
Influence of the Deformation Degree on the Evolution of the Microstructure and Properties of Al-10.0Zn-2.7Mg-2.3Cu Alloy During Short-Flow Thermo-Mechanical Treatment


Abstract
:1. Introduction
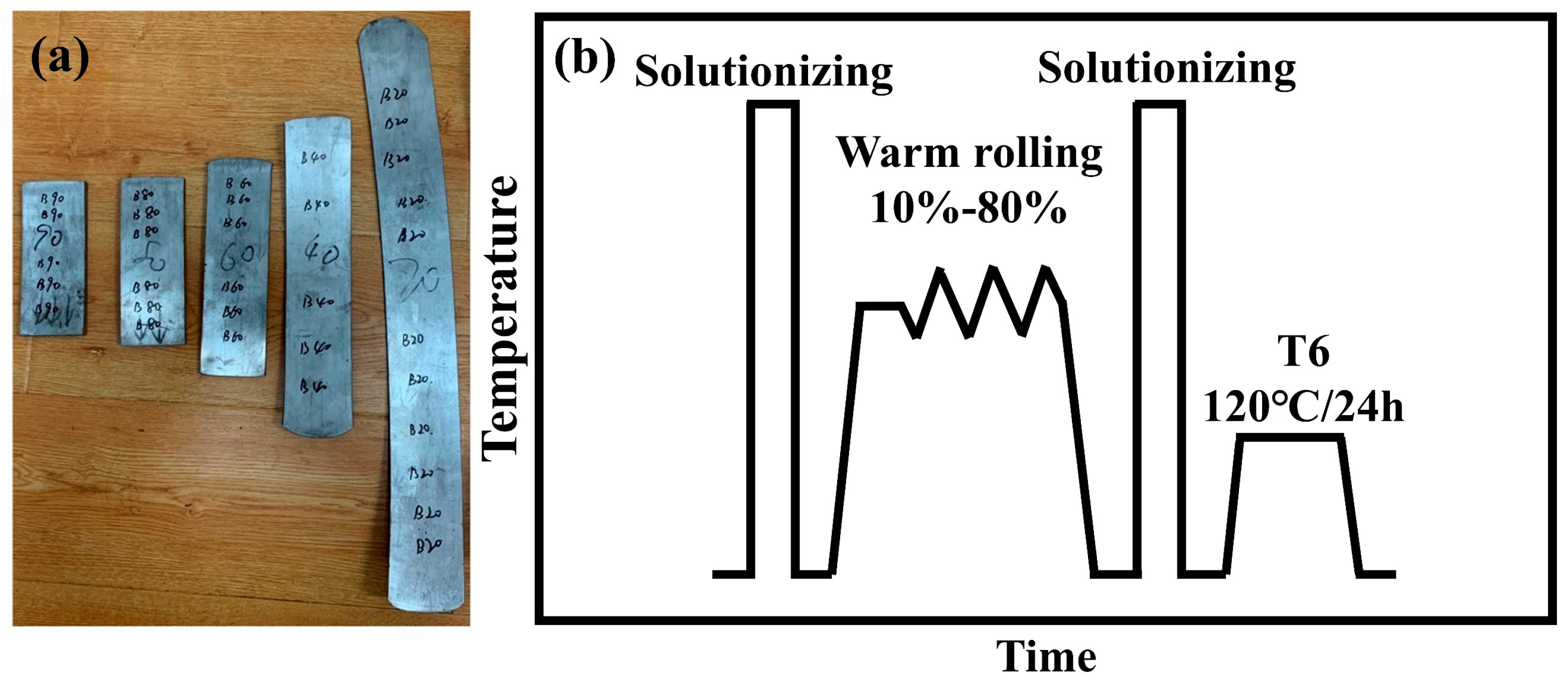
2. Experimental Details
3. Results
