
Microstructure Evolution of Super304H Austenitic Steel During Long-Term Creep at 700 °C


Abstract
1. Introduction
2. Experimental Procedures
2.1. Materials
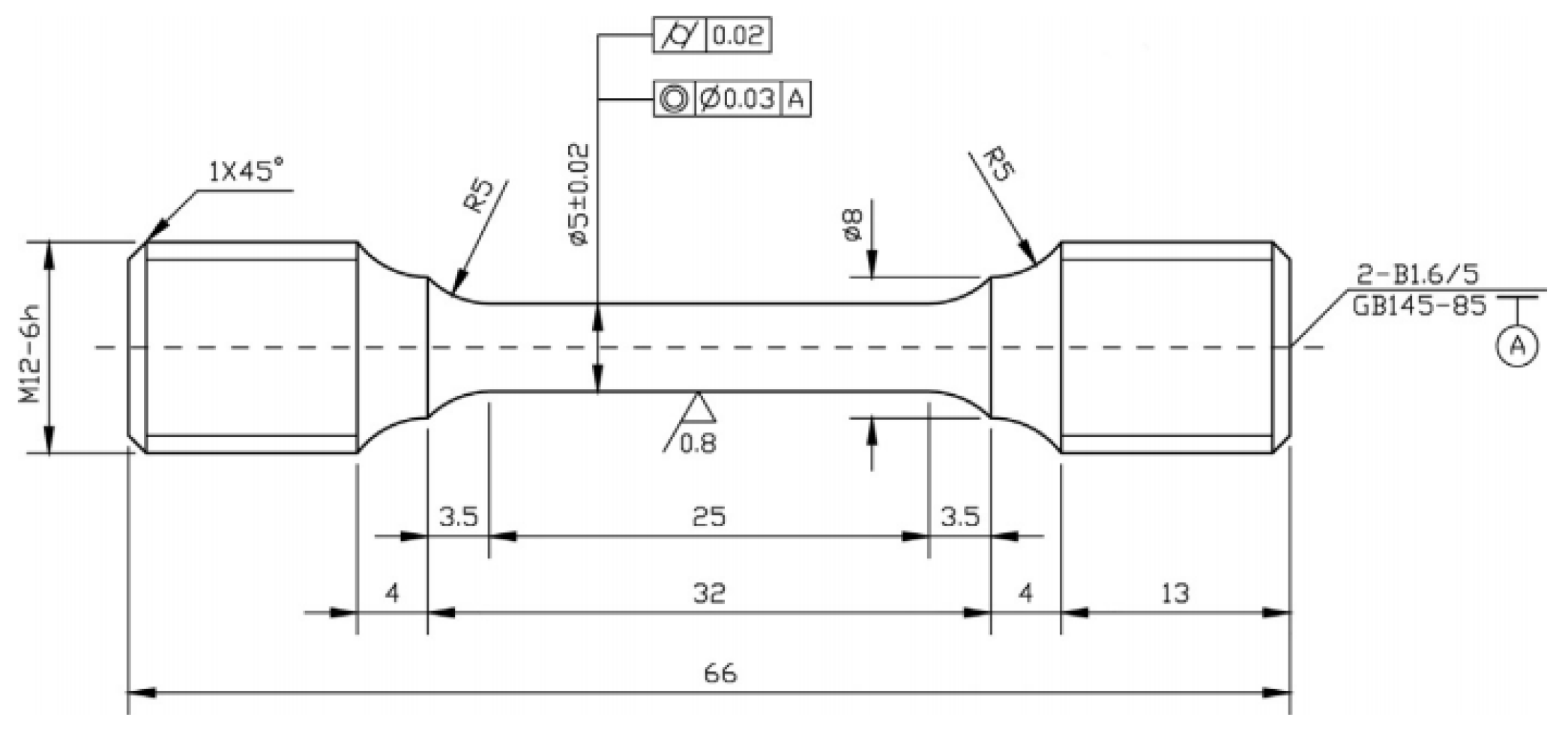
2.2. Creep Tests
2.3. Microstructure Characterization
2.4. Microhardness Tests
3. Results
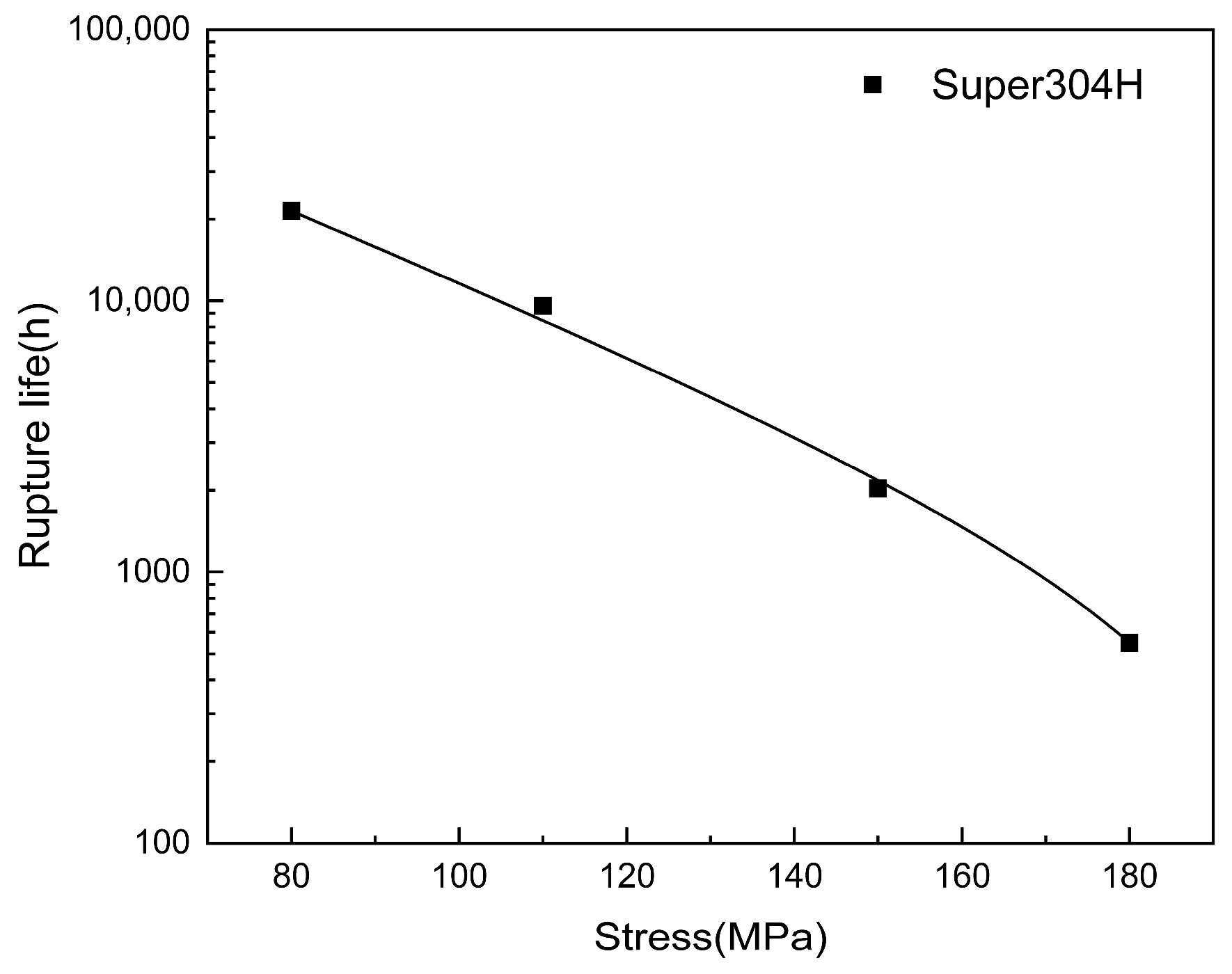
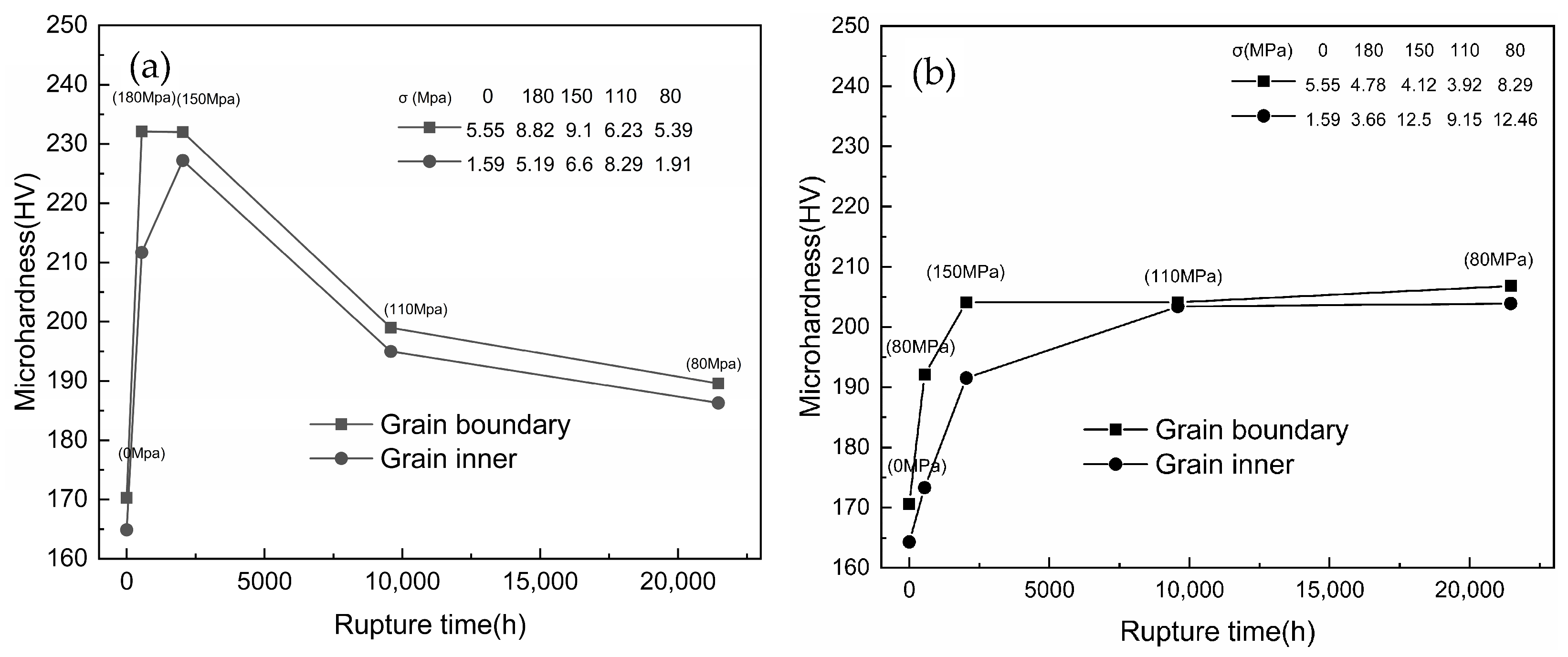
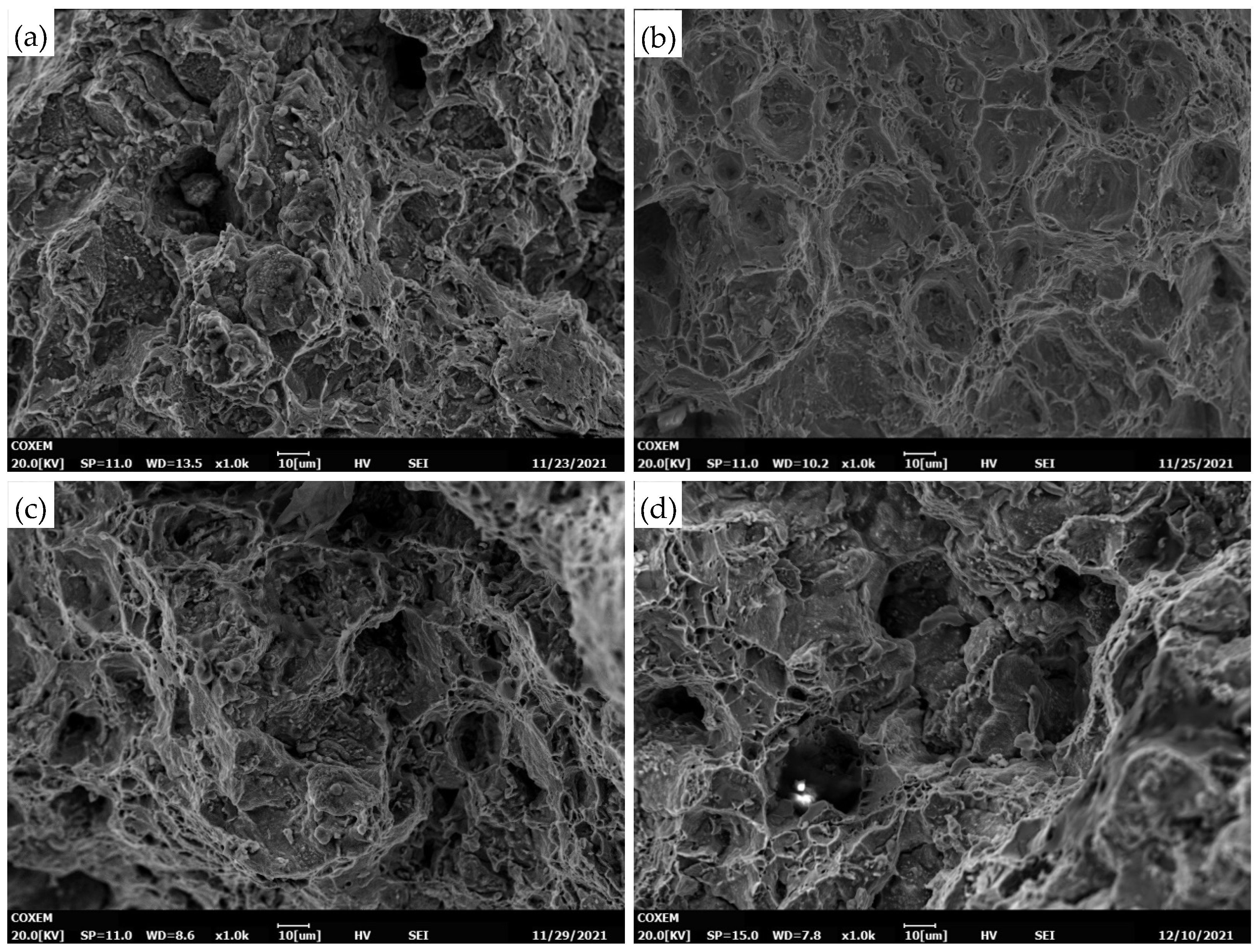
3.1. Creep Rupture Test Results and Microhardness
3.2. Microstructure
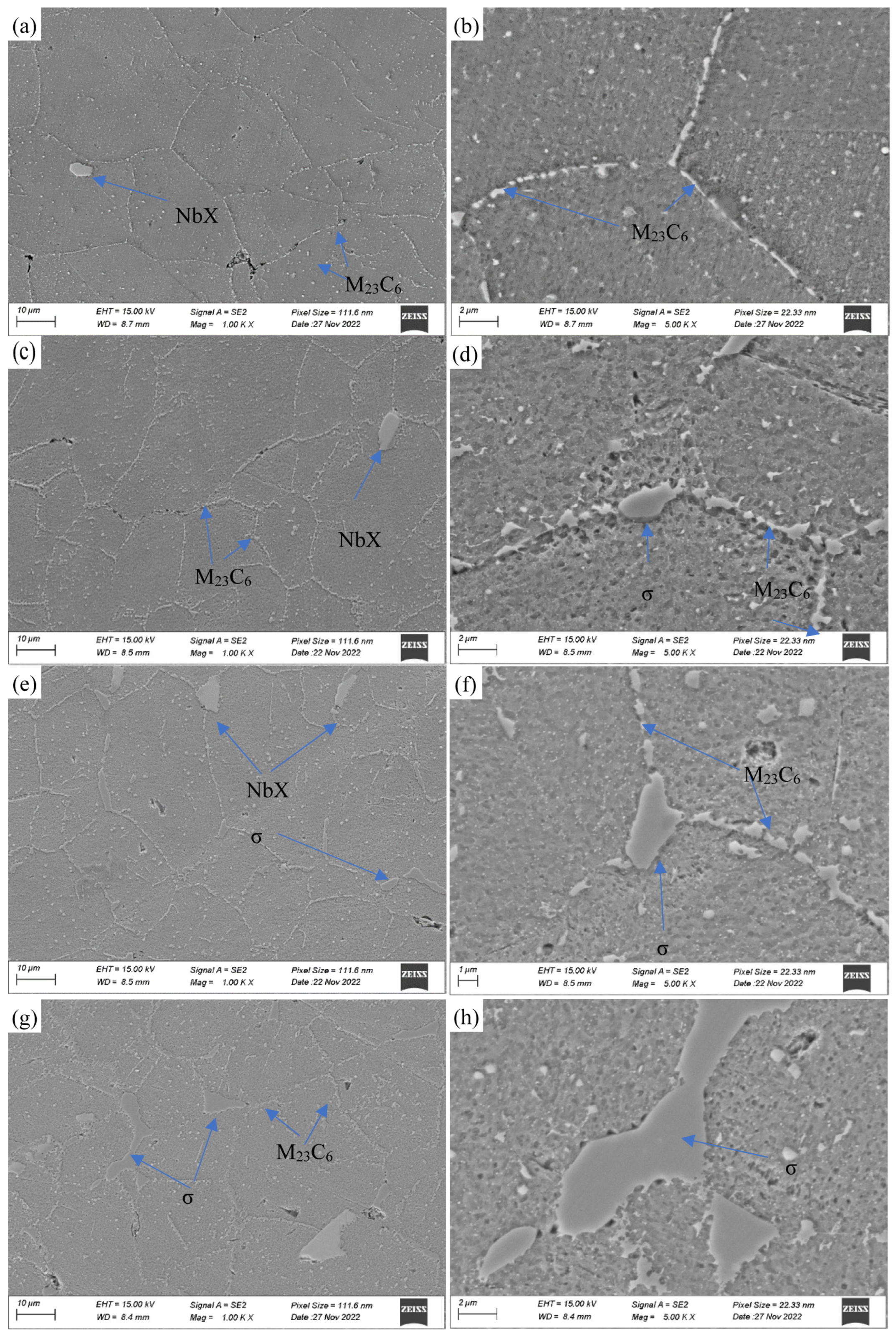
3.2.1. General Characteristics
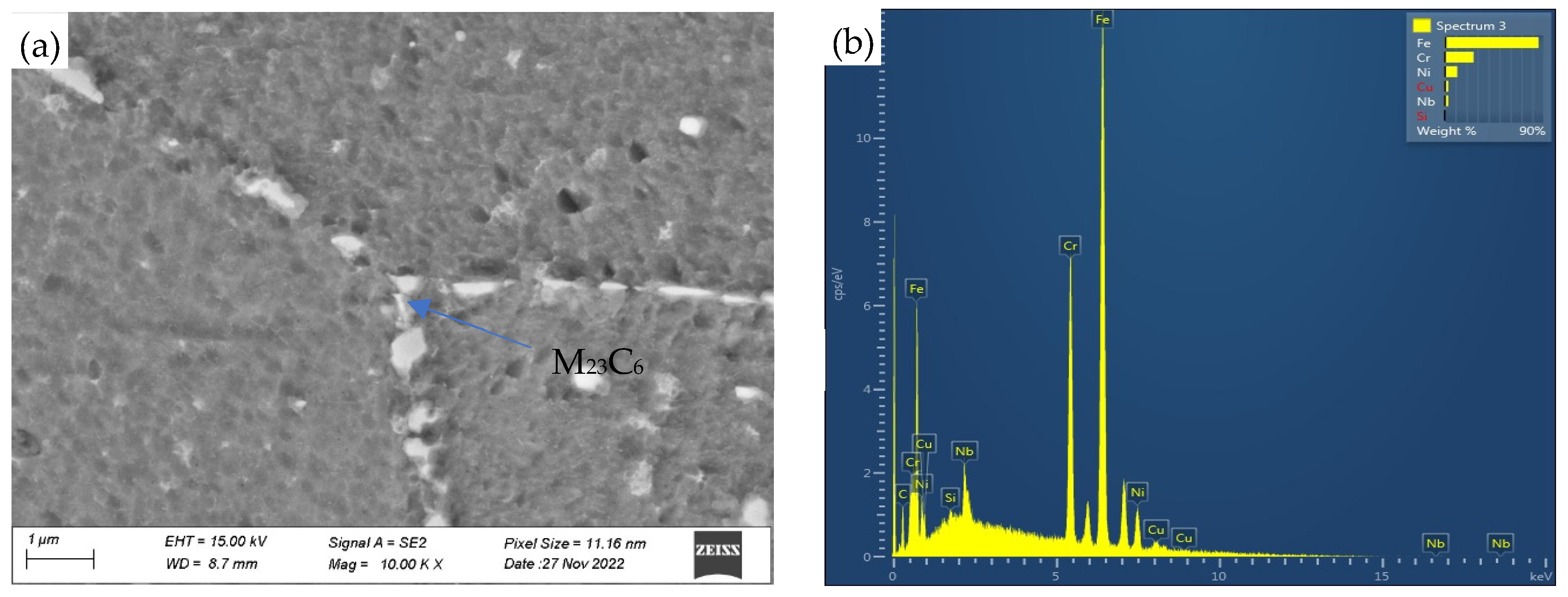
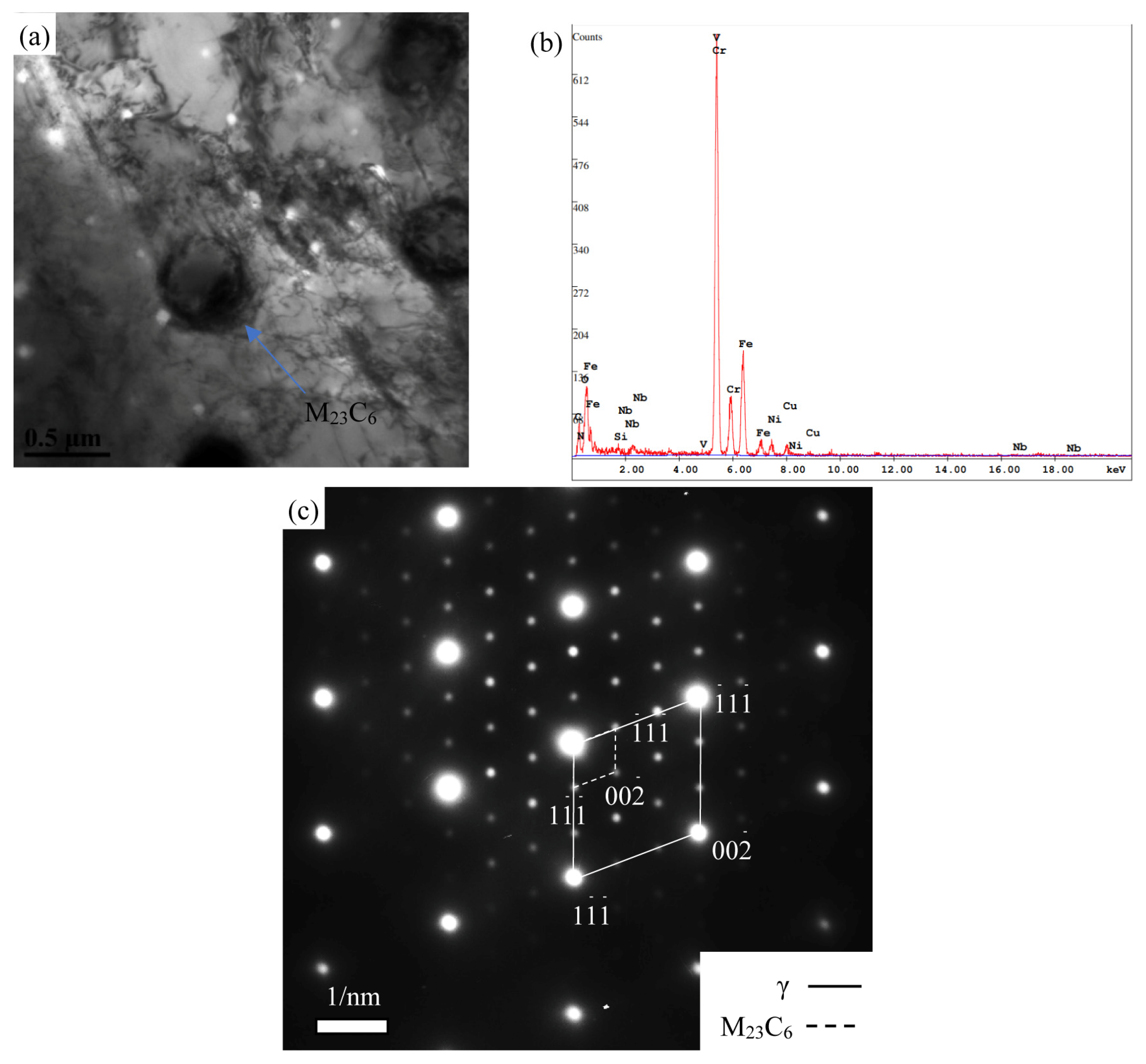
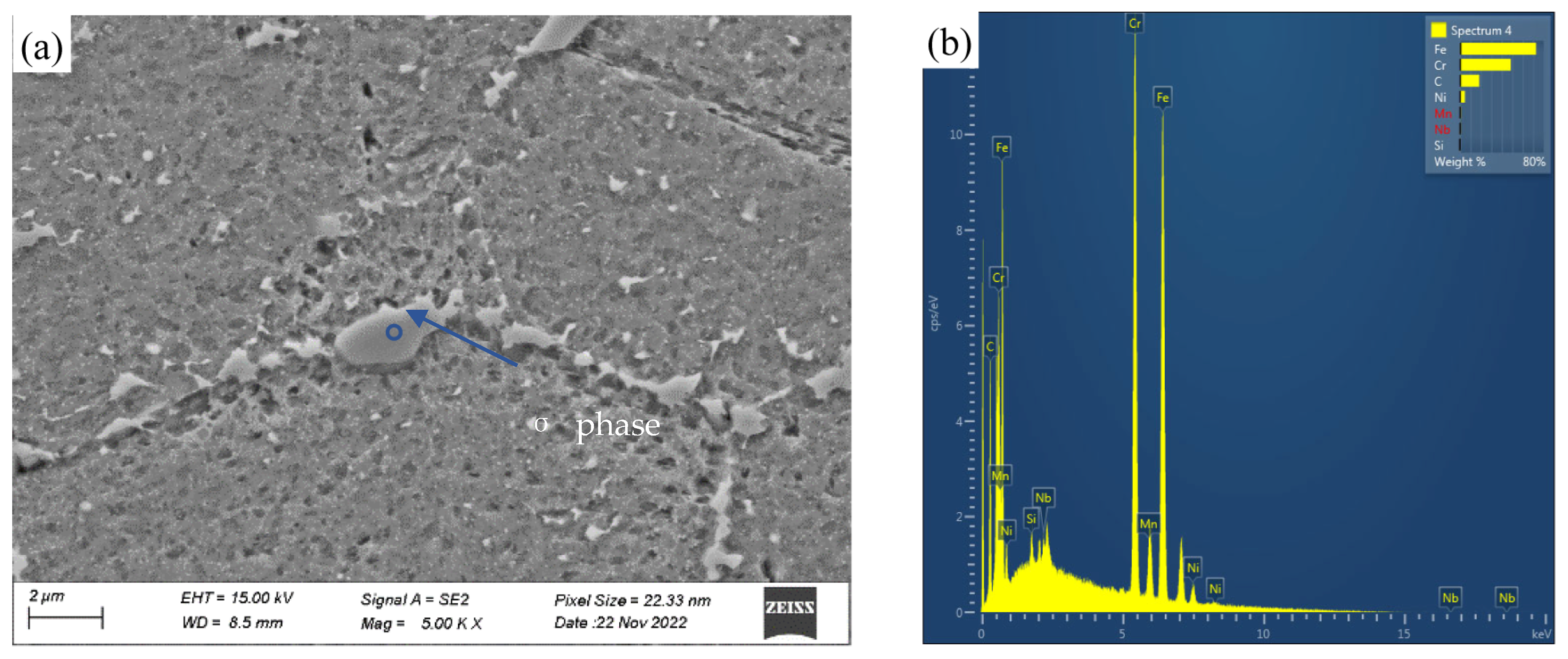
3.2.2. Precipitates at Grain Boundary
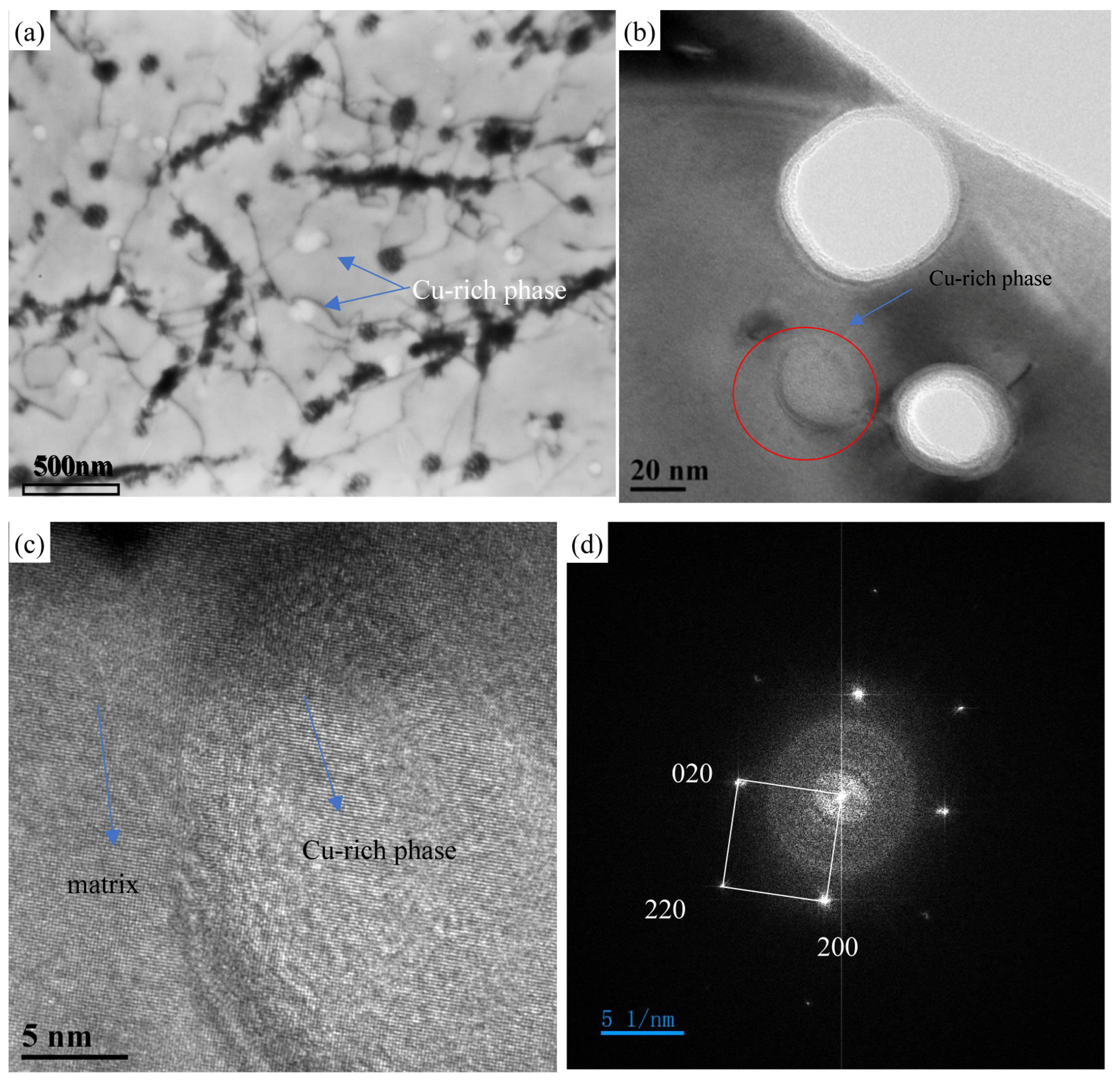
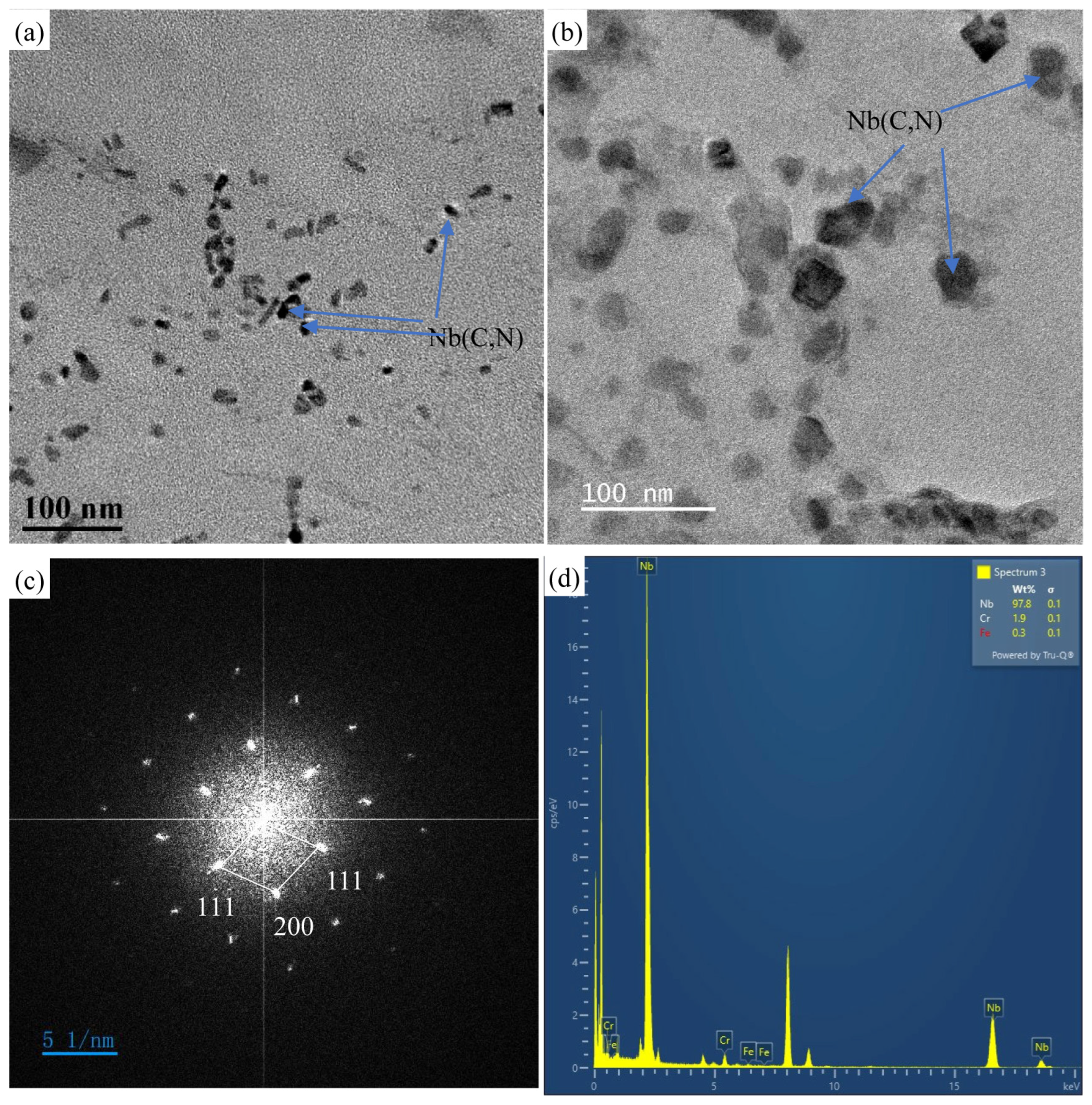
