2.5.1. Thermal Properties
2.5.2. Molecular Structure
2.5.3. Rheological Properties
2.5.4. Mechanical Properties
3. Results and Discussion
3.1. Feedstock Characterization
3.2. Sample Characterization
3.2.1. Thermal Properties
3.2.2. Molecular Structure
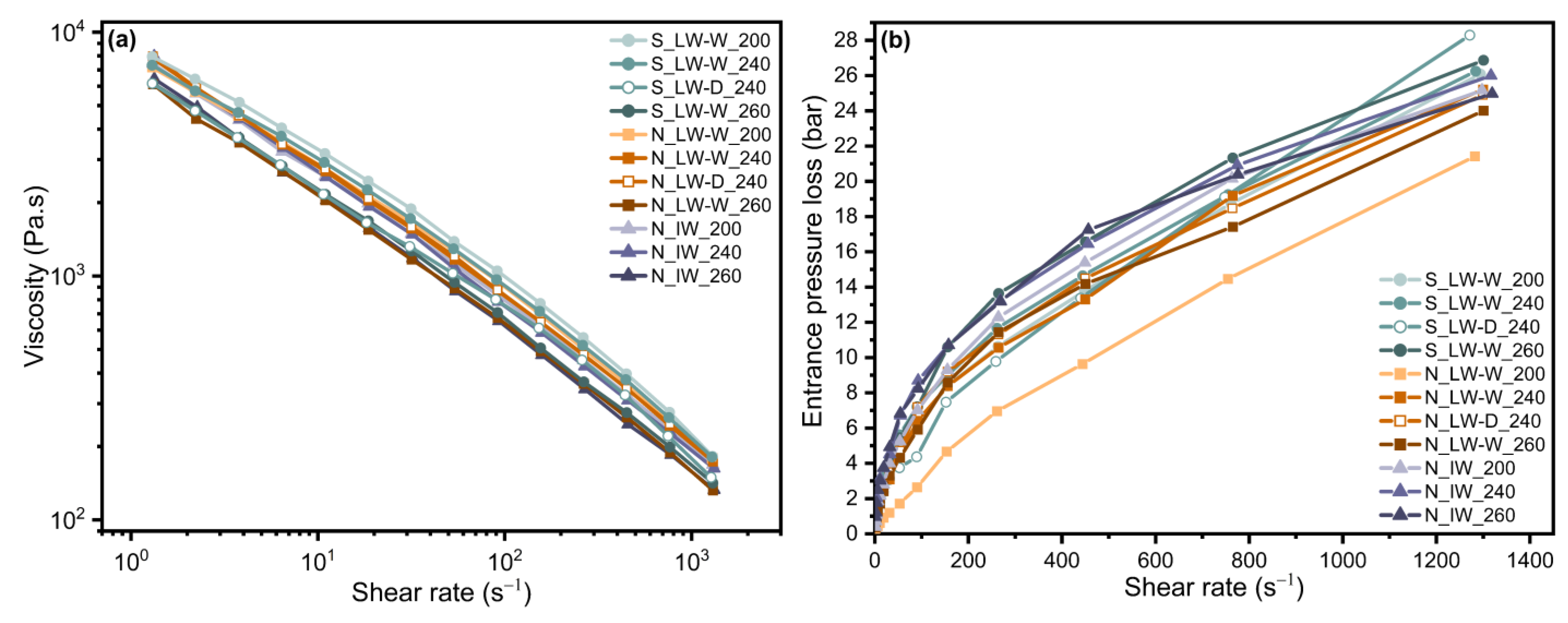
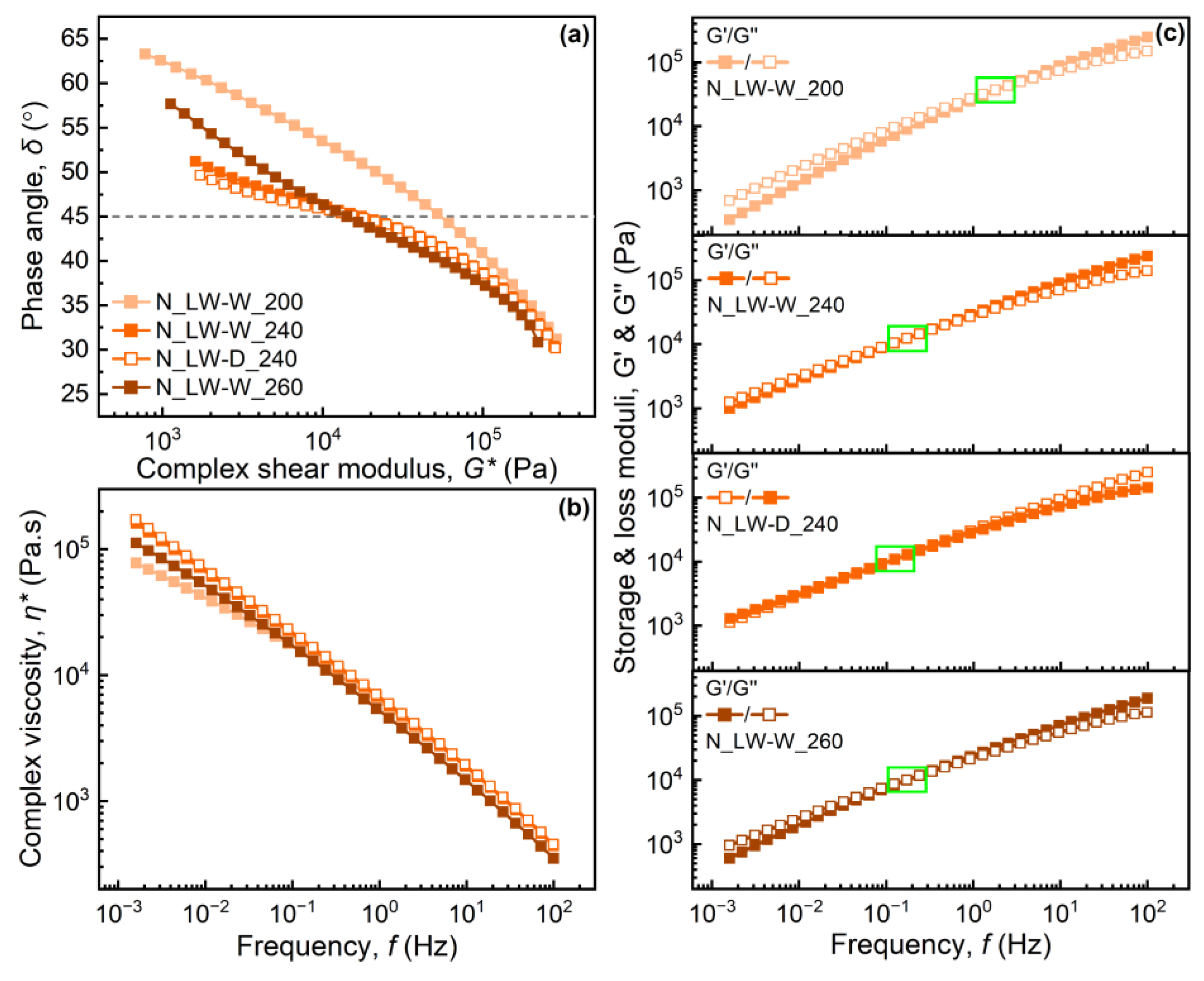
