
Sustainable Additive Manufacturing of IN718 Blades: Powder Recycling Strategies for Reduced Carbon Footprint


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. DED Strategy
2.3. Numerical Simulation
3. Result
3.1. Printability of Blade Formation
3.2. Microhardness
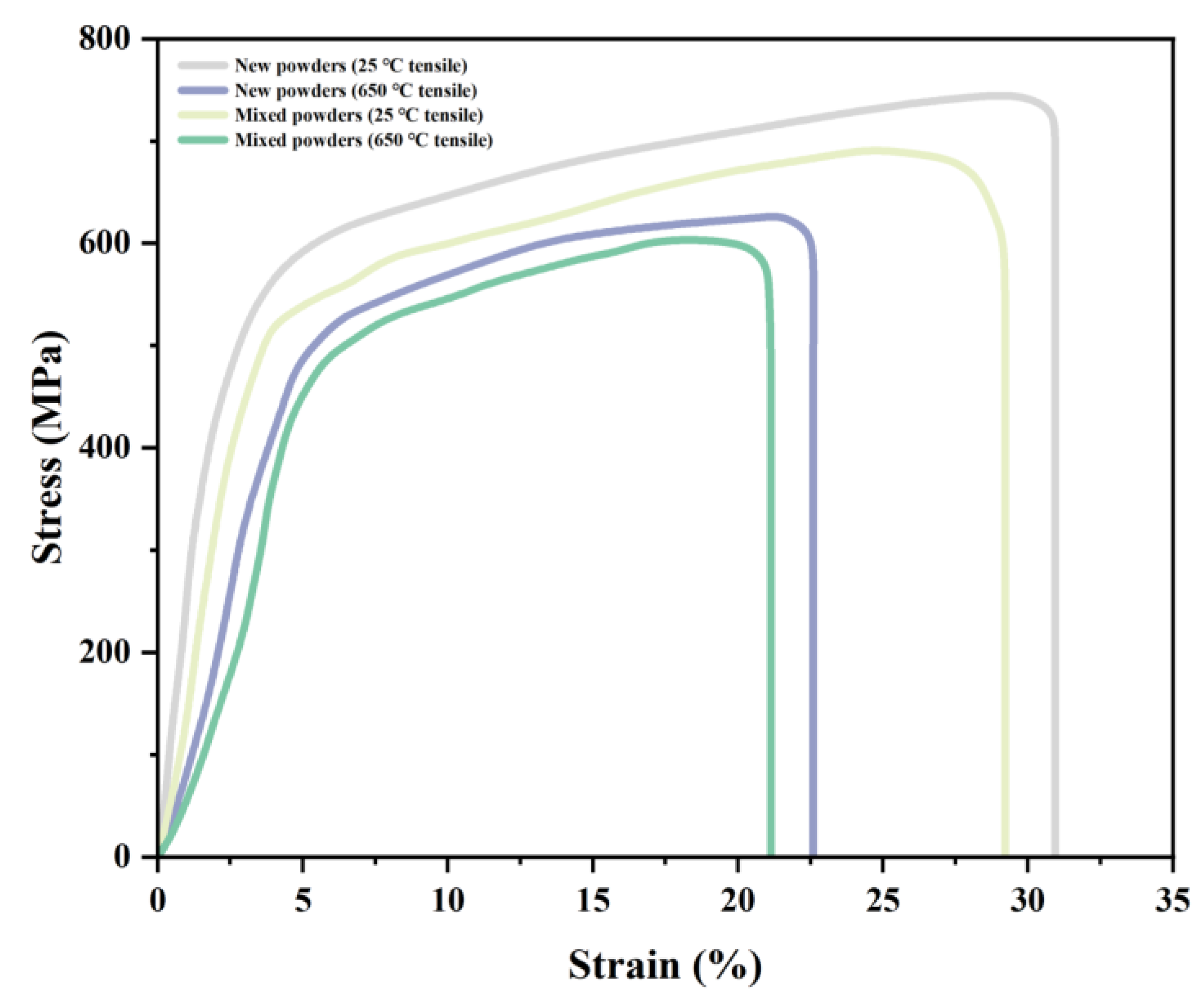
3.3. Tensile Properties
4. Discussion
5. Conclusions
- This study proposed and validated a powder recycling method through experimental verification, demonstrating highly similar morphology between both powder types and minimal differences in parameters such as the hardness and tensile properties of formed blades, meeting additive manufacturing process requirements.
