
A Review of Simulation Tools Utilization for the Process of Laser Powder Bed Fusion




Abstract
:1. Introduction
1.1. Process L-PBF
1.2. Possibilities of Predicting Negative Impacts in the L-PBF Process
1.3. Importance, Impact and Simulation of Metal Powders in the L-PBF Process
1.4. Application of Metal Additive Manufacturing Technology
2. Simulation Softwares in the Metal Additive Manufacturing Environment
2.1. CAD Models and Their Importance for the L-PBF Process
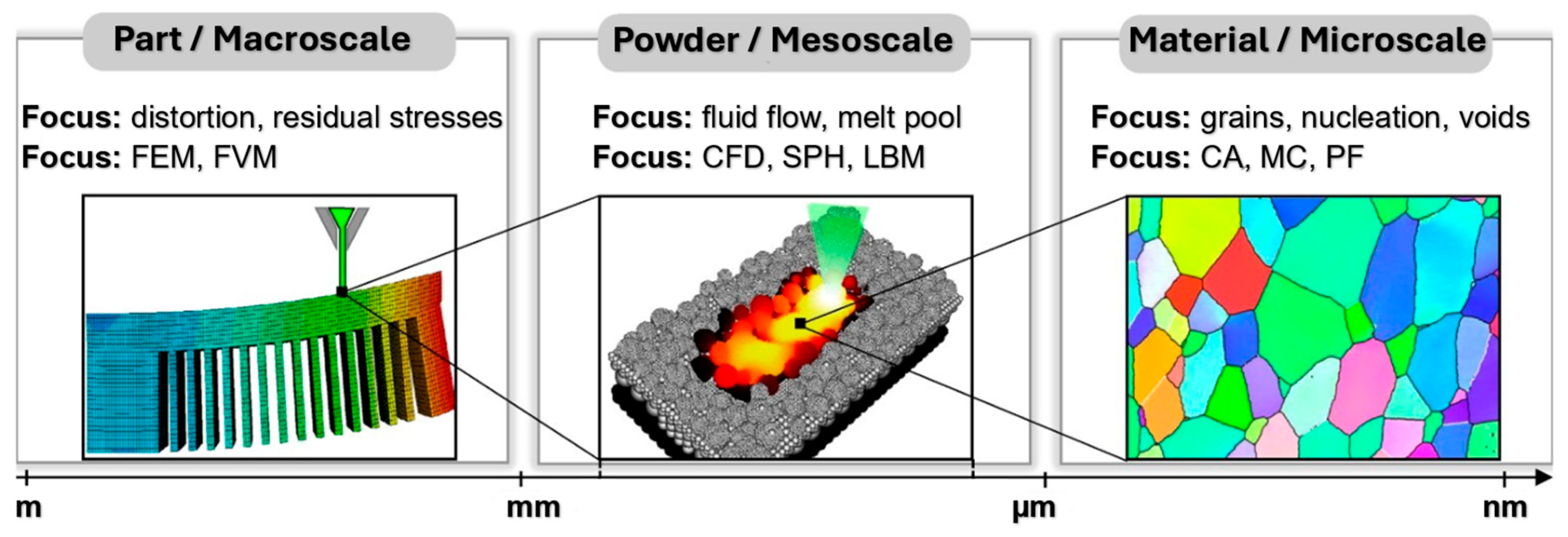
2.2. Multiphysics Simulations of the L-PBF Process and Their Characteristics
- The microscale represents phenomena near the laser mass (melting pool generation, the role of interfacial forces in its development and fluid convention). At this scale, denudation, i.e., the formation of defects, can be detected, and the thermal cooling rate, which influences the microstructure, can also be captured. Overall, it includes the phase transformation in the solid state, the grain structure, the direction of their orientation, etc. [203].
- Mesoscale measures melt analysis and stress modeling without considering the effect of phase transition in the solid phase [204]. However, it allows scanning a given layer’s entire layer or regions (scanning pattern). It can also observe factors affecting the local cooling time, such as the scanning pattern’s width, the scanning vector’s length, the flow of molten liquids, and melting and solidification (Marangoni effect) [205].
- The macroscale represents factors such as powder, part geometry (overhangs, element thickness), the influence of the structural plate acting as a heat sink, and conduction through supports. This type of scale also allows tracking defects such as cracks, support separation, residual stress, or deformations [206,207].
2.3. Programs for Simulating the L-PBF Process
2.3.1. Simufact Additive 2022
2.3.2. Ansys Additive
2.3.3. Deform
2.3.4. Amphyon
2.3.5. Netfabb Simulation
2.3.6. VGSTUDIO MAX
2.3.7. AscentAM
2.3.8. Altair Inspire Print3D 2020
3. Real Use of Simulation Tools for the L-PBF Process
- Section 3.1. Thermal phenomena taking place in the process
- Section 3.2. Part orientation and creation of support material
- Section 3.3. Volume fraction
- Section 3.4. Deformation of the part
- Section 3.5. Residual Stress
- Section 3.6. Shape deviation

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Marking | Sample Dimension XYZ [mm] | Name of the Part | Reference |
|---|---|---|---|
| Figure 1 | 110 × 55 × 41 | slide cylinder model | [285] |
| Figure 2 | 200 × 94 × 62 | aircraft part | [185] |
| Figure 3 | diameter 10 | tensile test sample | [286] |
| Figure 4 | 134 × 162 × 40 | part | [287] |
| Figure 5 | 10 × 20 × 25 | parts with the circular inner channel | [288] |
| Figure 6 | 178 × 78.5 × 19.34 | clutch lever | [289] |
| Figure 7 | 140 × 100 × 85 | rocker arm for racing car | [290] |
| Figure 8 | 135 × 80 × 65 | electric motor mounting bracket | [291] |
| Figure 9 | 60 × 40 × 43 | tibial component | [292] |
| Figure 10 | 10 × 20 × 12 | bridge-shaped geometry | [293] |
| Figure 11 | 220 × 58 × 50 | motorcycle brake pedal | [294] |
| Figure 12 | 127 × 12.7 × 18.5 | double cantilever bridge | [295] |
| Figure 13 | 8 × 8 × 1 | model | [296] |
3.1. Thermal Phenomena Taking Place in the Process
| Reference | Material | Software | Laser Power [W] | Scanning Speed [mm/s] | Layer Thickness [µm] | Hatching Distance [mm] | Molten Area Width [µm] | Molten Area Depth |
|---|---|---|---|---|---|---|---|---|
| [297] | AlCu5MnCdVA | EDEM | 300 | 500 | 50 | 0.07 | 140 | 50 |
| [298] | AISI 316 L | ANSYS | 100 | 300 | 50 | 0.075 | 220–380 | 400–630 |
| [299] | Cu-Cr-Zr alloy | FLUENT | 430 | 600 | 61 | 152.54 | 139.20 |
3.2. Build Orientation
| References | Software | Material | Laser Power [W] | Scanning Speed [mm/s] | Layer Thickness [µm] | Hatching Distance [mm] | Element Size [mm] | Results [mm3] |
|---|---|---|---|---|---|---|---|---|
| [285] | Autodesk Netfabb | AISI 316 L | 200 | 650 | 50 | 0.11 | 1 | 28.888 |
| [287] | Simufact Additive 2022 | AlSi10Mg | 200 | 800 | 30 | 0.08 | 2 | 14.946 |
| [290] | ANSYS 2020R1 | Ti6Al4V | 200 | 600 | 20 | 0.1 | 1 | 10.1 g |
| [289] | Simufact Additive | AlSi10Mg | 195 | 800 | 30 | 0.09 | 1 | 12.586 |
| [185] | Simufact Additive 2022 | AlSi10Mg | 200 | 800 | 30 | 0.08 | 2 | 42.693 |
| [292] | Simufact Additive 2020 | Ti-6Al-4V | 180 | 1250 | 30 | 0.105 | 0.5–1.5 | 1560 |
3.3. Volume Fraction
| References | Software | Material | Laser Power [W] | Scanning Speed [mm/s] | Layer Thickness [µm] | Hatching Distance [mm] | Element Size [mm] |
|---|---|---|---|---|---|---|---|
| [285] | ANSYS 2020R1 | AISI 316 L | 200 | 650 | 50 | 0.11 | 1 |
| [286] | Simufact Additive 2020 | AISI 316 L | 195 | 800 | 20 | 0.09 | 1 |
| [185] | Simufact Additive 2022 | AlSi10Mg | 200 | 500 | 30 | 0.07 | 2 |
| [288] | Simufact Additive 2023 | MS 300 | 200 | 350 | 30 | 0.12 | 1 |
| [287] | Simufact Additive 2022 | AlSi10Mg | 200 | 800 | 30 | 0.08 | 2 |
3.4. Distortion
| References | Software | Material | Laser Power [W] | Scanning Speed [mm/s] | Layer Thickness [µm] | Hatching Distance [mm] | Element Size [mm] | Results [mm] |
|---|---|---|---|---|---|---|---|---|
| [292] | Simufact Additive 2020 | Ti-6Al-4V | 180 | 1250 | 30 | 0.105 | 0.5–1.5 (1) | 0 ÷ 0.05 |
| [291] | Simufact Additive | 350 | 350 | 1150 | 50 | 0.17 | 2.12 (2) | 36% |
| [293] | Simufact Additive 2020 | AISI 316 L | 400 | - | 50 | - | (3) | 0.04 |
| [288] | Simufact Additive 2023 | MS 300 | 200 | 350 | 30 | 0.12 | 1 (4) | 0 ÷ 0.1 |
| [295] | Simufact Additive 3.1 | Inconel 718 | 350 | 1150 | 50 | 0.17 | 2.12 | 0 ÷ 0.19 |
3.5. Equivalent Stress
| References | Software | Material | Laser Power [W] | Scanning Speed [mm/s] | Layer Thickness [µm] | Hatching Distance [mm] | Element Size [mm] | Results [MPa] |
|---|---|---|---|---|---|---|---|---|
| [290] | ANSYS 2020R1 | Ti6Al4V | 200 | 600 | 20 | 0.1 | 1 | 200 ÷ 600 |
| [295] | Simufact Additive 3.1 | Inconel 718 | 350 | 1150 | 50 | 0.17 | 2.12 | 1400 ÷ 1600 |
| [288] | Simufact Additive 2023 | MS 300 | 200 | 350 | 30 | 0.12 | 1 | 470 ÷ 620 |
| [294] | Simufact Additive 2021 | AISI 316 L | 200 | 650 | 50 | 0.11 | 2 | 362 ÷ 504 |
| [296] | ABAQUS | In718 | 600 | 1000 | 30 | 0.4 | 0.2 × 0.2 × 0.015 mm | 1202 |
3.6. Shape Deviation
| References | Software | Material | Laser Power [W] | Scanning Speed [mm/s] | Layer Thickness [µm] | Hatching Distance [mm] | Element Size [mm] | Results [mm] |
|---|---|---|---|---|---|---|---|---|
| [288] | Simufact Additive 2023 | MS 300 | 200 | 350 | 30 | 0.12 | 1 | −0.1 ÷ 0.1 |
| [320] | Simufact Additive 2020 | AISI 316 L | 200 | 650 | 50 | 0.11 | 2 | 0.76 |
| [285] | Autodesk Netfabb | AISI 316 L | 200 | 650 | 50 | 0.11 | 1 | 0.6 ÷ 0.7 |
| [289] | Simufact Additive | AlSi10Mg | 195 | 800 | 30 | 0.09 | 1 | −0.03 ÷ 0.04 |
| [185] | Simufact Additive 2022 | AlSi10Mg | 200 | 800 | 30 | 0.08 | 2 | −0.11 ÷ 0.06 |
4. Discussion
| Software Features | Edem | Ansys Additive 2020R1 | Fluent | Netfabb | Simufact Additive 2022 | Amphyon | Abaqus |
|---|---|---|---|---|---|---|---|
| Import support | no | no | no | yes | yes | yes | no |
| Porosity | yes | no | yes | no | no | no | no |
| Microstructure evaluation | yes | no | yes | no | not included in this version | no | yes |
| Displacement | no | yes | yes | yes | yes | yes | yes |
| Building job simulation | no | yes | yes | yes | yes | yes | yes |
| Stress | no | yes | yes | yes | yes | yes | yes |
| Heating treatment simulation | yes | no | yes | yes | yes | yes | yes |
| Orientation suggestion | no | no | no | no | yes | yes | yes |
| Input file format | - | .stl | - | .stl | .stl | .stl, obj | - |
| Output file format | - | .avz, VTK, .stl, CSV | - | .stl, CLI | .stl | .stl, CLI | - |
| Recoater crash | no | yes | no | yes | yes | yes | no |
| HIP | no | no | no | no | yes | no | yes |
| Shrinkage prediction | no | yes | yes | yes | yes | yes | yes |
| Hot spot | yes | yes | yes | yes | no | no | no |
| Roughness prediction | no | no | no | no | yes | no | no |
| Displacement in support | no | yes | yes | yes | yes | yes | yes |
| Estimated print time | no | no | yes | yes | yes | no | yes |
| Defect distribution | yes | no | yes | no | yes | no | yes |
5. Conclusions
- Simulation tools can identify adverse phenomena occurring in the production processes.
- They reflect the functioning of systems in the production environment, which are subjected to various analyses.
- With their help, it is possible to test the validity of the proposed conceptual and model solutions without making actual changes in the production system, which would incur significant expenses.
- Simulation tools have evolved to have a measurable impact on the design and production of quality parts. However, in the case of design, it is not only about the traditional product design, i.e., the geometry of the part but also about the design of the parameters of the machine structure, the orientation of the part, the choice of the geometry of the support formation, and the steps of subsequent processing.
Author Contributions
Funding
Conflicts of Interest
References
- Bidulsky, R.; Gobber, F.S.; Bidulska, J.; Ceroni, M.; Kvackaj, T.; Grande, M.A. Coated Metal Powders for Laser Powder Bed Fusion (L-PBF) Processing: A Review. Metals 2021, 11, 1831. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Krakhmalev, P.; Yadroitsava, I. Selective laser melting of Ti6Al4V alloy for biomedical applications: Temperature monitoring and microstructural evolution. J. Alloys Compd. 2014, 583, 404–409. [Google Scholar] [CrossRef]
- Brandt, M.; Sun, S.; Leary, M.; Feih, S.; Elambasseril, J.; Liu, Q. High-Value SLM Aerospace Components: From Design to Manufacture. Adv. Mater. Res. 2013, 633, 135–147. [Google Scholar] [CrossRef]
- Venkata, K.A.; Uppaluri, R.; Schob, B.; Zopp, C.; Kordaß, R.; Bohlen, J.; Höfemann, M.; Kasprowicz, M.; Pawlak, A.; Chlebus, E. Accurate numerical prediction of thermo-mechanical behaviour and phase fractions in SLM components of advanced high strength steels for automotive applications. Technol. Lightweight Struct. 2022, 5, 41–50. [Google Scholar] [CrossRef]
- Kladovasilakis, N.; Tsongas, K.; Tzetzis, D. Metal Additive Manufacturing: Design, Performance, and Applications. Materials 2025, 18, 545. [Google Scholar] [CrossRef]
- Lu, L.X.; Sridhar, N.; Zhang, Y.W. Phase field simulation of powder bed-based additive manufacturing. Acta Mater. 2018, 144, 801–809. [Google Scholar] [CrossRef]
- Manurung, Y.H.P.; Taufek, T.; Adenan, M.S.; Hussein, N.I.S.; Aminallah, M.M.; Jamaludin, F.I.; Papadakis, L.; Sallem, H. Optimizing novel multi-scaled simulation method for deviation analysis of generatively designed aileron bracket using laser powder bed Fusion. Int. J. Adv. Manuf. Technol. 2024, 132, 5855–5871. [Google Scholar] [CrossRef]
- Tucho, W.M.; Bjørge, O.K.; Bista, S.; Nedreberg, M.L.; Hansen, V.F. Comparative Studies of Mechanical Properties and Microstructure of LPBF-Fabricated Virgin and Reused 316 L Stainless Steel. In Analytical and Experimental Methods in Mechanical and Civil Engineering, OES 2023; Structural, Integrity; Pavlou, D., Correia, J.A.F.O., Fazeres-Ferradosa, T., Gudmestad, O.T., Siriwardane, S.C., Lemu, H., Ersdal, G., Liyanage, J.P., Hansen, V., et al., Eds.; Springer: Cham, Switzerland, 2024; Volume 28, pp. 27–56. [Google Scholar] [CrossRef]
- Larimian, T.; Almangour, B.; Grzesiak, D.; Walunj, G.; Borkar, T. Effect of Laser Spot Size, Scanning Strategy, Scanning Speed, and Laser Power on Microstructure and Mechanical Behavior of 316 L Stainless Steel Fabricated via Selective Laser Melting. J. Mater. Eng. Perform. 2021, 31, 2205–2224. [Google Scholar] [CrossRef]
- Ren, N.; Li, J.; Zhang, R.; Panwisawas, C.; Xia, M.; Dong, H.; Li, J. Solute trapping and non-equilibrium microstructure during rapid solidification of additive manufacturing. Nat. Commun. 2023, 14, 7990. [Google Scholar] [CrossRef]
- Ibhadode, O.; Zhang, Z.; Sixt, J.; Nsiempba, K.M.; Orakwe, J.; Marchese, A.M.; Shahabad, S.I.; Bonakdar, A.; Toyserkani, E. Topology optimization for metal additive manufacturing: Current trends, challenges, and future outlook. Virtual Phys. Prototyp. 2023, 18, e2181192. [Google Scholar] [CrossRef]
- Bogdanova, M.; Chernyshikhin, S.; Zakirov, A.; Zotov, B.; Fedorenko, L.; Belousov, S.; Perepelkina, A.; Korneev, B.; Lyange, M.; Pelevin, I.; et al. Mesoscale Simulation of Laser Powder Bed Fusion with an Increased Layer Thickness for AlSi10Mg Alloy. J. Manuf. Mater. Process. 2024, 8, 7. [Google Scholar] [CrossRef]
- Mohammadian, N.; Turenne, S.; Brailovski, V. Surface finish control of additively–manufactured Inconel 625 components using combined chemical–abrasive flow polishing. J. Mater. Process. Technol. 2018, 252, 728–738. [Google Scholar] [CrossRef]
- Gonzalez, J.A.; Mireles, J.; Stafford, S.W.; Perez, M.A.; Terrazas, C.A.; Wicker, R.B. Characterization of Inconel 625 fabricated using powder-bed-based additive manufacturing technologies. J. Mater. Process. Technol. 2019, 264, 200–210. [Google Scholar] [CrossRef]
- Conde, F.F.; Escobar, J.D.; Oliveira, J.P.; Béreš, M.; Jardini, A.L.; Bose, W.W.; Avila, J.A. Effect of thermal cycling and aging stages on the microstructure and bending strength of a selective laser melted 300-grade maraging steel. Mater. Sci. Eng. A 2019, 278, 192–201. [Google Scholar] [CrossRef]
- Di Schino, A. Manufacturing and Applications of Stainless Steels. Metals 2020, 10, 327. [Google Scholar] [CrossRef]
- Taufek, T.; Manurung, Y.H.P.; Adenan, M.S.; Akma, S.; Choo, H.L.; Louhichi, B.; Bednardz, M.; Aziz, I. Modeling and Simulation of Additively Manufactured Cylindrical Component Using Combined Thermomechanical and Inherent Strain Method with Nelder-Mead Optimization. 3D Print. Addit. Manuf. 2023, 10, 156–169. [Google Scholar] [CrossRef]
- Tung, T.T.; Hiep, V.D.; Quynh, N.X. Topology Optimization Design of an Aircraft Bracket. In Proceedings of the 10th International Conference on Mechanical, Automotive and Materials Engineering, CMAME 2023, Da Nang, Vietnam, 20–22 December 2023; Lecture Notes in Mechanical Engineering. Mo, J.P.T., Ed.; Springer: Singapore, 2024; pp. 109–117. [Google Scholar] [CrossRef]
- Ghantasala, A.; Diller, J.; Geiser, A.; Wenzler, D.; Siebert, D.; Radlbeck, C.; Wüchner, R.; Mensinger, M.; Bletzinger, K.U. Node-Based Shape Optimization and Mechanical Test Validation of Complex Metal Components and Support Structures, Manufactured by Laser Powder Bed Fusion. In Advances in Manufacturing, Production Management and Process Control; Lecture Notes in Networks and Systems; Trzcielinski, S., Mrugalska, B., Karwowski, W., Rossi, E., Di Nicolantonio, M., Eds.; Springer: Cham, Switzerland, 2021; Volume 274, pp. 10–17. [Google Scholar] [CrossRef]
- Mirzendehdel, A.M.; Behandish, M.; Nelaturi, S. Topology Optimization for Manufacturing with Accessible Support Structures. Comput. Aided Des. 2022, 142, 103117. [Google Scholar] [CrossRef]
- King, W.; Anderson, A.T.; Khairallah, S.A.; Ferencz, R.M.; Hodge, N.E.; Kamath, C. Overview of modelling and simulation of metal powder bed fusion process at Lawrence Livermore National Laboratory. Mater. Sci. Technol. 2015, 31, 957–968. [Google Scholar] [CrossRef]
- Bidulský, R.; Bidulská, J.; Gobber, F.S.; Kvačkaj, T.; Petroušek, P.; Actis-Grande, M.; Weiss, K.-P.; Manfredi, D. Case Study of the Tensile Fracture Investigation of Additive Manufactured Austenitic Stainless Steels Treated at Cryogenic Conditions. Materials 2020, 13, 3328. [Google Scholar] [CrossRef]
- Babu, B.; Lundbäck, A.; Lindgren, L.-E. Simulation of Ti-6Al-4V Additive Manufacturing Using Coupled Physically Based Flow Stress and Metallurgical Model. Materials 2019, 12, 3844. [Google Scholar] [CrossRef]
- Javidrad, H.R.; Javidrad, F. Review of state-of-the-art research on the design and manufacturing of support structures for powder-bed fusion additive manufacturing. Prog. Addit. Manuf. 2022, 8, 1517–1542. [Google Scholar] [CrossRef]
- Chen, Q.; Fu, Y.; To, A.C. Multiphysics modeling of particle spattering and induced defect formation mechanism in Inconel 718 laser powder bed fusion. Int. J. Adv. Manuf. Technol. 2022, 123, 783–791. [Google Scholar] [CrossRef]
- Ghasemi, A.; Yildiz, R.A.; Malekan, M. Investigating temperature, stress, and residual stresses in laser powder bed fusion additive manufacturing of Inconel 625. Mater. Today Commun. 2024, 41, 110694. [Google Scholar] [CrossRef]