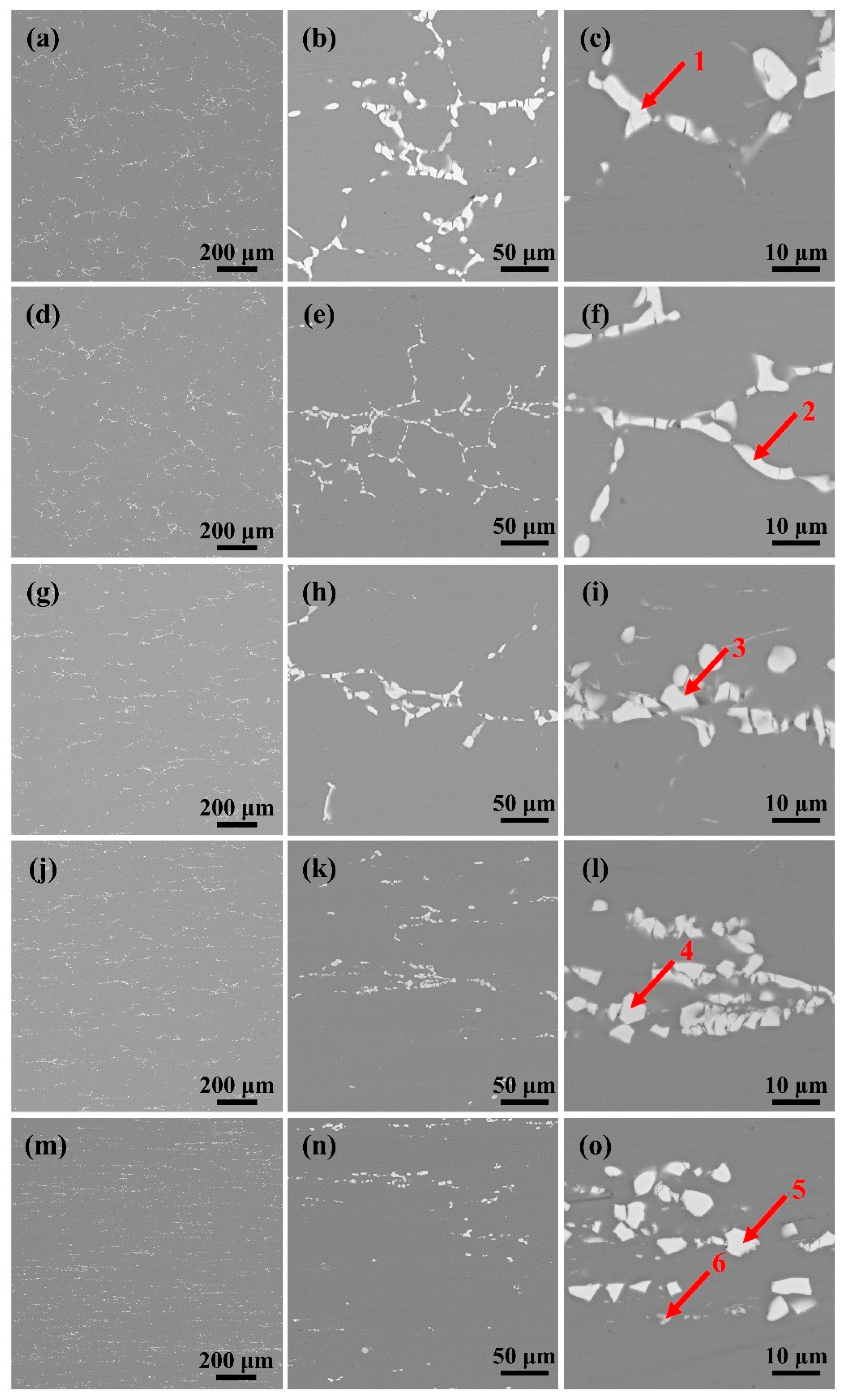
3.1. Second-Phase Distribution After Rolling
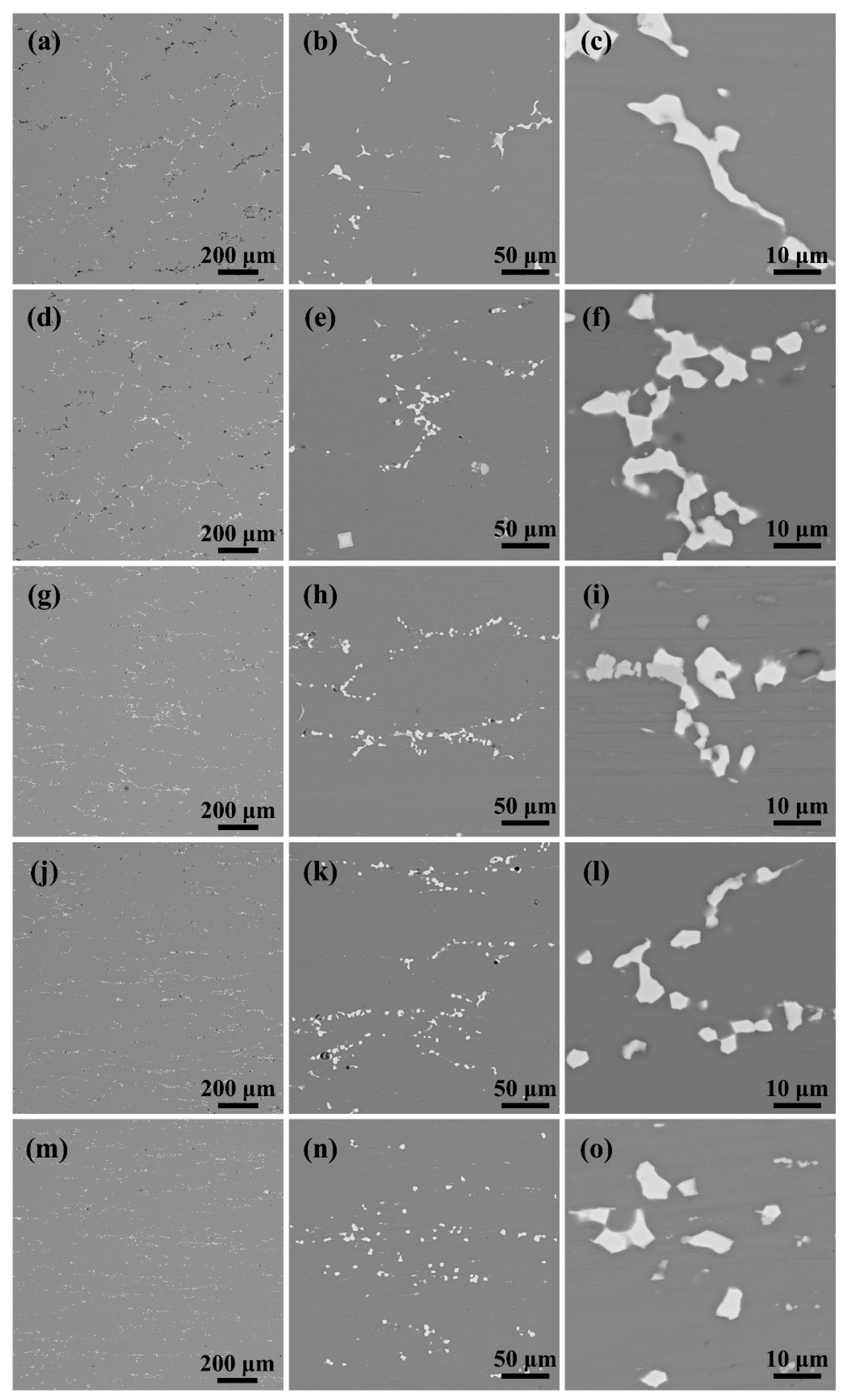
3.2. Second-Phase Distribution After Solution
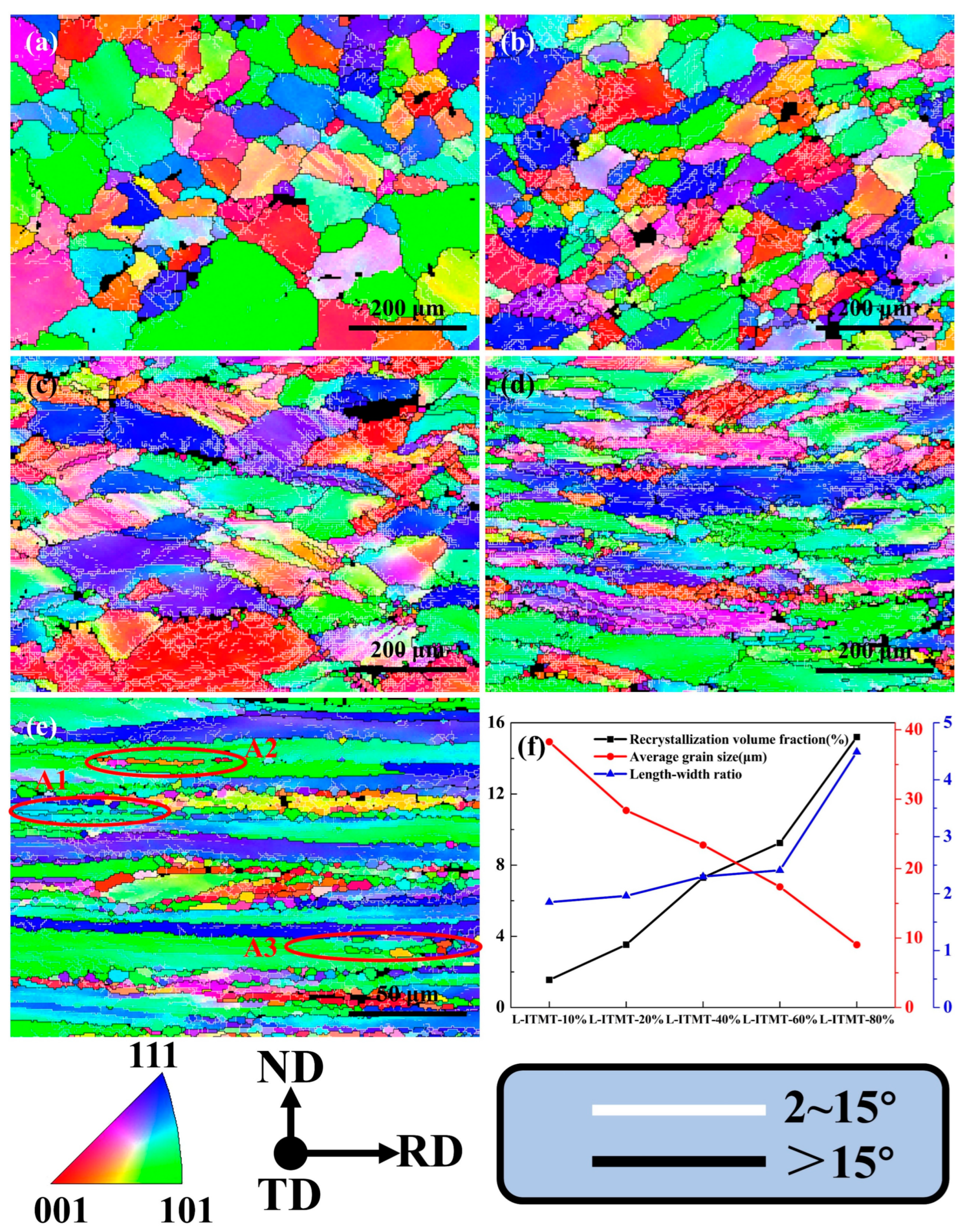
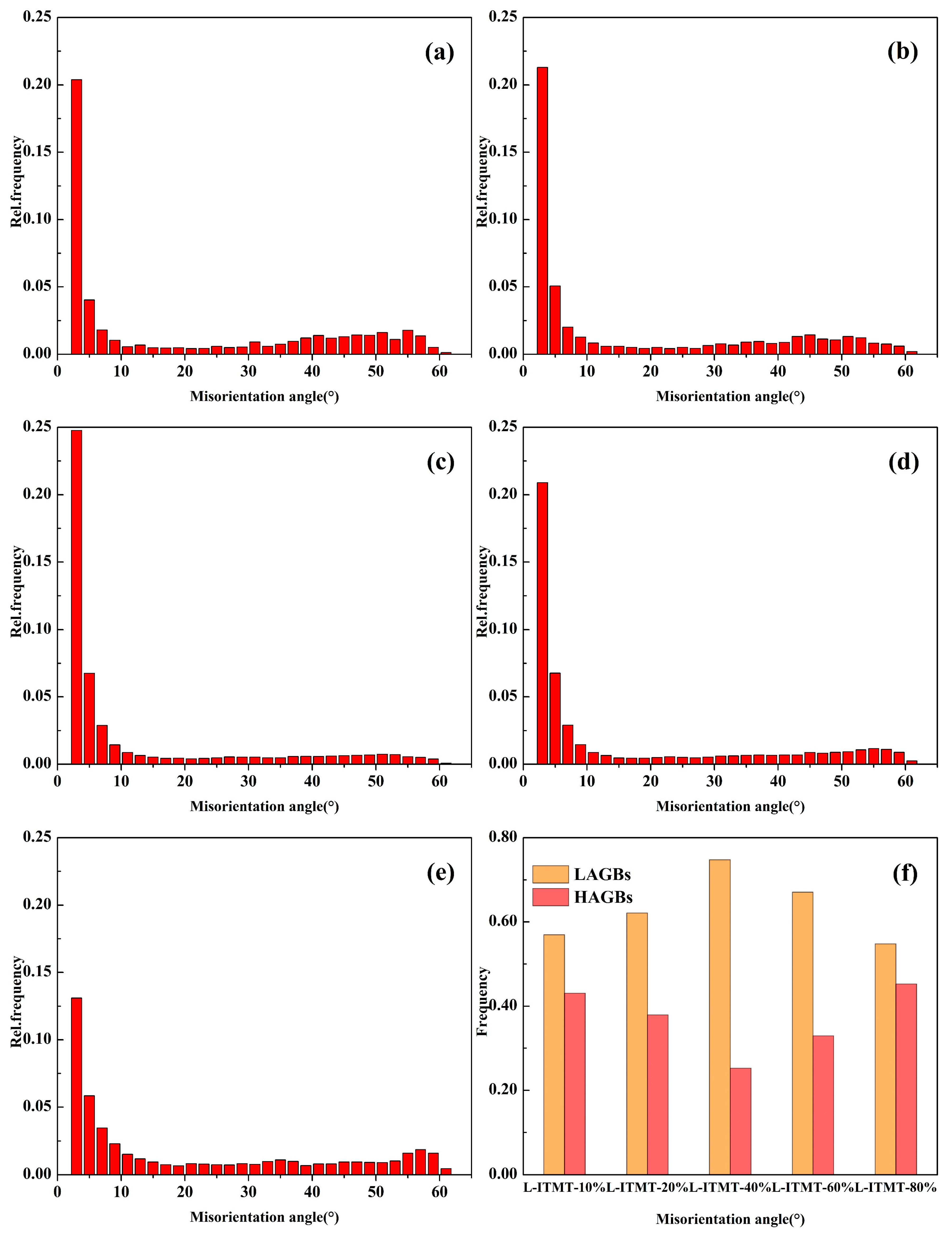
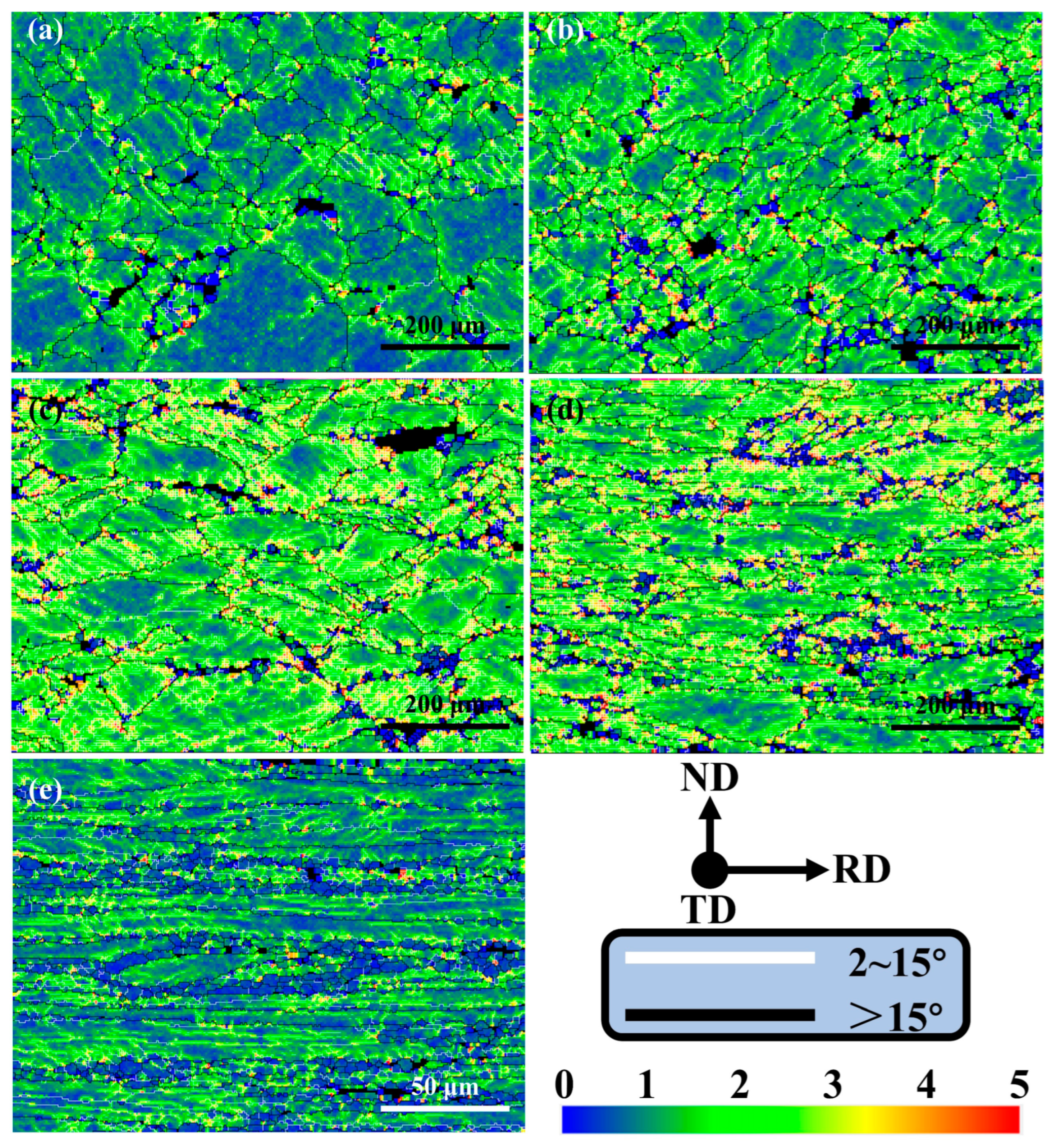