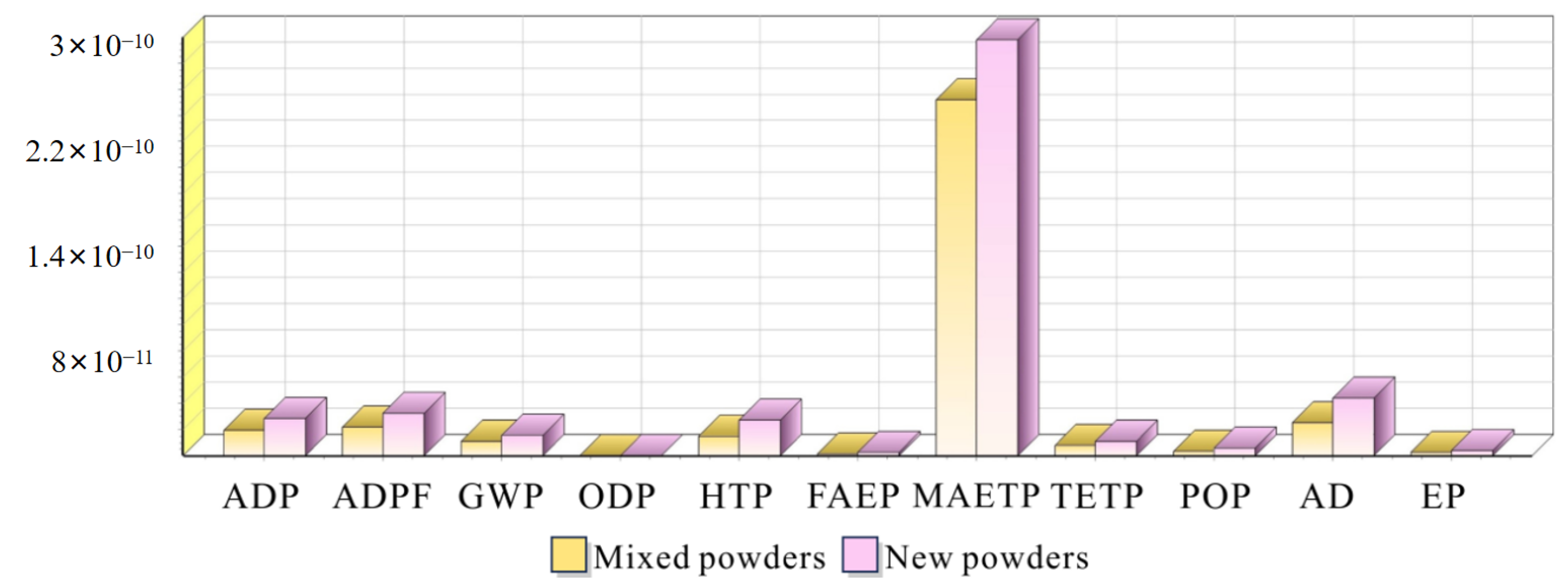
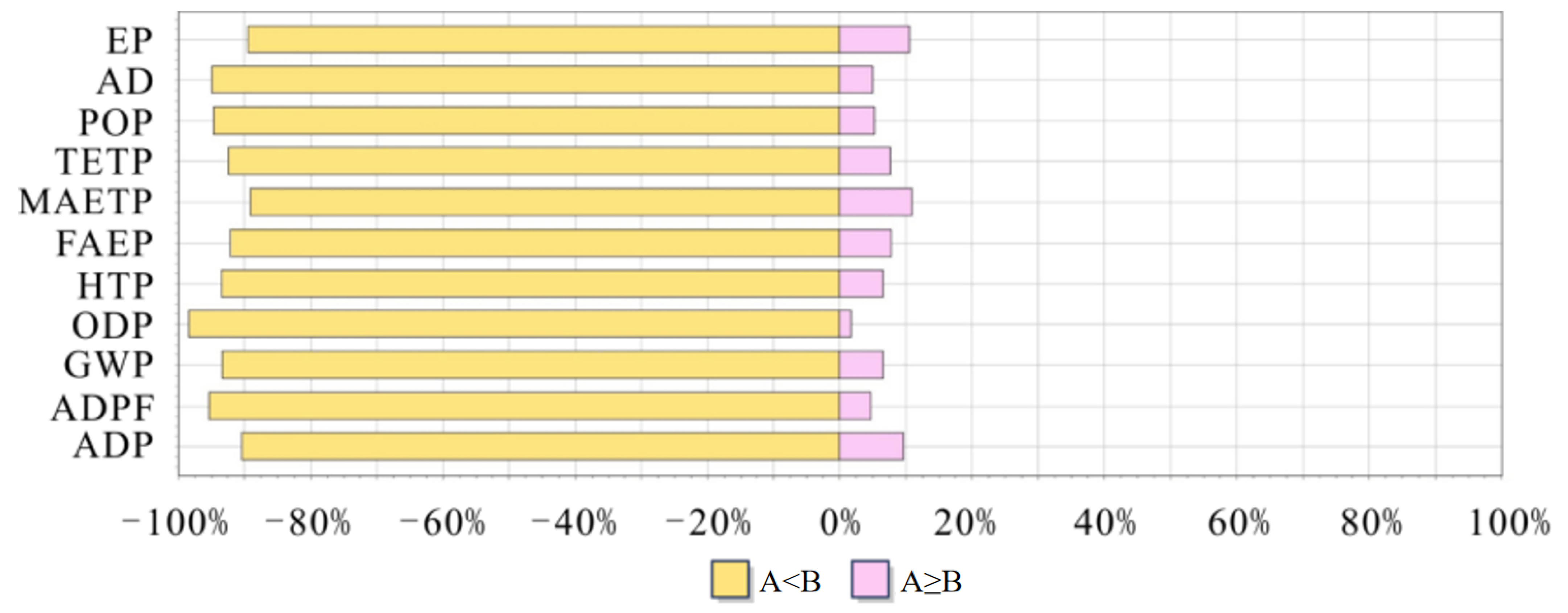
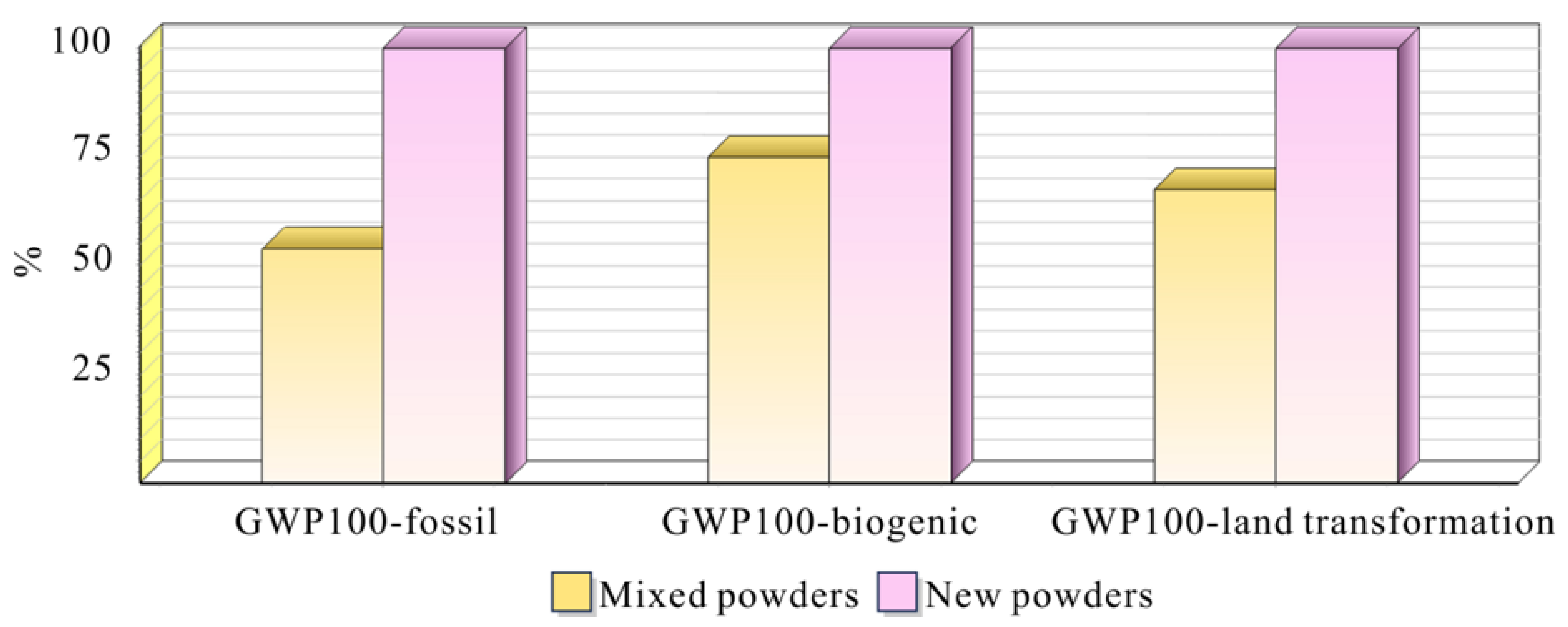
- We introduced the LCA methodology into the high-temperature alloy powder recycling field, establishing a corresponding environmental impact assessment system that systematically quantified 11 environmental indicators (including energy consumption, eutrophication, acidification, etc.).