- Bidulský, R.; Bidulská, J. Kovové Prášky, 1st ed.; SciCell s.r.o.: Mojzesovo, Slovakia, 2023; p. 112. [Google Scholar] [CrossRef]
- Zanni, M.; Ceschini, L.; Fortunato, A.; Valli, G.; Del Bianco, L.; Spizzo, F. Relationship between microstructure, mechanical and magnetic properties of pure iron produced by laser powder bed fusion (L-PBF) in the as-built and stress relieved conditions. Prog. Addit. Manuf. 2022, 7, 1195–1212. [Google Scholar] [CrossRef]
- Sykora, J.; Sedlmajer, M.; Schubert, T.; Merkel, M.; Kroft, L.; Kucerova, L.; Rehor, J. Additive Manufacturing of WC-Co Specimens with Internal Channels. Materials 2023, 16, 3907. [Google Scholar] [CrossRef]
- Fayed, E.M.; Saadati, M.; Shahriari, D.; Brailovski, V.; Jahazi, M.; Medraj, M. Effect of homogenization and solution treatments time on the elevated-temperature mechanical behavior of Inconel 718 fabricated by laser powder bed fusion. Sci. Rep. 2021, 11, 2020. [Google Scholar] [CrossRef]
- McElfresh, C.; Wang, Y.M.; Marian, J. Fast-throughput simulations of laser-based additive manufacturing in metals to study the influence of processing parameters on mechanical properties. Heliyon 2024, 10, e23202. [Google Scholar] [CrossRef]
- Dudina, D.V.; Ukhina, A.V. Powder Metallurgy: Materials and Processing. Materials 2023, 16, 4575. [Google Scholar] [CrossRef]
- Téllez-Martínez, J.S.; Olmos, L.; Solorio-García, V.M.; Vergara-Hernández, H.J.; Chávez, J.; Arteaga, D. Processing and Characterization of Bilayer Materials by Solid State Sintering for Orthopedic Applications. Metals 2021, 11, 207. [Google Scholar] [CrossRef]
- Wei, S.; Zhang, J.; Zhang, L.; Zhang, Y.; Song, B.; Wang, X.; Fan, J.; Liu, Q.; Shi, Y. Laser powder bed fusion additive manufacturing of NiTi shape memory alloys: A review. Int. J. Ext. Manuf. 2023, 5, 032001. [Google Scholar] [CrossRef]
- Svetlizky, D.; Das, M.; Zheng, B.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed energy deposition (DED) additive manufacturing: Physical characteristics, defects, challenges and applications. Mater. Today 2021, 49, 271–295. [Google Scholar] [CrossRef]
- Kang, J.; Li, R.; Wang, M.; Zheng, D.; Niu, P.; Yuan, T. Comparative analysis of microstructure and mechanical properties in FeMnAlNi alloys fabricated via casting and additive manufacturing. Mater. Sci. Eng. A 2024, 915, 147216. [Google Scholar] [CrossRef]
- Capasso, I.; Andreacola, F.R.; Brando, G. Additive Manufacturing of Metal Materials for Construction Engineering: An Overview on Technologies and Applications. Metals 2024, 14, 1033. [Google Scholar] [CrossRef]
- Saboori, A.; Aversa, A.; Bosio, F.; Bassini, E.; Librerab, E.; Chirico, M.D.; Biamino, S.; Ugues, D.; Fino, P.; Lombardi, M. An investigation on the effect of powder recycling on the microstructure and mechanical properties of AISI 316L produced by Directed Energy Deposition. Mater. Sci. Eng. A 2019, 766, 138360. [Google Scholar] [CrossRef]
- Kovács, D.; Kemény, D.M. Effect of plasma nitriding of austenitic stainless steel produced by direct metal laser sintering. Acta Metall. Slovaca 2021, 27, 190–194. [Google Scholar] [CrossRef]
- Bettencourt, C.; Kouraytem, N. Microstructural Characterization of the Transition in SS316 L and IN625 Bimetallic Fabricated Using Hybrid Additive Manufacturing. JOM 2023, 75, 5079–5087. [Google Scholar] [CrossRef]
- Megahed, M.; Mindt, H.W.; N’Dri, N.; Duan, H.; Desmaison, O. Metal additive-manufacturing process and residual stress modeling. Integr. Mater. Manuf. Innov. 2016, 5, 61–93. [Google Scholar] [CrossRef]
- Dimopoulos, A.; Salimi, M.; Gan, T.-H.; Chatzakos, P. Support Structures Optimisation for High-Quality Metal Additive Manufacturing with Laser Powder Bed Fusion: A Numerical Simulation Study. Materials 2023, 16, 7164. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, Q.; Wang, C.; Gong, P.; Shi, Y.; Yu, Y.; Liu, Z. Topology Optimization Design and Experimental Research of a 3D-Printed Metal Aerospace Bracket Considering Fatigue Performance. Appl. Sci. 2021, 11, 6671. [Google Scholar] [CrossRef]
- Yildiz, R.A.; Popa, A.A.; Malekan, M. On the effect of small laser spot size on the mechanical behaviour of 316 L stainless steel fabricated by L-PBF additive manufacturing. Mater. Today Commun. 2024, 38, 108168. [Google Scholar] [CrossRef]
- Pourabdollah, P.; Mehr, F.F.; Cockcroft, S.L.; Maijer, D.M.; Chakraborty, A. An improved thermomechanical model for the prediction of stress and strain evolution in proximity to the melt pool in powder bed fusion additive manufacturing. Comput. Mech. 2024, 75, 1–22. [Google Scholar] [CrossRef]
- Petroušek, P.; Kvačkaj, T.; Bidulská, J.; Bidulský, R.; Grande, M.A.; Manfredi, D.; Weiss, K.-P.; Kočiško, R.; Lupták, M.; Pokorný, I. Investigation of the Properties of 316 L Stainless Steel after AM and Heat Treatment. Materials 2023, 16, 3935. [Google Scholar] [CrossRef]
- Trevisan, F.; Calignano, F.; Lorusso, M.; Pakkanen, J.; Aversa, A.; Ambrosio, E.P.; Lombardi, M.; Fino, P.; Manfredi, D. On the Selective Laser Melting (SLM) of the AlSi10Mg Alloy: Process, Microstructure, and Mechanical Properties. Materials 2017, 10, 76. [Google Scholar] [CrossRef]
- Połaski, P.; Golański, D.; Kołodziejczak, P.; Pakuła, A. Effect of the Electrode Extension on the Geometry of Parts Made of 316 LSi Steel by Wire Arc Additive Manufacturing Method. Adv. Sci. Technol. Res. J. 2024, 18, 343–359. [Google Scholar] [CrossRef]
- Costa, J.M.; Sequeiros, E.W.; Santos, R.F.; Vieira, M.F. Benchmarking L-PBF Systems for Die Production: Powder, Dimensional, Surface, Microstructural and Mechanical Characterisation. Metals 2024, 14, 520. [Google Scholar] [CrossRef]
- Choo, H.; Sham, K.L.; Bohling, J.; Ngo, A.; Xiao, X.; Ren, Y.; Depond, P.J.; Matthews, M.J.; Garlea, E. Effect of laser power on defect, texture, and microstructure of a laser powder bed fusion processed 316 L stainless steel. Mater. Des. 2019, 164, 107534. [Google Scholar] [CrossRef]
- Sefene, E.M. State-of-the-art of selective laser melting process: A comprehensive review. J. Manuf. Syst. 2022, 63, 250–274. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Bastola, N.; Jahan, M.P.; Rangasamy, N.; Rakurty, C.S. A Review of the Residual Stress Generation in Metal Additive Manufacturing: Analysis of Cause, Measurement, Effects, and Prevention. Micromachines 2023, 14, 1480. [Google Scholar] [CrossRef]
- Ma, Y.; Zhou, X.; Zhang, F.; Weißenfels, C.; Liu, M. A novel smoothed particle hydrodynamics method for multi-physics simulation of laser powder bed Fusion. Comput. Mech. 2024, 74, 1009–1036. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Yavari, R.; Riensche, A.; Tekerek, E.; Jacquemetton, L.; Halliday, H.; Vandever, M.; Tenequer, A.; Perumal, V.; Kontsos, A.; Smoqi, Z.; et al. Digitally twinned additive manufacturing: Detecting flaws in laser powder bed fusion by combining thermal simulations with in-situ meltpool sensor data. Mater. Des. 2021, 211, 110167. [Google Scholar] [CrossRef]
- Pourabdollah, P.; Mehr, F.F.; Maijer, D.M.; Cockcroft, S.L. A novel approach for the numerical analysis of in situ distortion in a component made by the directed energy deposition additive manufacturing process. Int. J. Adv. Manuf. Technol. 2023, 124, 1925–1938. [Google Scholar] [CrossRef]
- Leuders, S.; Thöne, M.; Riemer, A.; Niendorf, T.; Tröster, T.; Richard, H.A.; Maier, H.J. On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance. Int. J. Fatigue 2013, 48, 300–307. [Google Scholar] [CrossRef]
- Costa, J.; Sequeiros, E.; Vieira, M.T.; Vieira, M. Additive Manufacturing: Material Extrusion of Metallic Parts. U. Porto J. Eng. 2021, 7, 53–69. [Google Scholar] [CrossRef]
- Moshiri, M.; Candeo, S.; Carmignato, S.; Mohanty, S.; Tosello, G. Benchmarking of Laser Powder Bed Fusion Machines. J. Manuf. Mater. Process. 2019, 3, 85. [Google Scholar] [CrossRef]
- Luo, Z.; Zaho, Y. Numerical simulation of part-level temperature fields during selective laser melting of stainless steel 316 L. Int. J. Adv. Manuf. Technol. 2019, 104, 1615–1635. [Google Scholar] [CrossRef]
- Kučerová, L.; Zetková, I.; Jeníček, Š.; Burdová, K. Production of Hybrid Joints by Selective Laser Melting of Maraging Tool Steel 1.2709 on Conventionally Produced Parts of the Same Steel. Materials 2021, 14, 2105. [Google Scholar] [CrossRef]
- Qu, M.; Guo, Q.; Escano, L.I.; Nabaa, A.; Mohammad, S.; Hojjatzadeh, H.; Zachary, A.; Chen, L. Controlling process instability for defect lean metal additive manufacturing. Nat. Commun. 2022, 13, 1079. [Google Scholar] [CrossRef]
- Katagiri, J.; Nomoto, S.; Kusano, M.; Watanabe, M. Particle Size Effect on Powder Packing Properties and Molten Pool Dimensions in Laser Powder Bed Fusion Simulation. J. Manuf. Mater. Process. 2024, 8, 71. [Google Scholar] [CrossRef]
- Shan, Z.; Tran, M.T.; Woo, W.; Hwang, S.K.; Wang, H.; Luzin, V.; Kingston, E.J.; Hill, M.R.; DeWald, A.; Kim, D.K. Multiscale framework for prediction of residual stress in additively manufactured functionally graded material. Addit. Manuf. 2023, 61, 103378. [Google Scholar] [CrossRef]
- Peng, H.; Khouzani, M.G.; Gong, S.; Attardo, R.; Ostiguy, P.; Rogge, R.B.; Gatrell, B.A.; Budzinski, J.; Tomonto, C.; Neidig, J.; et al. Fast prediction of thermal distortion in metal powder bed fusion additive manufacturing: Part 2, a quasi-static thermo-mechanical model. Addit. Manuf. 2018, 22, 869–882. [Google Scholar] [CrossRef]
- Liang, X.; Chen, Q.; Cheng, L.; Hayduke, D.; To, A.C. Modifed inherent strain method for efcient prediction of residual deformation in direct metal laser sintered components. Comput. Mech. 2019, 64, 1719–1733. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.P.; Van Humbeeck, J. Heat treatment of Ti6Al4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Chuang, A.; Erlebacher, J. Challenges and Opportunities for Integrating Dealloying Methods into Additive Manufacturing. Materials 2020, 13, 3706. [Google Scholar] [CrossRef]
- Setien, I.; Chiumenti, M.; Veen, S.; Sebastian, M.S.; Garciandía, F.; Echeverría, A. Empirical methodology to determine inherent strains in additive manufacturing. Comp. Math. Appl. 2019, 78, 2282–2295. [Google Scholar] [CrossRef]
- Bihr, M.; Allaire, G.; Lauque, X.B.; Bogosel, B.; Bordeu, F.; Querois, J. Part and supports optimization in metal powder bed additive manufacturing using simplified process simulation. Comput. Methods Appl. Mech. Eng. 2022, 395, 114975. [Google Scholar] [CrossRef]
- Liu, Y.; Shi, J.; Wang, Y. Evolution, Control, and Mitigation of Residual Stresses in Additively Manufactured Metallic Materials: A Review. Adv. Eng. Mater. 2023, 25, 2300489. [Google Scholar] [CrossRef]
- Machirori, T.; Liu, F.Q.; Yin, Q.Y.; Wei, H.L. Spatiotemporal variations of residual stresses during multi-track and multi-layer deposition for laser powder bed fusion of Ti-6Al-4V. Comput. Mater. Sci. 2021, 195, 110462. [Google Scholar] [CrossRef]
- Tripathy, S.; Chin, C.; London, T.; Ankalkhope, U.; Oancea, V. Process Modeling and Validation of Powder Bed Metal Additive Manufacturing; NAFEMS World Congress: Stockholm, Sweden, 2017; pp. 1–16. [Google Scholar]
- Ma, Q.-P.; Mesicek, J.; Fojtik, F.; Hajnys, J.; Krpec, P.; Pagac, M.; Petru, J. Residual Stress Build-Up in Aluminum Parts Fabricated with SLM Technology Using the Bridge Curvature Method. Materials 2022, 15, 6057. [Google Scholar] [CrossRef]
- Munoz, I.S.; Mishurova, T.; Thiede, T.; Sprengel, M.; Kromm, A.; Nadammal, N.; Nolze, G.; Neumann, R.S.; Evans, A.; Bruno, G. The residual stress in as-built Laser Powder Bed Fusion IN718 alloy as a consequence of the scanning strategy induced Microstructure. Sci. Rep. 2020, 10, 14645. [Google Scholar] [CrossRef]
- Harrison, N.J.; Todd, I.; Mumtaz, K. Reduction of micro-cracking in nickel superalloys processed by Selective Laser Melting: A fundamental alloy design approach. Acta Mater. 2015, 94, 59–68. [Google Scholar] [CrossRef]
- Nycz, A.; Lee, Y.; Noakes, M.; Ankit, D.; Masuo, C.; Simunovic, S.; Bunn, J.; Love, L.; Oancea, V.; Payzant, A.; et al. Effective residual stress prediction validated with neutron diffraction method for metal large-scale additive manufacturing. Mater. Des. 2001, 205, 109751. [Google Scholar] [CrossRef]
- Ball, A.K.; Basak, A. Numerical Investigation of the Thermal Distortion in Multi-Laser Powder Bed Fusion (ML-PBF) Additive Manufacturing of Inconel 625. Chin. J. Mech. Eng. Addit. Manuf. Front. 2023, 2, 100103. [Google Scholar] [CrossRef]
- Bartlett, J.L.; Li, X. An overview of residual stresses in metal powder bed fusion. Addit. Manuf. 2019, 27, 131–149. [Google Scholar] [CrossRef]
- Jain, R.; Singh, S.K.; Upadhyay, R.K.; Agrawal, B.N. Design and development of topology-optimized aircraft bracket using additive manufacturing. Int. J. Interact. Des. Manuf. 2024, 19, 1–9. [Google Scholar] [CrossRef]
- Mishra, A.K.; Kumar, A. Effect of Different Powder Bed Thermal Conductivity Models on the Melt Pool Characteristics and Solidification Parameters during Laser Powder Bed Fusion of Ti6Al4V. Trans. Indian Inst. Met. 2024, 77, 2971–2975. [Google Scholar] [CrossRef]
- Bian, P.; Shi, J.; Liu, Y.; Xie, Y. Influence of laser power and scanning strategy on residual stress distribution in additively manufactured 316 L steel. Opt. Laser Technol. 2020, 132, 106477. [Google Scholar] [CrossRef]
- Wei, H.L.; Mazumder, J.; DebRoy, T. Evolution of solidification texture during additive manufacturing. Sci. Rep. 2015, 5, 16446. [Google Scholar] [CrossRef]
- Gäumann, M.; Bezençon, C.; Canalis, P.; Kurz, W. Single-crystal laser deposition of superalloys: Processing–microstructure maps. Acta Mater. 2001, 49, 1051–1062. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Bertrand, P.; Smurov, I. Parametric analysis of the selective laser melting process. Appl. Surf. Sci. 2007, 253, 8064–8069. [Google Scholar] [CrossRef]
- Acevedo, R.; Sedlak, P.; Kolman, R.; Fredel, M. Residual stress analysis of additive manufacturing of metallic parts using ultra-sonic waves: State of the art review. J. Mater. Res. Technol. 2020, 9, 9457–9477. [Google Scholar] [CrossRef]
- Tiwari, Y.; Datta, A.; Chandrasekar, E.; Mukherjee, M.; Das, S.; Chatterjee, D. Numerical analysis of stress and distortion in bulk deposited structures of Inconel 625 alloy: Influence of deposition strategies. J. Manuf. Sci. Technol. 2024, 51, 293–312. [Google Scholar] [CrossRef]
- Zeng, Q.; Fu, G.; Peng, Q.; Xiao, H.; Li, S.; Zhang, Z. Numerical analysis of the effect of the spatial and temporal scanning strategies on the residual stress in the multi-laser powder bed fusion of Ti-6Al-4V. Addit. Manuf. 2024, 88, 104242. [Google Scholar] [CrossRef]
- Pleass, C.; Jothi, S. Influence of powder characteristics and additive manufacturing process parameters on the microstructure and mechanical behaviour of Inconel 625 fabricated by selective laser melting. Addit. Manuf. 2018, 24, 419–431. [Google Scholar] [CrossRef]
- Ali, M.H.; Sabyrow, N.; Shehab, E. Powder bed fusion–laser melting (PBF–LM) process: Latest review of materials, process parameter optimization, application, and up-to-date innovative technologies. Prog. Addit. Manuf. 2022, 7, 1395–1422. [Google Scholar] [CrossRef]
- Huang, Y.; Fleming, T.G.; Clark, S.J.; Marussi, S.; Fezzaa, K.; Thiyagalingam, J.; Leung, C.L.; Lee, P.D. Keyhole fluctuation and pore formation mechanisms during laser powder bed fusion additive manufacturing. Nat. Commun. 2022, 13, 1170. [Google Scholar] [CrossRef]
- Oliveira, J.P.; LaLonde, A.D.; Ma, J. Processing parameters in laser powder bed fusion metal additive manufacturing. Mater. Des. 2020, 193, 108762. [Google Scholar] [CrossRef]
- Catchpole-Smith, S.; Aboulkhair, N.; Parry, L.; Tuck, C.; Ashcroft, I.A.; Clare, A. Fractal scan strategies for selective laser melting of ‘unweldable’ nickel superalloys. Addit. Manuf. 2017, 15, 113–122. [Google Scholar] [CrossRef]
- Vastola, G.; Zhang, G.; Pei, Q.X.; Zhang, Y.W. Controlling of residual stress in additive manufacturing of Ti6Al4V by finite element modeling. Addit. Manuf. 2016, 12, 231–239. [Google Scholar] [CrossRef]
- Nguyen, S.A.; Pham, K.G.; Seidel, C.; Pham, A.H.; Phung, C.N.; Trinh, T. Van Change in microstructure and hardness of additively manufactured AISI H13 steel by heat treatment and nitriding processes. Acta Metall. Slovaca 2023, 29, 82–87. [Google Scholar] [CrossRef]
- Schino, A.D.; Stornelli, G. Additive manufacturing: A new concept for end users. Case Magn. Mater. Acta Metall. Slovaca 2022, 28, 208–211. [Google Scholar] [CrossRef]
