
Effect of Heat Treatment on Microstructure and Tensile Property of Laser-Powder-Bed-Melted Al–Mn–Mg–Sc–Zr Alloy



Abstract
:1. Introduction
2. Materials and Methods
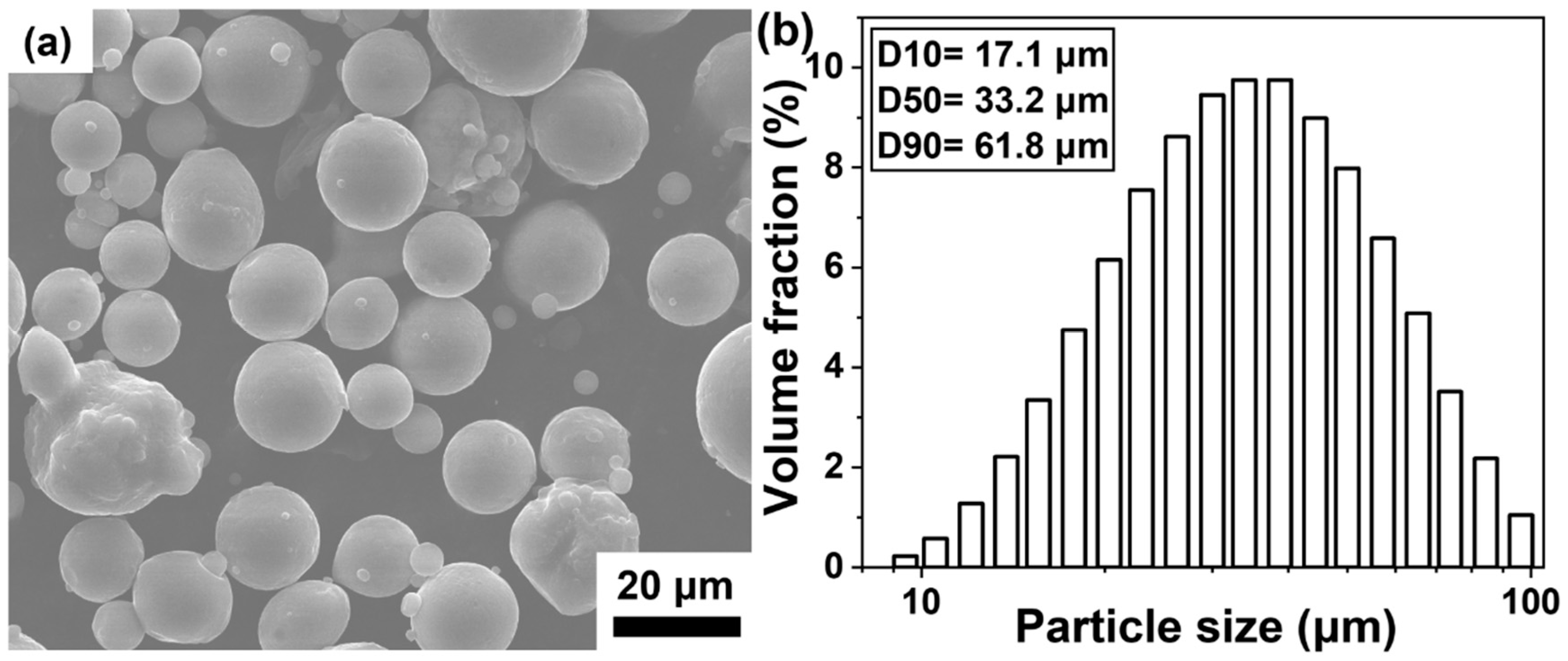
2.1. Power Materials
2.2. Specimen Preparation
2.3. Heat Treatment
2.4. Microstructural Characterization
2.5. Mechanical Property Evaluation