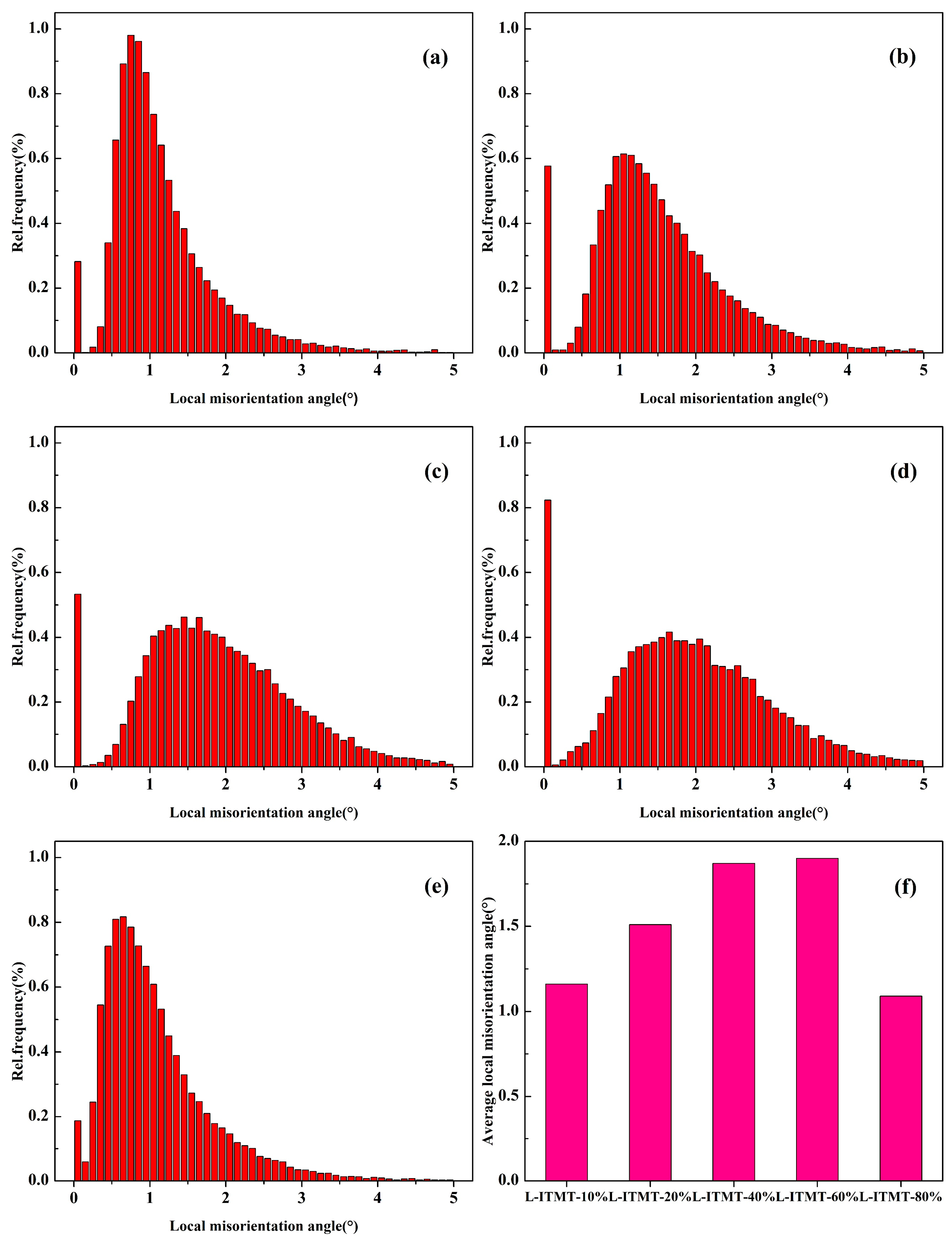
3.3. Recrystallization Differences After Solution
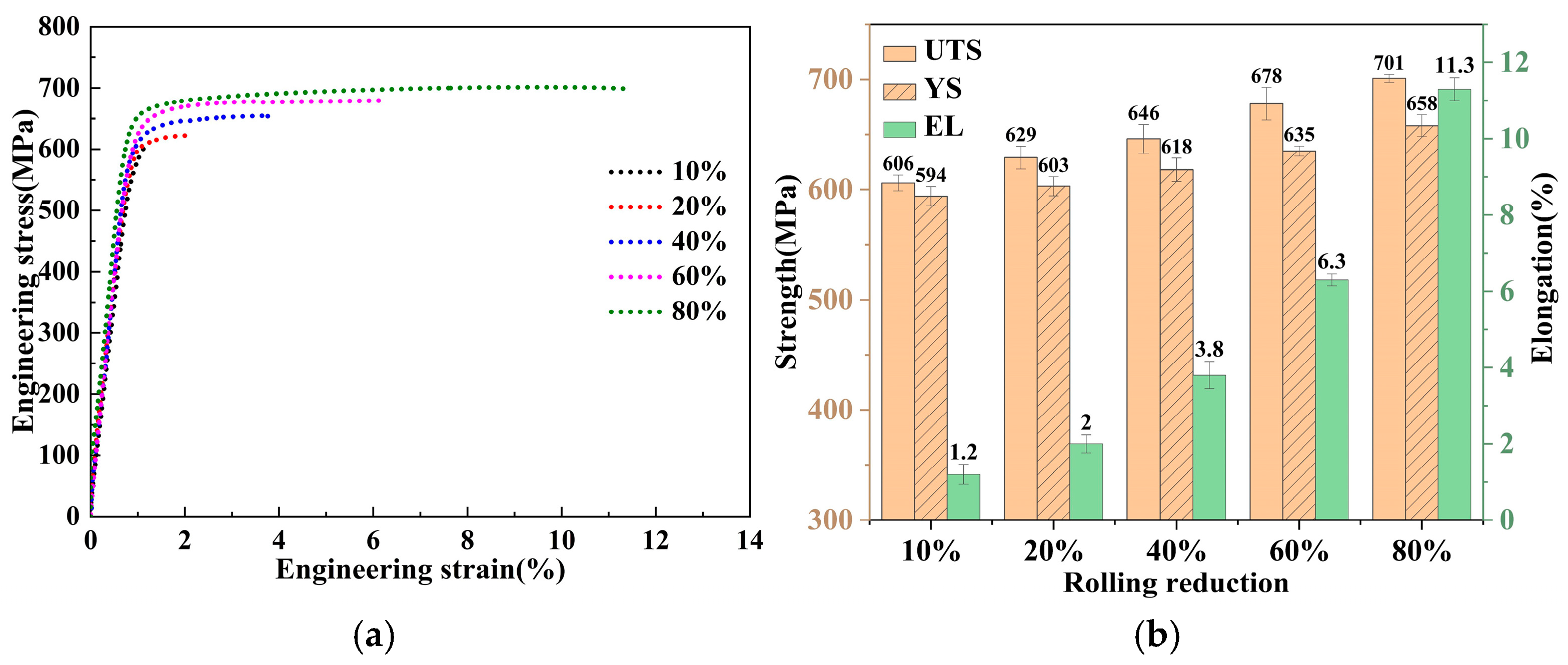
3.4. Mechanical Properties After Thermo-Mechanical Treatment
4. Discussion
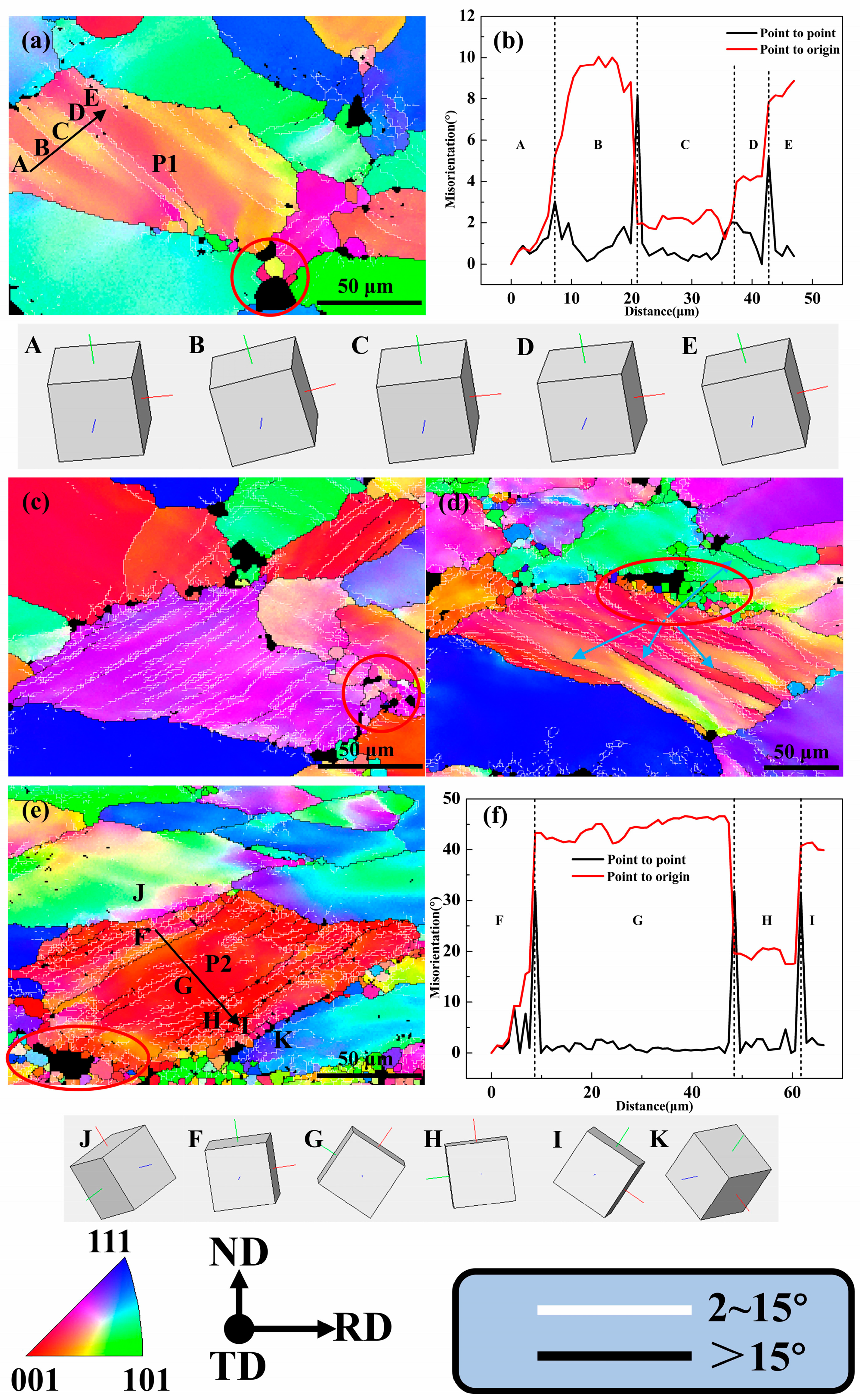
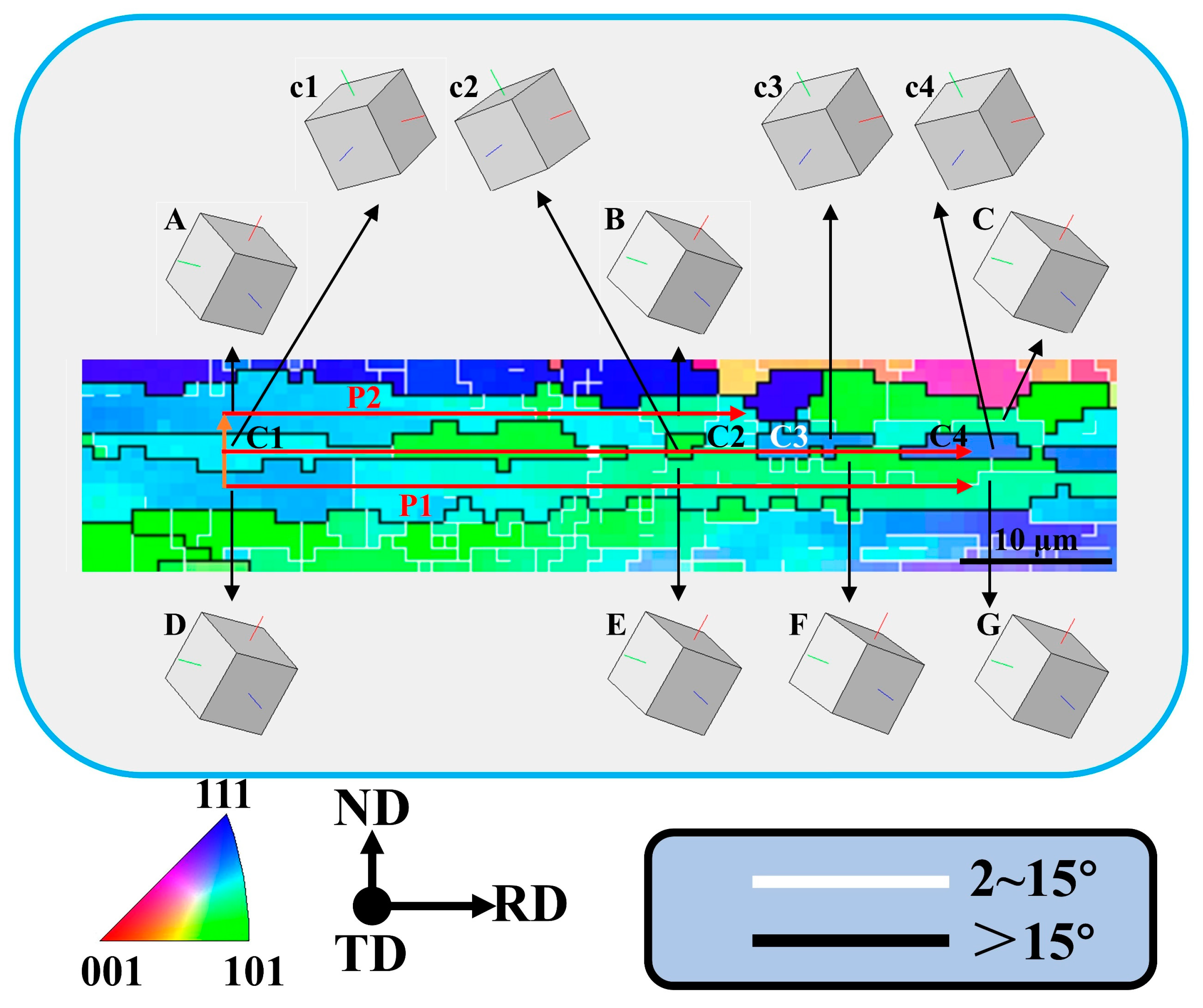