3.3. Rheological Properties
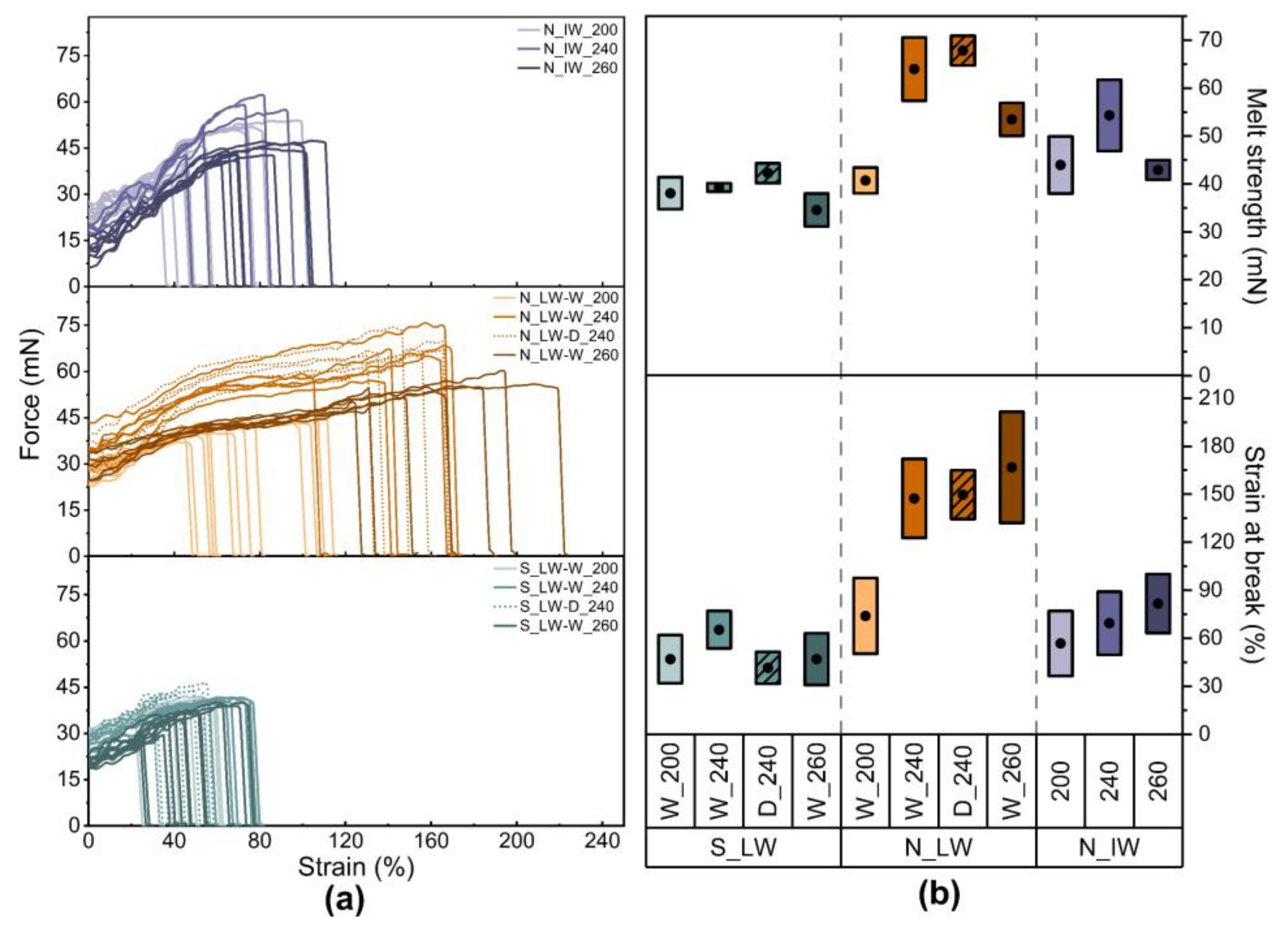
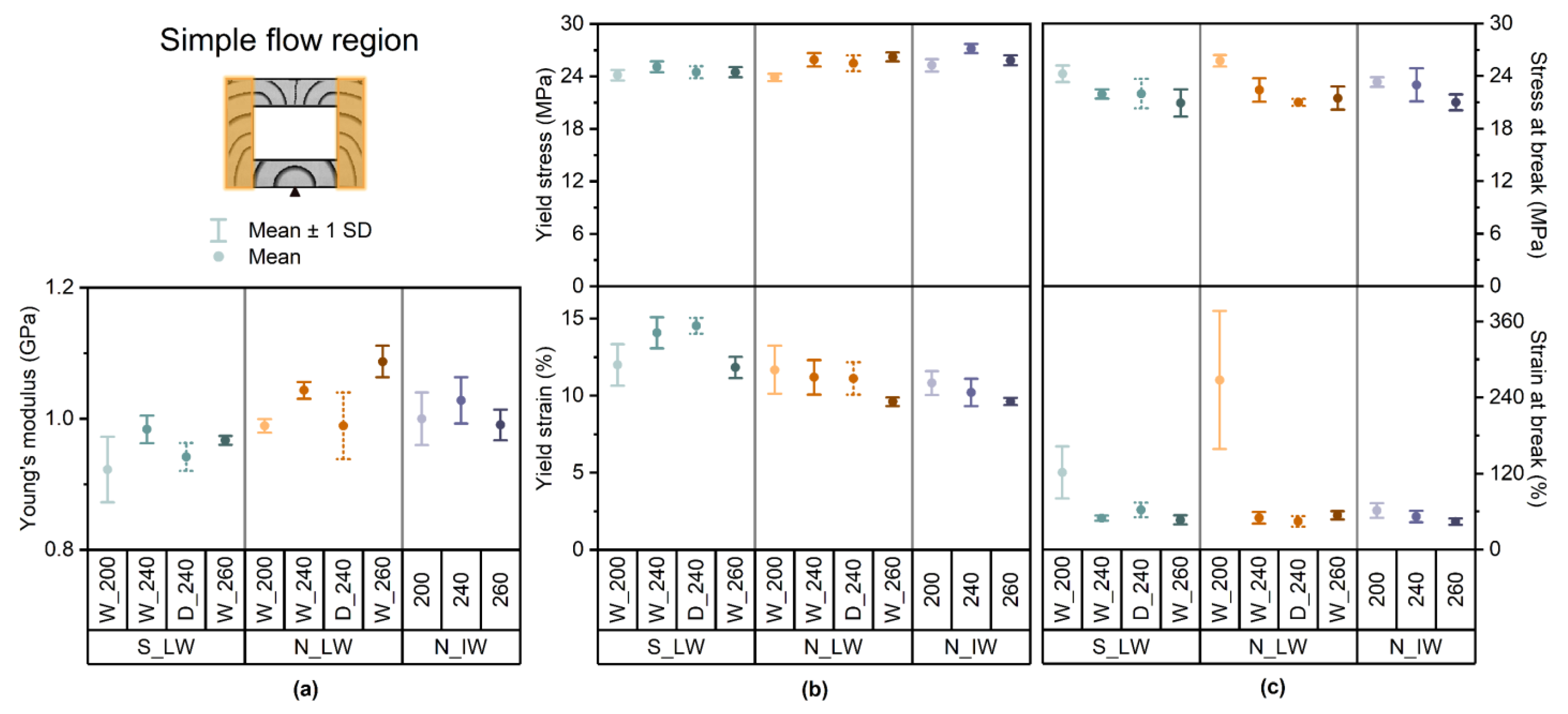
3.4. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- European Parliament and the Council Directive (EU) 2018/852 of the European Parliament and of the Council of 30 May 2018 Amending Directive 94/62/EC on Packaging and Packaging Waste. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A32018L0852 (accessed on 24 February 2022).
- Schyns, Z.O.G.; Shaver, M.P. Mechanical Recycling of Packaging Plastics: A Review. Macromol. Rapid Commun. 2020, 42, 2000415. [Google Scholar] [CrossRef] [PubMed]
- Shen, L.; Worrell, E. Plastic Recycling. In Handbook of Recycling: State-of-the-art for Practitioners, Analysts, and Scientists; Worrell, E., Reuter, M.A., Eds.; Elsevier Inc.: Amsterdam, The Netherlands, 2014; pp. 179–190. ISBN 9780123965066. [Google Scholar]
- Plastics Europe. EPRO Plastics—The Facts 2022. Available online: https://plasticseurope.org/knowledge-hub/plastics-the-facts-2022/ (accessed on 28 January 2023).
