Influence of Overloading on Residual Stress Distribution in Surface-Treated Wire Arc Additive-Manufactured Steel Specimens



Abstract
:1. Introduction
2. Methodology
2.1. Manufacturing
2.2. Surface Treatment
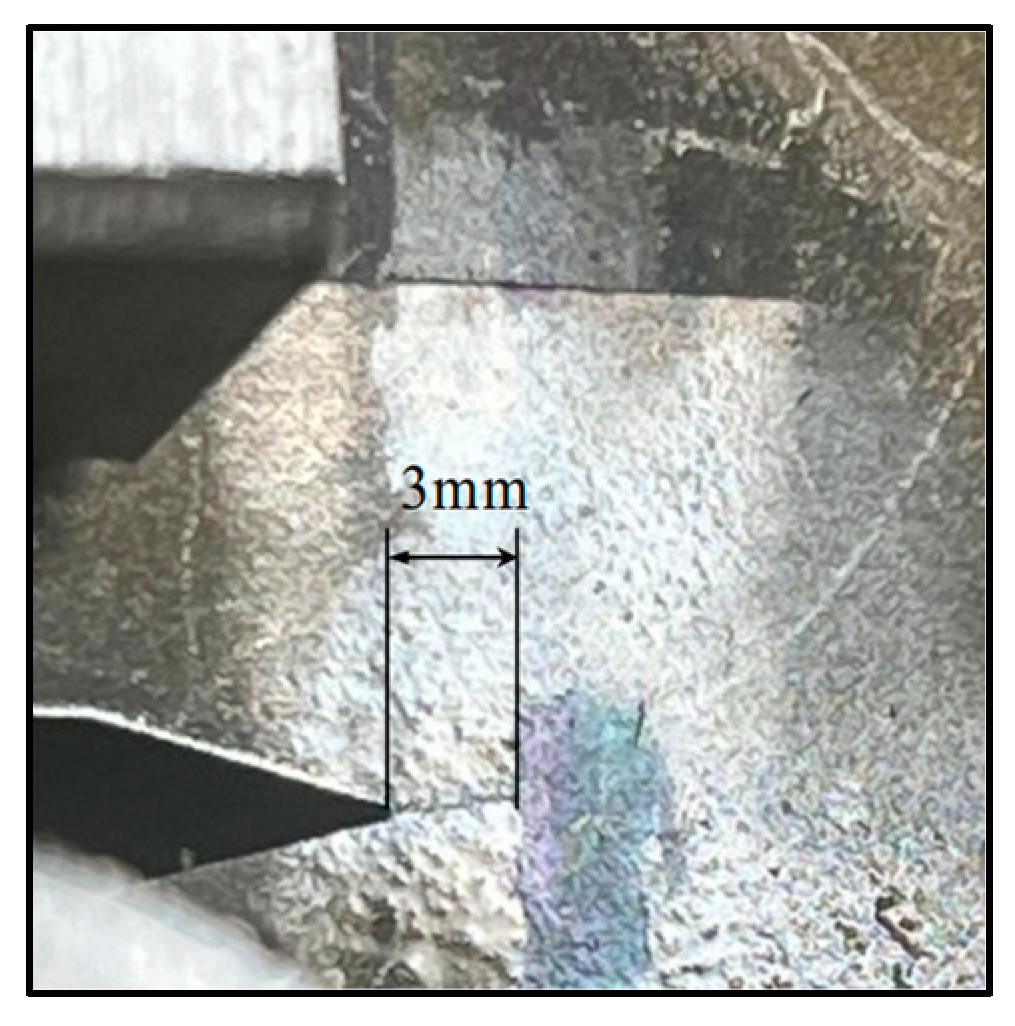
2.3. Fatigue Cracking
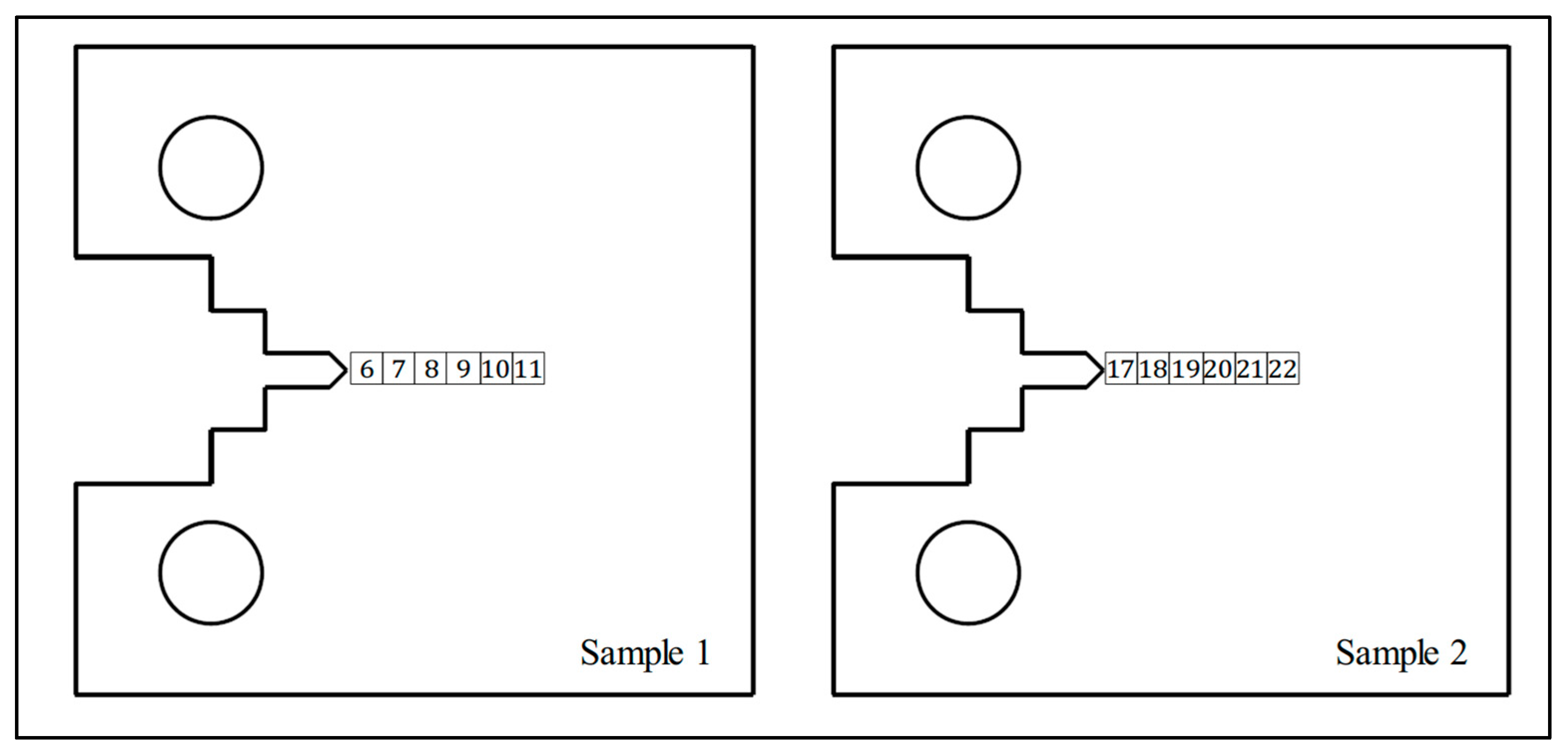
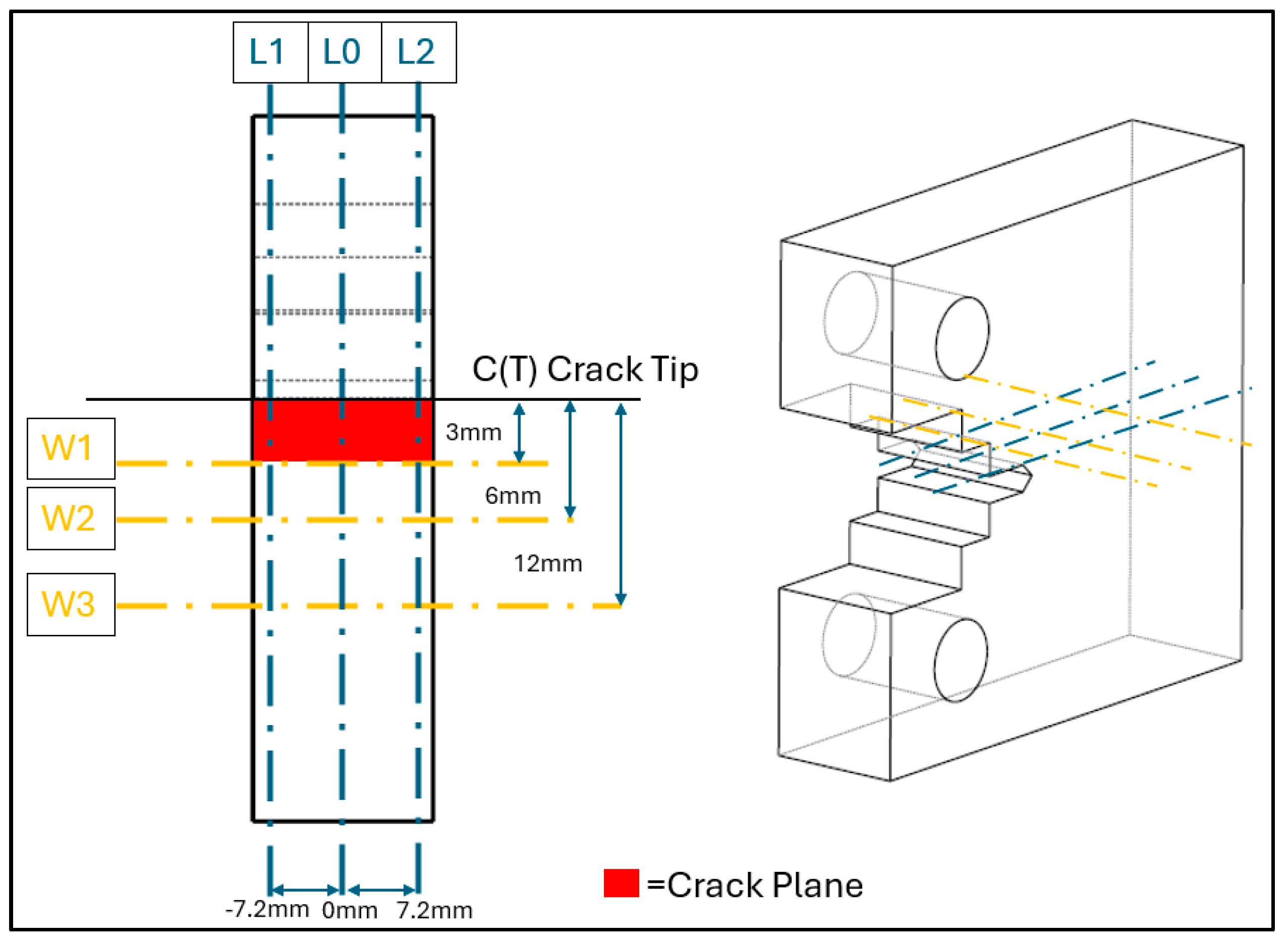
2.4. Neutron Diffraction
2.5. Numerical Modelling
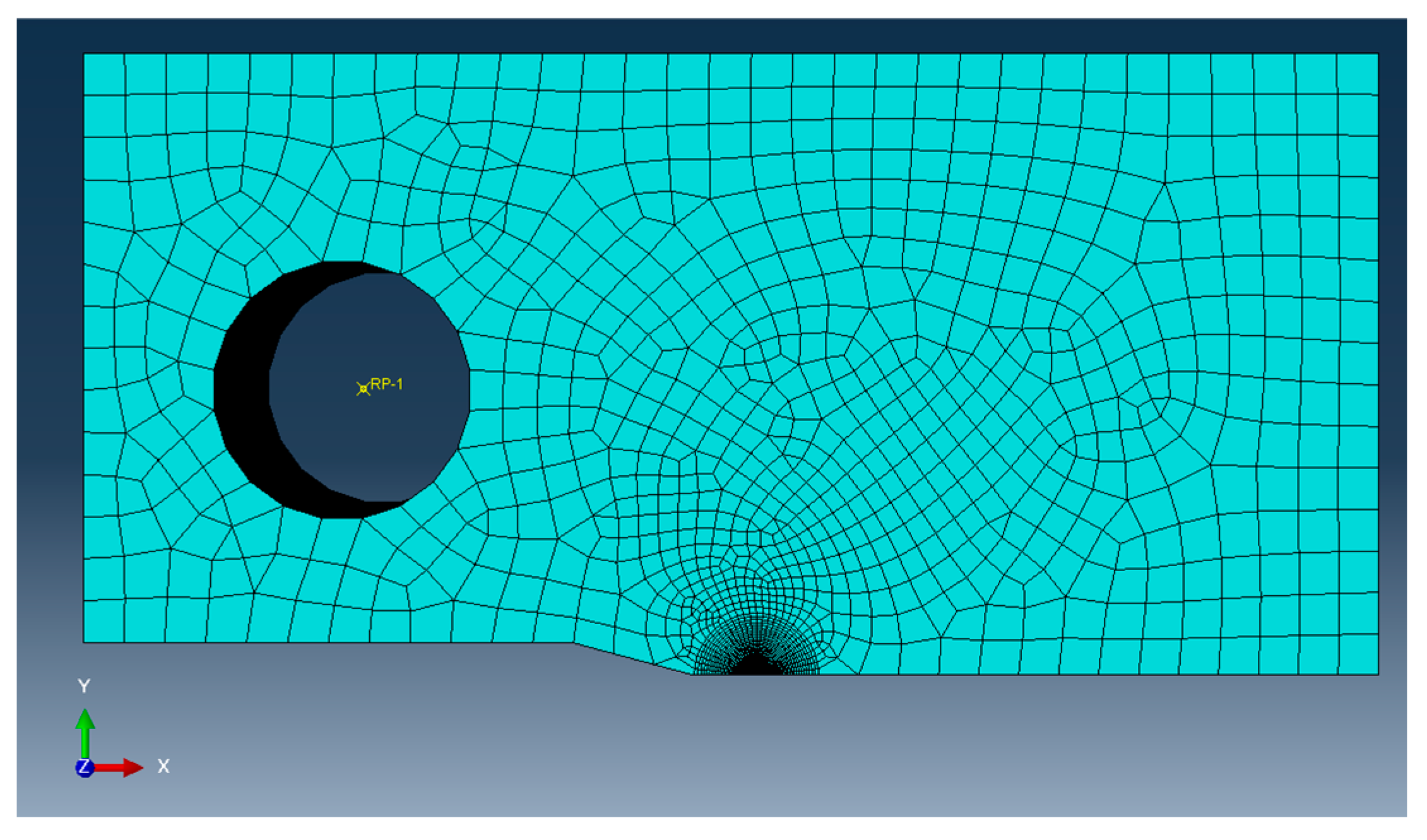
2.5.1. Finite Element Analysis Method
2.5.2. Analytical Solution
3. Results
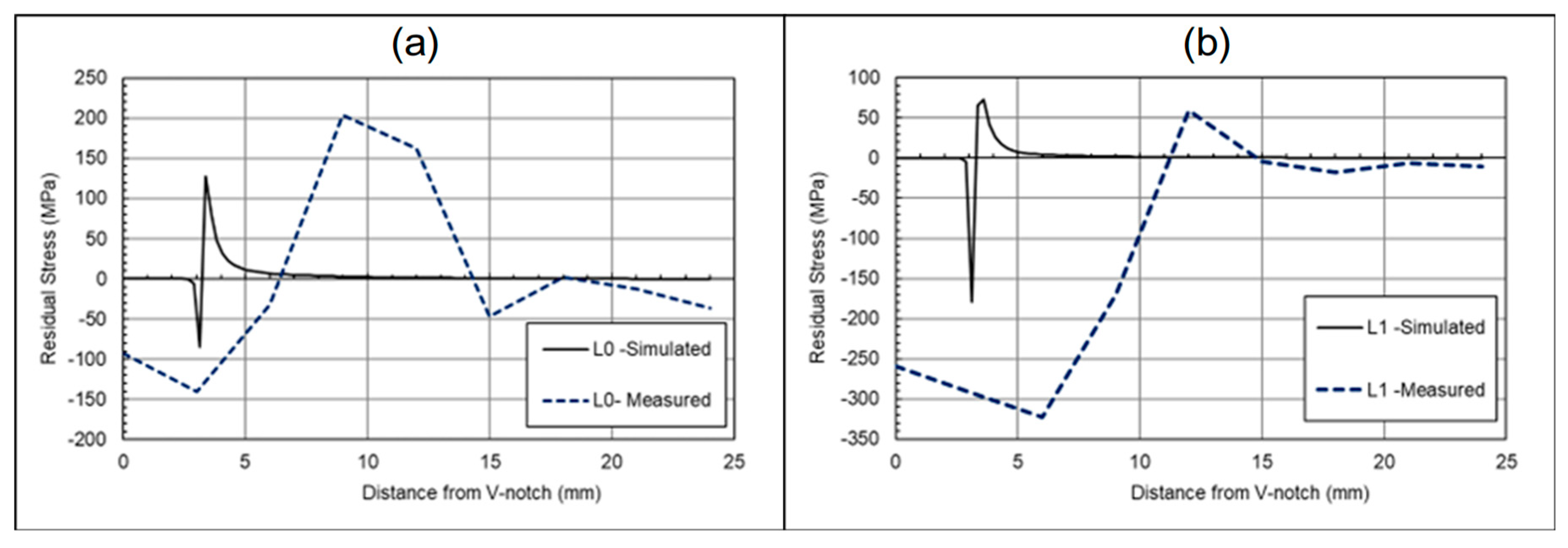
3.1. Finite Element Analysis Results