3. Results and Discussion
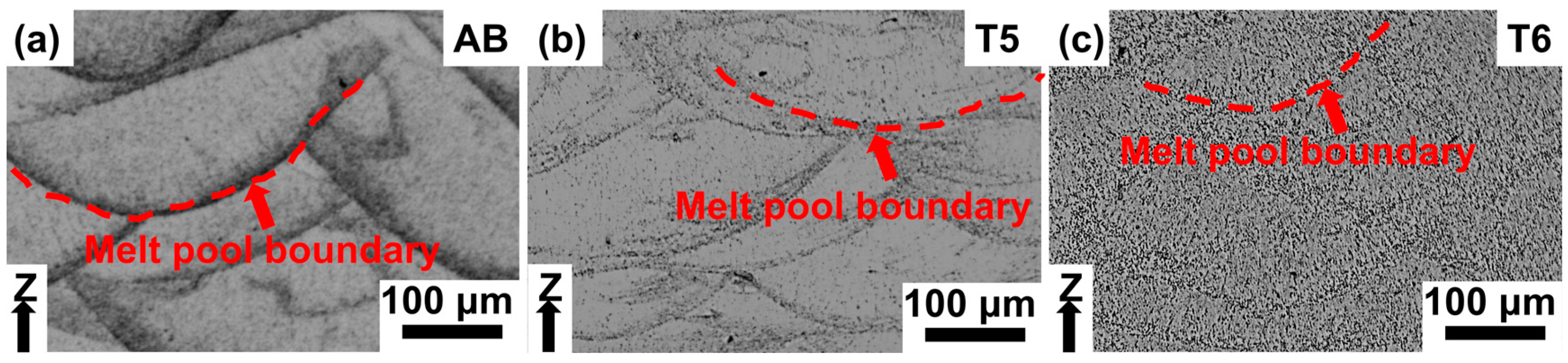
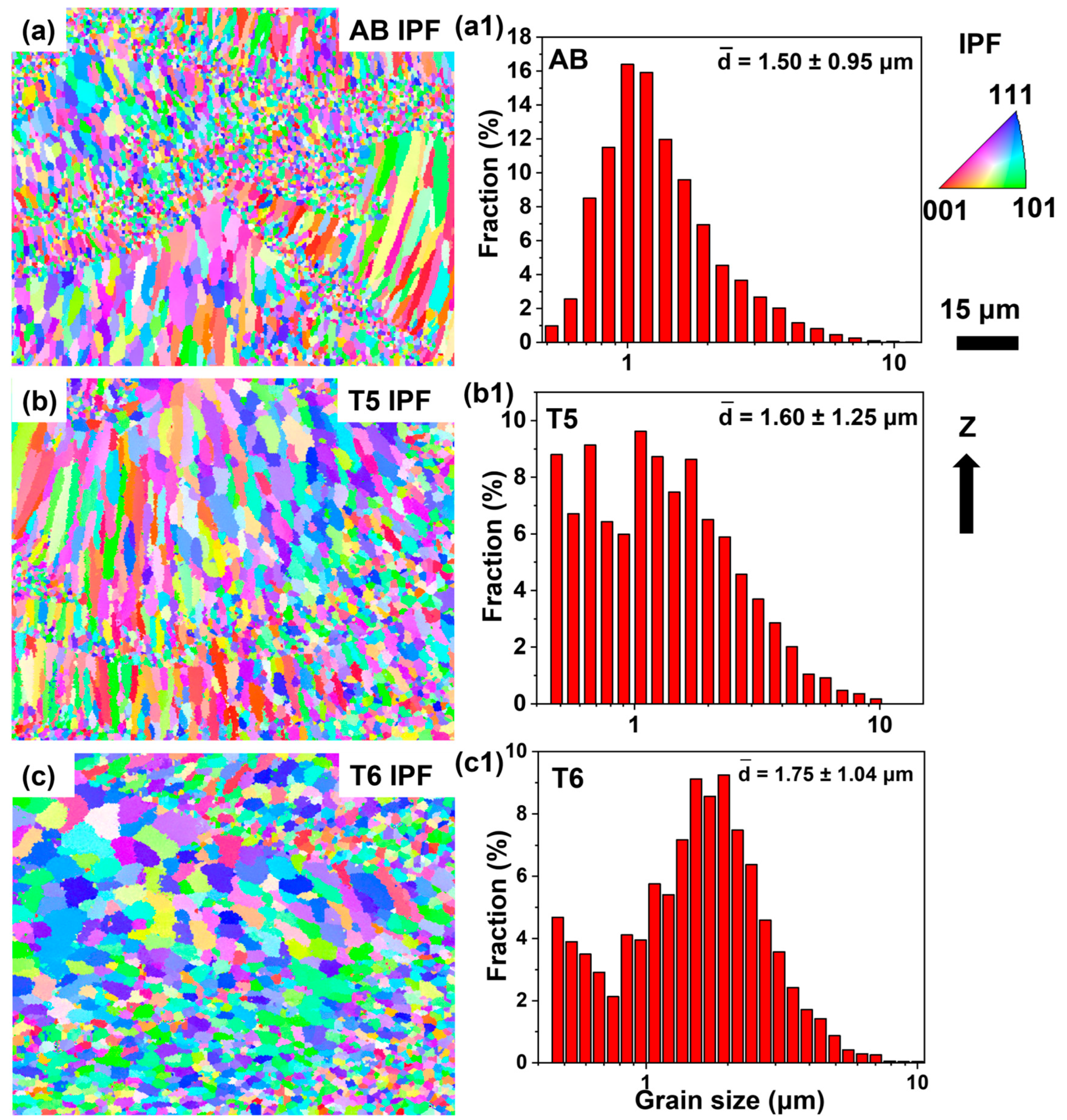
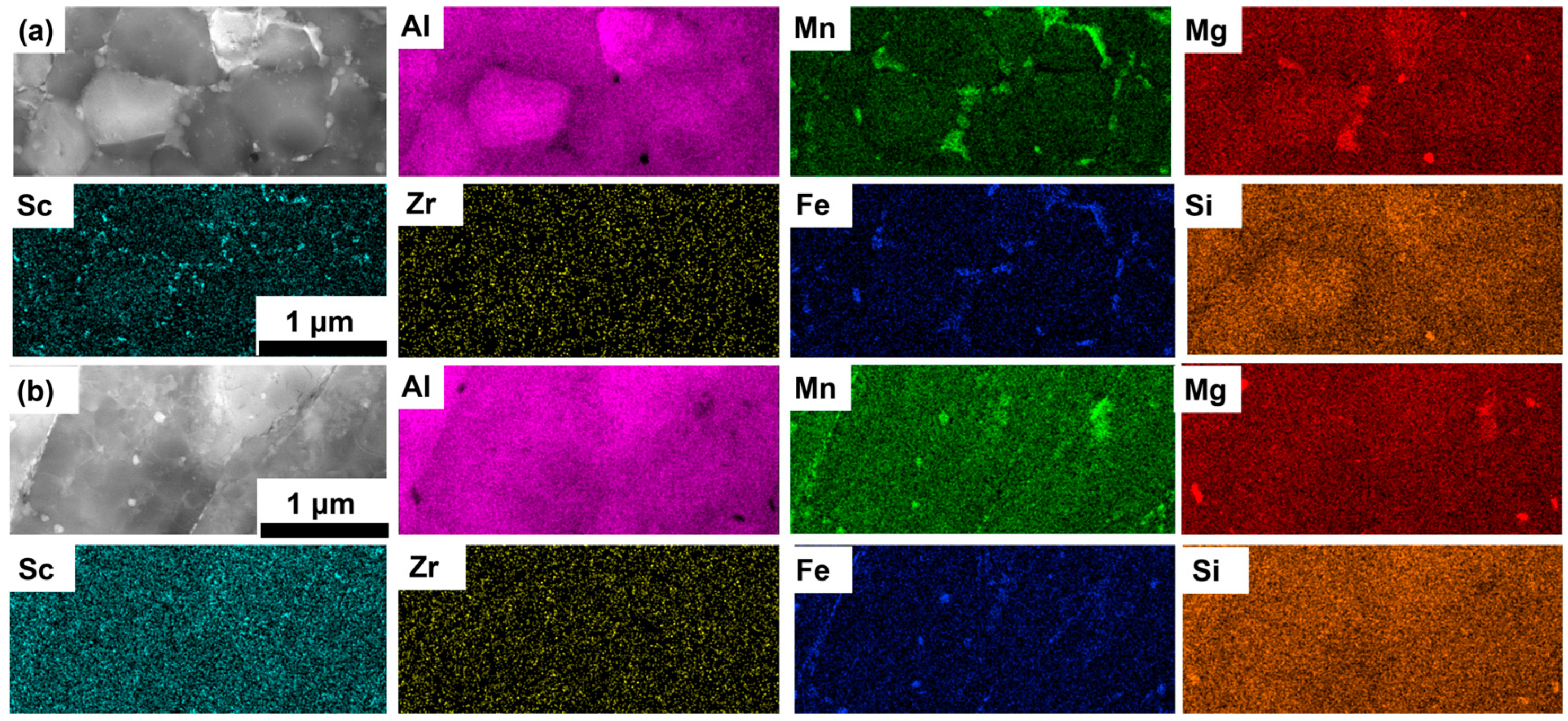
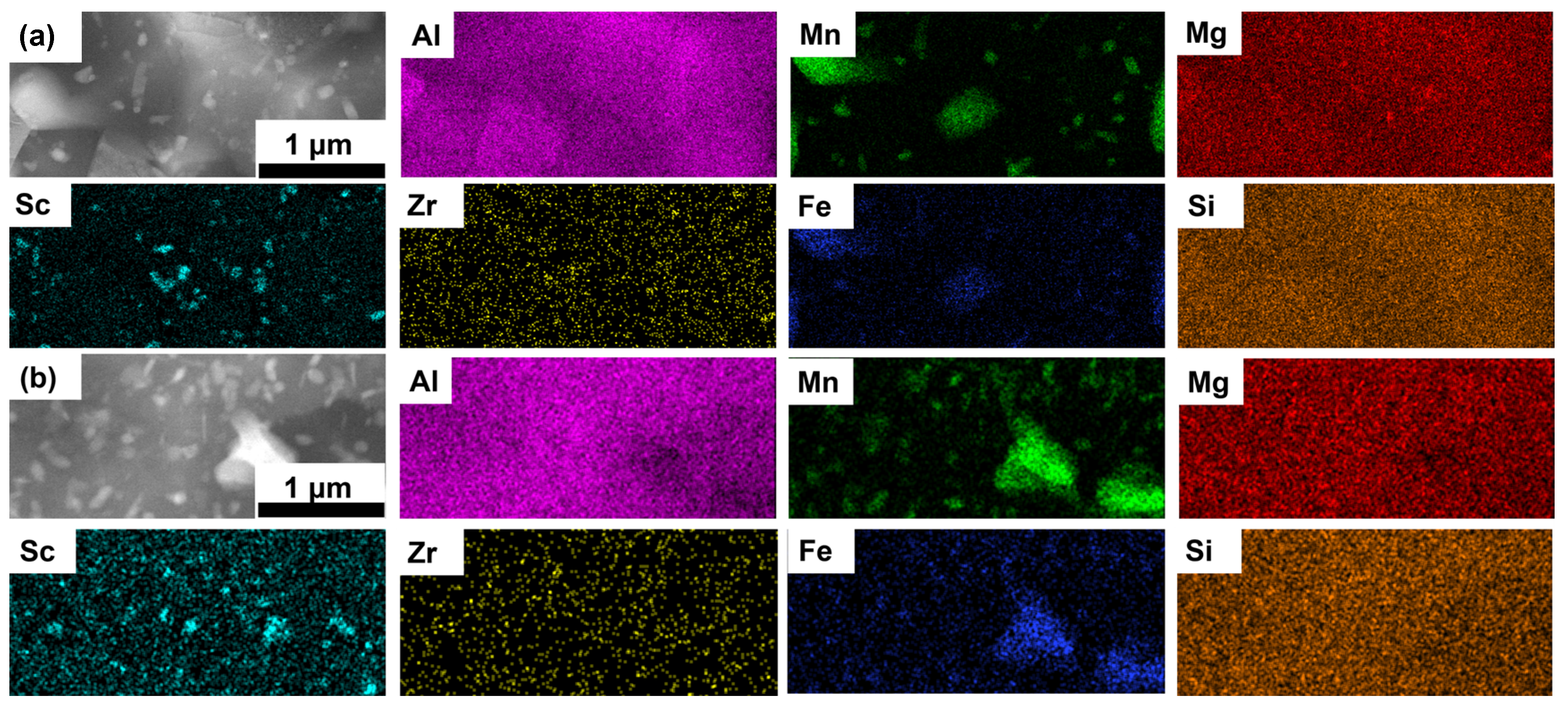
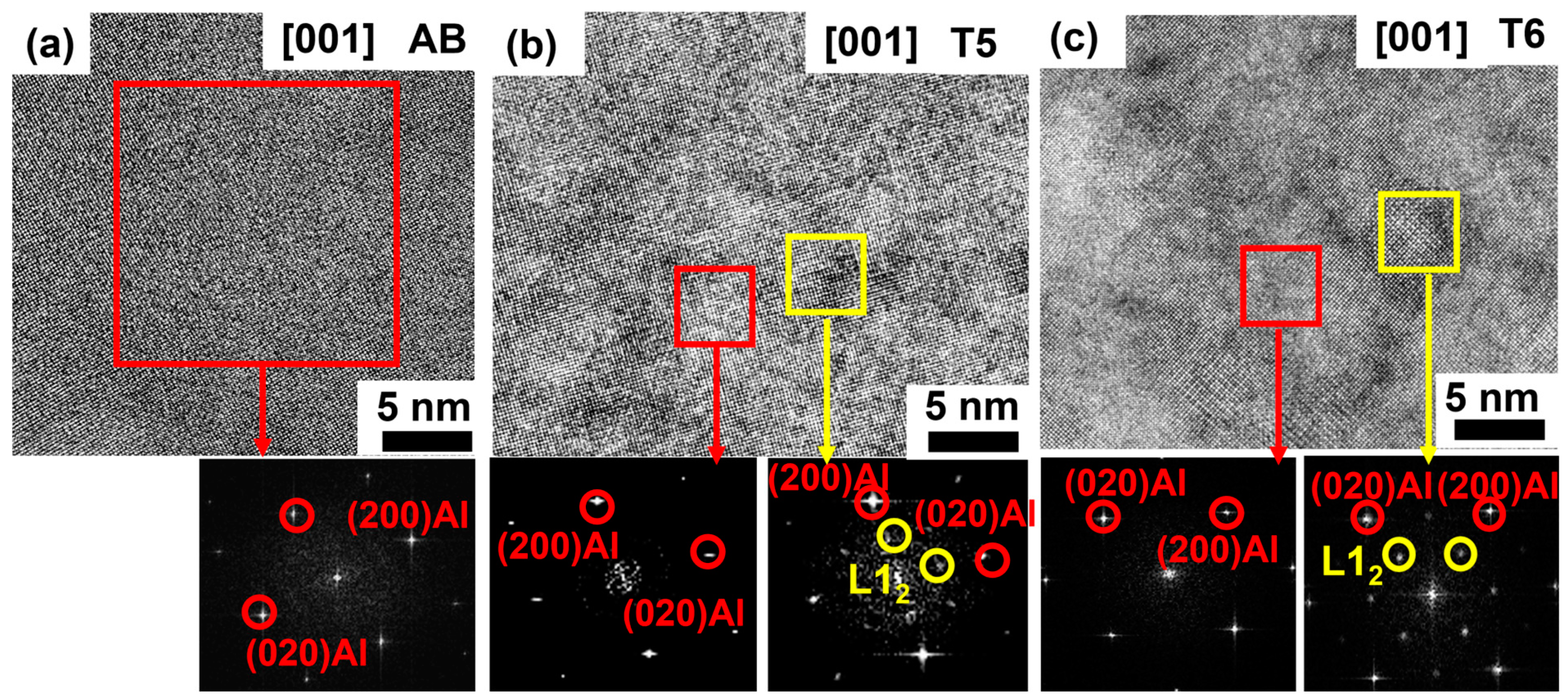
3.1. Microstructure
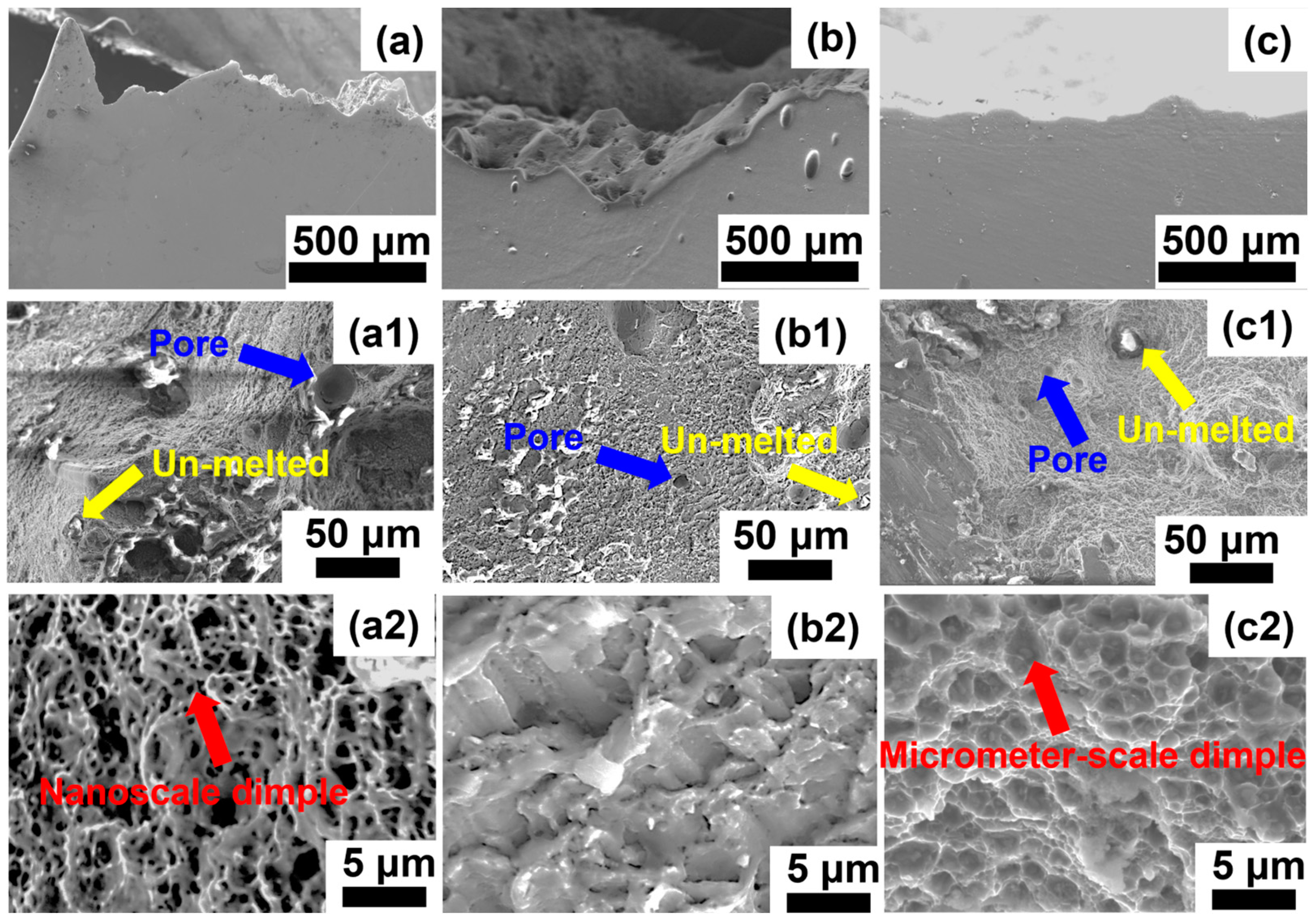
3.2. Mechanical Property
4. Conclusions