- Faraca, G.; Astrup, T. Plastic Waste from Recycling Centres: Characterisation and Evaluation of Plastic Recyclability. Waste Manag. 2019, 95, 388–398. [Google Scholar] [CrossRef] [PubMed]
- Roosen, M.; Mys, N.; Kusenberg, M.; Billen, P.; Dumoulin, A.; Dewulf, J.; Van Geem, K.M.; Ragaert, K.; De Meester, S. Detailed Analysis of the Composition of Selected Plastic Packaging Waste Products and Its Implications for Mechanical and Thermochemical Recycling. Environ. Sci. Technol. 2020, 54, 13282–13293. [Google Scholar] [CrossRef] [PubMed]
- Thoden van Velzen, E.U.; Chu, S.; Alvarado Chacon, F.; Brouwer, M.T.; Molenveld, K. The Impact of Impurities on the Mechanical Properties of Recycled Polyethylene. Packag. Technol. Sci. 2020, 34, 219–228. [Google Scholar] [CrossRef]
- Alvarado Chacon, F.; Brouwer, M.T.; Thoden van Velzen, E.U.; Smeding, I.W. A First Assessment of the Impact of Impurities in PP and PE Recycled Plastics; Wageningen Food & Biobased Research: Wageningen, The Netherlands, 2020; Volume 2030. [Google Scholar] [CrossRef]
- Rosli, N.A.; Ahmad, I. Mechanical Properties of Recycled Plastics. In Recent Developments in Plastic Recycling. Composites Science and Technology; Parameswaranpillai, J., Rangappa, S.M., Rajkumar, A.G., Siengchin, S., Eds.; Springer: Singapore, 2021; pp. 239–258. [Google Scholar]
- Santana, R.M.C.; Gondim, G. Influence of Cleaning Conditions on the Degradation of Recycled HDPE. J. Appl. Polym. Sci. 2009, 112, 1454–1460. [Google Scholar] [CrossRef]
- Gijsman, P. Review on the Thermo-Oxidative Degradation of Polymers during Processing and in Service. e-Polymers 2008, 8, 727–760. [Google Scholar] [CrossRef]
- Vilaplana, F.; Karlsson, S. Quality Concepts for the Improved Use of Recycled Polymeric Materials: A Review. Macromol. Mater. Eng. 2008, 293, 274–297. [Google Scholar] [CrossRef]
- Oblak, P.; Gonzalez-Gutierrez, J.; Zupančič, B.; Aulova, A.; Emri, I. Mechanical Properties of Extensively Recycled High-Density Polyethylene. In Conference Proceedings of the Society for Experimental Mechanics Series; Springer: Cham, Switzerland, 2016; Volume 7, pp. 203–208. [Google Scholar]
- Rudolph, N.; Kiesel, R.; Aumnate, C. Kunststoffrecycling—Schonung Wertvoller Ressourcen. In Einführung Kunststoffrecycling; Ökonomische, ökologische und technische Aspekte der Kunststoffabfallverwertung; Carl Hanser Verlag: Munich, Germany, 2020; pp. 17–40. ISBN 978-3-446-45880-2. [Google Scholar]
- Alzerreca, M.; Paris, M.; Boyron, O.; Orditz, D.; Louarn, G.; Correc, O. Mechanical Properties and Molecular Structures of Virgin and Recycled HDPE Polymers Used in Gravity Sewer Systems. Polym. Test. 2015, 46, 1–8. [Google Scholar] [CrossRef]
- Andersson, T.; Stålbom, B.; Wesslén, B. Degradation of Polyethylene During Extrusion. II. Degradation of Low-Density Polyethylene, Linear Low-Density Polyethylene, and High-Density Polyethylene in Film Extrusion. J. Appl. Polym. Sci. 2003, 91, 1525–1537. [Google Scholar] [CrossRef]
- Cecon, V.S.; Da Silva, P.F.; Vorst, K.L.; Curtzwiler, G.W. The Effect of Post-Consumer Recycled Polyethylene (PCRPE) on the Properties of Polyethylene Blends of Different Densities. Polym. Degrad. Stab. 2021, 190, 109627. [Google Scholar] [CrossRef]
- Choudhury, A.; Mukherjee, M.; Adhikari, B. Thermal Stability and Degradation of the Post-Use Reclaim Milk Pouches during Multiple Extrusion Cycles. Thermochim. Acta 2005, 430, 87–94. [Google Scholar] [CrossRef]
- Dahlbo, H.; Poliakova, V.; Mylläri, V.; Sahimaa, O.; Anderson, R. Recycling Potential of Post-Consumer Plastic Packaging Waste in Finland. Waste Manag. 2018, 71, 52–61. [Google Scholar] [CrossRef] [PubMed]
- Dordinejad, A.K.; Sharif, F.; Ebrahimi, M.; Rashedi, R. Rheological and Thermorheological Assessment of Polyethylene in Multiple Extrusion Process. Thermochim. Acta 2018, 668, 19–27. [Google Scholar] [CrossRef]
- Dostál, J.; Kašpárková, V.; Zatloukal, M.; Muras, J.; Šimek, L. Influence of the Repeated Extrusion on the Degradation of Polyethylene. Structural Changes in Low Density Polyethylene. Eur. Polym. J. 2008, 44, 2652–2658. [Google Scholar] [CrossRef]