- Guennec, B.; Ishiguri, T.; Kawabata, M.O.; Kikuchi, S.; Ueno, A.; Ameyama, K. Investigation on the Durability of Ti-6Al-4V Alloy Designed in a Harmonic Structure via Powder Metallurgy: Fatigue Behavior and Specimen Size Parameter Issue. Metals 2020, 10, 636. [Google Scholar] [CrossRef]
- Burkhardt, C.; Steinmann, P.; Mergheim, J. Thermo-mechanical simulations of powder bed fusion processes: Accuracy and efficiency. Adv. Model. Simul. Eng. Sci. 2022, 9, 18. [Google Scholar] [CrossRef]
- Liang, X.; Hayduke, D.; To, A.C. An enhanced layer lumping method for accelerating simulation of metal components produced by laser powder bed fusion. Addit. Manuf. 2021, 39, 101881. [Google Scholar] [CrossRef]
- Ji, L.; Wei, S.; Wang, Z.; Zhang, Y.; Radhamani, A.V.; Seeram, R. Current status and potential strategies for crack-free tungsten by laser powder bed fusion: A review. J. Manuf. Process. 2024, 131, 2535–2554. [Google Scholar] [CrossRef]
- Manfredi, D.; Calignano, F.; Krishnan, M.; Canali, R.; Ambrosio, E.P.; Atzeni, E. From Powders to Dense Metal Parts: Characterization of a Commercial AlSiMg Alloy Processed through Direct Metal Laser Sintering. Materials 2013, 6, 856–869. [Google Scholar] [CrossRef]
- Calignano, F.; Manfredi, D. Production of overhanging structures by DMLS. In The International Conference on Advanced Research in Virtual and Rapid Prototyping; Taylor & Francis Group: London, UK, 2013; pp. 61–64. [Google Scholar]
- Lewandowski, J.J.; Seifi, M. Metal Additive Manufacturing: A Review of Mechanical Properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef]
- Gopaluni, A.; Piili, H.; Ganvir, A.; Salminen, A. A Review of Microscale and Mesoscale Simulation of Laser Powder Bed Fusion. Adv. Comput. Methods Des. Greener Aviat. 2024, 59, 275–294. [Google Scholar] [CrossRef]
- Brika, S.E.; Letenneur, M.; Dion, C.A.; Brailovski, V. Influence of particle morphology and size distribution on the powder flowability and laser powder bed fusion manufacturability of Ti-6Al-4V alloy. Addit. Manuf. 2020, 31, 100929. [Google Scholar] [CrossRef]
- Calignano, F.; Lorusso, M.; Pakkanen, J.; Trevisan, F.; Ambrosio, E.P.; Manfredi, D.; Fino, P. Investigation of accuracy and dimensional limits of part produced in aluminum alloy by selective laser melting. Int. J. Adv. Manuf. Technol. 2016, 88, 451–458. [Google Scholar] [CrossRef]
- Li, S.; Yang, J.; Wang, Z. Multi-laser powder bed fusion of Ti-6.5Al-2Zr-Mo-V alloy powder: Defect formation mechanism and microstructural evolution. Powder Technol. 2021, 384, 100–111. [Google Scholar] [CrossRef]
- Zhang, D.; Cai, Q.; Liu, J.; Zhang, L.; Li, R. Select laser melting of W-Ni–Fe powders: Simulation and experimental study. Int. J. Adv. Manuf. Technol. 2010, 51, 649–658. [Google Scholar] [CrossRef]
- Casalino, G.; Campanelli, S.; Contuzzi, N.; Ludovico, A. Experimental investigation and statistical optimisation of the selective laser melting process of a maraging steel. Opt. Laser Technol. 2015, 65, 151–158. [Google Scholar] [CrossRef]
- Mazumder, J.; Choi, J.; Nagarathnam, K.; Koch, J.; Hetzner, D. The direct metal deposition of H13 tool steel for 3-D components. JOM 1997, 49, 55–60. [Google Scholar] [CrossRef]
- Nie, P.; Ojo, O.A.; Li, Z. Numerical modeling of microstructure evolution during laser additive manufacturing of a nickel-based superalloy. Acta Mater. 2014, 77, 85–95. [Google Scholar] [CrossRef]
- Bartkowiak, K.; Ullrich, S.; Frick, T.; Schmidt, M. New developments of laser processing aluminium alloys via additive manufacturing technique. Phys. Procedia 2011, 12, 393–401. [Google Scholar] [CrossRef]
- Brice, C.; Shenoy, R.; Kral, M.; Buchannan, K. Precipitation behavior of aluminum alloy 2139 fabricated using additive manufacturing. Mater. Sci. Eng. A 2015, 648, 9–14. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Thivillon, L.; Bertrand, P.; Smurov, I. Strategy of manufacturing components with designed internal structure by selective laser melting of metallic powder. Appl. Surf. Sci. 2007, 254, 980–983. [Google Scholar] [CrossRef]
- Hu, Y.; Cong, W.; Wang, X.; Li, Y.; Ning, F.; Wang, H. Laser deposition-additive manufacturing of TiB-Ti composites with novel three-dimensional quasi-continuous network microstructure: Effects on strengthening and toughening. Compos. Part. B Eng. 2018, 133, 91–100. [Google Scholar] [CrossRef]
- Attar, H.; Calin, M.; Zhang, L.; Scudino, S.; Eckert, J. Manufacture by selective laser melting and mechanical behavior of commercially pure titanium. Mater. Sci. Eng. A 2014, 593, 170–177. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 1–4, 77–86. [Google Scholar] [CrossRef]
- Bidulský, R.; Bidulská, J.; Kvačkaj, T.; Actis-Grande, M. Case study of advanced processed OFHC copper by dry sliding wear test. Acta Metall. Slovaca 2023, 29, 601. [Google Scholar] [CrossRef]
- Vock, S.; Klöden, B.; Kirchner, A.; Weißgärber, T.; Kieback, B. Powders for powder bed fusion: A review. Prog. Addit. Manuf. 2019, 4, 383–397. [Google Scholar] [CrossRef]
- Lanzutti, A.; Sordetti, F.; Montanari, R.; Varone, A.; Marin, E.; Andreatta, F.; Maschio, S.; Furlani, E.; Magnan, M.; Vaglio, E.; et al. Effect of powder recycling on inclusion content and distribution in AISI 316 L produced by L-PBF technique. J. Mater. Res. Technol. 2023, 23, 3638–3650. [Google Scholar] [CrossRef]
- Manfredi, D.; Bidulsky, R. Laser powder bed fusion of aluminum alloys. Acta Metall. Slovaca 2017, 23, 276–282. [Google Scholar] [CrossRef]
- Kannan, R.; Nandwana, P. Texture evolution during processing and post-processing of maraging steel fabricated by laser powder bed fusion. Sci. Rep. 2022, 12, 6396. [Google Scholar] [CrossRef]
- Conde, F.F.; Escobar, J.D.; Olieira, J.P.; Jardini, A.L.; Filho, W.W.B.; Avila, J.A. Austenite reversion kinetics and stability during tempering of an additively manufactured maraging 300 steel. Addit. Manuf. 2019, 29, 100804. [Google Scholar] [CrossRef]
- Bodziak, S.; Al-Rubaie, K.S.; Valentina, L.D.; Lafratta, F.H.; Santos, E.C.; Zanatta, A.M.; Chen, Y. Precipitation in 300 grade maraging steel built by selective laser melting: Aging at 510 °C for 2 h. Mater. Charact. 2019, 151, 73–83. [Google Scholar] [CrossRef]
- Song, J.; Tang, Q.; Feng, Q.; Ma, S.; Setchi, R.; Liu, Y.; Han, Q.; Fan, X.; Zhang, M. Effect of heat treatment on microstructure and mechanical behaviours of 18Ni-300 maraging steel manufactured by selective laser melting. Opt. Laser Technol. 2019, 120, 105725. [Google Scholar] [CrossRef]
- Liu, Y.; Li, S.; Misra, R.; Geng, K.; Yang, Y. Planting carbon nanotubes within Ti-6Al-4V to make high-quality composite powders for 3D printing high-performance Ti-6Al-4V matrix composites. Scr. Mater. 2020, 183, 6–11. [Google Scholar] [CrossRef]
- Gu, D.; Wang, Z.; Shen, Y.; Li, Q.; Li, Y. In-situ TiC particle reinforced Ti–Al matrix composites: Powder preparation by mechanical alloying and Selective Laser Melting behavior. Appl. Surf. Sci. 2009, 255, 9230–9240. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- Alfaify, A.; Saleh, M.; Abdullah, F.M.; Al-Ahmari, A.M. Design for Additive Manufacturing: A Systematic Review. Sustainability 2020, 12, 7936. [Google Scholar] [CrossRef]
- Murzin, S.P. Digital Engineering in Photonics: Optimizing Laser Processing. Photonics 2024, 11, 935. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, K.; Gu, H.; Starr, T.; Stucker, B. Analysis of defect generation in Ti–6Al–4V parts made using powder bed fusion additive manufacturing processes. Addit. Manuf. 2014, 1–4, 87–98. [Google Scholar] [CrossRef]
- Foteinopoulos, P.; Papacharalampopoulos, A.; Angelopoulos, K.; Stavropoulos, P. Development of a simulation approach for laser powder bed fusion based on scanning strategy selection. Int. J. Adv. Manuf. Technol. 2020, 108, 3085–3100. [Google Scholar] [CrossRef]
- Krishna, L.S.R.; Srikanth, P.J. Evaluation of environmental impact of additive and subtractive manufacturing processes for sustainable manufacturing. Mater. Today Proc. 2021, 45, 3054–3060. [Google Scholar] [CrossRef]
- Shah, H.H.; Tregambi, C.; Bareschino, P.; Pepe, F. Environmental and economic sustainability of additive manufacturing: A systematic literature review. Sustain. Prod. Consum. 2024, 51, 628–643. [Google Scholar] [CrossRef]
- Keller, N.; Neugebauer, F.; Xu, H.; Ploshikhin, V. Thermo-mechanical Simulation of Additive Layer Manufacturing of Titanium Aerospace structures. In Proceedings of the LightMAT Conference, Bremen, Germany, 3–5 September 2013. [Google Scholar]
- Gökdağ, I.; İzgü, O.; Dağkolu, A.; Tanrıkulu, A.A.; Acar, E. Design optimization and validation for additive manufacturing: A satellite bracket application. Struct. Multidiscip. Optim. 2022, 65, 237. [Google Scholar] [CrossRef]
- Hu, Z.; Gao, S.; Zhang, L.; Shen, X.; Shen, X.; Seet, H.L.; Nai, S.M.N.; Wei, J. Micro laser powder bed fusion of stainless steel 316 L: Cellular structure, grain characteristics, and mechanical properties. Mater. Sci. Eng. 2022, 848, 143345. [Google Scholar] [CrossRef]
- Hegab, H.; Khanna, N.; Monib, N.; Salem, A. Design for sustainable additive manufacturing: A review. Sustain. Mater. Technol. 2023, 35, e00576. [Google Scholar] [CrossRef]
- Ahmad, M.N.; Ishak, M.R.; Mohammad Taha, M.; Mustapha, F.; Leman, Z. Investigation of ABS–oil palm fiber (Elaeis guineensis) composites filament as feedstock for fused deposition modeling. Rapid Prototyp. J. 2023, 29, 897–909. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martiney, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal Fabrication by Additive Manufacturing Using Laser and Electron Beam Melting Technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pilot, J.; Lopez, E.; Leary, M.; Berto, F.; Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Thompson, S.M.; Bian, L.; Shamsaei, N.; Yadollahi, A. An overview of Direct Laser Deposition for additive manufacturing; Part I: Transport phenomena, modeling and diagnostics. Addit. Manuf. 2015, 8, 36–62. [Google Scholar] [CrossRef]
- Wischeropp, T.M.; Emmelmann, C.; Brandt, M.; Pateras, A. Measurement of actual powder layer height and packing density in a single layer in selective laser melting. Addit. Manuf. 2019, 28, 176–183. [Google Scholar] [CrossRef]
- Pradeep, P.I.; Kumar, V.A.; Sriranganath, A.; Singh, S.K.; Sahu, A.; Kumar, T.S.; Narayanan, R.; Arumugan, M.; Mohan, M. Characterization and Qualification of LPBF Additively Manufactured AISI-316 L Stainless Steel Brackets for Aerospace Application. Trans. Indian Natl. Acad. Eng. 2020, 5, 603–616. [Google Scholar] [CrossRef]
- Singh, P.K.; Kumar, S.; Jain, P.K.; Dixit, U.S. Effect of Build Orientation on Metallurgical and Mechanical Properties of Additively Manufactured Ti-6Al-4V Alloy. J. Mater. Eng. Perform. 2023, 33, 3476–3493. [Google Scholar] [CrossRef]
- Jhunjhunwala, P.; Gupta, A. Effect of porosity on the quality of 3D printed structures. Int. J. Adv. Manuf. Technol. 2023, 127, 899–909. [Google Scholar] [CrossRef]
- Leary, M. Powder bed fusion. In Design for Additive Manufacturing, 1st ed.; Leary, M., Ed.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 295–319. [Google Scholar]
- Pellens, J.; Lombaert, G.; Michiels, M.; Craeghs, T.; Schevenels, M. Topology optimization of support structure layout in metal-based additive manufacturing accounting for thermal deformations. Struct. Multidiscip. Optim. 2020, 61, 2291–2303. [Google Scholar] [CrossRef]
- King, W.E.; Barth, H.D.; Castillo, V.M.; Gallegos, G.F.; Gibbs, J.W.; Hahn, D.E.; Kamath, C.; Rubenchik, A.M. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Technol. 2014, 214, 2915–2925. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, D.; Deng, J.; Wu, X.; Li, L.; Xie, Y.; Poprawe, R.; Schleifenbaum, J.H.; Ziegler, S. Numerical Simulation in the Melt Pool Evolution of Laser Powder Bed Fusion Process for Ti6Al4V. Materials 2022, 15, 7585. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Heat treatment of Ti6Al4V produced by Selective Laser Melting: Microstructure and mechanical properties. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Humbeeck, J.V.; Kruth, J.P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Omiyale, B.O.; Olugbade, T.O.; Abioye, T.E.; Farayibi, P.K. Wire arc additive manufacturing of aluminium alloys for aerospace and automotive applications: A review. Mater. Sci. Technol. 2022, 38, 391–408. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, Y.; Ge, P.; Wu, T. A Review on Modelling and Simulation of Laser Additive Manufacturing: Heat Transfer, Microstructure Evolutions and Mechanical Properties. Coatings 2022, 12, 1277. [Google Scholar] [CrossRef]
- Kumar, S.; Das, P. Multiphysics Modelling of Laser Powder Bed Fusion Based Additive Manufacturing of Single-Track Build of Ti6Al4V Alloy. Trans. Indian Inst. Met. 2024, 77, 2985–2994. [Google Scholar] [CrossRef]
- Dalpadulo, E.; Pini, F.; Leali, F. Assessment of computer-aided design tools for topology optimization of additively manufactured automotive components. Appl. Sci. 2021, 11, 10980. [Google Scholar] [CrossRef]
- Reboredo, E.; Espadinha-Cruz, P. Proposal of a maturity model for additive manufacturing: Theoretical development and case study in automotive industry. Int. J. Comput. Integr. Manuf. 2023, 37, 866–886. [Google Scholar] [CrossRef]
- Zhu, J.H.; Zhang, W.H.; Xia, L. Topology Optimization in Aircraft and Aerospace Structures Design. Arch. Comput. Methods Eng. 2016, 23, 595–622. [Google Scholar] [CrossRef]
- Wylezol, M. Topological Optimization in Mechanical Constructions—An Example of Application. In Proceedings of the 5th International Scientific and Business Conference—Future Engineering, Oltarzew, Poland, 29–30 May 2019. [Google Scholar]
- Mesicek, J.; Pagac, M.; Petru, J.; Novak, P.; Hajnys, J.; Kutiova, K. Topological optimization of the formula student bell crank. MM Sci. J. 2019, 2019, 2964–2968. [Google Scholar] [CrossRef]
- Jancar, L.; Pagac, M.; Mesicek, J.; Stefek, P. Design Procedure of a Topologically Optimized Scooter Frame Part. Symmetry 2020, 12, 755. [Google Scholar] [CrossRef]
- Adam, G.A.; Zimmer, D. Design for Additive Manufacturing—Element transitions and aggregated structures. CIRP J. Manuf. Sci. Technol. 2014, 7, 20–28. [Google Scholar] [CrossRef]
- Zhang, Y.; Bernard, A.; Harik, R.; Karunakaran, K. Build orientation optimization for multi-part production in additive manufacturing. J. Intell. Manuf. 2017, 28, 1393–1407. [Google Scholar] [CrossRef]
- Strano, G.; Hao, L.; Everson, R.; Evans, K. A new approach to the design and optimisation of support structures in additive manufacturing. Int. J. Adv. Manuf. Technol. 2013, 66, 1247–1254. [Google Scholar] [CrossRef]
- Singh, P.; Singari, R.M.; Mishra, R.S. A review of study on modeling and simulation of additive manufacturing processes. Mater. Proc. 2022, 56, 3594–3603. [Google Scholar] [CrossRef]
- Köhnen, P.; Ewald, S.; Schleifenbaum, J.H.; Belyakov, A.; Haase, C. Controlling microstructure and mechanical properties of additively manufactured high-strength steels by tailored solidification. Addit. Manuf. 2020, 35, 101389. [Google Scholar] [CrossRef]
- Bikas, H.; Stavropoulos, P.; Chryssolouris, G. Additive manufacturing methods and modeling approaches: A critical review. Int. J. Adv. Manuf. Technol. 2016, 83, 389–405. [Google Scholar] [CrossRef]
- Rao, S.B.; Rao, T.B. Effect of Process Parameters on Powder Bed Fusion Maraging Steel 300: A Review. Lasers Manuf. Mater. Process. 2022, 9, 338–375. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, K.; Gu, H.; Ram, G.D.J.; Starr, T.; Stucker, B. Influence of defects on mechanical properties of Ti–6Al–4 V components produced by selective laser melting and electron beam melting. Mater. Des. 2015, 86, 545–554. [Google Scholar] [CrossRef]
- Tang, D.; Hu, Y.; Yang, L.; Yan, C.; Shi, Y. Melt Pool Simulation Technology of Laser Powder Bed Fusion: A Review. JOM 2024, 76, 4663–4682. [Google Scholar] [CrossRef]
- Zhang, H.; Gao, T.; Xu, C.; Zhao, L.; Song, H.; Huang, G. Study on the Tensile and Shear Behaviors of Selective Laser Melting Manufactured Ti6Al4V. Met. Mater. Int. 2023, 29, 2852–2864. [Google Scholar] [CrossRef]
- Mesicek, J.; Cegan, T.; Ma, Q.-P.; Halama, R.; Skotnicova, K.; Hajnys, J.; Jurica, J.; Krpec, P.; Pagac, M. Effect of artificial aging on the strength, hardness, and residual stress of SLM AlSi10Mg parts prepared from the recycled powder. Mater. Sci. Eng. 2022, 855, 143900. [Google Scholar] [CrossRef]
- Ridolfi, M.R.; Folgarait, P.; Schino, A.D.; Stornelli, G. Modelling of Laser Powder Bed Fusion Process for Different Type Materials. Acta Metall. Slovaca 2020, 26, 7–10. [Google Scholar] [CrossRef]