- The study systematically quantified the environmental benefits of mixed powder recycling, showing that this recycling method can achieve a 45% reduction in carbon emissions and a 48% decrease in energy consumption.
- We provided data support for sustainable development in additive manufacturing, emphasizing the potential of mixed powder in improving environmental impact and offering theoretical support and research solutions for green sustainable development in the aerospace manufacturing sector.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, M.; Hua, L.; Hu, Z.; Dong, K.; Qin, X. Cracking and suppression mechanisms of directed energy deposited IN738 superalloy revealed by microstructural characterization, in-situ thermal monitoring, and numerical simulations. J. Alloys Compd. 2025, 1020, 179446. [Google Scholar] [CrossRef]
- Sinha, A.; Swain, B.; Behera, A.; Mallick, P.; Samal, S.K.; Vishwanatha, H.M.; Behera, A. A review on the processing of aero-turbine blade using 3D print techniques. J. Manuf. Mater. Process. 2022, 6, 16. [Google Scholar] [CrossRef]
- Liu, H.; Sun, J.; Lei, S.; Ning, S. In-service aircraft engines turbine blades life prediction based on multi-modal operation and maintenance data. Propuls. Power Res. 2021, 10, 360–373. [Google Scholar] [CrossRef]
- Sun, D.; Wan, Z. Experimental study and life prediction for aero-engine turbine blade considering creep-fatigue interaction effect. Eng. Fract. Mech. 2024, 310, 110507. [Google Scholar] [CrossRef]
- Alman, D.; Gao, M.; Kirka, M.; Widom, M. Final Scientific/Technical Report Rapid Design and Manufacturing of High-Performance Materials for Turbine Blades. Available online: https://www.osti.gov/biblio/2404558 (accessed on 15 March 2024).
- Behera, A.; Sahoo, A.K.; Mahapatra, S.S. Application of Ni-based superalloy in aero turbine blade: A review. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2023, 09544089231219104. [Google Scholar] [CrossRef]
- Bondarenko, Y.A. Trends in the development of high-temperature metal materials and technologies in the production of modern aircraft gas turbine engines. Aviation 2022, 2020, 2023. [Google Scholar]
- Bonu, V.; Barshilia, H.C. High-temperature solid particle erosion of aerospace components: Its mitigation using advanced nanostructured coating technologies. Coatings 2022, 12, 1979. [Google Scholar] [CrossRef]
- Findik, F. Review of high temperature materials. Herit. Sustain. Dev. 2023, 5, 213–228. [Google Scholar] [CrossRef]
- Armstrong, M.; Mehrabi, H.; Naveed, N. An overview of modern metal additive manufacturing technology. J. Manuf. Process. 2022, 84, 1001–1029. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Kumar, S.P.; Elangovan, S.; Mohanraj, R.; Ramakrishna, J.R. Review on the evolution and technology of State-of-the-Art metal additive manufacturing processes. Mater. Today Proc. 2021, 46, 7907–7920. [Google Scholar] [CrossRef]
- Vafadar, A.; Guzzomi, F.; Rassau, A.; Hayward, K. Advances in metal additive manufacturing: A review of common processes, industrial applications, and current challenges. Appl. Sci. 2021, 11, 1213. [Google Scholar] [CrossRef]
- Wang, C.; Zhong, W.; Ping, W.; Lin, Z.; Wang, R.; Dai, J.; Guo, M.; Xiong, W.; Zhao, J.; Hu, L. Rapid Synthesis and Sintering of Metals from Powders. Adv. Sci. 2021, 8, 2004229. [Google Scholar] [CrossRef] [PubMed]