- Jin, H.; Gonzalez-Gutierrez, J.; Oblak, P.; Zupančič, B.; Emri, I. The Effect of Extensive Mechanical Recycling on the Properties of Low Density Polyethylene. Polym. Degrad. Stab. 2012, 97, 2262–2272. [Google Scholar] [CrossRef]
- Moss, S.; Zweifel, H. Degradation and Stabilization of High Density Polyethylene during Multiple Extrusions. Polym. Degrad. Stab. 1989, 25, 217–245. [Google Scholar] [CrossRef]
- Oblak, P.; Gonzalez-Gutierrez, J.; Zupančič, B.; Aulova, A.; Emri, I. Processability and Mechanical Properties of Extensively Recycled High Density Polyethylene. Polym. Degrad. Stab. 2015, 114, 133–145. [Google Scholar] [CrossRef]
- Pinheiro, L.A.; Chinelatto, M.A.; Canevarolo, S.V. Evaluation of Philips and Ziegler-Natta High-Density Polyethylene Degradation during Processing in an Internal Mixer Using the Chain Scission and Branching Distribution Function Analysis. Polym. Degrad. Stab. 2006, 91, 2324–2332. [Google Scholar] [CrossRef]
- Bagley, E.B.; Schreiber, H.P. Elasticity Effects in Polymer Extrusion. In Rheology; Eirich, F.R., Ed.; Academic Press, Inc.: New York, NY, USA, 1969; Volume 5, pp. 93–125. ISBN 9781483229423. [Google Scholar]
- Micic, P.; Bhattacharya, S.N. Rheology of LLDPE, LDPE and LLDPE/LDPE Blends and Its Relevance to the Film Blowing Process. Polym. Int. 2000, 49, 1580–1589. [Google Scholar] [CrossRef]
- Münstedt, H. Elastic Behavior and Processing of Polymer Melts. AIP Conf. Proc. 2019, 2107, 030001. [Google Scholar]
- Plochocki, A.P.; Czarnecki, L. Implications of The Melt Elasticity of LDPE in The Film Blowing Process. J. Plast. Film Sheeting 1990, 6, 131–152. [Google Scholar] [CrossRef]
- Polychronopoulos, N.D.; Vlachopoulos, J. Polymer Processing and Rheology. In Functional Polymers. Polymers and Polymeric Composites: A Reference Series; Jafar Mazumder, M., Sheardown, H., Al-Ahmed, A., Eds.; Springer: Cham, Switzerland, 2019; pp. 1–47. [Google Scholar]
- Wagner, M.H.; Schulze, V.; Göttfert, A. Rheotens-Mastercurves and Drawability of Polymer Melts. Polym. Eng. Sci. 1996, 36, 925–935. [Google Scholar] [CrossRef]
- La Mantia, F.P.; Acierno, D. Influence of the Molecular Structure on the Melt Strength and Extensibility of Polyethylenes. Polym. Eng. Sci. 1985, 25, 279–283. [Google Scholar] [CrossRef]
- Van Gurp, M.; Palmen, J. Time-Temperature Superposition for Polymeric Blends. Rheol. Bull. 1998, 67, 5–8. [Google Scholar]
- Trinkle, S.; Friedrich, C. Van Gurp-Palmen-Plot A Way to Characterize Polydispersity of Linear Polymers. Rheol. Acta 2001, 40, 322–328. [Google Scholar] [CrossRef]
- Agrawal, P.; Silva, M.H.A.; Cavalcanti, S.N.; Freitas, D.M.G.; Araújo, J.P.; Oliveira, A.D.B.; Mélo, T.J.A. Rheological Properties of High-Density Polyethylene/Linear Low-Density Polyethylene and High-Density Polyethylene/Low-Density Polyethylene Blends. Polym. Bull. 2022, 79, 2321–2343. [Google Scholar] [CrossRef]
- Barroso, V.C.; Maia, J.M. Influence of Long-Chain Branching on the Rheological Behavior of Polyethylene in Shear and Extensional Flow. Polym. Eng. Sci. 2005, 45, 984–997. [Google Scholar] [CrossRef]
- Shahi, P.; Behravesh, A.H.; Haghtalab, A.; Rizvi, G.; Pop-Iliev, R.; Goharpei, F. Effect of Mixing Intensity on Foaming Behavior of LLDPE/HDPE Blends in Thermal Induced Batch Process. Polym. Plast. Technol. Eng. 2016, 55, 949–964. [Google Scholar] [CrossRef]
- Wood-Adams, P.M.; Dealy, J.M.; DeGroot, A.W.; Redwine, O.D. Effect of Molecular Structure on the Linear Viscoelastic Behavior of Polyethylene. Macromolecules 2000, 33, 7489–7499. [Google Scholar] [CrossRef]
- Trinkle, S.; Walter, P.; Friedrich, C. Van Gurp-Palmen Plot II—Classification of Long Chain Branched Polymers by Their Topology. Rheol. Acta 2002, 41, 103–113. [Google Scholar] [CrossRef]
- EN ISO 11357-1; Plastics—Differential Scanning Calorimetry (DSC)—Part 1: General Principles. CEN/CENELEC: Brussels, Belgium, 2016.