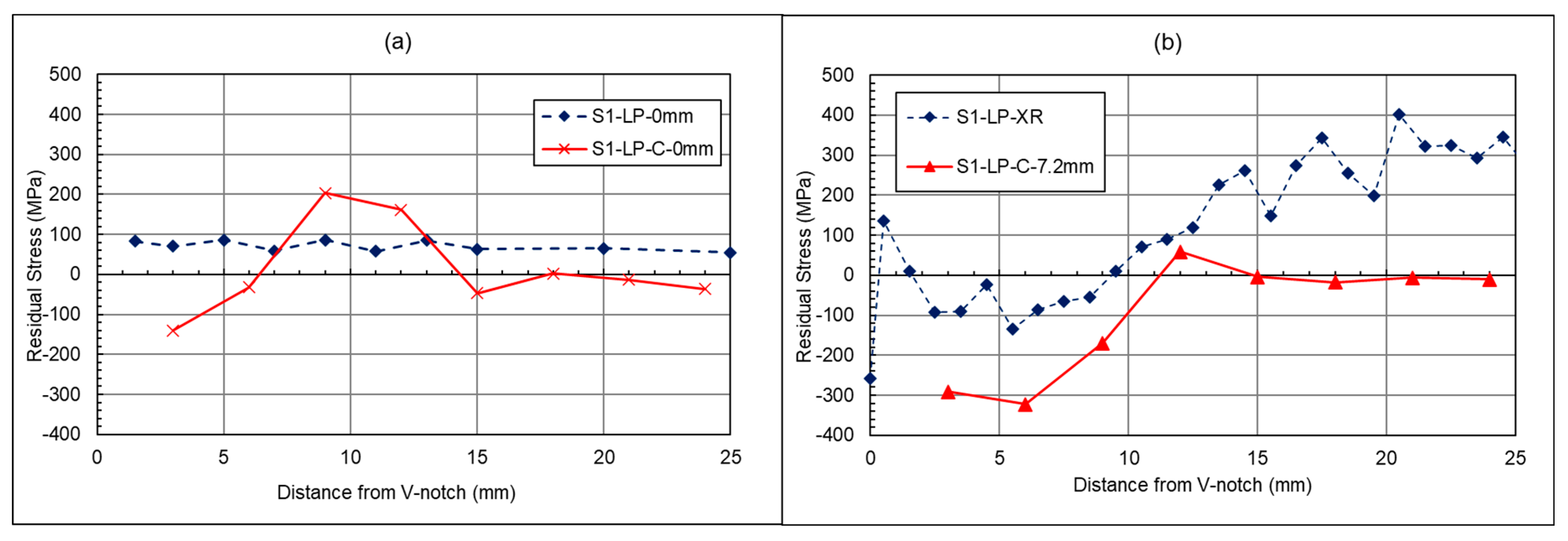
3.2. Laser-Shock-Peened Specimen Results
3.2.1. Laser-Shock-Peened Specimen Crack Path Results
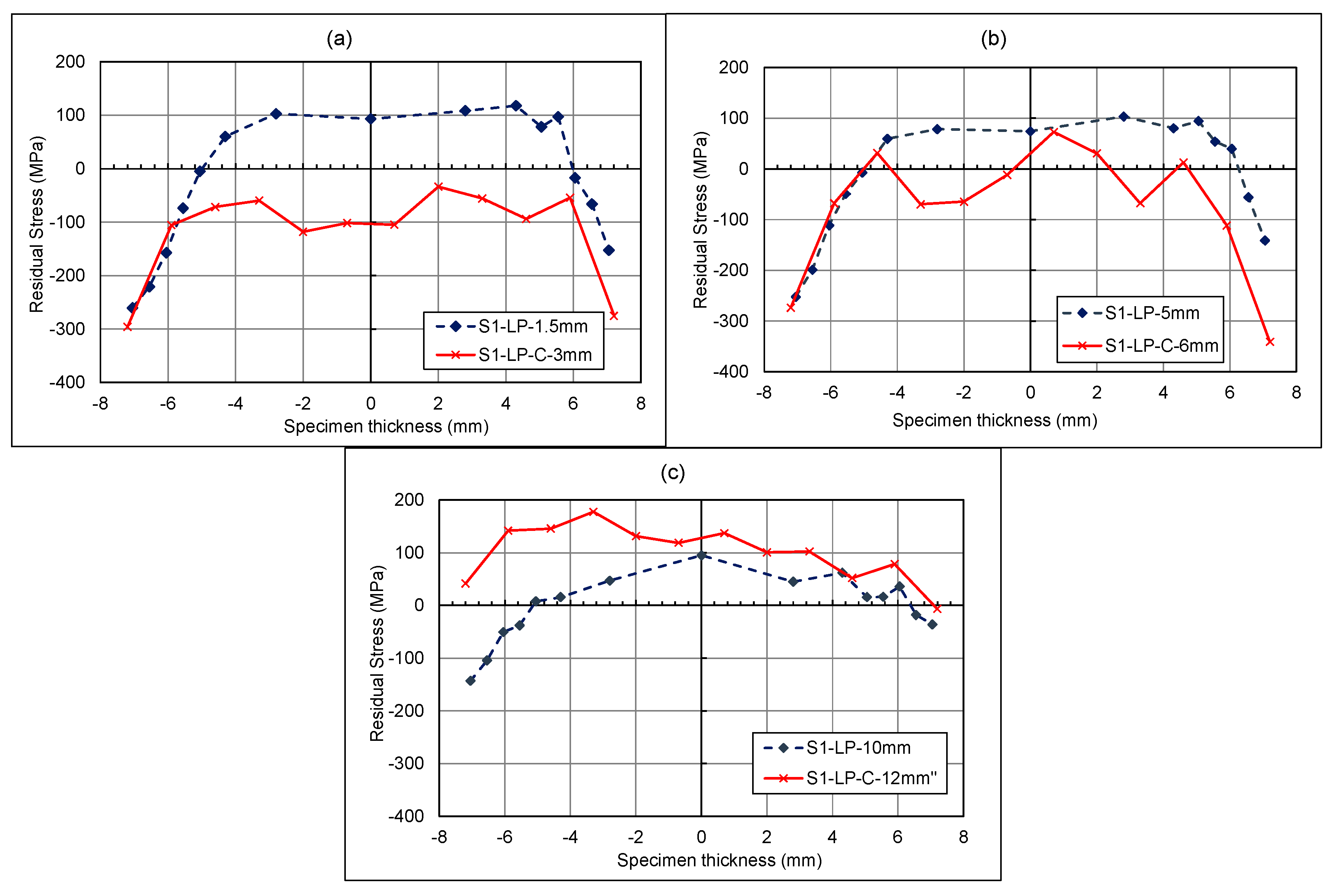
3.2.2. Laser-Shock-Peened Specimen Through-Thickness Results
3.3. Rolled Specimen Results
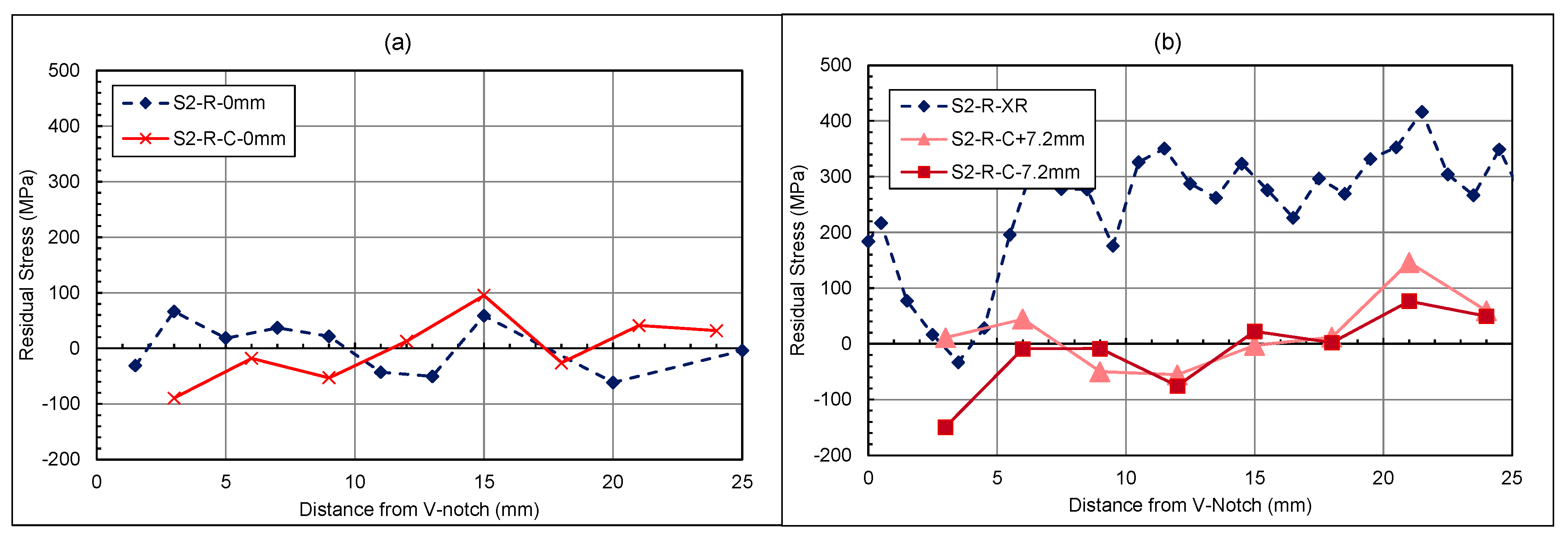
3.3.1. Rolled Specimen Crack Path Results
3.3.2. Rolled Specimen Through-Thickness Results
4. Discussions
4.1. Laser-Shock-Peened Specimen
4.1.1. Laser-Shock-Peened Crack Path Measurements
4.1.2. Laser-Shock-Peened Through-Thickness Measurements
4.2. Rolled Specimen