- Xiong, W.; Guo, A.X.; Zhan, S.; Liu, C.-T.; Cao, S.C. Refractory high-entropy alloys: A focused review of preparation methods and properties. J. Mater. Sci. Technol. 2023, 142, 196–215. [Google Scholar] [CrossRef]
- Bao, Q.; Yang, Y.; Wen, X.; Guo, L.; Guo, Z. The preparation of spherical metal powders using the high-temperature remelting spheroidization technology. Mater. Des. 2021, 199, 109382. [Google Scholar] [CrossRef]
- Ren, Z.; Zhu, S.; Wang, X.; Zhao, Y.; Han, G.; Zhou, K.; Wang, W.; Tian, G. Preparation and microstructure of multi-component high entropy alloy powders fabricated by gas atomization method. Metals 2023, 13, 432. [Google Scholar] [CrossRef]
- Higashi, M.; Ozaki, T. Selective laser melting of MoSiBTiC alloy with plasma-spheroidized powder: Microstructure and mechanical property. Mater. Charact. 2021, 172, 110888. [Google Scholar] [CrossRef]
- Yu, S.; Zhao, Y.; Zhao, G.; Liu, Q.; Yao, B.; Liu, H. Review on preparation technology and properties of spherical powders. Int. J. Adv. Manuf. Technol. 2024, 132, 1053–1069. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, X.; Pan, D.; Ai, Y.; Chen, Y. Preparation and application of high-temperature composite phase change materials. J. Energy Storage 2023, 68, 107669. [Google Scholar] [CrossRef]
- Gao, C.; Wolff, S.; Wang, S. Eco-friendly additive manufacturing of metals: Energy efficiency and life cycle analysis. J. Manuf. Syst. 2021, 60, 459–472. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R.; Rab, S. Role of additive manufacturing applications towards environmental sustainability. Adv. Ind. Eng. Polym. Res. 2021, 4, 312–322. [Google Scholar] [CrossRef]
- Fang, Y.; Chen, M.; Liang, W.; Zhou, Z.; Liu, X. Knowledge graph learning for vehicle additive manufacturing of recycled metal powder. World Electr. Veh. J. 2023, 14, 289. [Google Scholar] [CrossRef]
- Chandrasekar, S.; Coble, J.B.; Yoder, S.; Nandwana, P.; Dehoff, R.R.; Paquit, V.C.; Babu, S.S. Investigating the effect of metal powder recycling in Electron beam Powder Bed Fusion using process log data. Addit. Manuf. 2020, 32, 100994. [Google Scholar] [CrossRef]
- Douglas, R.; Barnard, N.; Lavery, N.; Sullivan, J.; Jones, T.; Lancaster, R. The Effect of Powder Recycling on the Mechanical Performance of Laser Powder Bed Fused Stainless Steel 316L. Addit. Manuf. 2024, 88, 104245. [Google Scholar] [CrossRef]
- Lanzutti, A.; Sordetti, F.; Montanari, R.; Varone, A.; Marin, E.; Andreatta, F.; Maschio, S.; Furlani, E.; Magnan, M.; Vaglio, E.; et al. Effect of powder recycling on inclusion content and distribution in AISI 316L produced by L-PBF technique. J. Mater. Res. Technol. 2023, 23, 3638–3650. [Google Scholar] [CrossRef]
- Bajt Leban, M.; Hren, M.; Kosec, T. The microstructure, mechanical and electrochemical properties of 3D printed alloys with reusing powders. Sci. Rep. 2023, 13, 3245. [Google Scholar] [CrossRef]
- Arrizubieta, J.I.; Ukar, O.; Ostolaza, M.; Mugica, A. Study of the environmental implications of using metal powder in additive manufacturing and its handling. Metals 2020, 10, 261. [Google Scholar] [CrossRef]
- Finnveden, G.; Hauschild, M.Z.; Ekvall, T.; Guinée, J.B.; Heijungs, R.; Hellweg, S.; Koehler, A.; Pennington, D.; Suh, S. Recent developments in life cycle assessment. J. Environ. Manag. 2009, 91, 1–21. [Google Scholar] [CrossRef]
- Guinée, J.B.; Heijungs, R.; Huppes, G.; Zamagni, A.; Masoni, P.; Buonamici, R.; Ekvall, T.; Rydberg, T. Life Cycle Assessment: Past, Present, and Future. Environ. Sci. Technol. 2011, 45, 90–96. [Google Scholar] [CrossRef]