- After T5 heat treatment, the grains exhibited an alternating distribution of equiaxed and columnar structures, which was similar to the as-built specimen. In contrast, T6 heat treatment induced recrystallization, and the bi-modal structure of columnar and equiaxed grains disappeared. In addition, T6 heat treatment led to significant α-Al grain growth, and the microstructure was mainly an equiaxed grain structure.
- After T5 heat treatment, secondary Al3Sc formed, and the yield strength increased as a result of precipitation hardening compared to the as-built condition.
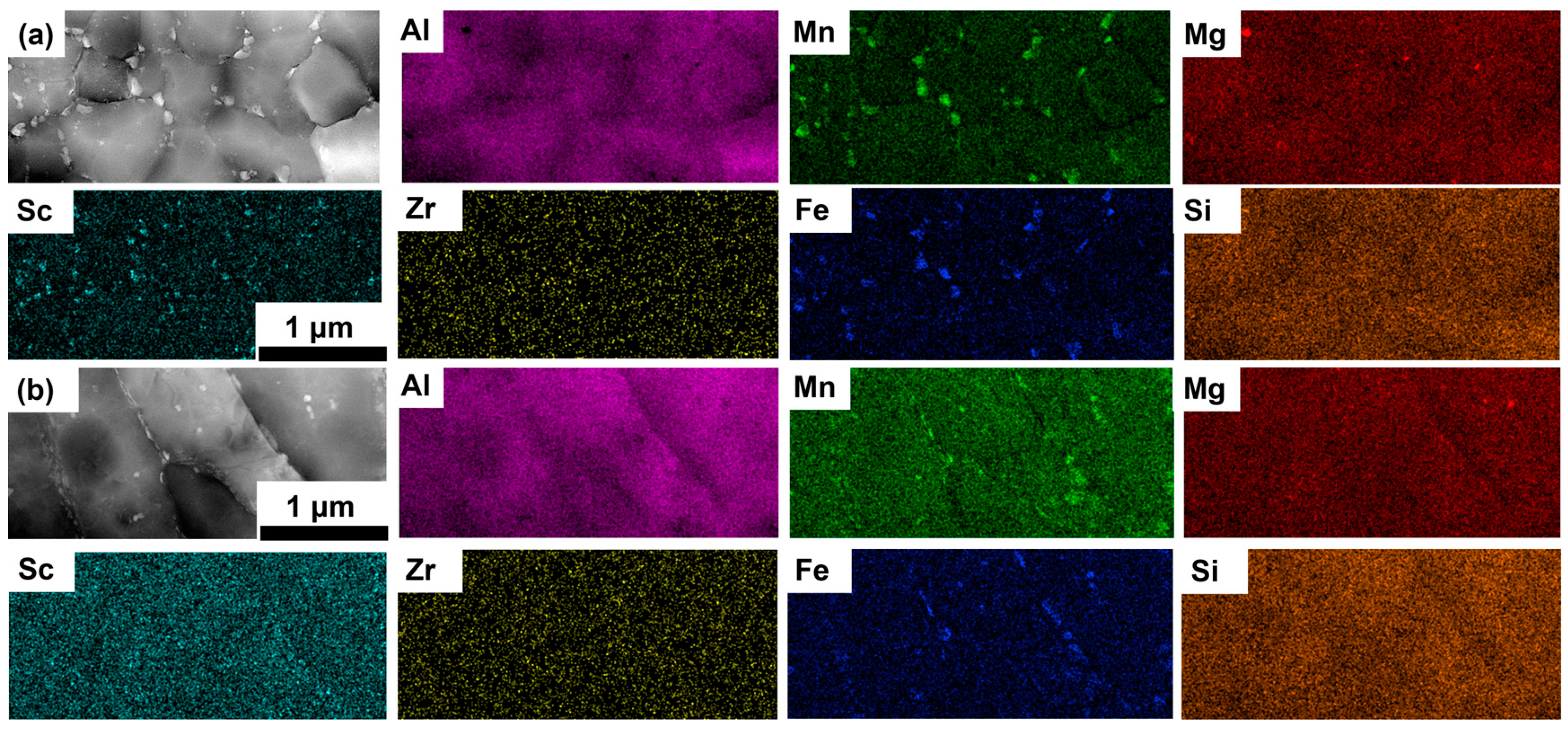
- Compared to the T5 condition, the T6 heat treatment led to significant coarsening of primary Al3X and Al6(Mn, Fe) precipitates with partial dissolution of Mg2Si precipitates. This weakened the grain boundary pinning effect and resulted in larger α-Al grains. Additionally, secondary Al3Sc coarsened significantly after T6, which reduced the precipitation hardening effect. As a result, T6 specimens had a lower strength compared to their T5 counterparts.