4.2.1. Rolled Specimen Crack Path Measurements
4.2.2. Rolled Specimen Through-Thickness Measurements
5. Conclusions
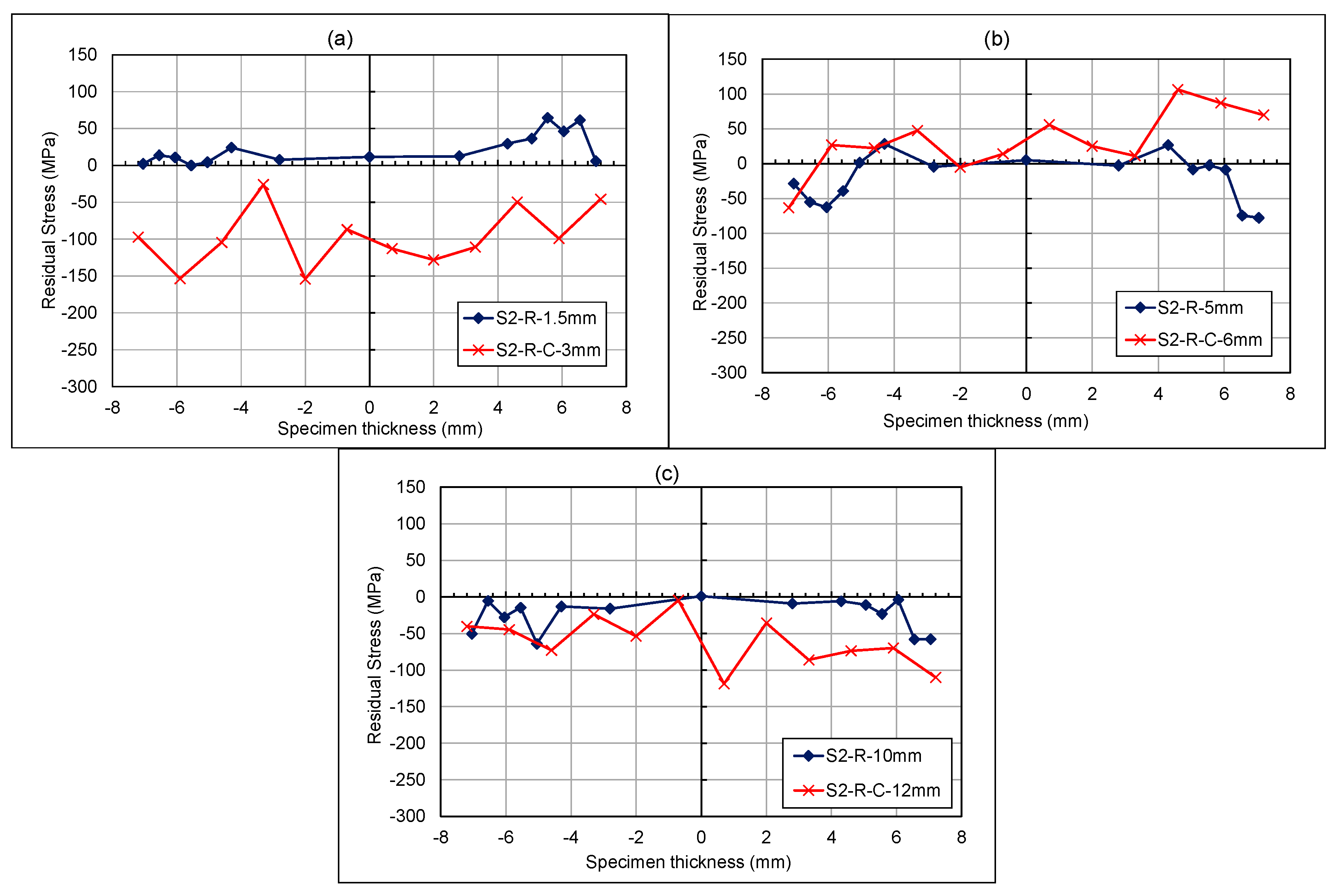
- The rolling procedure not only introduced compressive residual stress in the treated area, but a counteractive tensile stress for the region between 8 and 15 mm, where the region was not rolled.
- Overloading was introduced by fatigue loading, with a relatively high maximum load of 18 kN on the rolled and laser-shock-peened specimens, which resulted in high compressive residual stress profiles at the crack front, and subsequent tensile stresses further away from the crack tip.