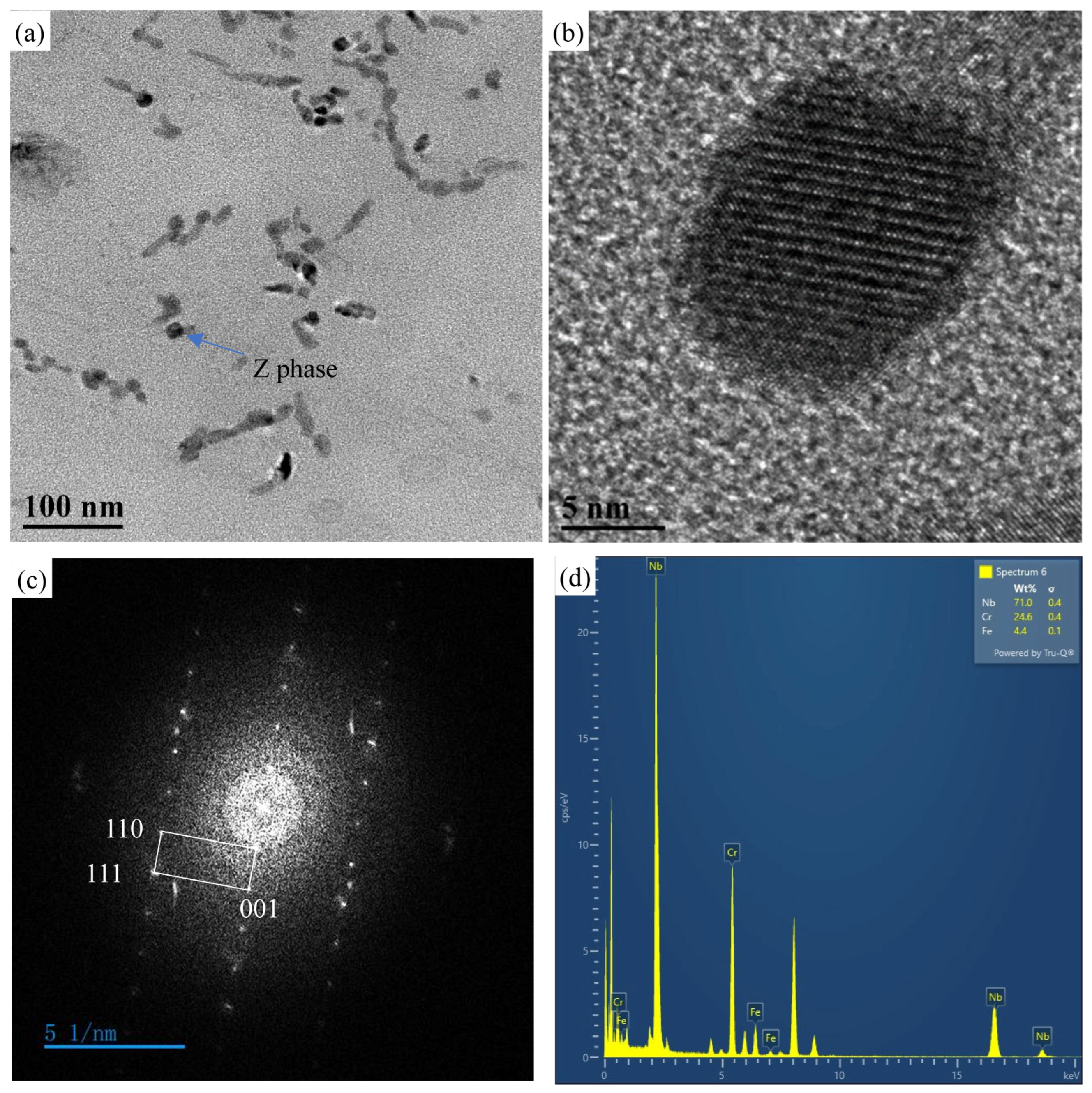
3.2.3. Intragranular Precipitates
4. Discussion
4.1. Deterioration of the Creep Behavior
4.2. Microstructure Evolution
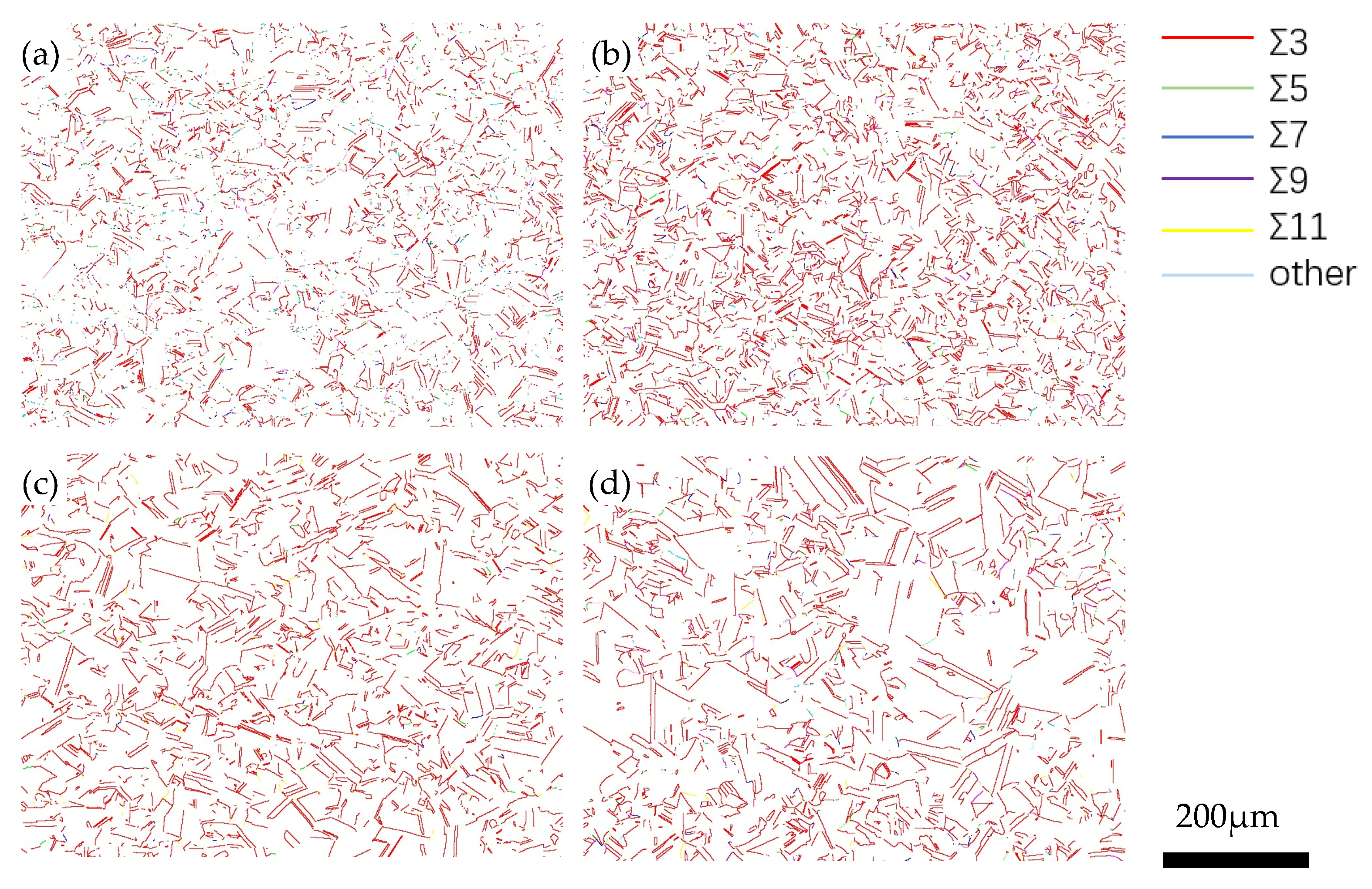
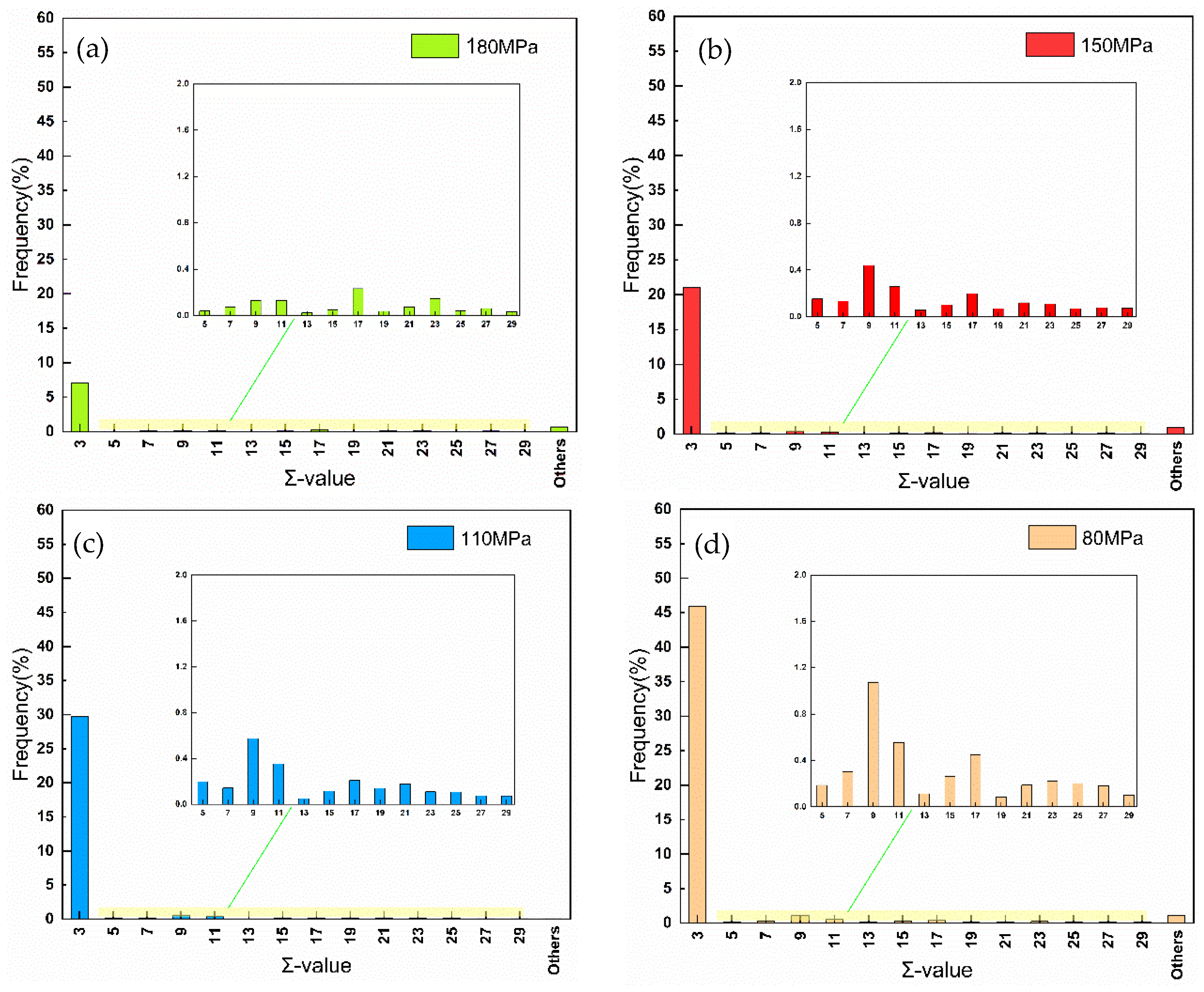
4.3. Grain Boundary Damage Assessment
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rui, K.W.; Zhi, J.Z.; Yan, G. Effect of Shot Peening on the Intergranular Corrosion Susceptibility of a Novel Super304H Austenitic Stainless Steel. J. Mater. Eng. Perform. 2016, 25, 20–28. [Google Scholar] [CrossRef]
- Masuyama, F. History of Power Plants and Progress in Heat Resistant Steels. ISIJ Int. 2001, 41, 612–625. [Google Scholar] [CrossRef]
- Tan, S.P.; Wang, Z.; Cheng, S.C.; Liu, Z.; Han, J.; Fu, W. Hot deformation behavior of Super304H austenitic heat resistant steel. Int. J. Min. Met. Mater. 2010, 17, 167–172. [Google Scholar] [CrossRef]