- Liverani, E.; Fortunato, A. Additive manufacturing of AISI 420 stainless steel: Process validation, defect analysis and mechanical characterization in different process and post-process conditions. Int. J. Adv. Manuf. Technol. 2021, 117, 809–821. [Google Scholar] [CrossRef]
- Bourell, D.L. Perspectives on Additive Manufacturing. Annu. Rev. Mater. Res. 2016, 46, 1–18. [Google Scholar] [CrossRef]
- Papazoglou, E.L.; Karkalos, N.E.; Karmiris-Obratanski, P.; Markopoulos, A.P. On the modeling and simulation of SLM and SLS for metal and polymer powders: A review. Arch. Comput. Methods Eng. 2022, 29, 941–973. [Google Scholar] [CrossRef]
- Bayat, M.; Dong, W.; Thorborg, J. A review of multi-scale and multi-physics simulations of metal additive manufacturing processes with focus on modeling strategies. Addit. Manuf. 2021, 47, 102278. [Google Scholar] [CrossRef]
- Kucerova, L.; Zetková, I.; Jandová, A.; Bystrianský, M. Microstructural characterisation and in-situ straining of additive manufactured X3NiCoMoTi 18-9-5 maraging steel. Mater. Sci. Eng. 2019, 750, 70–80. [Google Scholar] [CrossRef]
- Yan, Z.R.; Liu, W.W.; Tang, Z.J.; Liu, X.Y.; Zhang, N.; Li, M.Z.; Zhang, H.C. Review on thermal analysis in laser-based additive manufacturing. Opt. Laser Technol. 2018, 106, 427–441. [Google Scholar] [CrossRef]
- Chowdhury, S.; Yadaiah, N.; Prakash, C.; Ramakrishna, S.; Dixif, S.; Gupta, L.R.; Buddhi, D. Laser powder bed fusion: A state-of-the-art review of the technology, materials, properties & defects, and numerical modelling. J. Mater. Res. Technol. 2022, 20, 2109–2172. [Google Scholar] [CrossRef]
- Chen, L.; He, Y.; Yang, Y.X.; Ren, H.T. The research status and development trend of additive manufacturing technology. Int. J. Adv. Manuf. Technol. 2016, 89, 3651–3660. [Google Scholar] [CrossRef]
- Kaščák, Ľ.; Varga, J.; Bidulská, J.; Bidulský, R.; Grande, M. Simulation tool for material behaviour prediction in additive manufacturing. Acta Metall. Slovaca 2023, 29, 113–118. [Google Scholar] [CrossRef]
- Li, Q.; Jiang, W.G.; Qin, Q.H.; Tu, Z.X.; Li, D.S. Particle-scale computational fluid dynamics study on surface morphology of GH4169 superalloy during multi-laser powder bed fusion with low energy density. J. Manuf. Process. 2023, 92, 287–296. [Google Scholar] [CrossRef]
- Peng, J.; Jiang, W.G.; Qin, Q.H.; Xu, G.G.; Liu, F.G. High-fidelity numerical model of melt pool dynamics in selective multi-laser melting of Inconel 718 under different scanning strategies. Mater. Today Commun. 2023, 36, 106913. [Google Scholar] [CrossRef]
- Wang, Y.; Cehn, C.; Qi, Y.; Zhu, H. Residual stress reduction and surface quality improvement of dual-laser powder bed fusion. Addit. Manuf. 2023, 71, 103565. [Google Scholar] [CrossRef]
- Riener, K.; Albrecht, N.; Ziegelmaier, S. Influence of particle size distribution and morphology on the properties of the powder feedstock as well as of AlSi10Mg parts produced by laser powder bed fusion (LPBF). Addit. Manuf. 2020, 34, 101286. [Google Scholar] [CrossRef]
- Xu, S.; Liu, J.; Ma, Y. Residual stress constrained self-support topology optimization for metal additive manufacturing. Comp. Meth. Appl. Mech. Eng. 2022, 389, 114380. [Google Scholar] [CrossRef]
- Jiang, H.-Z.; Li, Z.-Y.; Feng, T.; Wu, P.-Y.; Chen, Q.-S.; Feng, Y.-L.; Li, S.-W.; Gao, H.; Xu, H.-J. Factor analysis of selective laser melting process parameters with normalised quantities and Taguchi method. Opt. Laser Technol. 2019, 119, 105592. [Google Scholar] [CrossRef]
- Sheshadri, R.; Nagaraj, M.; Lakshmikanthan, A.; Chandrashekarappa, M.P.G.; Pimenov, D.Y.; Giasin, K.; Prasad, R.V.S.; Wojciechowski, S. Experimental investigation of selective laser melting parameters for higher surface quality and micro-hardness properties: Taguchi and super ranking concept approaches. J. Mater. Res. Technol. 2021, 14, 2586–2600. [Google Scholar] [CrossRef]
- Borujeni, S.S.; Shad, A.; Venkata, K.A.; Günther, N.; Ploshikhin, V. Numerical simulation of shrinkage and deformation during sintering in metal binder jetting with experimental validation. Mater. Des. 2022, 216, 110490. [Google Scholar] [CrossRef]
- Ai, Y.; Jiang, P.; Wang, C.; Mi, G.; Geng, S. Experimental and numerical analysis of molten pool and keyhole profile during high-power deep-penetration laser welding. Int. J. Heat Mass Transf. 2018, 126, 779–789. [Google Scholar] [CrossRef]
- Zhang, Z.; Tan, Z.J.; Yao, X.X.; Hu, C.P.; Ge, P.; Wan, Z.Y.; Li, J.Y.; Wu, Q. Numerical methods for microstructural evolutions in laser additive manufacturing. Comp. Math. Appl. 2019, 78, 2296–2307. [Google Scholar] [CrossRef]
- Chauhan, A.K.S.; Shukla, M.; Kumar, A. 3D thermal simulation of powder bed fusion additive manufacturing of stainless steel. Int. J. Interact. Des. Manuf. 2023, 17, 517–524. [Google Scholar] [CrossRef]
- Gobber, F.S.; Bidulská, J.; Fais, A.; Bidulský, R.; Grande, M.A. Innovative Densification Process of a Fe-Cr-C Powder Metallurgy Steel. Metals 2021, 11, 665. [Google Scholar] [CrossRef]
- Phua, A.; Davies, C.H.J.; Delaney, G.W. A digital twin hierarchy for metal additive manufacturing. Comput. Ind. 2022, 140, 103667. [Google Scholar] [CrossRef]
- Lee, Y.; Zhang, W. Mesoscopic Simulation of Heat Transfer and Fluid Flow in Laser Powder Bed Additive Manufacturing. In Proceedings of the 26th Annual International Solid Freeform Fabrication (SFF) Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 10–12 August 2015; pp. 1154–1165. [Google Scholar]
- Markl, M.; Körner, C. Multiscale Modeling of Powder Bed-Based Additive Manufacturing. Annu. Rev. Mater. Res. 2016, 46, 93–123. [Google Scholar] [CrossRef]
- Hashemi, S.M.; Parvizi, S.; Elahinia, M.; Baghbanijavid, H.; Tan, A.T.L.; Nematollahi, M.; Ramazani, A.; Fang, N.X. Computational modelling of process–structure–property–performance relationships in metal additive manufacturing: A review. Int. Mater. Rev. 2022, 67, 1–46. [Google Scholar] [CrossRef]
- Chernyshikhin, S.V.; Pelevin, I.A.; Karimi, F.; Shishkovsky, I.V. The Study on Resolution Factors of LPBF Technology for Manufacturing Superelastic NiTi Endodontic Files. Materials 2022, 15, 6556. [Google Scholar] [CrossRef] [PubMed]
- Sames, W.J.; List, F.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 2016, 61, 1–46. [Google Scholar] [CrossRef]
- Raut, R.; Ball, A.K.; Basak, A. Impact of track length, track shape, and track location on thermal distortion in laser powder bed fusion of IN625: Single laser vs. three lasers. J. Eng. Res. 2023, in press. [Google Scholar] [CrossRef]
- Panwisawas, C.; Qui, C.; Anderson, M.J.; Sovani, Y.; Turner, R.P.; Attalah, M.M.; Brooks, J.W.; Basoalto, H.C. Mesoscale modelling of selective laser melting: Thermal fluid dynamics and microstructural evolution. Comput. Mater. Sci. 2017, 126, 479–490. [Google Scholar] [CrossRef]
- Gandin, C.A. Modeling of solidification: Grain structures and segregations in metallic alloys. Comptes Rendus Phys. 2010, 11, 216–225. [Google Scholar] [CrossRef]
- Bresson, Y.; Tongne, A.; Baili, M.; Arnaud, L. Global-to-local simulation of the thermal history in the laser powder bed fusion process based on a multiscale finite element approach. Int. J. Adv. Manuf. Technol. 2023, 127, 4727–4744. [Google Scholar] [CrossRef]
- Afrasiabi, M.; Bambach, M. Modelling and simulation of metal additive manufacturing processes with particle methods: A review. Virtual Phys. Prototyp. 2023, 18, 869–882. [Google Scholar] [CrossRef]
- Gogolewski, D.; Bartkowiak, T.; Kozior, T.; Zmarzły, P. Multiscale Analysis of Surface Texture Quality of Models Manufactured by Laser Powder-Bed Fusion Technology and Machining from 316 L Steel. Materials 2021, 14, 2794. [Google Scholar] [CrossRef]
- Yao, X.X.; Zhang, Z. Laser-particle interaction-based heat source model of laser powder bed fusion additive manufacturing. Opt. Laser Technol. 2022, 155, 108402. [Google Scholar] [CrossRef]
- Chandra, S.; Wang, C.; Tor, S.B.; Ramamurty, U.; Tan, X. Powder-size driven facile microstructure control in powder-fusion metal additive manufacturing processes. Nat. Commun. 2024, 15, 3094. [Google Scholar] [CrossRef] [PubMed]
- Trosch, T.; Strößner, J.; Völkl, R.; Glatzel, U. Microstructure and mechanical properties of selective laser melted Inconel 718 compared to forging and casting. Mater. Lett. 2016, 164, 428–431. [Google Scholar] [CrossRef]
- Nguejio, J.; Mokhtari, M.; Paccou, E.; Baustert, E.; Khalij, L.; Hug, E.; Bernard, P.; Boileau, S.; Keller, C. Combined effect of a spread powder particle size distribution, surface machining and stress-relief heat treatment on microstructure, tensile and fatigue properties of 316 L steel manufactured by laser powder bed Fusion. Int. J. Adv. Manuf. Technol. 2024, 131, 563–583. [Google Scholar] [CrossRef]
- Patel, K.; Fei, J.; Liu, G.; Özel, T. Milling investigations and yield strength calculations for nickel alloy Inconel 625 manufactured with laser powder bed fusion process. Prod. Eng. 2019, 13, 693–702. [Google Scholar] [CrossRef]
- Dan, C.; Cui, Y.; Wu, Y.; Chen, Z.; Liu, H.; Ji, G.; Xiao, Y.; Chen, H.; Wang, M.; Liu, J.; et al. Achieving ultrahigh fatigue resistance in AlSi10Mg alloy by additive manufacturing. Nat. Mater. 2023, 22, 1182–1188. [Google Scholar] [CrossRef]
- Yang, Y.; Bharech, S.; Finger, N.; Zhou, X.; Schröder, J.; Xu, B.X. Elasto-plastic residual stress analysis of selective laser sintered porous materials based on 3D-multilayer thermo-structural phase-field simulations. Comput. Mater. 2024, 10, 117. [Google Scholar] [CrossRef]
- Kobir, M.H.; Yavari, R.; Riensche, A.; Bevans, B.; Castro, L.; Cole, K.; Rao, P. Prediction of recoater crash in laser powder bed fusion additive manufacturing using graph theory thermomechanical modeling. Prog. Addit. Manuf. 2022, 8, 355–380. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Additive Manufacturing Technologies, 3rd ed.; Springer International Publishing: New York, NY, USA, 2021. [Google Scholar]
- Cheng, L.; Liang, X.; Bai, J.; Chen, Q.; Lemon, J.; To, A. On utilizing topology optimization to design support structure to prevent residual stress induced build failure in laser powder bed metal additive manufacturing. Addit. Manuf. 2019, 27, 290–304. [Google Scholar] [CrossRef]
- Xie, D.; Lv, F.; Yang, Y.; Shen, L.; Tian, Z.; Shuai, C.; Chen, B.; Zhao, J. A Review on Distortion and Residual Stress in Additive Manufacturing. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 100039. [Google Scholar] [CrossRef]
- Ritchie, S.M.; Kovacevic, S.; Deshmukh, P.; Christodoulides, A.D.; Malen, J.A.; Mesarovic, S.D.; Panat, R.P. Shape distortion in sintering results from nonhomogeneous temperature activating a long-range mass transport. Nat. Commun. 2023, 14, 2667. [Google Scholar] [CrossRef]
- Tsivilskiy, I.; Shishkovsky, I. Thermal-structural hybrid Lagrangian solver and numerical simulation-based correction of shape deformation of stainless-steel parts produced by laser powder bed Fusion. Sci. Rep. 2023, 13, 17535. [Google Scholar] [CrossRef] [PubMed]
- Günther, J.; Brenne, F.; Droste, M.; Wendler, M.; Volkova, O.; Biermann, H. Design of novel materials for additive manufacturing-isotropic microstructure and high defect tolerance. Sci. Rep. 2018, 8, 1298. [Google Scholar] [CrossRef] [PubMed]
- Sossou, G.; Demoly, F.; Montavon, G.; Gomes, S. An additive manufacturing oriented design approach to mechanical assemblies. J. Comput. Des. Eng. 2018, 5, 3–18. [Google Scholar] [CrossRef]
- Xu, S.; Liu, J.; Sun, Y.; Li, X.; Ma, Y. Support structure topology optimization considering the residual distortion for laser powder bed fusion metal additive manufacturing. Struct. Multidiscip. Optim. 2024, 67, 182. [Google Scholar] [CrossRef]
- Guoging, Z.; Junxin, L.; Xiaoyu, Z.; Anmin, W. Optimization design of support structure based on 3D printing technology. Sci. Rep. 2024, 14, 18225. [Google Scholar] [CrossRef]
- Song, H.; McGaughy, T.; Sadek, A.; Zhang, W. Effect of structural support on microstructure of nickel base superalloy fabricated by laser-powder bed fusion additive manufacturing. Addit. Manuf. 2019, 26, 30–40. [Google Scholar] [CrossRef]
- Ameta, G.; Lipman, R.; Moylan, S.; Witherell, P. Investigating the Role of Geometric Dimensioning and Tolerancing in Additive Manufacturing. J. Mech. Des. 2015, 137, 111401. [Google Scholar] [CrossRef]
- Weber, S.; Montero, J.; Bleckmann, M.; Paetzold, K. Support-free metal additive manufacturing: A structured review on the state of the art in academia and industry. Proc. Des. Soc. 2021, 1, 2811–2820. [Google Scholar] [CrossRef]
- Mishurova, T.; Cabeza, S.; Thiede, T.; Nadammal, N.; Kromm, A.; Klaus, M.; Genzel, C.; Haberland, C.; Bruno, G. The Influence of the Support Structure on Residual Stress and Distortion in SLM Inconel 718 Parts. Metall. Mater. Trans. A 2018, 49, 3038–3046. [Google Scholar] [CrossRef]
- Steffanoni, S.; Keller, J.; Hansal, S.; Hansal, W.; Ferchow, J.; Meboldt, M. Advancing quality of laser-based metal powder bed fusion-fabricated filigree sub-millimetre structures: A systematic exploration of a novel hybrid post-processing treatment. Int. J. Adv. Manuf. Technol. 2024, 133, 5967–5989. [Google Scholar] [CrossRef]
- Bartsch, K.; Emmelmann, C. Enabling Cost-Based Support Structure Optimization in Laser Powder Bed Fusion of Metals. JOM 2021, 74, 1126–1435. [Google Scholar] [CrossRef]
- Peng, X.; Kong, L.; Fuh, J.Y.H.; Wang, H. A Review of Post-Processing Technologies in Additive Manufacturing. J. Manuf. Mater. Process. 2021, 5, 38. [Google Scholar] [CrossRef]
- Liu, J.; Lim, K.H.; Liu, Z.H.; Chan, S.M.; Tan, K.L. Design workflow to facilitate support removal in Metal Powder Bed Fusion. Int. J. Adv. Manuf. Technol. 2023, 129, 5303–5317. [Google Scholar] [CrossRef]
- Budinoff, H.D.; Shafae, M. Connecting part geometry and cost for metal powder bed Fusion. Int. J. Adv. Manuf. Technol. 2022, 121, 6125–6136. [Google Scholar] [CrossRef]
- Benoist, V.; Baili, M.; Arnaud, L. Optimization of the machining of metallic additive manufacturing supports: First methodological approach. Int. J. Adv. Manuf. Technol. 2023, 131, 675–687. [Google Scholar] [CrossRef]
- Gülcan, O.; Günaydın, K.; Çelik, A.; Yasa, E. The effect of contactless support parameters on the mechanical properties of laser powder bed fusion produced overhang parts. Int. J. Adv. Manuf. Technol. 2022, 122, 3235–3253. [Google Scholar] [CrossRef]
- Pourabdollah, P.; Mehr, F.F.; Cockcroft, S.L.; Maijer, D.M. A new variant of the inherent strain method for the prediction of distortion in powder bed fusion additive manufacturing processes. Int. J. Adv. Manuf. Technol. 2024, 131, 4575–4594. [Google Scholar] [CrossRef]
- Sun, Z.; Tan, X.; Tor, S.B.; Chua, C.K. Simultaneously enhanced strength and ductility for 3D-printed stainless steel 316 L by selective laser melting. NPG Asia Mater. 2018, 10, 127–136. [Google Scholar] [CrossRef]
- Matthews, M.J.; Guss, G.; Khairallah, S.A.; Runenchik, A.M.; Depond, P.J.; King, W.E. Denudation of metal powder layers in laser powder bed fusion processes. Acta Mater. 2016, 114, 33–42. [Google Scholar] [CrossRef]
- Kantaros, A.; Ganetsos, T. Integration of Cyber-Physical Systems, Digital Twins and 3D Printing in Advanced Manufacturing: A Synergistic Approach. Am. J. Eng. Appl. Sci. 2024, 17, 1–22. [Google Scholar] [CrossRef]
- Jadhav, S.D.; Vleugels, J.; Kruth, J.P.; Humbeeck, J.V.; Vanmeensel, K. Mechanical and electrical properties of selective laser-melted parts produced from surface-oxidized copper powder. Mater. Des. Process. Commun. 2019, 2, e94. [Google Scholar] [CrossRef]
- Rizza, G.; Galati, M.; Luliano, L. A multiscale framework for the evaluation of thermal conductivity of sintered powder at the powder bed fusion with electron beam conditions. Progr. Addit. Manuf. 2024, 9, 1467–1473. [Google Scholar] [CrossRef]
- Santos, M.O.; Maiolini, A.S.F.R.; Miranda, F.; Farias, A.; Seriacopi, V.; Bordinassi, E.C.; Batalha, G. Numerical and Experimental Analysis of the Influence of Manufacturing Parameters in Additive Manufacturing SLM-PBF on Residual Stress and Thermal Distortion in Parts of Titanium Alloy Ti6Al4V. In Numerical Methods in Industrial Forming Processes; Kusiak, J., Rauch, Ł., Regulski, K., Eds.; Springer: Berlin/Heidelberg, Germany, 2024; pp. 195–207. [Google Scholar] [CrossRef]
- Available online: https://hexagon.com/products/simufact-additive?utm_source=linkedin&utm_medium=organic-social&utm_campaign=global-2024-simufact-additive (accessed on 4 November 2024).