- Fatigue cracking redistributed the residual stresses, leading to a reduction in the mean stress for the laser-shock-peened specimen at both the surfaces and the centre of the specimen. However, for the rolled specimen, only the free surface saw a reduced mean stress, whereas the centre did not. This could be due to the presence of the plastic strains created from the rolling procedure.
- The FEA aligns with the overloading theory and provides similar patterns to those obtained from experimental measurements. However, the simplistic nature of the model results in significant variations in the maximum residual stresses predicted from the simulations.
- More complex FEA models can be created in future work to accurately predict the residual stress redistribution in WAAM-built components by implementing material variability and introducing any pre-existing residual stress profiles that might have been previously formed during the deposition process, extraction of specimens, or the surface treatment.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Almar-Naess, A.; Haagensen, P.; Lian, B.; Moan, T.; Simonsen, T. Investigation of the Alexander L. Kielland Failure. J. Energy Resour. Technol. 1984, 106, 24–31. [Google Scholar]
- Naderi, B.; Aghakouchak, A.A.; Mirzaei, M. Residual Strength of Damaged Jacket Type Offshore Platform and the Effects of LOCAL Repair. In Proceedings of the ASME 2009 28th International Conference on Ocean, Offshore and Arctic Engineering, Honolulu, HI, USA, 31 May–5 June 2009; OMAE2009−79242. pp. 221–227. Available online: http://asmedigitalcollection.asme.org/OMAE/proceedings-pdf/OMAE2009/43413/221/4582689/221_1.pdf (accessed on 11 November 2024).