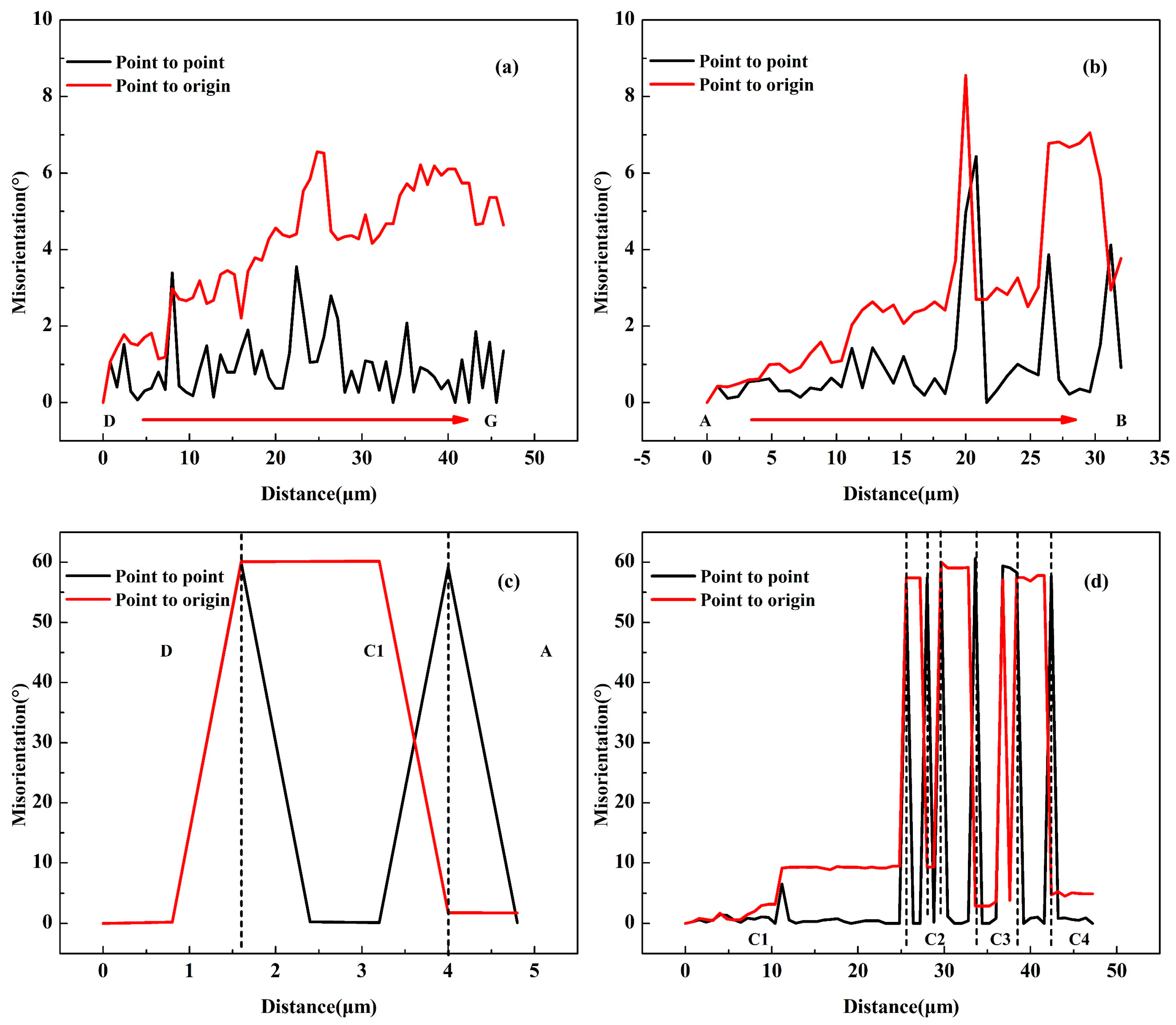
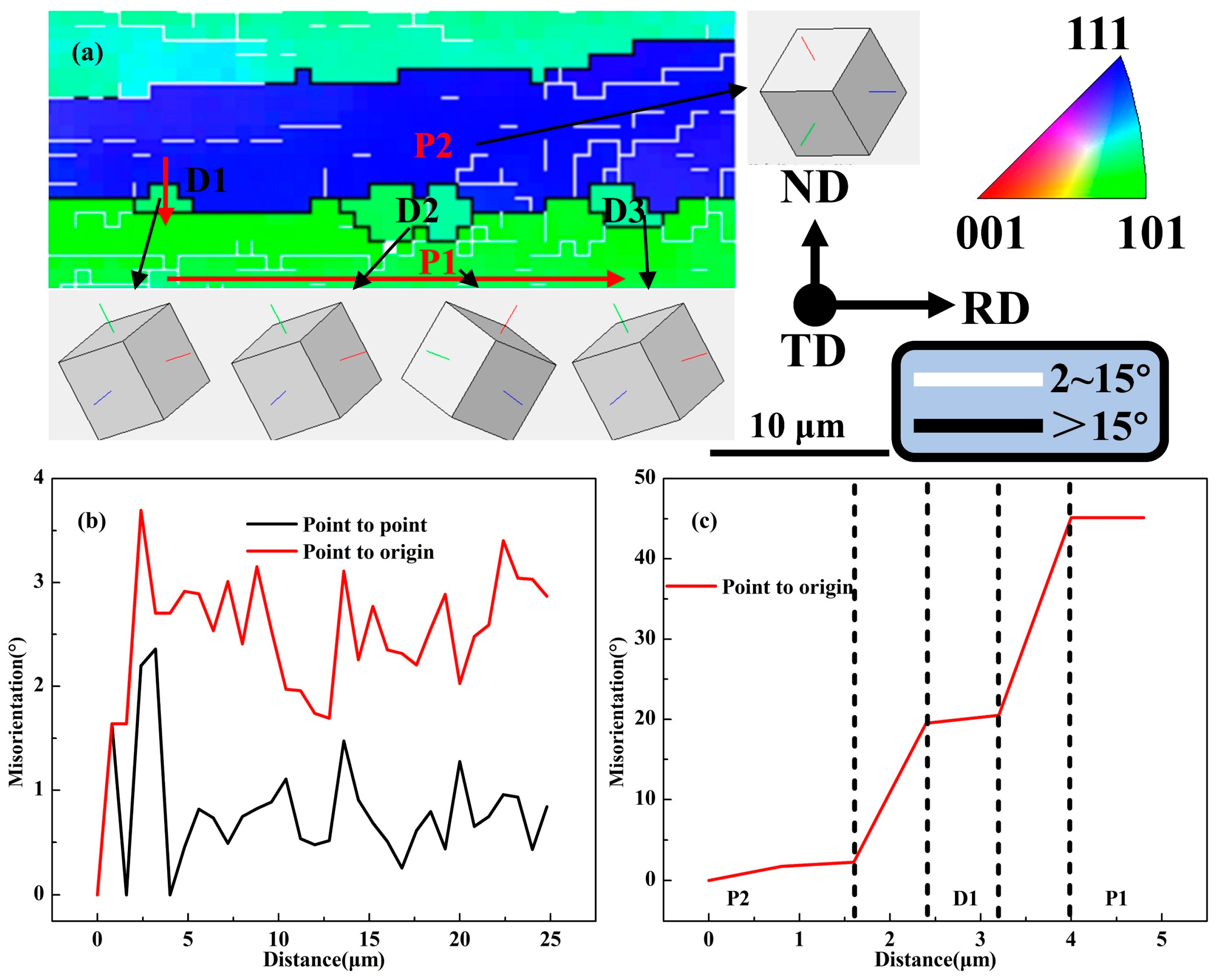
4.1. The Formation and Development of the Deformation Bonds
4.2. Geometric Recrystallization
4.3. Discontinuous Recrystallization
4.4. Particles Stimulate Nucleation
4.5. Formation of Fine-Grained Bands
4.6. Effect of Microstructure on Mechanical Properties
5. Conclusions
- (1)
- Increasing the rolling deformation from 10% to 80% during the short-flow thermo-mechanical treatment (TMT) process can effectively break up the second phase at the grain boundary, which effectively reduces the overburned second phase from 1.20% to 0.07% during the solid solution process. At the same time, the amount of dissolved second phase increases by 0.82%, which is very beneficial to the subsequent aging precipitation strengthening and improves the strength of the alloy.