- EN ISO 11357-6; Plastics—Differential Scanning Calorimetry (DSC)—Part 6: Determination of Oxidation Induction Time (Isothermal OIT) and Oxidation Induction Temperature (Dynamic OIT). CEN/CENELEC: Brussels, Belgium, 2018.
- Mylläri, V.; Hartikainen, S.; Poliakova, V.; Anderson, R.; Jönkkäri, I.; Pasanen, P.; Andersson, M.; Vuorinen, J. Detergent Impurity Effect on Recycled HDPE: Properties after Repetitive Processing. J. Appl. Polym. Sci. 2016, 133, 43766. [Google Scholar] [CrossRef]
- EN ISO 1133-1; Plastics—Determination of the Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) of Thermoplastics—Part 1: Standard Method. CEN/CENELEC: Brussels, Belgium, 2022.
- ISO 11443; Plastics—Determination of the Fluidity of Plastics Using Capillary and Slit-Die Rheometers. ISO: Geneva, Switzerland, 2021.
- ISO 16790; Plastics—Determination of the Drawing Characteristics of Thermoplastics in the Molten State. ISO: Geneva, Switzerland, 2021.
- Thunwall, M.; Boldizar, A.; Rigdahl, M.; Kuthanová, V. On the Stress-Strain Behavior of Thermoplastic Starch Melts. Int. J. Polym. Anal. Charact. 2006, 11, 419–428. [Google Scholar] [CrossRef]
- EN ISO 527-2; Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics. CEN/CENELEC: Brussels, Belgium, 2012.
- EN ISO 527-1; Plastics—Determination of Tensile Properties—Part 1: General Principles. CEN/CENELEC: Brussels, Belgium, 2012.
- Brouwer, M.T.; Thoden van Velzen, E.U.; Augustinus, A.; Soethoudt, H.; De Meester, S.; Ragaert, K. Predictive Model for the Dutch Post-Consumer Plastic Packaging Recycling System and Implications for the Circular Economy. Waste Manag. 2018, 71, 62–85. [Google Scholar] [CrossRef] [PubMed]
- Lechner, M.D. Polymers. In Springer Handbook of Materials Data. Springer Handbooks; Warlimont, H., Martienssen, W., Eds.; Springer: Cham, Switzerland, 2018; pp. 489–540. [Google Scholar]
- Cuadri, A.A.; Martín-Alfonso, J.E. The Effect of Thermal and Thermo-Oxidative Degradation Conditions on Rheological, Chemical and Thermal Properties of HDPE. Polym. Degrad. Stab. 2017, 141, 11–18. [Google Scholar] [CrossRef]
- Gall, M.; Wiener, M.; Chagas de Oliveira, C.; Lang, R.W.; Hansen, E.G. Building a Circular Plastics Economy with Informal Waste Pickers: Recyclate Quality, Business Model, and Societal Impacts. Resour. Conserv. Recycl. 2020, 156, 104685. [Google Scholar] [CrossRef]
- Möllnitz, S.; Feuchter, M.; Duretek, I.; Schmidt, G.; Pomberger, R.; Sarc, R. Processability of Different Polymer Fractions Recovered from Mixed Wastes and Determination of Material Properties for Recycling. Polymers 2021, 13, 457. [Google Scholar] [CrossRef] [PubMed]
- Karlsson, K.; Assargren, C.; Gedde, U.W. Thermal Analysis for the Assessment of Antioxidant Content in Polyethylene. Polym. Test. 1990, 9, 421–431. [Google Scholar] [CrossRef]
- Kealy, T. Rheological Analysis of the Degradation of HDPE during Consecutive Processing Steps and for Different Processing Conditions. J. Appl. Polym. Sci. 2009, 112, 639–648. [Google Scholar] [CrossRef]
- Shenoy, A.V.; Chattopadhyay, S.; Nadkarni, V.M. From Melt Flow Index to Rheogram. Rheol. Acta 1983, 22, 90–101. [Google Scholar] [CrossRef]