- Mayer, T.; Brändle, G.; Schönenberger, A.; Eberlein, R. Simulation and validation of residual deformations in additive manufacturing of metal parts. Heliyon 2020, 6, e03987. [Google Scholar] [CrossRef] [PubMed]
- Available online: https://www.inas.ro/en/ansys-structures-additive-manufacturing (accessed on 4 November 2024).
- Zongo, F.; Simoneau, C.; Timercan, A.; Tahan, A.; Brailovski, V. Geometric deviations of laser powder bed–fused AlSi10Mg components: Numerical predictions versus experimental measurements. Int. J. Adv. Manuf. Technol. 2020, 107, 1411–1436. [Google Scholar] [CrossRef]
- Zhang, Z.D.; Ibhadode, O.; Shahabad, S.I.; Zhai, X.Y.; Yu, D.Y.; Gao, T.; Zhu, J.H.; Zhang, W.H. High-resolution inherent strain method using actual layer thickness in laser powder bed fusion additive manufacturing with experimental validations. J. Mater. Res. Technol. 2024, 30, 6576–6595. [Google Scholar] [CrossRef]
- Available online: https://www.ecotre.it/en/software/metal-binder-jetting/ (accessed on 4 November 2024).
- Bidulský, R.; Bidulská, J. Praktické Využitie Kovových Materiálov v Priemyselných Aplikáciách, 1st ed.; SciCell s.r.o.: Mojzesovo, Slovakia, 2023; p. 120. [Google Scholar] [CrossRef]
- Kočiško, R.; Kvačkaj, T.; Bidulská, J.; Bidulský, R.; Petroušek, P.; Pokorný, I.; Lupták, M.; Actis Grande, M. Evaluation of Powder Metallurgy Workpiece Prepared by Equal Channel Angular Rolling. Materials 2023, 16, 601. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, Y.; Chia, H.Y.; Yan, W. Mechanism of keyhole pore formation in metal additive manufacturing. Comput. Mater. 2022, 8, 686–695. [Google Scholar] [CrossRef]
- Bidulský, R.; Petroušek, P.; Bidulská, J.; Hudák, R.; Živčák, J.; Actis-Grande, M. Porosity Quantification of Additive Manufactured Ti6Al4V and CoCrW Alloys Produced by L-PBF. Arch. Metall. Mater. 2022, 67, 83–89. [Google Scholar] [CrossRef]
- Nazari, K.A.; Hilditch, T.; Dargusch, M.S.; Nouri, A. Functionally graded porous scaffolds made of Ti-based agglomerates. J. Mech. Behav. Biomed. Mater. 2016, 63, 157–163. [Google Scholar] [CrossRef]
- Bobbio, L.D.; Qin, S.; Dunbar, A.; Michaleris, P.; Beese, A.M. Characterization of the strength of support structures used in powder bed fusion additive manufacturing of Ti-6Al-4V. Addit. Manuf. 2017, 14, 60–68. [Google Scholar] [CrossRef]
- Zitelli, C.; Folgarait, P.; Di Schino, A. Laser Powder Bed Fusion of Stainless Steel Grades: A Review. Metals 2019, 9, 731. [Google Scholar] [CrossRef]
- Schino, A.D.; Nunzio, P.E. Metallurgical aspects related to contact fatigue phenomena in steels for back-up rolls. Acta Metall. Slovaca 2017, 23, 62–71. [Google Scholar] [CrossRef]
- Cheng, B.; Loeber, L.; Willeck, H.; Hartel, U.; Tuffile, C. Computational Investigation of Melt Pool Process Dynamics and Pore Formation in Laser Powder Bed Fusion. J. Mater. Eng. Perform. 2019, 28, 6565–6578. [Google Scholar] [CrossRef]
- Available online: https://www.tctmagazine.com/additive-manufacturing-3d-printing-news/altair-partner-alliance-addition-additive-works-amphyon/ (accessed on 6 November 2024).
- Barroqueiro, B.; Andrade-Campos, A.; Valente, R.A.F.; Neto, V. Metal Additive Manufacturing Cycle in Aerospace Industry: A Comprehensive Review. J. Manuf. Mater. Process. 2019, 3, 52. [Google Scholar] [CrossRef]
- Adak, D.; Sreeramagiri, P.; Roy, S.; Balasubramanian, G. Advances and Challenges in Predictive Modeling for Additive Manufacturing of Dissimilar Metals and Complex Alloys. Materials 2023, 16, 5680. [Google Scholar] [CrossRef]
- Bugatti, M.; Semeraro, Q. Limitations of the Inherent Strain Method in Simulating Powder Bed Fusion Processes. Addit. Manuf. 2018, 23, 329–346. [Google Scholar] [CrossRef]
- Dimopoulos, A.; Chryssinas, G.; Mavroforaki, D.; Gan, T.-H.; Chatzakos, P. An Interactive Web-Based Platform for Support Generation and Optimisation for Metal Laser Powder Bed Fusion. Materials 2024, 17, 1639. [Google Scholar] [CrossRef]
- Butt, J. Exploring the Interrelationship between Additive Manufacturing and Industry 4.0. Designs 2020, 4, 13. [Google Scholar] [CrossRef]
- Available online: https://www.autodesk.com/products/netfabb/features (accessed on 6 November 2024).
- Gouge, M.; Michaleris, P.; Denlinger, E.; Irwin, J. Chapter 2-The Finite Element Method for the Thermo-Mechanical Modeling of Additive Manufacturing Processes. In Thermo-Mechanical Modeling of Additive Manufacturing, 1st ed.; Gouge, M., Michaleris, P., Eds.; Butterworth-Heinemann: Oxford, UK, 2018; pp. 19–38. [Google Scholar] [CrossRef]