- (2)
- Based on a comprehensive analysis of the grain size, kernel average misorientation (KAM) diagram, and recrystallization volume fraction, it is concluded that when the deformation amount in the L-ITMT process reaches 60%, the dominant mechanism changes from recovery to recrystallization.
- (3)
- During the process of increasing the deformation degree from 10% to 80%, the ultimate tensile strength (UTS) of the board increases from 606 MPa to 701 MPa, the yield strength (YS) increases from 594 MPa to 658 MPa, and the elongation (EL) increases significantly from 1.2% to 11.3%.
- (4)
- As the deformation increases, the deformation bands gradually transform from LAGBs to HAGBs and become flat. When the rolling reduction reaches 80%, the average aspect ratio of grains reaches 4.49 (the deformation band is nearly parallel to the RD direction and has a higher aspect ratio), which promotes the conditions for geometric recrystallization (GRX) or continuous recrystallization (CRX).
- (5)
- The particle-stimulated nucleation (PSN) effect can be observed at a deformation degree of 10% and becomes more significant with increasing strain. When the degree of deformation reaches 80%, the PSN effect is the main contributor to fine grains.
- (6)
- Under high-strain conditions, the formation of recrystallized grains includes three mechanisms, namely, discontinuous recrystallization (DRX), CRX, and PSN, but the main contributors to the formation of large-area fine-grained bands are CRX and PSN. This effectively reduces the average grain size (from 38.27 μm to 9.04 μm) of the alloy, slightly increases the strength of the alloy, and greatly improves the plasticity of the alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, J.; Li, F.G. Research Status and Prospective Properties of the Al-Zn-Mg-Cu Series Aluminum Alloys. Metals 2023, 13, 1329. [Google Scholar] [CrossRef]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Williams, J.C.; Starke, E.A. Progress in structural materials for aerospace systems11The Golden Jubilee Issue—Selected topics in Materials Science and Engineering: Past, Present and Future, edited by S. Suresh. Acta Mater. 2003, 51, 5775–5799. [Google Scholar] [CrossRef]
- Liu, Y.Y.; Zhao, Z.H.; Wang, G.S.; Qin, G.W. Effect of the over-aging degree on high cycle fatigue properties of an ultra-high strength Al-Zn-Mg-Cu alloy. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2024, 918, 147428. [Google Scholar] [CrossRef]
- Ma, G.N.; Zhu, S.Z.; Wang, D.; Xue, P.; Xiao, B.L.; Ma, Z.Y. Effect of heat treatment on the microstructure, mechanical properties and fracture behaviors of ultra-high-strength SiC/Al-Zn-Mg-Cu composites. Int. J. Miner. Metall. Mater. 2024, 31, 2233–2243. [Google Scholar] [CrossRef]
- Wang, W.Y.; Pan, Q.L.; Wang, X.D.; Han, M.X.; Liu, B.; Sun, Y.W.; Liu, X.F. Achieving high strength and ductility of Al-Zn-Mg-Cu alloys via laser shock peening and spray forming. Mater. Charact. 2024, 217, 114427. [Google Scholar] [CrossRef]
- Glavatskikh, M.V.; Gorlov, L.E.; Loginova, I.S.; Barkov, R.Y.; Khomutov, M.G.; Churyumov, A.Y.; Pozdniakov, A.V. Effect of Er on the Hot Deformation Behavior of the Crossover Al3Zn3Mg3Cu0.2Zr Alloy. Metals 2024, 14, 1114. [Google Scholar] [CrossRef]
- Liu, X.H.; Liu, Y.Z.; Zhou, Z.G.; Zhan, Q.K. Enhanced strength and ductility in Al-Zn-Mg-Cu alloys fabricated by laser powder b e d fusion using a synergistic grain-refining strategy. J. Mater. Sci. Technol. 2022, 124, 41–52. [Google Scholar] [CrossRef]
- Yuan, T.; Ren, X.L.; Chen, S.J.; Jiang, X.Q. Grain refinement and property improvements of Al-Zn-Mg-Cu alloy by heterogeneous particle addition during wire and arc additive manufacturing. J. Mater. Res. Technol. 2022, 16, 824–839. [Google Scholar] [CrossRef]
- Li, G.S.; Xu, S.K.; Wan, T.J.; Liu, H.T.; Xie, L.L.; Zhang, M.Y.; Li, J.H. Effect of intermediate-temperature severe plastic deformation on microstructure evolution, mechanical properties and corrosion behavior of an Al-Zn-Mg-Cu alloy. Mater. Charact. 2023, 205, 113248. [Google Scholar] [CrossRef]
- Sha, G.; Wang, Y.B.; Liao, X.Z.; Duan, Z.C.; Ringer, S.P.; Langdon, T.G. Influence of equal-channel angular pressing on precipitation in an Al-Zn-Mg-Cu alloy. Acta Mater. 2009, 57, 3123–3132. [Google Scholar] [CrossRef]
- Cepeda-Jiménez, C.M.; García-Infanta, J.M.; Rauch, E.F.; Blandin, J.J.; Ruano, O.A.; Carreño, F. Influence of Processing Severity During Equal-Channel Angular Pressing on the Microstructure of an Al-Zn-Mg-Cu Alloy. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2012, 43, 4224–4236. [Google Scholar] [CrossRef]
- Yang, Z.; Tang, J.; Mo, X.D.; Chen, W.T.; Fu, D.F.; Zhang, H.; Teng, J.; Jiang, F.L. Microstructure, mechanical properties, and strengthening mechanisms of ultra-high strength Al-Zn-Mg-Cu alloy prepared by continuous extrusion forming process. Mater. Des. 2024, 242, 112985. [Google Scholar] [CrossRef]
- Wen, C.Y.; Tang, J.; Chen, W.T.; Jiang, F.L.; Chen, Y.G.; Zhang, H.; Teng, J. Deformation mechanisms and mechanical properties of the high-strength and ductile Al-Zn-Mg-Cu alloys processed by repetitive continuous extrusion forming process with different heat treatments. J. Alloys Compd. 2023, 965, 171006. [Google Scholar] [CrossRef]
- Markushev, M.V.; Avtokratova, E.V.; Krymskiy, S.V.; Sitdikov, O.S. Effect of precipitates on nanostructuring and strengthening of high-strength aluminum alloys under high pressure torsion. J. Alloys Compd. 2018, 743, 773–779. [Google Scholar] [CrossRef]
- Mei, L.; Chen, X.P.; Ren, P.; Nie, Y.Y.; Huang, G.J.; Liu, Q. Effect of warm deformation on precipitation and mechanical properties of a cryorolled Al-Zn-Mg-Cu sheet. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2020, 771, 138608. [Google Scholar] [CrossRef]
- Mei, L.; Yang, M.J.; Chen, X.P.; Jin, Q.Q.; Wang, Y.Q.; Li, Y.M. Precipitate evolution and properties of an Al-Zn-Mg-Cu alloy processed by thermomechanical treatment. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2023, 867, 144716. [Google Scholar] [CrossRef]