- Le, T.G.; Yoon, K.B.; Jeong, T.M. Degradation and reduction of small punch creep life of service-exposed Super304H steel. J. Mech. Sci. Technol. 2019, 33, 5243–5250. [Google Scholar] [CrossRef]
- Zhu, W.; Zhang, Z.; Long, D.; Li, H.J.; Yu, L. Creep Deformation Behavior, Microstructure Evolution, and Damage Mechanism of Super304H ODS Steel. Metals 2023, 6, 1106. [Google Scholar] [CrossRef]
- Zhan, K.; Xie, L.C.; Jiang, C.H.; Ji, V. Thermostability of S30432 shot peened surface layer. Surf. Eng. 2013, 29, 61–64. [Google Scholar] [CrossRef]
- Ou, P.; Xing, H.; Wang, X.L.; Sun, J. Tensile yield behavior and precipitation strengthening mechanism in Super304H steel. Mater. Sci. Eng. A 2014, 600, 171–175. [Google Scholar] [CrossRef]
- Zhang, C.L.; Xiong, X.H.; Ping, S.B.; Gao, Y. Influence of chemical composition on intergranular corrosion susceptibility of novel Super304H austenitic heat-resistant steel. Corros. Eng. Sci. Technol. 2014, 49, 624–632. [Google Scholar] [CrossRef]
- Moon, J.; Ha, H.Y.; Lee, T.H. Corrosion behavior in high heat input welded heat-affected zone of Ni-free high-nitrogen Fe–18Cr–10Mn–N austenitic stainless steel. Mater. Charact. 2013, 82, 113–119. [Google Scholar] [CrossRef]
- Chi, C.Y.; Dong, J.X.; Liu, W.Q.; Xie, X.S. An Investigation on Precipitation Behaviour of Cu-Rich Phase in Super304H Heat-Resistant Steel by Three Dimensional Atom Probe. Mater. Sci. Forum 2010, 654, 110–113. [Google Scholar] [CrossRef]