- Perumal, V.I.; Najafi, A.R.; Kontsos, A. A Novel Digital Design Approach for Metal Additive Manufacturing to Address Local Thermal Effects. Designs 2020, 4, 41. [Google Scholar] [CrossRef]
- Wahlquist, S.; Ali, A. Roles of Modeling and Artificial Intelligence in LPBF Metal Print Defect Detection: Critical Review. Appl. Sci. 2024, 14, 8534. [Google Scholar] [CrossRef]
- Gouge, M.; Denlinger, E.; Irwin, J.; Li, C.; Michaleris, P. Experimental validation of thermo-mechanical part-scale modeling for laser powder bed fusion processes. Addit. Manuf. 2019, 29, 100771. [Google Scholar] [CrossRef]
- Sarzyński, B.; Śnieżek, L.; Grzelak, K. Metal Additive Manufacturing (MAM) Applications in Production of Vehicle Parts and Components—A Review. Metals 2024, 14, 195. [Google Scholar] [CrossRef]
- Boissinneault, T. Honda Uses AM and Generative Design to Optimize Crankshaft. Available online: https://www.autodesk.com/customer-stories/honda-crankshaft-design (accessed on 6 January 2024).
- Available online: https://develop3d.com/reviews/review-volume-graphics-vgstudio-max-additive-manufacturing-ct-scan/ (accessed on 8 November 2024).
- George, A.; Trevisan Mota, M.; Maguire, C.; O’Callaghan, C.; Roche, K.; Papakostas, N. Using Voxelisation-Based Data Analysis Techniques for Porosity Prediction in Metal Additive Manufacturing. Appl. Sci. 2024, 14, 4367. [Google Scholar] [CrossRef]
- Grüger, L.; Sydow, B.; Woll, R.; Buhl, J. Design of a Cost-Effective and Statistically Validated Test Specification with Selected Machine Elements to Evaluate the Influence of the Manufacturing Process with a Focus on Additive Manufacturing. Metals 2023, 13, 1900. [Google Scholar] [CrossRef]
- Andronov, V.; Šimota, J.; Beránek, L.; Blažek, J.; Rušar, F. Optimization of Process Parameters for Additively Produced Tool Steel 1.2709 with a Layer Thickness of 100 μm. Materials 2021, 14, 2852. [Google Scholar] [CrossRef]
- Salmi, A.; Piscopo, G.; Pilagatti, A.N.; Atzeni, E. Evaluation of Porosity in AISI 316 L Samples Processed by Laser Powder Directed Energy Deposition. J. Manuf. Mater. Process. 2024, 8, 129. [Google Scholar] [CrossRef]
- Goetz, D.; Panzer, H.; Wolf, D.; Bayerlein, F.; Spachtholz, J.; Zaeh, M.F. AscentAM: A Software Tool for the Thermo-Mechanical Process Simulation of Form Deviations and Residual Stresses in Powder Bed Fusion of Metals Using a Laser Beam. Modelling 2024, 5, 841–860. [Google Scholar] [CrossRef]
- Bayerlein, F.A. Managing Form Deviation in Laser Beam Melting by Pre-Deformation. Ph.D. Dissertation, Technical University of Munich, Munich, Germany, 2020. Available online: https://mediatum.ub.tum.de/doc/1535958/1535958.pdf (accessed on 13 November 2024).
- Available online: https://3dprintingindustry.com/news/altair-announces-inspire-print3d-simulation-software-for-metal-3d-printing-165560/ (accessed on 15 November 2024).
- Lubimyi, N.S.; Chepchurov, M.; Polshin, A.A.; Gerasimov, M.D.; Chetverikov, B.S.; Chetverikova, A.; Tikhonov, A.A.; Maltsev, A. Reducing the Cost of 3D Metal Printing Using Selective Laser Melting (SLM) Technology in the Manufacture of a Drill Body by Reinforcing Thin-Walled Shell Forms with Metal-Polymers. J. Manuf. Mater. Process. 2024, 8, 44. [Google Scholar] [CrossRef]
- Geyer, S.; Hölzl, C. Comparison of CAD Software for Designing Cellular Structures for Additive Manufacturing. Appl. Sci. 2024, 14, 3306. [Google Scholar] [CrossRef]
- Raffaeli, R.; Lettori, J.; Schmidt, J.; Peruzzini, M.; Pellicciari, M. A Systematic Approach for Evaluating the Adoption of Additive Manufacturing in the Product Design Process. Appl. Sci. 2021, 11, 1210. [Google Scholar] [CrossRef]
- Available online: https://altair.com/resource/altair-inspire-print3d-datasheet (accessed on 16 November 2024).
- Pagac, M.; Hajnys, J.; Halama, R.; Aldabash, T.; Mesicek, J.; Jancar, L.; Jansa, J. Prediction of Model Distortion by FEM in 3D Printing via the Selective Laser Melting of Stainless Steel AISI 316 L. Appl. Sci. 2021, 11, 1656. [Google Scholar] [CrossRef]
- Kaščák, Ľ.; Varga, J.; Bidulská, J.; Bidulský, R. Simulation of 316 L Stainless Steel Produced the Laser Powder Bed Fusion Process. Materials 2023, 16, 7653. [Google Scholar] [CrossRef] [PubMed]
- Kaščák, Ľ.; Varga, J.; Bidulská, J.; Bidulský, R.; Manfredi, D. Weight Factor as a Parameter for Optimal Part Orientation in the L-PBF Printing Process Using Numerical Simulation. Materials 2024, 17, 3604. [Google Scholar] [CrossRef] [PubMed]
- Silva, B.C.S.; Soares, L.F.; Coelho, R.S.; Sitek, W.; Król, M.; Batalha, G.F. Influence of phase transformation coefficient on thermomechanical modeling of laser powder bed fusion for maraging 300 steel. Technology 2024, 33, 994–1003. [Google Scholar] [CrossRef]