- Kumar, A.; Mukhopadhyay, A.K.; Prasad, K.S. Superplastic behaviour of Al-Zn-Mg-Cu-Zr alloy AA7010 containing Sc. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2010, 527, 854–857. [Google Scholar] [CrossRef]
- Huo, W.T.; Shi, J.T.; Hou, L.G.; Zhang, J.S. An improved thermo-mechanical treatment of high-strength Al-Zn-Mg-Cu alloy for effective grain refinement and ductility modification. J. Mater. Process. Technol. 2017, 239, 303–314. [Google Scholar] [CrossRef]
- Wang, F.; Zhang, X.Q.; He, J.Y.; Huang, D.N.; Rahimov, R.V.; Mansurov, Y.N.; Wang, Z.W.; Song, M. Superb mechanical properties of a novel high-Zn Al alloy processed via two-step thermomechanical treatments. Mater. Lett. 2024, 369, 136747. [Google Scholar] [CrossRef]
- Di Russo, E.; Conserva, M.; Buratti, M.; Gatto, F. A new thermo-mechanical procedure for improving the ductility and toughness of Al-Zn-Mg-Cu alloys in the transverse directions. Mater. Sci. Eng. 1974, 14, 23–36. [Google Scholar] [CrossRef]
- Waldman, J.; Sulinski, H.; Markus, H. Effect of Ingot Processing Treatments on the Grain Size and Properties of Al Alloy 7075. Metall. Trans. 1974, 5, 573–584. [Google Scholar] [CrossRef]
- Wert, J.A.; Paton, N.E.; Hamilton, C.H.; Mahoney, M.W. Grain Refinement IN 7075 Aluminum by Thermomechanical Processing. Metall. Trans. A Phys. Metall. Mater. Sci. 1981, 12, 1267–1276. [Google Scholar] [CrossRef]
- Málek, P.; Cieslar, M. The influence of processing route on the plastic deformation of Al-Zn-Mg-Cu alloys. Mater. Sci. Eng. A 2002, 324, 90–95. [Google Scholar] [CrossRef]
- Kumar, A.; Mukhopadhyay, A.K.; Prasad, K.S. Superplastic Behavior of a High-Strength Al-Zn-Mg-Cu-Zr Alloy. Metall. Mater. Trans. A 2009, 40, 278–281. [Google Scholar] [CrossRef]
- Deschamps, A.; Fribourg, G.; Bréchet, Y.; Chemin, J.L.; Hutchinson, C.R. In situ evaluation of dynamic precipitation during plastic straining of an Al-Zn-Mg-Cu alloy. Acta Mater. 2012, 60, 1905–1916. [Google Scholar] [CrossRef]
- Zou, L.; Pan, Q.L.; He, Y.B.; Wang, C.Z.; Liang, W.J. Effect of minor Sc and Zr addition on microstructures and mechanical properties of Al-Zn-Mg-Cu alloys. Trans. Nonferrous Met. Soc. China 2007, 17, 340–345. [Google Scholar] [CrossRef]
- Li, W.B.; Pan, Q.L.; Zou, L.; Liang, W.J.; He, Y.B.; Liu, J.S. Effects of minor Sc on the microstructure and mechanical properties of Al-Zn-Mg-Cu-Zr based alloys. Rare Met. 2009, 28, 102–106. [Google Scholar] [CrossRef]
- Ye, J.; Pan, Q.L.; Liu, B.; Hu, Q.; Qu, L.F.; Wang, W.Y.; Wang, X.D. Effects of co-addition of minor Sc and Zr on aging precipitates and mechanical properties of Al-Zn-Mg-Cu alloys. J. Mater. Res. Technol. 2023, 22, 2944–2954. [Google Scholar] [CrossRef]
- Drury, M.R.; Humphreys, F.J. The development of microstructure in Al-5% Mg during high temperature deformation. Acta Metall. 1986, 34, 2259–2271. [Google Scholar] [CrossRef]
- Alauddin, M.; El Baradie, M.A.; Hashmi, M.S.J. Optimization of surface finish in end milling Inconel 718. J. Mater. Process. Technol. 1996, 56, 54–65. [Google Scholar] [CrossRef]
- Terlinde, G.; Luetjering, G. Influence of Grain Size and Age-Hardening on Dislocation Pile-Ups and Tensile Fracture for a Ti-AI Alloy. Metall. Trans. A 1982, 13, 1283–1292. [Google Scholar] [CrossRef]
- Goloborodko, A.; Ito, T.; Yun, X.; Motohashi, Y.; Itoh, G. Friction Stir Welding of a Commercial 7075-T6 Aluminum Alloy: Grain Refinement, Thermal Stability and Tensile Properties. Mater. Trans. 2004, 45, 2503–2508. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Zn | Mg | Cu | Zr | Sc | Al |
|---|---|---|---|---|---|---|
| wt% | 10.09 | 2.73 | 2.28 | 0.11 | 0.12 | Bal |
| Point | Al | Cu | Zn | Mg | Fe | Identified Phase |
|---|---|---|---|---|---|---|
| 1 | 39.19 | 13.35 | 21.07 | 26.39 | 0.00 | T |
| 2 | 39.72 | 12.78 | 24.63 | 22.87 | 0.00 | T |
| 3 | 35.66 | 14.09 | 22.71 | 27.54 | 0.00 | T |
| 4 | 31.35 | 7.24 | 28.96 | 32.45 | 0.00 | T |
| 5 | 36.45 | 9.81 | 28.39 | 25.35 | 0.00 | T |
| 6 | 72.51 | 13.41 | 4.96 | 3.78 | 5.34 | Al7Cu2Fe |
| Reduction | Remaining Second Phase | Burnt Second Phase | Undissolved Second Phase |
|---|---|---|---|
| 10% | 1.09 | 1.20 | 2.29 |
| 20% | 1.23 | 0.75 | 1.98 |
| 40% | 1.34 | 0.49 | 1.83 |
| 60% | 1.39 | 0.27 | 1.68 |
| 80% | 1.40 | 0.07 | 1.47 |
| Rolling Reduction | VFRx (%) | Aspect Ratio | FLAGBs (%) | FHAGBs (%) | Average Grain Size (μm) |
|---|---|---|---|---|---|
| 10% | 1.55 | 1.85 | 0.57 | 0.43 | 38.27 |
| 20% | 3.53 | 1.96 | 0.62 | 0.38 | 28.38 |
| 40% | 7.30 | 2.30 | 0.75 | 0.25 | 23.40 |
| 60% | 9.25 | 2.41 | 0.67 | 0.33 | 17.37 |
| 80% | 13.90 | 4.49 | 0.55 | 0.45 | 9.04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Zhao, Y.; Huang, Y.; Liu, Y.; Cheng, J. Influence of the Deformation Degree on the Evolution of the Microstructure and Properties of Al-10.0Zn-2.7Mg-2.3Cu Alloy During Short-Flow Thermo-Mechanical Treatment. Materials 2025, 18, 554. https://doi.org/10.3390/ma18030554
Li H, Zhao Y, Huang Y, Liu Y, Cheng J. Influence of the Deformation Degree on the Evolution of the Microstructure and Properties of Al-10.0Zn-2.7Mg-2.3Cu Alloy During Short-Flow Thermo-Mechanical Treatment. Materials. 2025; 18(3):554. https://doi.org/10.3390/ma18030554
Chicago/Turabian StyleLi, Hao, Yongxing Zhao, Yuanchun Huang, Yu Liu, and Junhua Cheng. 2025. "Influence of the Deformation Degree on the Evolution of the Microstructure and Properties of Al-10.0Zn-2.7Mg-2.3Cu Alloy During Short-Flow Thermo-Mechanical Treatment" Materials 18, no. 3: 554. https://doi.org/10.3390/ma18030554
APA StyleLi, H., Zhao, Y., Huang, Y., Liu, Y., & Cheng, J. (2025). Influence of the Deformation Degree on the Evolution of the Microstructure and Properties of Al-10.0Zn-2.7Mg-2.3Cu Alloy During Short-Flow Thermo-Mechanical Treatment. Materials, 18(3), 554. https://doi.org/10.3390/ma18030554