- Hauschild, M.Z.; Rosenbaum, R.K.; Olsen, S.I. Life Cycle Assessment: Theory and Practice; Springer International Publishing: Cham, Switzerland, 2018. [Google Scholar] [CrossRef]
- Wang, L.; Wu, H.; Hu, Y.; Yu, Y.; Huang, K. Environmental sustainability assessment of typical cathode materials of lithium-ion battery based on three LCA approaches. Processes 2019, 7, 83. [Google Scholar] [CrossRef]
- Feng, T.; Guo, W.; Li, Q.; Meng, Z.; Liang, W. Life cycle assessment of lithium nickel cobalt manganese oxide batteries and lithium iron phosphate batteries for electric vehicles in China. J. Energy Storage 2022, 52, 104767. [Google Scholar] [CrossRef]
- Arshad, F.; Lin, J.; Manurkar, N.; Fan, E.; Ahmad, A.; Tariq, M.-U.; Wu, F.; Chen, R.; Li, L. Life cycle assessment of lithium-ion batteries: A critical review. Resour. Conserv. Recycl. 2022, 180, 106164. [Google Scholar] [CrossRef]
- Sun, X.; Luo, X.; Zhang, Z.; Meng, F.; Yang, J. Life cycle assessment of lithium nickel cobalt manganese oxide (NCM) batteries for electric passenger vehicles. J. Clean. Prod. 2020, 273, 123006. [Google Scholar] [CrossRef]
- Xia, X.; Li, P. A review of the life cycle assessment of electric vehicles: Considering the influence of batteries. Sci. Total Environ. 2022, 814, 152870. [Google Scholar] [CrossRef]
- Nadiyadi, H.; Gajera, H.; Bidajwala, R.; Abhisek, K.; Dave, K. Effects of powder bed fusion process parameters on hardness for Inconel 718. Mater. Today Proc. 2021, 38, 2275–2280. [Google Scholar] [CrossRef]
- Chechik, L.; Christofidou, K.A.; Markanday, J.F.S.; Goodall, A.D.; Miller, J.R.; West, G.; Stone, H.; Todd, I. Hardness variation in inconel 718 produced by laser directed energy deposition. Materialia 2022, 26, 101643. [Google Scholar] [CrossRef]
- Kurdi, A.; Aldoshan, A.; Alshabouna, F.; Alodadi, A.; Degnah, A.; Alnaser, H.; Tabbakh, T.; Basak, A.K. Investigation into the microstructure and hardness of additively manufactured (3D-Printed) Inconel 718 Alloy. Materials 2023, 16, 2383. [Google Scholar] [CrossRef]
- Marques, A.; Cunha, Â.; Silva, M.R.; Osendi, M.I.; Silva, F.S.; Carvalho, Ó.; Bartolomeu, F. Inconel 718 produced by laser powder bed fusion: An overview of the influence of processing parameters on microstructural and mechanical properties. Int. J. Adv. Manuf. Technol. 2022, 121, 5651–5675. [Google Scholar] [CrossRef]
- Ramiro, P.; Galarraga, H.; Pérez-Checa, A.; Ortiz, M.; Alberdi, A.; Bhunjangro, T.; Morales, E.; Ukr, E. Effect of heat treatment on the microstructure and hardness of Ni-based Alloy 718 in a variable thickness geometry deposited by powder fed directed energy deposition. Metals 2022, 12, 952. [Google Scholar] [CrossRef]
- Maurya, A.K.; Kumar, A. Effect of building orientation & heat-treatment on microhardness & surface roughness of additive manufactured IN718 alloy. Mater. Today Proc. 2022, 59, 628–635. [Google Scholar]
- Tucho, W.M.; Hansen, V. Studies of post-fabrication heat treatment of L-PBF-Inconel 718: Effects of hold time on microstructure, annealing twins, and hardness. Metals 2021, 11, 266. [Google Scholar] [CrossRef]