- The as-built specimens had the highest ductility, and the T5 specimen had a reduced elongation at fracture as a result of precipitation hardening. In addition, the ductility was further decreased in the T6 specimens, which was related to the brittle cleavage caused by the stress concentration effect of coarsened primary Al3X, primary Al6(Mn, Fe), and secondary Al6(Mn, Fe) precipitates.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser Additive Manufacturing of Metallic Components: Materials, Processes and Mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Mair, P.; Letofsky-Papst, I.; Leichtfried, G. Microstructural Features and Mechanical Properties of a Novel Ti- and Zr-Modified Al-Mn Alloy Processed by Laser Powder Bed Fusion. J. Alloys Compd. 2022, 897, 163156. [Google Scholar] [CrossRef]
- Li, Q.; Li, G.; Lin, X.; Zhu, D.; Jiang, J.; Shi, S.; Liu, F.; Huang, W.; Vanmeensel, K. Development of a High Strength Zr/Sc/Hf-Modified Al-Mn-Mg Alloy Using Laser Powder Bed Fusion: Design of a Heterogeneous Microstructure Incorporating Synergistic Multiple Strengthening Mechanisms. Addit. Manuf. 2022, 57, 102967. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, H.; Li, Y.; Chu, F.; Hu, Q.; Wu, X.; Rao, H. Anisotropic Tensile Creep Behavior in Laser Powder Bed Fusion Manufactured Al–Mn–Mg–Sc–Zr Alloy. J. Mater. Res. Technol. 2024, 28, 2071–2076. [Google Scholar] [CrossRef]
- Li, R.; Wang, M.; Yuan, T.; Song, B.; Chen, C.; Zhou, K.; Cao, P. Selective Laser Melting of a Novel Sc and Zr Modified Al-6.2Mg Alloy: Processing, Microstructure, and Properties. Powder Technol. 2017, 319, 117–128. [Google Scholar] [CrossRef]
- Palm, F.; Leuschner, R.; Schubert, T.; Kieback, B. Scalmalloy® = A Unique High Strength AlMgSc Type Material Concept Processed by Innovative Technologies for Aerospace Applications. In Proceedings of the World Powder Metallurgy Congress and Exhibition, World PM 2010, Florence, Italy, 10–14 October 2010. [Google Scholar]
- Spierings, A.B.; Dawson, K.; Heeling, T.; Uggowitzer, P.J.; Schäublin, R.; Palm, F.; Wegener, K. Microstructural Features of Sc- and Zr-Modified Al-Mg Alloys Processed by Selective Laser Melting. Mater. Des. 2017, 115, 52–63. [Google Scholar] [CrossRef]
- Roscher, M.; Balachandran, S.; Mayweg, D.; Jägle, E. Development of Al-Ti-Based Alloys for Laser Powder Bed Fusion. Addit. Manuf. 2021, 47, 102315. [Google Scholar] [CrossRef]
- Wang, Z.; Lin, X.; Kang, N.; Hu, Y.; Chen, J.; Huang, W. Strength-Ductility Synergy of Selective Laser Melted Al-Mg-Sc-Zr Alloy with a Heterogeneous Grain Structure. Addit. Manuf. 2020, 34, 101260. [Google Scholar] [CrossRef]
- Wang, Z.; Lin, X.; Wang, J.; Kang, N.; Hu, Y.; Wang, D.; Li, H.; Huang, W.; Pan, F. Remarkable Strength-Impact Toughness Conflict in High-Strength Al-Mg-Sc-Zr Alloy Fabricated via Laser Powder Bed Fusion Additive Manufacturing. Addit. Manuf. 2022, 59, 103093. [Google Scholar] [CrossRef]
- Schuster, M.; De Luca, A.; Widmer, R.; Maeder, X.; Leinenbach, C. Processability, Microstructure and Precipitation of a Zr-Modified 2618 Aluminium Alloy Fabricated by Laser Powder Bed Fusion. J. Alloys Compd. 2022, 913, 165346. [Google Scholar] [CrossRef]
- Zhang, H.; Dai, D.; Yuan, L.; Liu, H.; Gu, D. Temperature Gradient Induced Tough-Brittle Transition Behavior of a High-Strength Al-4.2Mg-0.4Sc-0.2Zr Alloy Fabricated by Laser Powder Bed Fusion Additive Manufacturing. Addit. Manuf. 2023, 73, 103655. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, L.C.; Liu, H.; Niu, X.; Lam, M.C.; Zhang, W.; Jin, X.; Chu, F.; Wu, X.; Cao, S. Strong and Ductile Al–Mn–Mg–Sc–Zr Alloy Achieved in Fabrication-Rate Enhanced Laser Powder Bed Fusion. Virtual Phys. Prototyp. 2023, 18, e2250769. [Google Scholar] [CrossRef]