- Jin, X.; Xia, X.; Li, Y.; Zhao, Y.; Zhang, G. Quantitative study of microstructure evolution and the effect on mechanical properties of Super304H during aging. Mater. High Temp. 2019, 36, 459–470. [Google Scholar] [CrossRef]
- Zielinski, A.; Wersta, R.; Sroka, M. The study of the evolution of the microstructure and creep properties of Super 304H austenitic stainless steel after aging for up to 50,000 h. Arch. Civ. Mech. Eng. 2022, 22, 89. [Google Scholar] [CrossRef]
- Wang, X.; Li, Y.; Chen, D.; Sun, J. Precipitate evolution during the aging of Super304H steel and its influence on impact toughness. Mater. Sci. Eng. A 2019, 754, 238–245. [Google Scholar] [CrossRef]
- Li, Y.; Wang, X. Strengthening mechanisms and creep rupture behavior of advanced austenitic heat resistant steel SA-213 S31035 for A-USC power plants. Mater. Sci. Eng. A 2020, 775, 138991. [Google Scholar] [CrossRef]
- Zhou, Q.; Liu, J.; Gao, Y. An insight into oversaturated deformation-induced sigma precipitation in Super304H austenitic stainless steel. Mater. Des. 2019, 181, 108056. [Google Scholar] [CrossRef]
- Hong, H.U.; Rho, B.S.; Nam, S.W. Correlation of the M23C6 precipitation morphology with grain boundary characteristics in austenitic stainless steel. Mater. Sci. Eng. A 2001, 318, 285–292. [Google Scholar] [CrossRef]
- Singh, G.; Hong, S.M.; Oh-Ishi, K.; Hono, K.; Fleury, E.; Ramamurty, U. Enhancing the high temperature plasticity of a Cu-containing austenitic stainless steel through grain boundary strengthening. Mater. Sci. Eng. A 2014, 602, 77–88. [Google Scholar] [CrossRef]
- Kimura, K.; Sawada, K. Creep Deformation Property and Creep Life Evaluation of Super304H. J. Press. Vessel Technol. 2020, 144, 021507. [Google Scholar] [CrossRef]
- Shim, J.H.; Kozeschnik, E.; Jung, W.S.; Lee, S.C.; Kim, D.I.; Suh, J.Y.; Lee, Y.S.; Cho, Y.W. Numerical simulation of long-term precipitate evolution in austenitic heat-resistant steels. Calphad 2010, 34, 105–112. [Google Scholar] [CrossRef]
- Zielinski, A.; Wersta, R.; Sroka, M. Analysis of the precipitation process of secondary phases after long-term ageing of S304H steel. Bull. Pol. Acad. Sci.-Tech. Sci. 2021, 69, e137520. [Google Scholar] [CrossRef]
- Du, J.; Liang, J.; Zhao, H.; Sun, B. Research on Microstructure and Mechanical Property of S30432 Supreheater Pipe Aged at 700 °C. Steel Res. Int. 2012, 83, 1095–1102. [Google Scholar] [CrossRef]
- ASTM A213; Standard Specification for Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger Tubes. ASTM: West Conshohocken, PA, USA, 2023.