- Alibrandi, U.; Du, G.; Amador, S.D.R.; Brincker, R. Utility of Information (UoI) for probabilistic fatigue monitoring. In Proceedings of the 8th International Symposium on Reliability Engineering and Risk Management, ISRERM 2022, Hannover, Germany, 4–7 September 2022; Research Publishing: Singapore, 2024; pp. 662–666. [Google Scholar] [CrossRef]
- Martinez-Luengo, M.; Kolios, A.; Wang, L. Structural health monitoring of offshore wind turbines: A review through the Statistical Pattern Recognition Paradigm. Renew. Sustain. Energy Rev. 2016, 64, 91–105. [Google Scholar] [CrossRef]
- Liang, H.; Zhan, R.; Wang, D.; Deng, C.; Xu, X.; Guo, B. Effect of crack-tip deformation on fatigue crack growth: A comparative study under overload/underload conditions. Theor. Appl. Fract. Mech. 2022, 118, 103268. [Google Scholar] [CrossRef]
- Shakeri, I.; Shahani, A.R.; Rans, C.D. Fatigue crack growth of butt welded joints subjected to mixed mode loading and overloading. Eng. Fract. Mech. 2021, 241, 107376. [Google Scholar] [CrossRef]
- Grönlund, K.; Ahola, A.; Riski, J.; Pesonen, T.; Lipiäinen, K.; Björk, T. Overload and variable amplitude load effects on the fatigue strength of welded joints. Weld. World 2024, 68, 411–425. [Google Scholar] [CrossRef]
- Wang, C.; Wang, S.; Xie, L.; Liu, Y.; Deng, J.; He, W. Fatigue crack growth behavior of marine steel under variable amplitude loading-combining DIC technique and SEM observation. Int. J. Fatigue 2023, 170, 107508. [Google Scholar] [CrossRef]
- Maljaars, J.; Pijpers, R.; Slot, H. Load sequence effects in fatigue crack growth of thick-walled welded C-Mn steel members. Int. J. Fatigue 2015, 79, 10–24. [Google Scholar] [CrossRef]
- Proceedings of the 13th International Conference on Damage Assessment of Structures; Lecture Notes in Mechanical Engineering; Wahab, M.A., Ed.; Springer: Singapore, 2019; Available online: http://www.springer.com/series/11693 (accessed on 26 November 2024).
- Svetlizky, D.; Das, M.; Zheng, B.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed energy deposition (DED) additive manufacturing: Physical characteristics, defects, challenges and applications. Mater. Today 2021, 49, 271–295. [Google Scholar] [CrossRef]
- Mehmanparast, A. Supergen ORE Hub Flex Fund Project Corrosion and Fatigue Protection of Offshore wind Turbine Structures Using Additive Manufacturing Technology (COATing). Available online: https://supergen-ore.net/uploads/resources/2023-01-27-COATing-project-report.pdf#:~:text=The%20proposed%20research%20aims%20to%20adopt%20the%20advances,circumferential%20welds%20in%20monopiles%20particularly%20near%20the%20mudline (accessed on 17 March 2025).
- Müglitz, J.; Teichgräber, C.; Häschel, F. Generating Node Structues by Additive Manufacturing with Metal. ARC Welding—Concept, Geometry, Material Properties. In Proceedings of the 17th International Symposium on Tubular Structures, Singapore, 9–12 December 2019; pp. 103–110. [Google Scholar] [CrossRef]
- Li, Y.; Han, Q.; Horváth, I.; Zhang, G. Repairing surface defects of metal parts by groove machining and wire + arc based filling. J. Mater. Process Technol. 2019, 274, 116268. [Google Scholar] [CrossRef]
- O’Neill, F.; Mehmanparast, A. A review of additive manufacturing capabilities for potential application in offshore renewable energy structures. Forces Mech. 2024, 14, 100255. [Google Scholar] [CrossRef]
- Gupta, N.K.; Ganesan, G.; Siddhartha, S.; Karade, S.R.; Paul, A.K.; Dubey, S.; Ely, R.H.; Karunakaran, K.P. In Situ Pre-heating in Wire Arc Additive Manufacturing: Design, Development, and Experimental Investigation on Residual Stresses and Metallurgical and Mechanical Properties. J. Mater. Eng. Perform. 2024. [Google Scholar] [CrossRef]
- Ruan, X.; Karabulut, B.; MacDonald, S.; Dobrić, J.; Rossi, B. Effect of boundary conditions on residual stress in cold metal transfer-based wire arc additively manufactured steel components. Mater. Des. 2025, 249, 113548. [Google Scholar] [CrossRef]
- Dahaghin, H.; Motavalli, M.; Moshayedi, H.; Zahrai, S.M.; Ghafoori, E. Wire and arc additive manufacturing for strengthening of metallic components. Thin-Walled Struct. 2024, 203, 112074. [Google Scholar] [CrossRef]
- Ermakova, A.; Razavi, N.; Cabeza, S.; Gadalinska, E.; Reid, M.; Paradowska, A.; Ganguly, S.; Berto, F.; Mehmanparast, A. The effect of surface treatment and orientation on fatigue crack growth rate and residual stress distribution of wire arc additively manufactured low carbon steel components. J. Mater. Res. Technol. 2023, 24, 2988–3004. [Google Scholar] [CrossRef]
- Ermakova, A.; Mehmanparast, A.; Ganguly, S.; Razavi, J.; Berto, F. Investigation of mechanical and fracture properties of wire and arc additively manufactured low carbon steel components. Theor. Appl. Fract. Mech. 2020, 109, 102685. [Google Scholar] [CrossRef]