- Jia, Q.; Zhang, F.; Rometsch, P.; Li, J.; Mata, J.; Weyland, M.; Bourgeois, L.; Sui, M.; Wu, X. Precipitation Kinetics, Microstructure Evolution and Mechanical Behavior of a Developed Al–Mn–Sc Alloy Fabricated by Selective Laser Melting. Acta Mater. 2020, 193, 239–251. [Google Scholar] [CrossRef]
- Wang, Y.; Li, R.; Yuan, T.; Zou, L.; Wang, M.; Yang, H. Microstructure and Mechanical Properties of Al-Fe-Sc-Zr Alloy Additively Manufactured by Selective Laser Melting. Mater. Charact. 2021, 180, 111397. [Google Scholar] [CrossRef]
- Zhang, S.; Sun, C.; Fan, W.; Zhang, Q.; Feng, Z.; Hao, Z.; Tan, H.; Zhang, F.; Lin, X. Microstructure and Mechanical Properties of Sc/Zr Modified 1460 Al–Li Alloy Fabricated by Laser Powder Bed Fusion. Mater. Sci. Eng. A 2024, 903, 146673. [Google Scholar] [CrossRef]
- Agrawal, P.; Gupta, S.; Thapliyal, S.; Shukla, S.; Haridas, R.S.; Mishra, R.S. Additively Manufactured Novel Al-Cu-Sc-Zr Alloy: Microstructure and Mechanical Properties. Addit. Manuf. 2021, 37, 101623. [Google Scholar] [CrossRef]
- Zhu, Z.; Ng, F.L.; Seet, H.L.; Lu, W.; Liebscher, C.H.; Rao, Z.; Raabe, D.; Mui Ling Nai, S. Superior Mechanical Properties of a Selective-Laser-Melted AlZnMgCuScZr Alloy Enabled by a Tunable Hierarchical Microstructure and Dual-Nanoprecipitation. Mater. Today 2022, 52, 90–101. [Google Scholar] [CrossRef]
- Wang, A.; Yan, Y.; Chen, Z.; Qi, H.; Yin, Y.; Wu, X.; Jia, Q. Characterisation of the Multiple Effects of Sc/Zr Elements in Selective Laser Melted Al Alloy. Mater. Charact. 2022, 183, 111653. [Google Scholar] [CrossRef]
- Yang, C.; Xiao, W.; Li, Z.; Wang, C.; Jiang, W. A Achieving High Strength-Ductility Combination of Al–Mn–Mg-Sc-Zr Alloy Subjected by Laser Powder Bed Fusion and Suitable Post Heat Treatment. Mater. Sci. Eng. A 2024, 902, 146536. [Google Scholar] [CrossRef]
- Fousová, M.; Dvorský, D.; Michalcová, A.; Vojtěch, D. Changes in the Microstructure and Mechanical Properties of Additively Manufactured AlSi10Mg Alloy after Exposure to Elevated Temperatures. Mater. Charact. 2018, 137, 119–126. [Google Scholar] [CrossRef]
- Bayoumy, D.; Kan, W.; Wu, X.; Zhu, Y.; Huang, A. The Latest Development of Sc-Strengthened Aluminum Alloys by Laser Powder Bed Fusion. J. Mater. Sci. Technol. 2023, 149, 1–17. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, H.; Meng, L.; Li, Y.; Cao, S. Heat Treatment Optimization for a High Strength Al–Mn–Sc Alloy Fabricated by Selective Laser Melting. Materials 2023, 16, 4054. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Li, S.; Liu, J.; Zhang, A.; Zhou, Y.; Wei, Q.; Yan, C.; Shi, Y. Effect of Heat Treatment on AlSi10Mg Alloy Fabricated by Selective Laser Melting: Microstructure Evolution, Mechanical Properties and Fracture Mechanism. Mater. Sci. Eng. A 2016, 663, 116–125. [Google Scholar] [CrossRef]
- Di Egidio, G.; Ceschini, L.; Morri, A.; Martini, C.; Merlin, M. A Novel T6 Rapid Heat Treatment for AlSi10Mg Alloy Produced by Laser-Based Powder Bed Fusion: Comparison with T5 and Conventional T6 Heat Treatments. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2022, 53, 284–303. [Google Scholar] [CrossRef]
- Girelli, L.; Tocci, M.; Gelfi, M.; Pola, A. Study of Heat Treatment Parameters for Additively Manufactured AlSi10Mg in Comparison with Corresponding Cast Alloy. Mater. Sci. Eng. A 2019, 739, 317–328. [Google Scholar] [CrossRef]
- Rometsch, P.; Jia, Q.; Yang, V.K.; Wu, X. Aluminum Alloys for Selective Laser Melting—Towards Improved Performance; Elsevier Inc.: Amsterdam, The Netherlands, 2019; ISBN 9780128140635. [Google Scholar]
- Rometsch, P.A.; Zhu, Y.; Wu, X.; Huang, A. Review of High-Strength Aluminium Alloys for Additive Manufacturing by Laser Powder Bed Fusion. Mater. Des. 2022, 219, 110779. [Google Scholar] [CrossRef]
- ASTM E8/E8M-11; Standard Test Methods for Tension Testing of Metallic Materials. ASTM: West Conshohocken, PA, USA, 2016.