- Pramod, S.; Kesavan, D. Melting modes of laser powder bed fusion (L-PBF) processed IN718 alloy: Prediction and experimental analysis. Adv. Ind. Manuf. Eng. 2023, 6, 100106. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Cr | Co | Mo | Mn | Nb | Ti | Ta | Al | B | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| wt% | 0.07 | 0.32 | 19.41 | 0.75 | 2.87 | 0.19 | 2.17 | 0.86 | 1.86 | 0.62 | 0.005 | Bal. |
| Reference | Manufacturing Method | Powder Type | Hardness (HV) |
|---|---|---|---|
| Nadiyadi et al. (2021) [37] | LPBF | Virgin | 375–435 |
| Chechik et al. (2022) [38] | SLM | Virgin | 380–445 |
| Kurdi et al. (2023) [39] | DED | Recycled | 360–420 |
| Marques et al. (2022) [40] | LPBF | Mixed | 370–430 |
| Ramiro et al. (2022) [41] | SLM | Virgin | 385–450 |
| Maurya et al. (2022) [42] | LPBF | Recycled | 355–425 |
| Tucho et al. (2021) [43] | DED | Mixed | 350–415 |
| Pramod et al. (2023) [44] | LPBF | Recycled | 365–425 |
| Stage | I/O | Parameters | Quantity | Unit |
|---|---|---|---|---|
| Powder Preparation | Input | Virgin powder consumption | 1 | kg/component |
| Input | Mixed powder ratio (virgin: recycled) | 70:30:00 | — | |
| Input | Sieving energy consumption | 0.5 | kWh/kg | |
| Input | Inert gas (Argon) consumption | 2.5 | L/min | |
| Input | Compressed air for cleaning | 1.2 | m3/h | |
| DED Manufacturing | Input | Laser power | 400 | W |
| Input | Scanning speed | 600 | mm/min | |
| Input | Powder feed rate | 3.5 | g/min | |
| Input | Carrier gas (Argon) flow rate | 4 | L/min | |
| Input | Shielding gas (Argon) flow rate | 8 | L/min | |
| Input | Cooling water circulation | 2 | L/min | |
| Input | Machine operation power | 5.5 | kWh/component | |
| Output | Metal component | 0.85 | kg/piece | |
| Output | Powder overspray | 0.15 | kg/piece | |
| Output | Process heat loss | 15% | of input energy | |
| Output | Particulate emissions | 0.02 | g/component | |
| Post-processing | Input | Surface finishing energy | 1.2 | kWh/component |
| Input | Compressed air | 0.8 | m3/h | |
| Input | Cutting fluid | 0.2 | L/component | |
| Input | Tool wear | 0.05 | kg/component | |
| Input | Sieving energy | 0.3 | kWh/kg | |
| Input | Inert gas (Argon) | 1.5 | L/min | |
| Input | Collection system power | 0.8 | kWh/batch | |
| Output | Recovered powder | 0.12 | kg/component | |
| Output | Powder waste | 0.03 | kg/component | |
| Output | Filter dust | 0.005 | kg/component |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, X.; Wang, Y.; Fang, T.; Wang, W.; Hu, Z.; Meng, Y.; Huang, B.; Fang, Y.; Hua, L.; Chen, M. Sustainable Additive Manufacturing of IN718 Blades: Powder Recycling Strategies for Reduced Carbon Footprint. Materials 2025, 18, 1344. https://doi.org/10.3390/ma18061344
Liu X, Wang Y, Fang T, Wang W, Hu Z, Meng Y, Huang B, Fang Y, Hua L, Chen M. Sustainable Additive Manufacturing of IN718 Blades: Powder Recycling Strategies for Reduced Carbon Footprint. Materials. 2025; 18(6):1344. https://doi.org/10.3390/ma18061344
Chicago/Turabian StyleLiu, Xunchen, Yilun Wang, Tengyuan Fang, Wenxuan Wang, Zhiheng Hu, Yang Meng, Bo Huang, Yuan Fang, Lin Hua, and Mingzhang Chen. 2025. "Sustainable Additive Manufacturing of IN718 Blades: Powder Recycling Strategies for Reduced Carbon Footprint" Materials 18, no. 6: 1344. https://doi.org/10.3390/ma18061344
APA StyleLiu, X., Wang, Y., Fang, T., Wang, W., Hu, Z., Meng, Y., Huang, B., Fang, Y., Hua, L., & Chen, M. (2025). Sustainable Additive Manufacturing of IN718 Blades: Powder Recycling Strategies for Reduced Carbon Footprint. Materials, 18(6), 1344. https://doi.org/10.3390/ma18061344