- Pi, D.; Ermakova, A.; Mehmanparast, A. Numerical Analysis of Surface Rolling Effects on Fatigue Life Enhancement of Wire Arc Additively Manufactured Parts. J. Multiscale Model. 2022, 13, 2146001. [Google Scholar] [CrossRef]
- Richard, D.; Ferrand, M.; Kearley, G.J. Analysis and visualisation of neutron-scattering data. J. Neutron Res. 1996, 4, 33–39. [Google Scholar] [CrossRef]
- Bouchard, P.J. Validated residual stress profiles for fracture assessments of stainless steel pipe girth welds. Int. J. Press. Vessel. Pip. 2007, 84, 195–222. [Google Scholar] [CrossRef]
- Noghabi, M.; Sattari-far, I.; Toudeshky, H.H. The study of redistribution in residual stresses during fatigue crack growth. J. Mech. Eng. Sci. 2021, 15, 8565–8579. [Google Scholar] [CrossRef]
- Chen, Z.; Yuan, L.; Pan, Z.; Zhu, H.; Ma, N.; Ding, D.; Li, H. A comprehensive review and future perspectives of simulation approaches in wire arc additive manufacturing (WAAM). Int. J. Extreme Manuf. 2025, 7, 022016. [Google Scholar] [CrossRef]
- He, F.; Yuan, L.; Mu, H.; Ros, M.; Ding, D.; Pan, Z.; Li, H. Research and application of artificial intelligence techniques for wire arc additive manufacturing: A state-of-the-art review. Robot. Comput. Manuf. 2023, 82, 102525. [Google Scholar] [CrossRef]
- Peyre, P.; Sollier, A.; Chaieb, I.; Berthe, L.; Bartnicki, E.; Braham, C.; Fabbro, R. FEM simulation of residual stresses induced by laser Peening. EPJ Appl. Phys. 2003, 23, 83–88. [Google Scholar] [CrossRef]
- Broek, D. The crack tip plastic zone. In Elementary Engineering Fracture Mechanics; Springer: Dordrecht, The Netherlands, 1982; pp. 91–114. [Google Scholar] [CrossRef]
- Pelleg, J. Cyclic Deformation in Oxides, Carbides and Nitrides; Springer: Cham, Switzerland, 2021; Available online: http://www.springer.com/series/15775 (accessed on 17 March 2025).
- Lam, T.-N.; Lee, S.Y.; Tsou, N.-T.; Chou, H.-S.; Lai, B.-H.; Chang, Y.-J.; Feng, R.; Kawasaki, T.; Harjo, S.; Liaw, P.K.; et al. Enhancement of fatigue resistance by overload-induced deformation twinning in a CoCrFeMnNi high-entropy alloy. Acta Mater. 2020, 201, 412–424. [Google Scholar] [CrossRef]
- Pavan, M.; Furfari, D.; Ahmad, B.; Gharghouri, M.A.; Fitzpatrick, M.E. Fatigue crack growth in a laser shock peened residual stress field. Int. J. Fatigue 2019, 123, 157–167. [Google Scholar] [CrossRef]
- He, Y.; Yuan, K.; Li, Y.; Zhao, S.; Li, D.; Guo, W. Overload-induced anisotropy of fatigue crack growth in laser deposited Ti–6Al–4V alloy. J. Mater. Res. Technol. 2024, 30, 6003–6016. [Google Scholar] [CrossRef]
- Salvati, E.; Zhang, H.; Fong, K.S.; Song, X.; Korsunsky, A.M. Separating plasticity-induced closure and residual stress contributions to fatigue crack retardation following an overload. J. Mech. Phys. Solids 2017, 98, 222–235. [Google Scholar] [CrossRef]
- Gadallah, R.; Murakawa, H.; Shibahara, M. Effects of specimen size and stress ratio on fatigue crack growth after a single tensile overload. Ocean Eng. 2022, 261, 112216. [Google Scholar] [CrossRef]
- Vinogradov, V.; Knyazhansky, M.; Tsun, A. Effects of local overloads on cold rolling mill work rolls. Int. J. Mech. Sci. 2017, 123, 106–116. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Manufacturing Parameters for CMT of WAAM | |
|---|---|
| Shielding Gas | AR + 20% CO2 |
| Gas Flow Rate | 15 L/min |
| Robot Travelling Speed | 7.33 mm/s |
| Wire Diameter | 1.2 mm |
| Wire Feed Speed | 7.5 m/min |
| Dwell Time | 120 s |
| Chemical Composition of ER100S-1 WAAM Wire (wt.%) | ||||||
|---|---|---|---|---|---|---|
| C | Mn | Cr | Si | Ni | Mo | |
| ER100S-1 | 0.08 | 1.70 | 0.20 | 0.60 | 1.50 | 0.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
O’Neill, F.; McLaughlin, E.; Ermakova, A.; Mehmanparast, A. Influence of Overloading on Residual Stress Distribution in Surface-Treated Wire Arc Additive-Manufactured Steel Specimens. Materials 2025, 18, 1551. https://doi.org/10.3390/ma18071551
O’Neill F, McLaughlin E, Ermakova A, Mehmanparast A. Influence of Overloading on Residual Stress Distribution in Surface-Treated Wire Arc Additive-Manufactured Steel Specimens. Materials. 2025; 18(7):1551. https://doi.org/10.3390/ma18071551
Chicago/Turabian StyleO’Neill, Fraser, Emmet McLaughlin, Anna Ermakova, and Ali Mehmanparast. 2025. "Influence of Overloading on Residual Stress Distribution in Surface-Treated Wire Arc Additive-Manufactured Steel Specimens" Materials 18, no. 7: 1551. https://doi.org/10.3390/ma18071551
APA StyleO’Neill, F., McLaughlin, E., Ermakova, A., & Mehmanparast, A. (2025). Influence of Overloading on Residual Stress Distribution in Surface-Treated Wire Arc Additive-Manufactured Steel Specimens. Materials, 18(7), 1551. https://doi.org/10.3390/ma18071551