- Shen, X.F.; Cheng, Z.Y.; Wang, C.G.; Wu, H.F.; Yang, Q.; Wang, G.W.; Huang, S.K. Effect of Heat Treatments on the Microstructure and Mechanical Properties of Al-Mg-Sc-Zr Alloy Fabricated by Selective Laser Melting. Opt. Laser Technol. 2021, 143, 107312. [Google Scholar] [CrossRef]
- Jia, Q.; Rometsch, P.; Kürnsteiner, P.; Chao, Q.; Huang, A.; Weyland, M.; Bourgeois, L.; Wu, X. Selective Laser Melting of a High Strength Al–Mn–Sc Alloy: Alloy Design and Strengthening Mechanisms. Acta Mater. 2019, 171, 108–118. [Google Scholar] [CrossRef]
- Du, H.A.O.; Gong, Y.U.; Liu, B.; Xu, Y.; Li, Y.U.; Jin, X. Discontinuous Yielding Mechanisms in Tempered Hierarchical Duplex Phase Steel with High-Density Dislocations. Metall. Mater. Trans. A 2022, 53, 2331–2337. [Google Scholar] [CrossRef]
- Gong, X.; Luo, S.; Li, S.; Wu, C. Dislocation—Induced Precipitation and Its Strengthening of Al–Cu–Li–Mg Alloys with High Mg. Acta Metall. Sin. Engl. Lett. 2021, 34, 597–605. [Google Scholar] [CrossRef]
- Varmus, T.; Konecna, R.; Nicoletto, G.; Uriati, F. Microstructure and Fatigue Properties of Al2024-RAM2 Aluminum Alloy Obtained by Laser Powder Bed Fusion. Procedia Struct. Integr. 2023, 43, 184–189. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, H.; Meng, X.; Wang, Q.; Zou, Y.; Deng, H.; Yin, H.; Wu, X.; Cao, S.; Hu, Q. Extraordinary Tensile Strength in Laser Powder Bed Fusion Manufactured Al–Mn–Mg–Sc–Zr Alloy with Stable Al 3 Sc Nano-Precipitates at High Temperatures. J. Alloys Compd. 2025, 1016, 178991. [Google Scholar] [CrossRef]
- Liu, Y.; Ding, R.; Han, Y.; Gao, Z.; Ma, T.; Wang, H.; Guo, Q.; Ma, Z. Preparation of High-Performance SA508 Grade 3 Steel by Laser Powder Bed Fusion: Role of High Cooling Rate on Microstructure and Mechanical Properties. J. Mater. Sci. 2023, 58, 5921–5932. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Al | Mn | Mg | Sc | Zr | Fe | Si |
|---|---|---|---|---|---|---|---|
| Al–Mn–Mg–Sc–Zr | Bal. | 3.12 | 1.63 | 0.69 | 0.24 | 0.075 | 0.054 |
| Specimens | Primary Al3X (nm) | Primary Al6(Mn, Fe) (nm) | Mg2Si (nm) | Secondary Al6(Mn, Fe) (nm) | Secondary Al3Sc (nm) |
|---|---|---|---|---|---|
| AB | 51 ± 20 | 122 ± 63 | 66 ± 14 | – | – |
| T5 | 52 ± 18 | 125 ± 57 | 65 ± 12 | – | 1.9 ± 0.1 |
| T6 | 75 ± 20 | 380 ± 257 | 49 ± 3 | 108 ± 48 | 7.4 ± 0.9 |
| Specimens | YS (MPa) | UTS (MPa) | εf (%) |
|---|---|---|---|
| AB | 294 ± 11 | 337 ± 1 | 24 ± 2 |
| T5 | 484 ± 1 | 507 ± 3 | 15 ± 1 |
| T6 | 371 ± 10 | 442 ± 8 | 9 ± 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, Z.; Yin, H.; Jiang, J.; Cui, M.; Zhang, H.; Cao, S. Effect of Heat Treatment on Microstructure and Tensile Property of Laser-Powder-Bed-Melted Al–Mn–Mg–Sc–Zr Alloy. Materials 2025, 18, 1638. https://doi.org/10.3390/ma18071638
Cao Z, Yin H, Jiang J, Cui M, Zhang H, Cao S. Effect of Heat Treatment on Microstructure and Tensile Property of Laser-Powder-Bed-Melted Al–Mn–Mg–Sc–Zr Alloy. Materials. 2025; 18(7):1638. https://doi.org/10.3390/ma18071638
Chicago/Turabian StyleCao, Zhiqiang, Hui Yin, Jin Jiang, Mingliang Cui, Hao Zhang, and Sheng Cao. 2025. "Effect of Heat Treatment on Microstructure and Tensile Property of Laser-Powder-Bed-Melted Al–Mn–Mg–Sc–Zr Alloy" Materials 18, no. 7: 1638. https://doi.org/10.3390/ma18071638
APA StyleCao, Z., Yin, H., Jiang, J., Cui, M., Zhang, H., & Cao, S. (2025). Effect of Heat Treatment on Microstructure and Tensile Property of Laser-Powder-Bed-Melted Al–Mn–Mg–Sc–Zr Alloy. Materials, 18(7), 1638. https://doi.org/10.3390/ma18071638