- Mikulikova, A.; Mesicek, J.; Karger, J.; Hajnys, J.; Ma, Q.-P.; Sliva, A.; Smiraus, J.; Srnicek, D.; Cienciala, S.; Pagac, M. Topology Optimization of the Clutch Lever Manufactured by Additive Manufacturing. Materials 2023, 16, 3510. [Google Scholar] [CrossRef]
- Markovits, T.; Szederkényi, B. Investigation of generative design for powder bed fusion technology in case of Formula Student race car components using Ti6Al4V alloy. J. Manuf. Process. 2022, 80, 220–231. [Google Scholar] [CrossRef]
- Bassoli, E.; Defanti, S.; Tognoli, E.; Vincenzi, N.; Degli Esposti, L. Design for Additive Manufacturing and for Machining in the Automotive Field. Appl. Sci. 2021, 11, 7559. [Google Scholar] [CrossRef]
- Ninpetch, P.; Kowitwarangkul, P.; Chalermkarnnon, P.; Promoppatum, P.; Chuchuay, P.; Rattanadecho, P. Numerical Modeling of Distortion of Ti-6Al-4V Components Manufactured Using Laser Powder Bed Fusion. Metals 2022, 12, 1484. [Google Scholar] [CrossRef]
- Hajnys, J.; Pagáč, M.; Měsíček, J.; Petru, J.; Król, M. Influence of Scanning Strategy Parameters on Residual Stress in the SLM Process According to the Bridge Curvature Method for AISI 316 L Stainless Steel. Materials 2020, 13, 1659. [Google Scholar] [CrossRef]
- Fojtík, F.; Potrok, R.; Hajnyš, J.; Ma, Q.-P.; Kudrna, L.; Měsíček, J. Quantification and Analysis of Residual Stresses in Braking Pedal Produced via Laser–Powder Bed Fusion Additive Manufacturing Technology. Materials 2023, 16, 5766. [Google Scholar] [CrossRef]
- Chen, Q.; Liang, X.; Hayduke, D.; Liu, J.; Cheng, L.; Oskin, J.; Whitmore, R.; To, A.C. An inherent strain based multiscale modeling framework for simulating part-scale residual deformation for direct metal laser sintering. Addit. Manuf. 2019, 28, 406–418. [Google Scholar] [CrossRef]
- Cheng, B.; Shrestha, S.; Chou, K. Stress and deformation evaluations of scanning strategy effect in selective laser melting. Addit. Manuf. 2016, 12, 240–251. [Google Scholar] [CrossRef]
- Lu, P.; Tong, L.; Wen-Hao, W.; Yu, G.; Cheng-Lin, Z.; Jiang-Lin, L. Mesoscopic simulation of overlapping behavior in laser powder bed additive manufacturing. Mater. Res. Express 2021, 8, 125801. [Google Scholar] [CrossRef]
- Hussein, A.; Hao, L.; Yan, C.; Everson, R.M. Finite element simulation of the temperature and stress fields in single layers built without-support in selective laser melting. Mater. Des. 2013, 52, 638–647. [Google Scholar] [CrossRef]
- Ren, Z.; Fu, G.; Zhang, D.Z.; Zhang, K.; Zhao, M. Thermal flow characteristics and the evolution of laser absorption in laser powder bed fusion of Cu-Cr-Zr alloy. Int. J. Mech. Sci. 2022, 216, 106957. [Google Scholar] [CrossRef]
- Kantaros, A.; Ganetsos, T.; Petrescu, F.I.T.; Ungureanu, L.M.; Munteanu, I.S. Post-Production Finishing Processes Utilized in 3D Printing Technologies. Processes 2024, 12, 595. [Google Scholar] [CrossRef]
- Kantaros, A.; Petrescu, F.I.T.; Brachos, K.; Ganetsos, T.; Petrescu, N. Evaluating Benchtop Additive Manufacturing Processes Considering Latest Enhancements in Operational Factors. Processes 2024, 12, 2334. [Google Scholar] [CrossRef]
- Zhou, L.; Miller, J.; Vezza, J.; Mayster, M.; Raffay, M.; Justice, Q.; Al Tamimi, Z.; Hansotte, G.; Sunkara, L.D.; Bernat, J. Additive Manufacturing: A Comprehensive Review. Sensors 2024, 24, 2668. [Google Scholar] [CrossRef]
- Cheng, L.; To, A. Part-scale build orientation optimization for minimizing residual stress and support volume for metal additive manufacturing: Theory and experimental validation. Comput. Aided Des. 2019, 113, 1–23. [Google Scholar] [CrossRef]
- Narasimharaju, S.R.; Zeng, W.; See, T.L.; Zhu, Z.; Scott, P.; Jiang, X.; Lou, S. A comprehensive review on laser powder bed fusion of steels: Processing, microstructure, defects and control methods, mechanical properties, current challenges and future trends. J. Manuf. Process. 2022, 75, 375–414. [Google Scholar] [CrossRef]
- Gadagi, B.; Lekurwale, R. A review on advances in 3D Metal printing. Mater. Today Proc. 2021, 45, 277–283. [Google Scholar] [CrossRef]
- Siewert, M.; Neugebauer, F.; Epp, J.; Ploshikhin, V. Validation of Mechanical Layer Equivalent Method for simulation of residual stresses in additive manufactured components. Comput. Math. Appl. 2019, 78, 2407–2416. [Google Scholar] [CrossRef]
- Bian, P.; Wang, C.; Xu, K.; Ye, F.; Zhang, Y.; Li, L. Coupling Analysis on Microstructure and Residual Stress in Selective Laser Melting (SLM) with Varying Key Process Parameters. Materials 2022, 15, 1658. [Google Scholar] [CrossRef]