- La Nieve, H.L., III; Bogue, D.C. Correlation of Capillary Entrance Pressure Drops with Normal Stress Data. J. Appl. Polym. Sci. 1968, 12, 353–372. [Google Scholar] [CrossRef]
- Demets, R.; Van Kets, K.; Huysveld, S.; Dewulf, J.; De Meester, S.; Ragaert, K. Addressing the Complex Challenge of Understanding and Quantifying Substitutability for Recycled Plastics. Resour. Conserv. Recycl. 2021, 174, 105826. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Origin | Washing | Compounding T Profile (°C) | Sample Code |
|---|---|---|---|
| Source-separated household plastic packaging waste in Sweden, plant S | Laboratory-scale washing with water only | 110-160-200-200-200-210 | S_LW-W_200 |
| Laboratory-scale washing with water only | 110-160-200-240-240-250 | S_LW-W_240 | |
| Laboratory-scale washing with detergent | 110-160-200-240-240-250 | S_LW-D_240 | |
| Laboratory-scale washing with water only | 110-160-210-260-260-270 | S_LW-W_260 | |
| Mixed municipal solid waste in Norway, plant N | Laboratory-scale washing with water only | 110-160-200-200-200-210 | N_LW-W_200 |
| Laboratory-scale washing with water only | 110-160-200-240-240-250 | N_LW-W_240 | |
| Laboratory-scale washing with detergent | 110-160-200-240-240-250 | N_LW-D_240 | |
| Laboratory-scale washing with water only | 110-160-210-260-260-270 | N_LW-W_260 | |
| Large-scale high-intensity washing | 110-160-200-200-200-210 | N_IW_200 | |
| Large-scale high-intensity washing | 110-160-200-240-240-250 | N_IW_240 | |
| Large-scale high-intensity washing | 110-160-210-260-260-270 | N_IW_260 |
| Sample | Tox (°C) | Mw (kDa) | PD | MFR (g/10 min) |
|---|---|---|---|---|
| S_LW-W_200 | 215 | 133 | 6.5 | 0.6 |
| S_LW-W_240 | 209 | 121 | 6.1 | 0.7 |
| S_LW-D_240 | 222 | 75 | 7.0 | 0.7 |
| S_LW-W_260 | 202 | 92 | 5.8 | 1.1 |
| N_LW-W_200 | 215 | 93 | 6.8 | 1.0 |
| N_LW-W_240 | 213 | 132 | 7.1 | 0.5 |
| N_LW-D_240 | 218 | 132 | 8.6 | 0.6 |
| N_LW-W_260 | 202 | 74 | 5.6 | 1.3 |
| N_IW_200 | 229 | 106 | 6.7 | 0.7 |
| N_IW_240 | 226 | 123 | 6.9 | 0.4 |
| N_IW_260 | 218 | 84 | 7.0 | 0.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boz Noyan, E.C.; Rehle, F.; Boldizar, A. Rheological and Functional Properties of Mechanically Recycled Post-Consumer Rigid Polyethylene Packaging Waste. Materials 2024, 17, 1855. https://doi.org/10.3390/ma17081855
Boz Noyan EC, Rehle F, Boldizar A. Rheological and Functional Properties of Mechanically Recycled Post-Consumer Rigid Polyethylene Packaging Waste. Materials. 2024; 17(8):1855. https://doi.org/10.3390/ma17081855
Chicago/Turabian StyleBoz Noyan, Ezgi Ceren, Franziska Rehle, and Antal Boldizar. 2024. "Rheological and Functional Properties of Mechanically Recycled Post-Consumer Rigid Polyethylene Packaging Waste" Materials 17, no. 8: 1855. https://doi.org/10.3390/ma17081855
APA StyleBoz Noyan, E. C., Rehle, F., & Boldizar, A. (2024). Rheological and Functional Properties of Mechanically Recycled Post-Consumer Rigid Polyethylene Packaging Waste. Materials, 17(8), 1855. https://doi.org/10.3390/ma17081855