- Li, C.; Liu, Z.Y.; Fang, X.Y.; Guo, Y.B. Residual stress in metal additive manufacturing. Proc. CIRP 2018, 71, 348–353. [Google Scholar] [CrossRef]
- Carpenter, K.; Tabei, A. On residual stress development, prevention, and compensation in metal additive manufacturing. Materials 2020, 13, 255. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Santos, T.G.; Miranda, R.M. Revisiting fundamental welding concepts to improve additive manufacturing: From theory to practice. Prog. Mater. Sci. 2020, 107, 100590. [Google Scholar] [CrossRef]
- Patterson, A.E.; Messimer, S.L.; Farrington, P.A. Overhanging Features and the SLM/DMLS Residual Stresses Problem: Review and Future Research Need. Technologies 2017, 5, 15. [Google Scholar] [CrossRef]
- Luo, H.; Sun, X.; Xu, L.; He, W.; Liang, X. A review on stress determination and control in metal-based additive manufacturing. Theor. Appl. Mech. Lett. 2023, 13, 100396. [Google Scholar] [CrossRef]
- Parry, L.; Ashcroft, I.A.; Wildman, R.D. Understanding the effect of laser scan strategy on residual stress in selective laser melting through thermo-mechanical simulation. Addit. Manuf. 2016, 12, 1–15. [Google Scholar] [CrossRef]
- Kempen, K.; Vrancken, B.; Buls, S.; Thijs, L.; Humbeeck, J.V.; Kruth, J.P. Selective laser melting of crack-free high density M2 high speed steel parts by baseplate preheating. Manuf. Sci. Eng. 2014, 136, 061026. [Google Scholar] [CrossRef]
- Paul, R.; Anand, S.; Gerner, F. Effect of thermal deformation on part errors in metal powder based additive manufacturing processes. J. Manuf. Sci. Eng. 2014, 136, 031009. [Google Scholar] [CrossRef]
- Song, X.; Feih, S.; Zhai, W.; Sun, C.N.; Li, F.; Maiti, R.; Wei, J.; Yang, Y.; Oancea, V.; Brandt, L.R.; et al. Advances in additive manufacturing process simulation: Residual stresses and distortion predictions in complex metallic components. Mater. Des. 2020, 193, 108779. [Google Scholar] [CrossRef]
- Lu, X.; Chiumenti, M.; Cervera, M.; Tan, H.; Lin, X.; Wang, S. Warpage Analysis and Control of Thin-Walled Structures Manufactured by Laser Powder Bed Fusion. Metals 2021, 11, 686. [Google Scholar] [CrossRef]
- Mugwagwa, L.; Dimitrov, D.; Matope, S.; Muvunzi, R. Residual Stresses and Distortions in Selective Laser Meltinga Review. In Proceedings of the 17th Rapid Product Development Association of South Africa, Vanderbijlpark, South Africa, 2–4 November 2016. [Google Scholar]
- Ninpetch, P.; Kowitwarangkul, P.; Mahathanabodee, S.; Tongsri, R.; Ratanadecho, P. Thermal and Melting Track Simulations of Laser Powder Bed Fusion (L-PBF). IOP Conf. Ser. Mater. Sci. Eng. 2019, 526, 012030. [Google Scholar] [CrossRef]
- Kudrna, L.; Ma, Q.-P.; Hajnys, J.; Mesicek, J.; Halama, R.; Fojtik, F.; Hornacek, L. Restoration and Possible Upgrade of a Historical Motorcycle Part Using Powder Bed Fusion. Materials 2022, 15, 1460. [Google Scholar] [CrossRef]
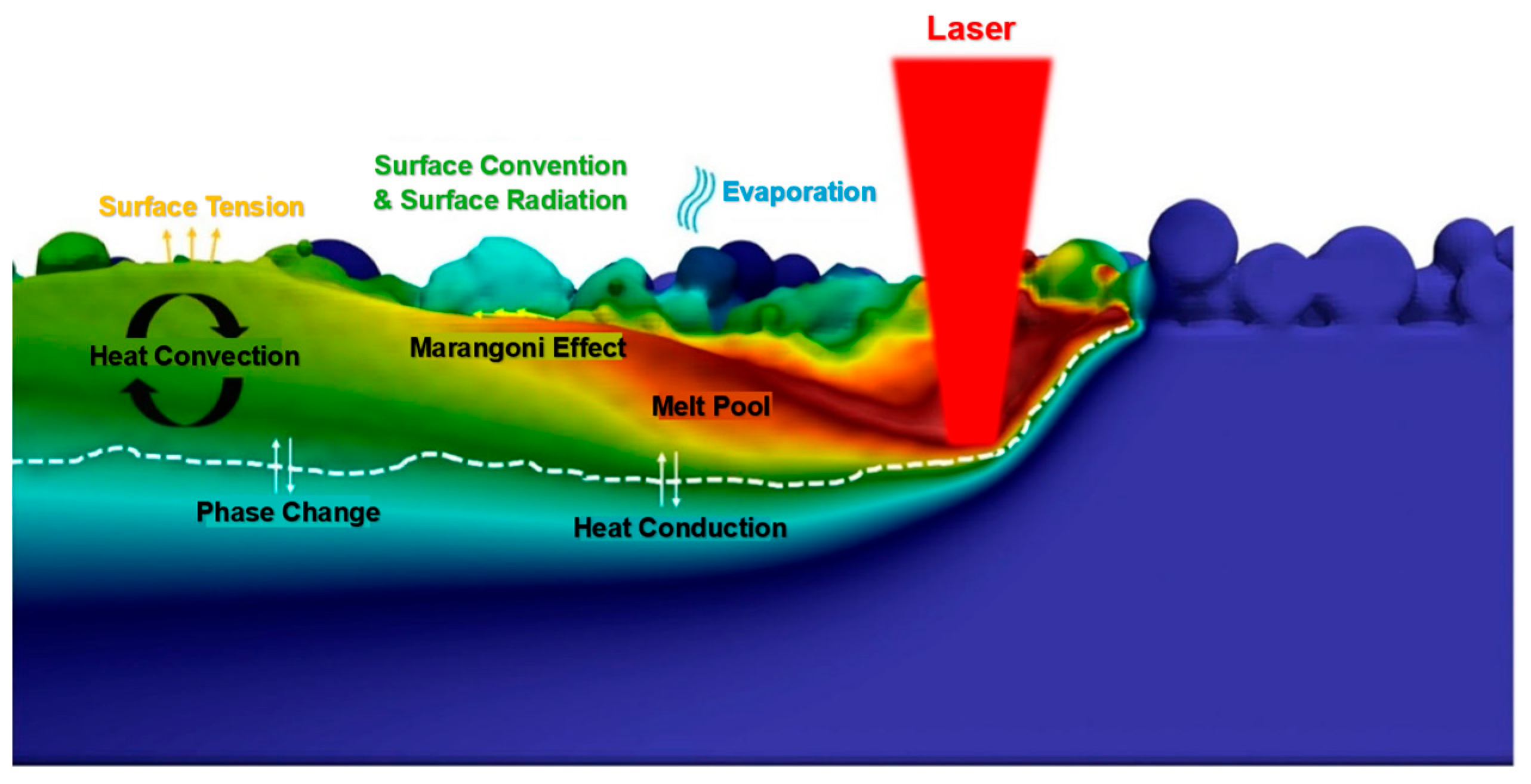
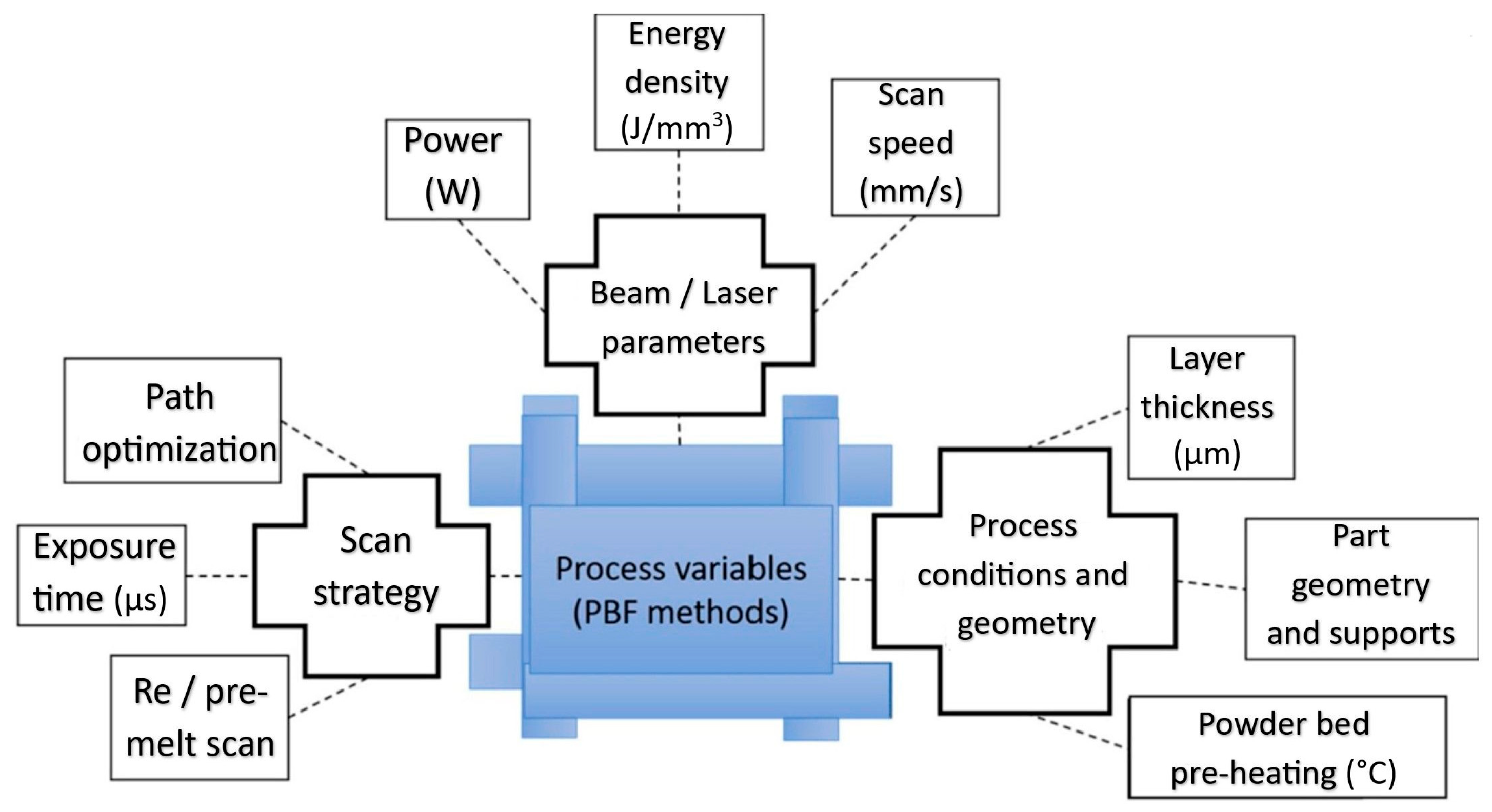
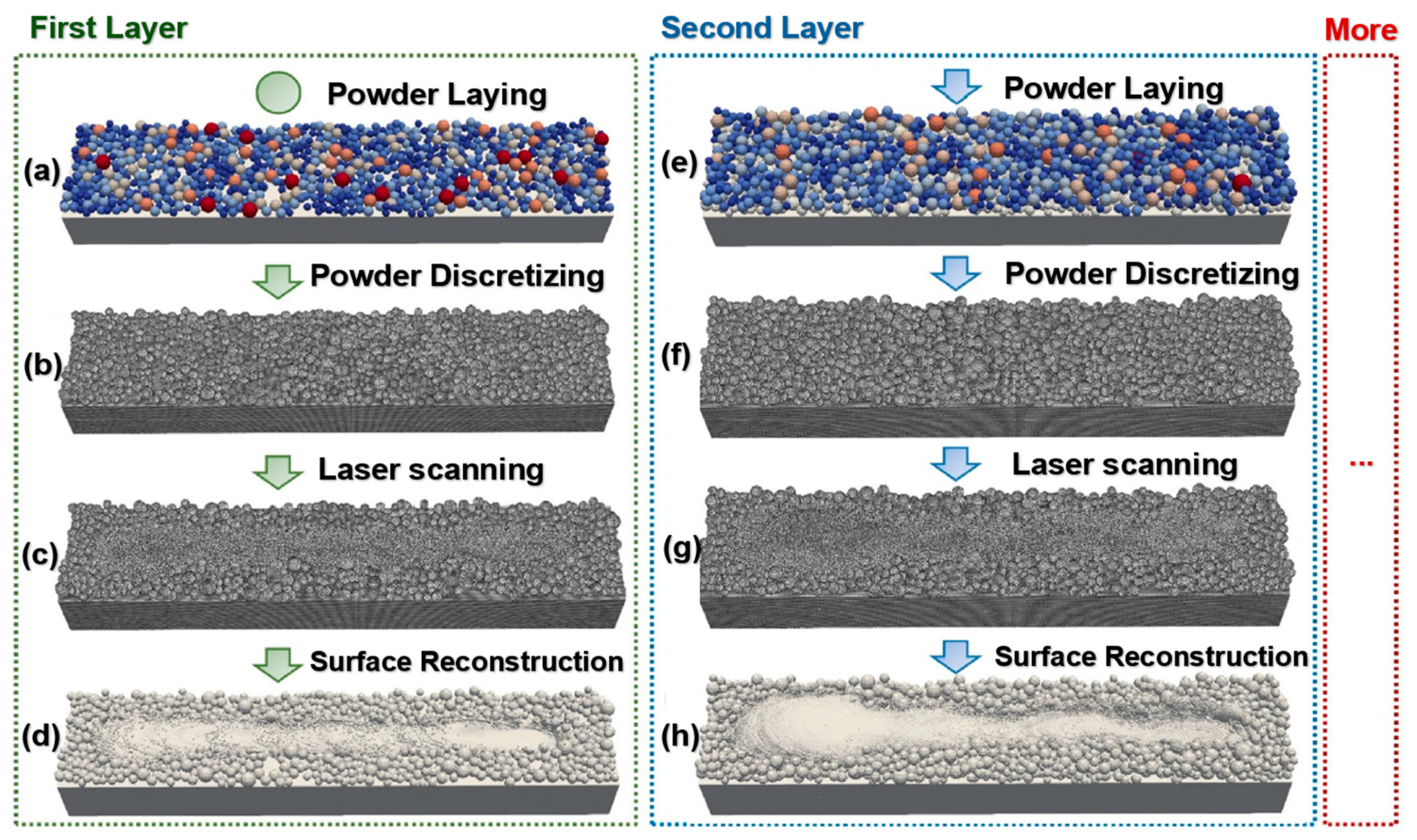
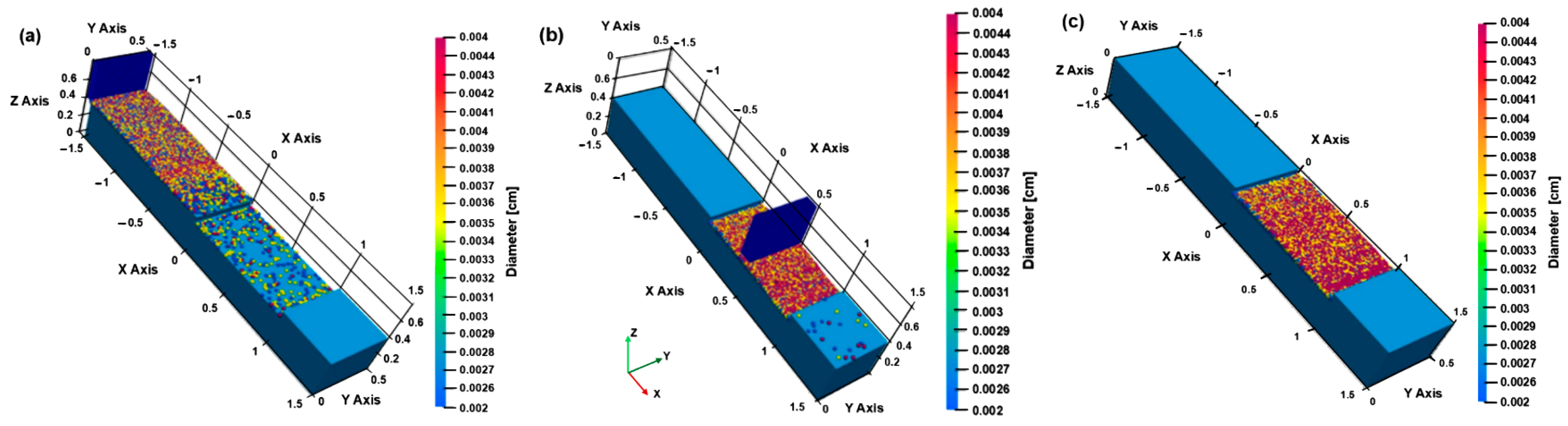
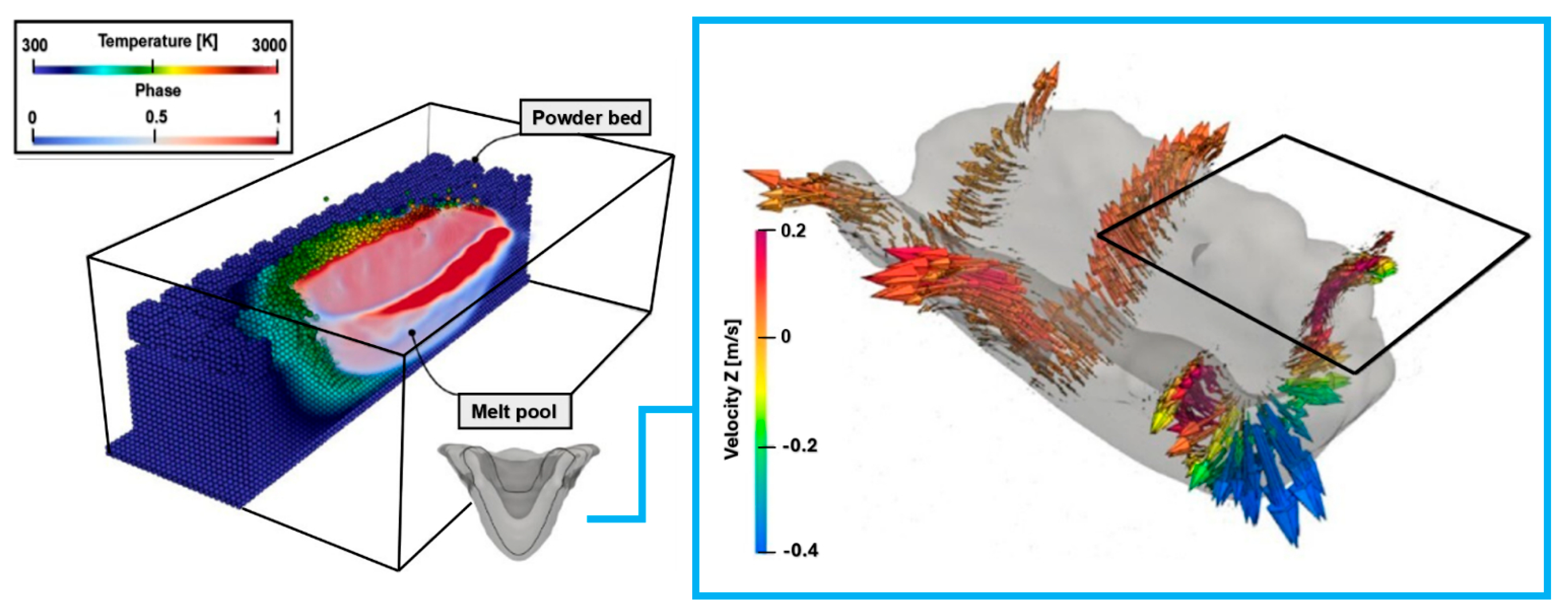
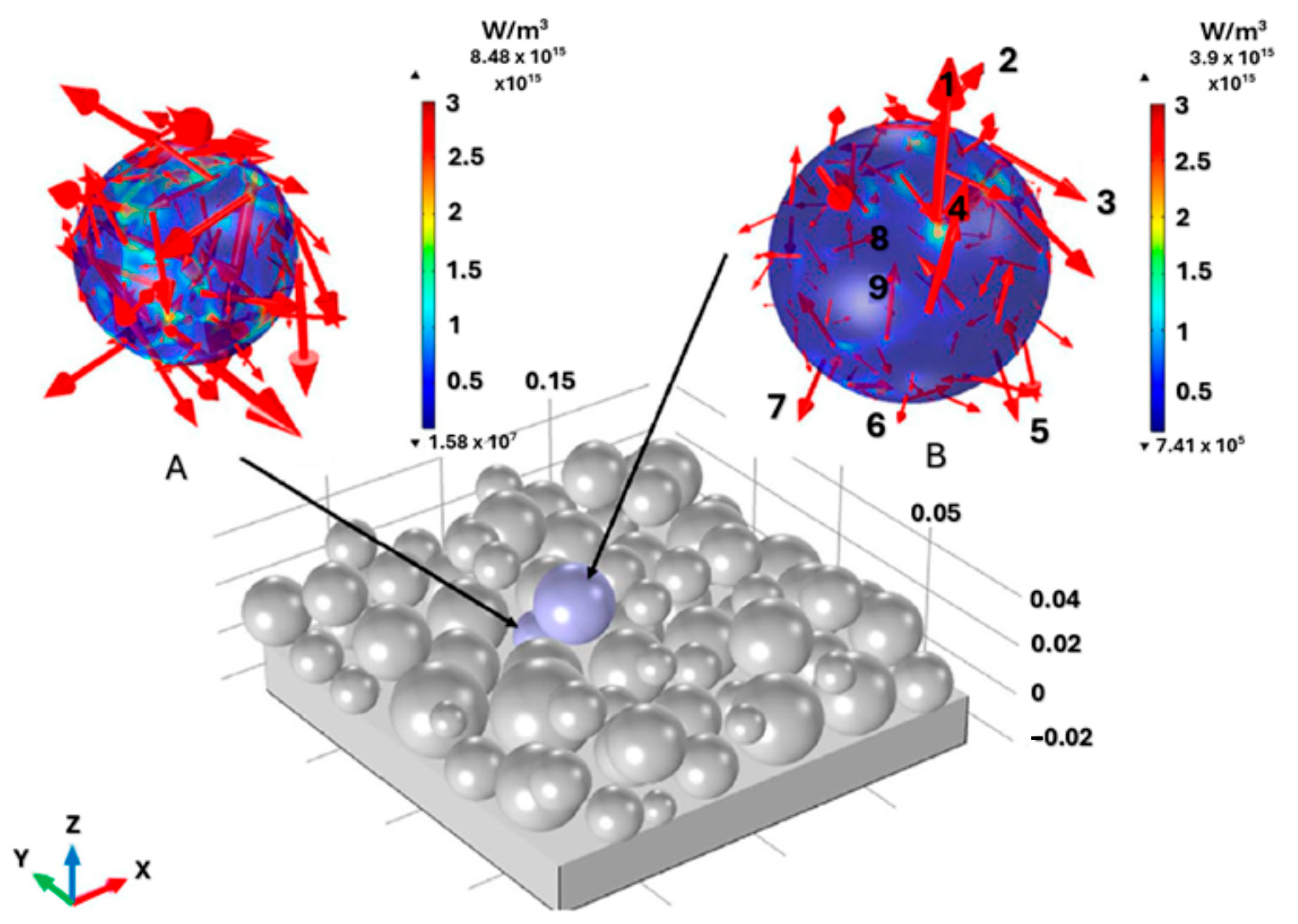
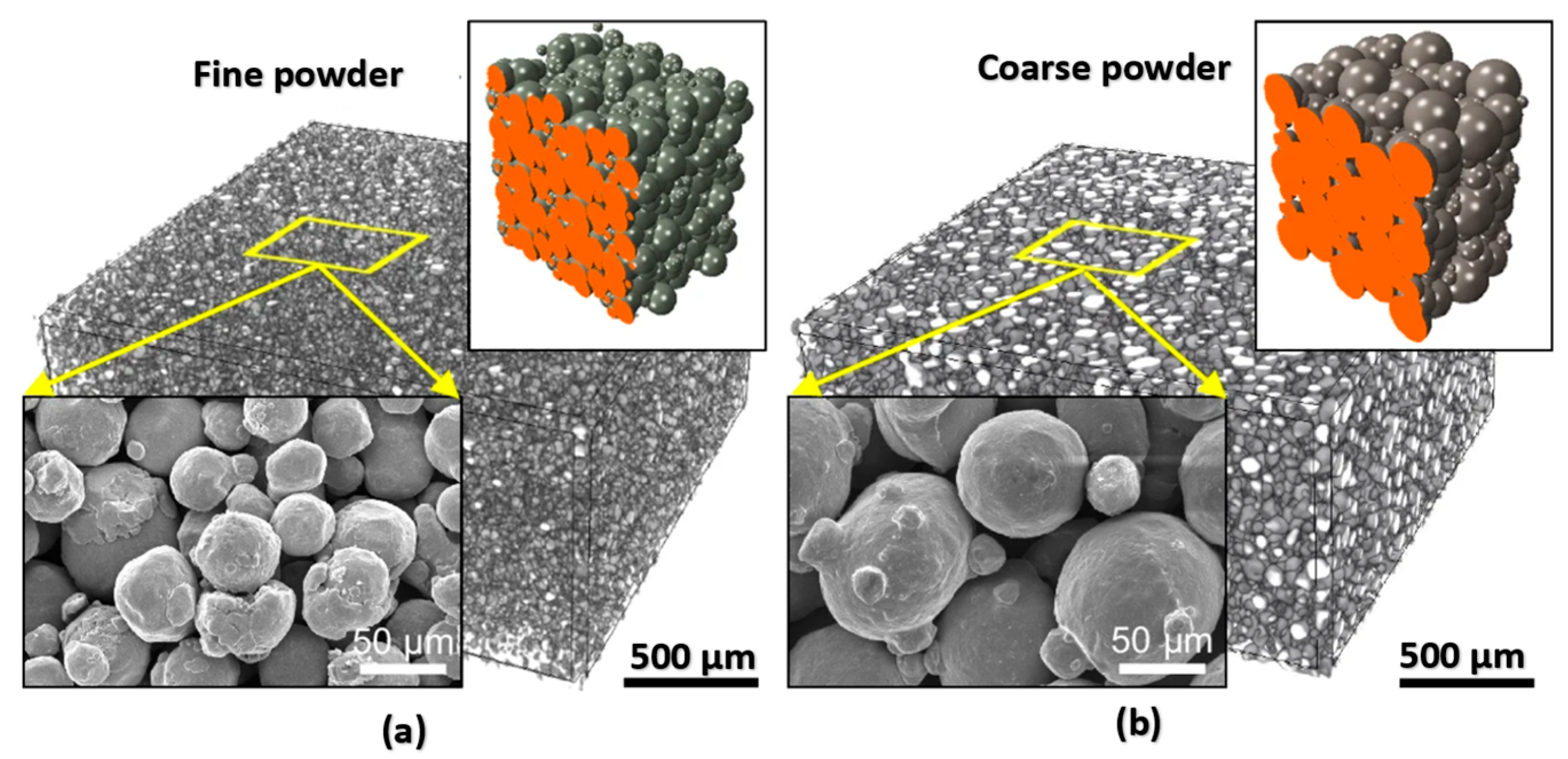
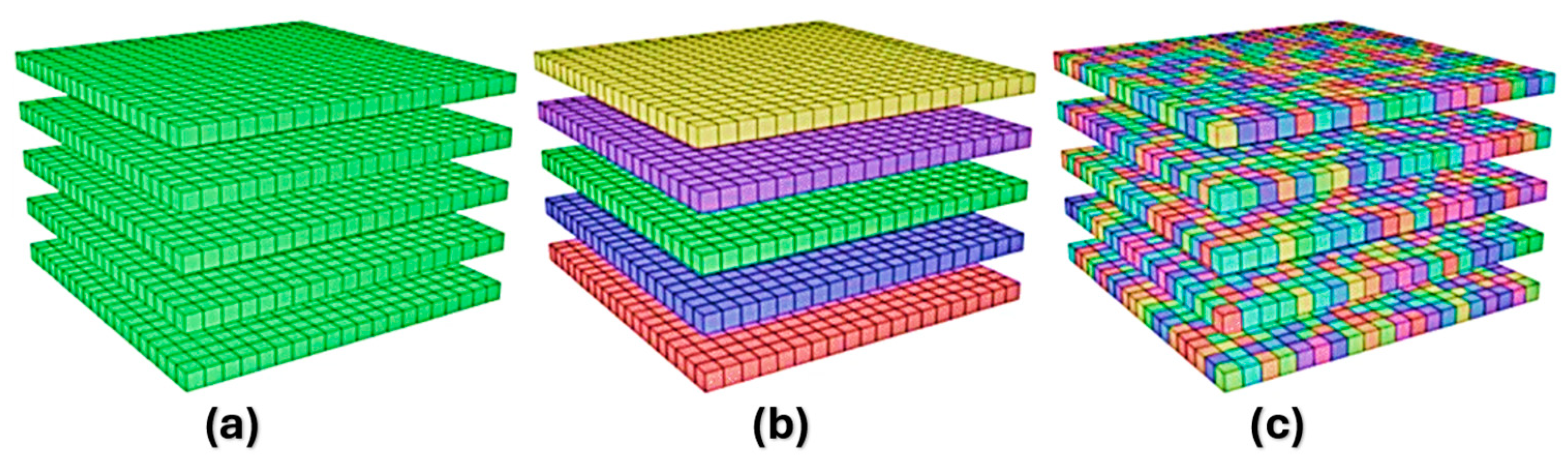
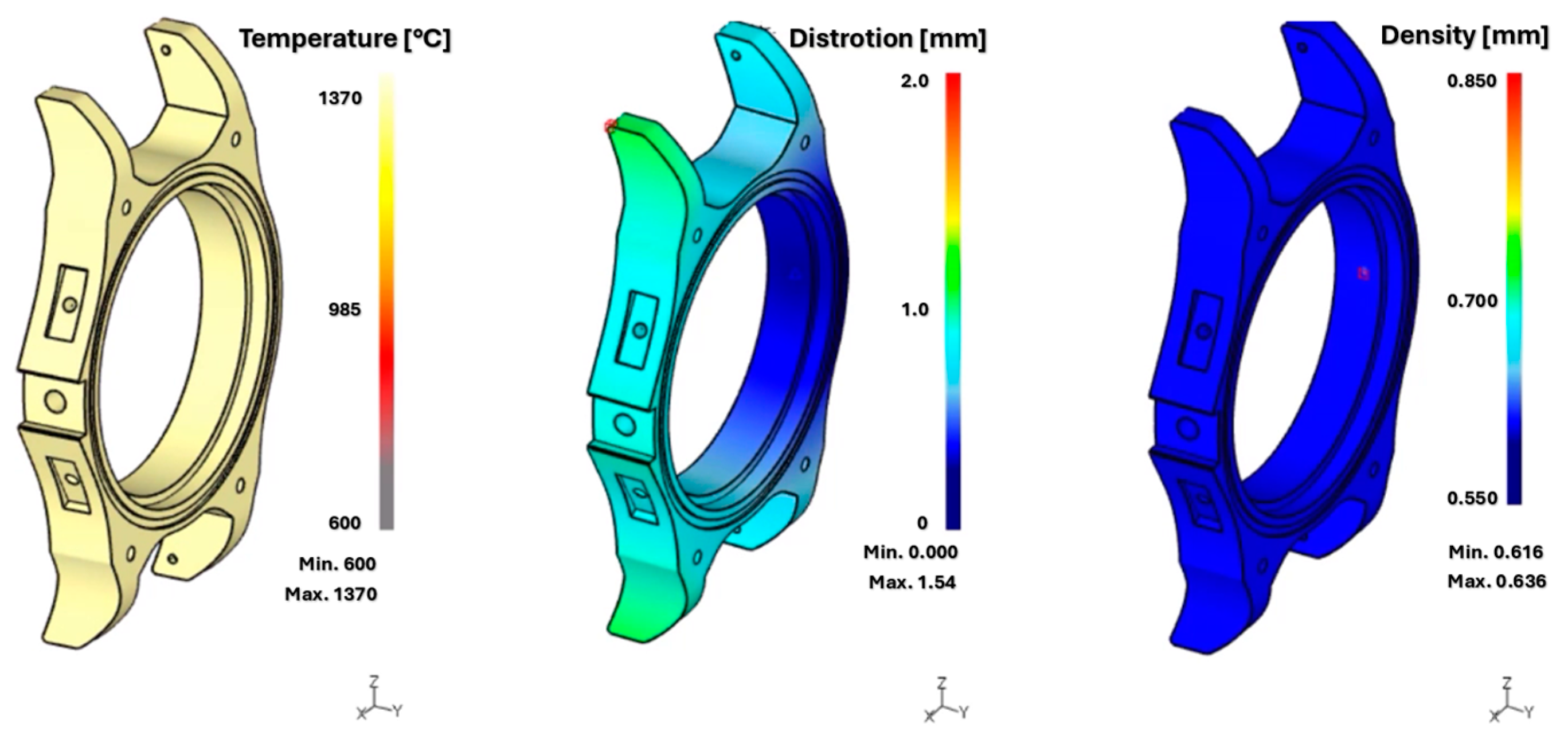

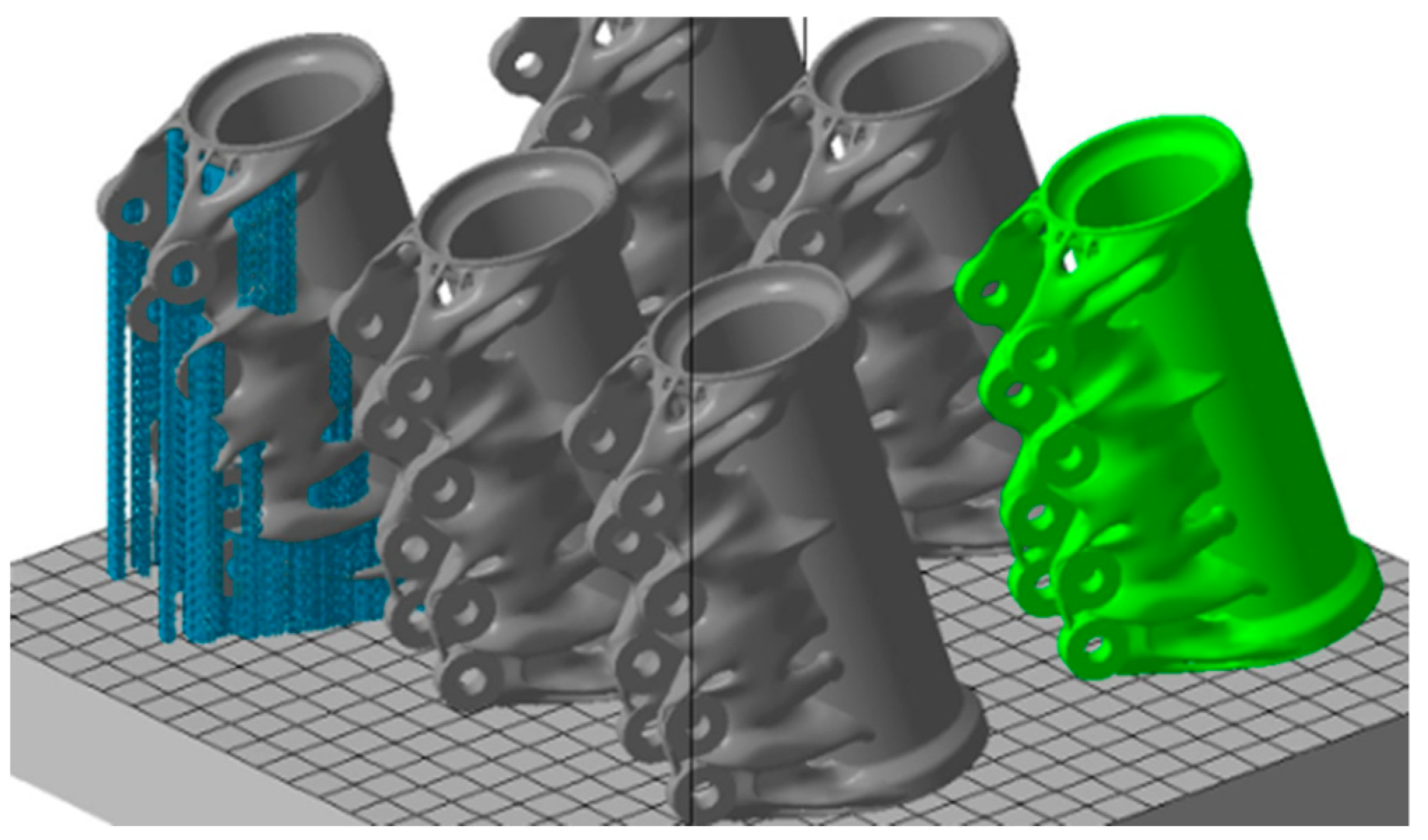

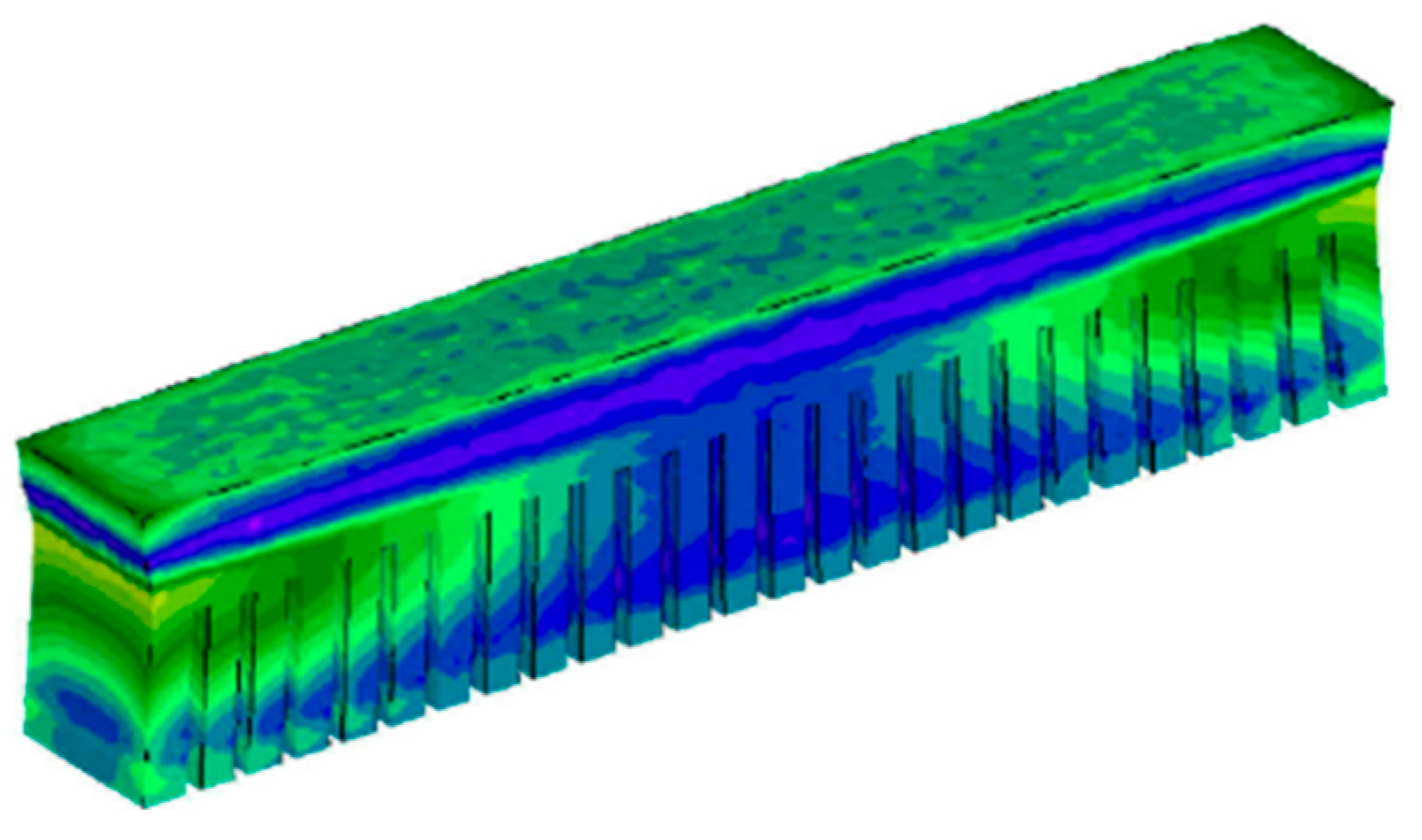
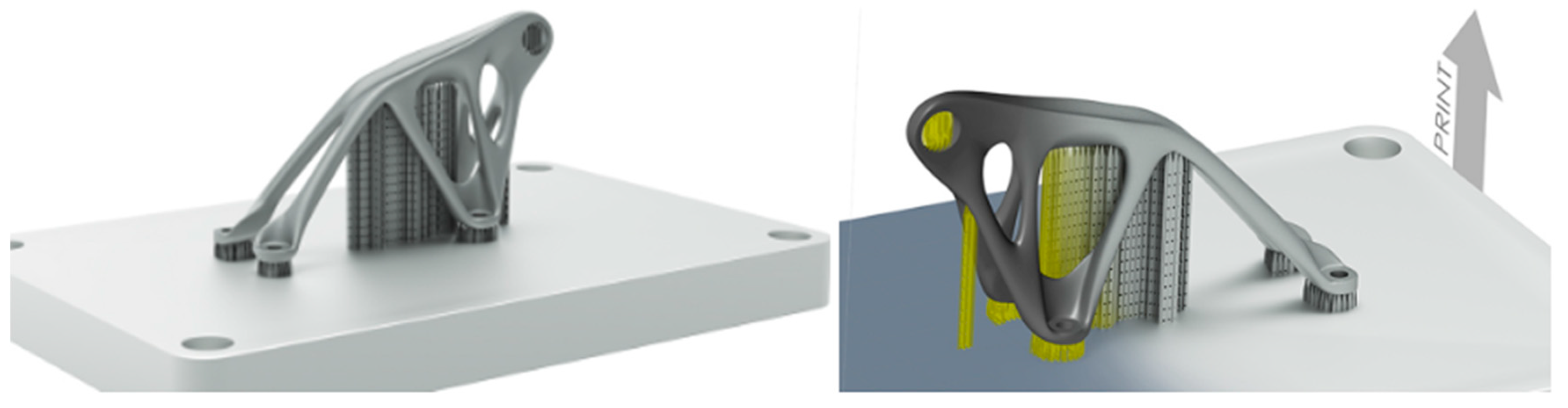
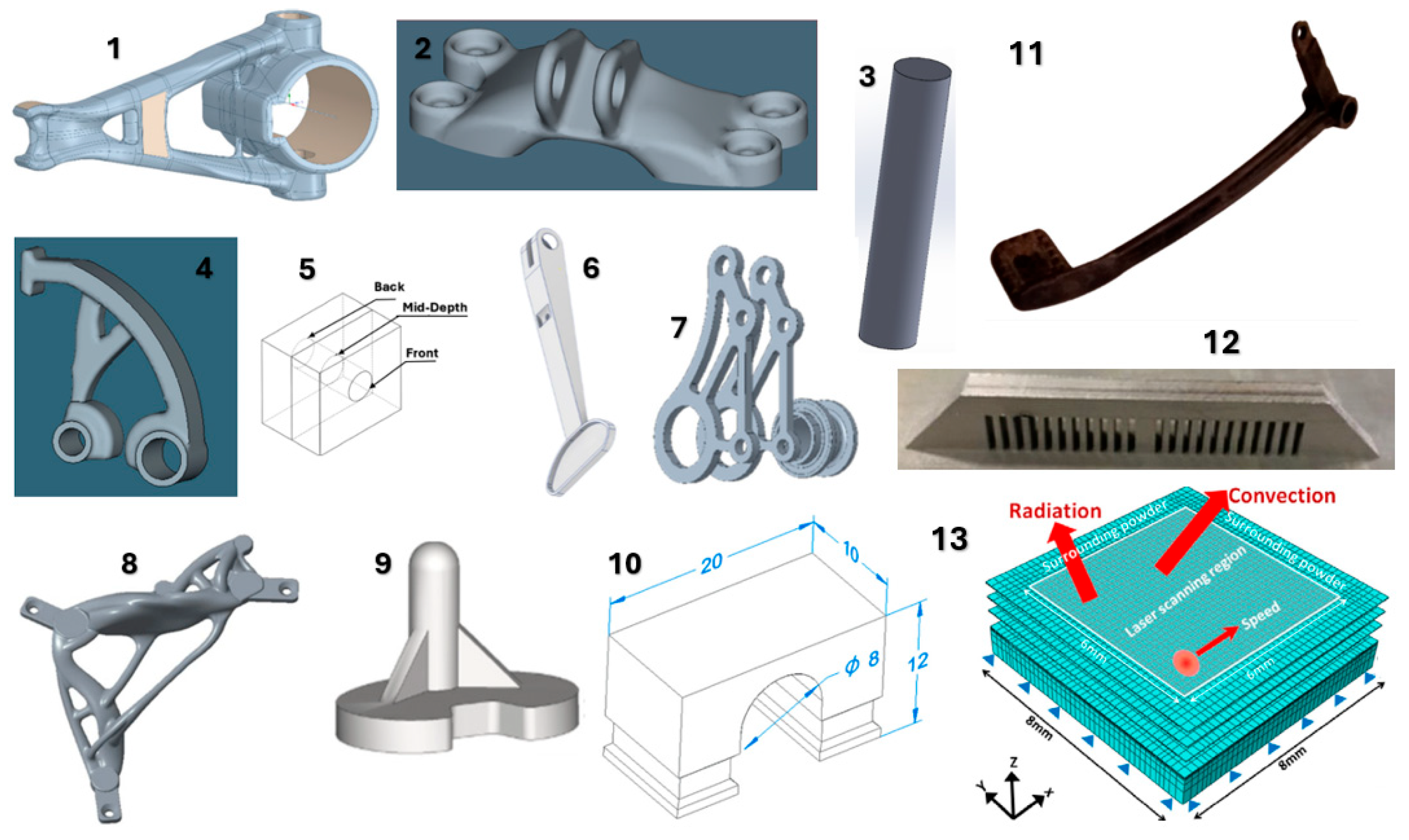
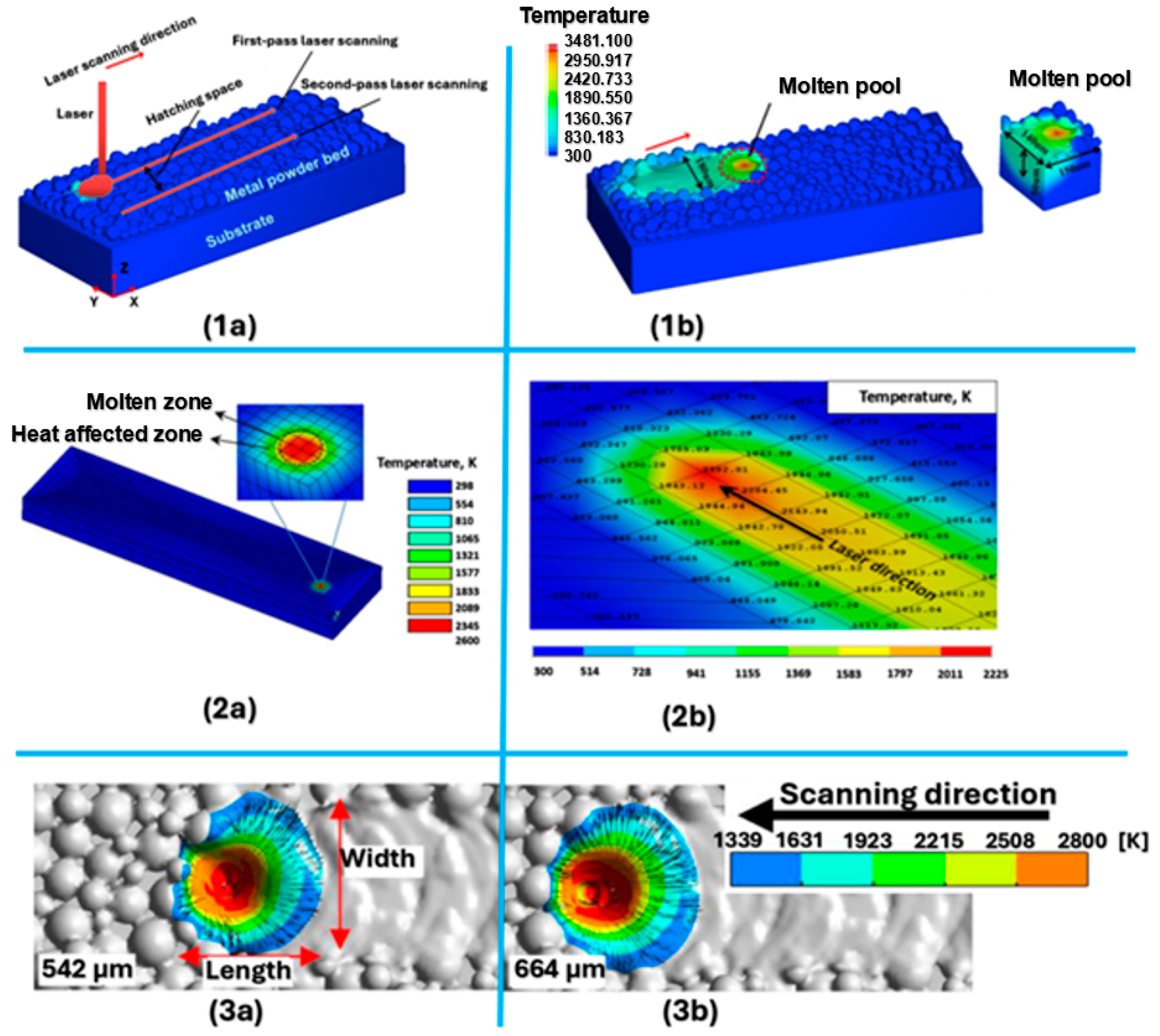
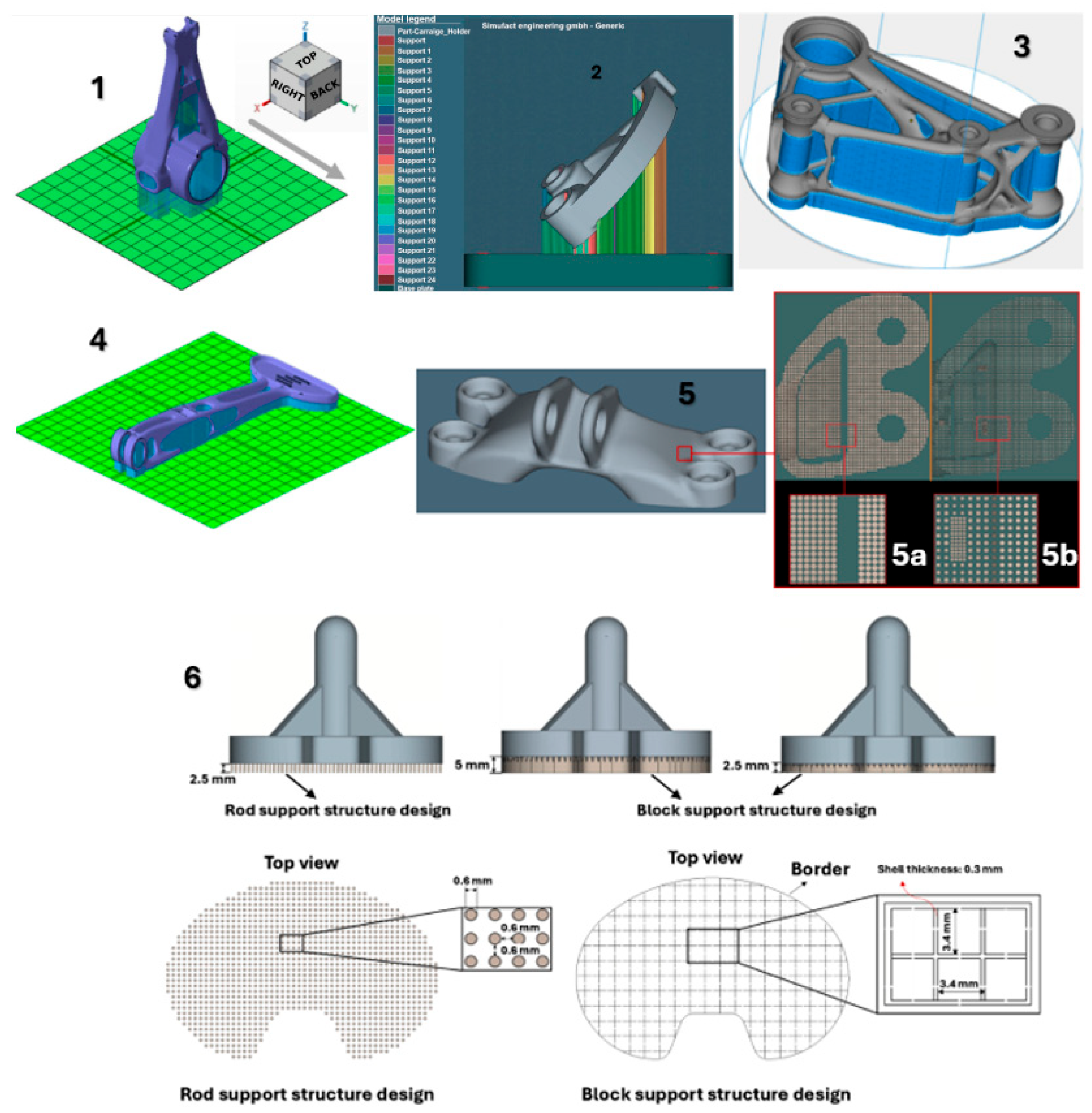

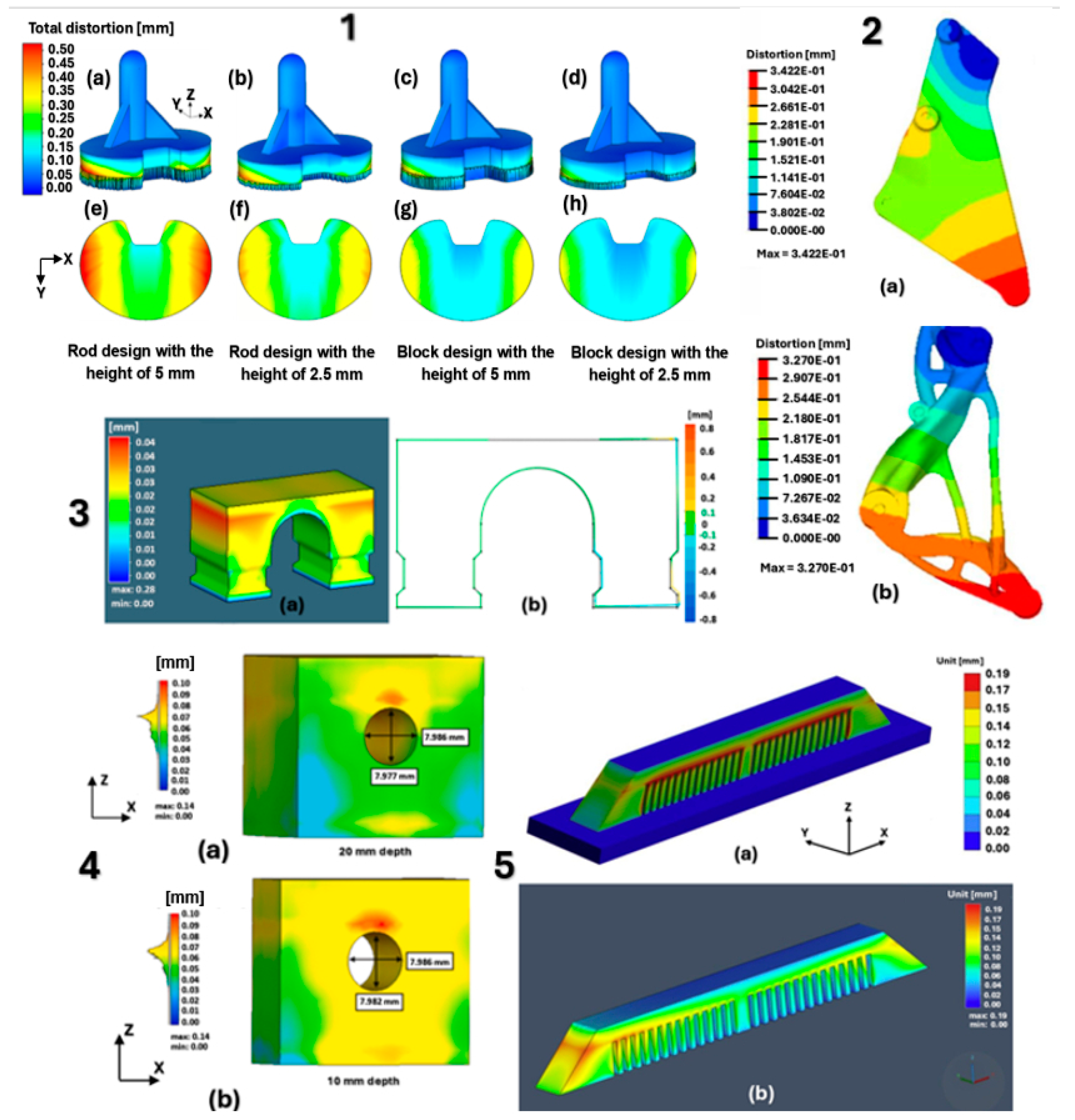


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaščák, Ľ.; Varga, J.; Bidulská, J.; Bidulský, R.; Kvačkaj, T. A Review of Simulation Tools Utilization for the Process of Laser Powder Bed Fusion. Materials 2025, 18, 895. https://doi.org/10.3390/ma18040895
Kaščák Ľ, Varga J, Bidulská J, Bidulský R, Kvačkaj T. A Review of Simulation Tools Utilization for the Process of Laser Powder Bed Fusion. Materials. 2025; 18(4):895. https://doi.org/10.3390/ma18040895
Chicago/Turabian StyleKaščák, Ľuboš, Ján Varga, Jana Bidulská, Róbert Bidulský, and Tibor Kvačkaj. 2025. "A Review of Simulation Tools Utilization for the Process of Laser Powder Bed Fusion" Materials 18, no. 4: 895. https://doi.org/10.3390/ma18040895
APA StyleKaščák, Ľ., Varga, J., Bidulská, J., Bidulský, R., & Kvačkaj, T. (2025). A Review of Simulation Tools Utilization for the Process of Laser Powder Bed Fusion. Materials, 18(4), 895. https://doi.org/10.3390/ma18040895