- Bai, G.; Lu, S.; Li, D.; Li, Y. Influences of niobium and solution treatment temperature on pitting corrosion behaviour of stabilised austenitic stainless steels. Corrosion Sci. 2016, 108, 111–124. [Google Scholar] [CrossRef]
- Zhang, Z.; Hu, Z.; Tu, H.; Schmauder, S.; Wu, G. Microstructure evolution in HR3C austenitic steel during long-term creep at 650 °C. Mater. Sci. Eng. A 2017, 681, 74–84. [Google Scholar] [CrossRef]
- Song, K.; Wang, K.; Zhao, L.; Xu, L.; Ma, N.; Han, Y.; Hao, K.; Zhang, L.; Gao, Y. A physically-based constitutive model for a novel heat resistant martensitic steel under different cyclic loading modes: Microstructural strengthening mechanisms. Int. J. Plast. 2023, 165, 103611. [Google Scholar] [CrossRef]
- San, X.Y.; Zhang, B.; Wu, B.; Wei, X.X.; Oguzie, E.E.; Ma, X.L. Investigating the effect of Cu-rich phase on the corrosion behavior of Super 304H austenitic stainless steel by TEM. Corrosion Sci. 2018, 130, 143–152. [Google Scholar] [CrossRef]
- Tan, S.P.; Wang, Z.H.; Cheng, S.C.; Liu, Z.D.; Han, J.C.; Wan-Tang, F.U. Effect of Cu Content on Aging Precipitation Behaviors of Cu-Rich Phase in Fe-Cr-Ni Alloy. J. Iron Steel Res. Int. 2010, 17, 63–68. [Google Scholar] [CrossRef]
- Chi, C.Y.; Yu, H.Y.; Dong, J.X.; Liu, W.Q.; Cheng, S.C.; Liu, Z.D.; Xie, X.S. The precipitation strengthening behavior of Cu-rich phase in Nb contained advanced Fe–Cr–Ni type austenitic heat resistant steel for USC power plant application. Prog. Nat. Sci. Mater. Int. 2012, 22, 175–185. [Google Scholar] [CrossRef]
- Nguyen, T.T.; Jeong, T.M.; Erten, D.T.; Yoon, K.B. Creep deformation and rupture behaviour of service-exposed super304h steel boiler tubes. Mater. High Temp. 2020, 38, 61–72. [Google Scholar] [CrossRef]
- Zhao, W.X.; Zhou, D.Q.; Jiang, S.H.; Wang, H.; Wu, Y.; Liu, X.J.; Wang, X.Z.; Lu, Z.P. Ultrahigh stability and strong precipitation strengthening of nanosized NbC in alumina-forming austenitic stainless steels subjecting to long-term high-temperature exposure. Mater. Sci. Eng. A 2018, 738, 295–307. [Google Scholar] [CrossRef]
- Maruyama, K.; Sawada, K.; Koike, J.I. Strengthening Mechanisms of Creep Resistant Tempered Martensitic Steel. ISIJ Int. 2001, 41, 641–653. [Google Scholar] [CrossRef]
- Taneike, M.; Abe, F.; Sawada, K. Creep-strengthening of steel at high temperatures using nano-sized carbonitride dispersions. Nature 2003, 424, 294–296. [Google Scholar] [CrossRef]
- Peterson, A.; Baker, I. Analysis of the elevated temperature deformation mechanisms and grain boundary strengthening of the alumina-forming austenitic stainless steel Fe–20Cr–30Ni–2Nb–5Al. Mater. Sci. Eng. A 2021, 814, 141219. [Google Scholar] [CrossRef]
- Park, D.B.; Huh, M.Y.; Jung, W.S.; Suh, J.Y.; Shim, J.H.; Lee, S.C. Effect of vanadium addition on the creep resistance of 18Cr9Ni3CuNbN austenitic stainless heat resistant steel. J. Alloys Compd. 2013, 574, 532–538. [Google Scholar] [CrossRef]
- Bajaj, P.; Hariharan, A.; Kini, A.; Raabe, D.; Jgle, E.A. Steels in additive manufacturing: A review of their microstructure and properties. Mater. Sci. Eng. A 2019, 772, 138633. [Google Scholar] [CrossRef]
- Zhu, L.H.; Zhang, Y.J.; Wang, Q.J.; Xu, S.Q. Microstructural Evolution and Change in Hardness of S30432 Heat-resistant Steel during Creep at 650 °C. Steel Res. Int. 2012, 81, 315–319. [Google Scholar] [CrossRef]
- Tada, N.; Kitamura, T.; Ohtani, R. Initiation and Growth of Cavities and Cracks along Grain Boundaries in Type 304 Stainless Steel under Creep-Fatigue Condition. Mech. Time-Depend. Mater. 1999, 3, 205–218. [Google Scholar] [CrossRef]
- Zhou, Q.W.; Wang, R.K.; Zheng, Z.J.; Gao, Y. Interpretation for the fast sigma phase precipitation in the high intensity shot peened nanocrystallined Super304H stainless steel. Appl. Surf. Sci. 2018, 462, 804–814. [Google Scholar] [CrossRef]
- Purzyńska, H.; Golański, G.; Zieliński, A.; Dobrzański, J.D.; Sroka, M. Precipitation study in Ti-stabilised austenitic stainless steel after 207,000 h of service. Mater. High Temp. 2019, 36, 296–303. [Google Scholar] [CrossRef]
- Abe, F. Development of creep-resistant steels and alloys for use in power plants. In Structural Alloys for Power Plants; Shirzadi, A., Jackson, S., Eds.; Woodhead Publishing Inc.: London, UK, 2014; pp. 250–293. [Google Scholar] [CrossRef]
- Wang, B.; Liu, Z.D.; Cheng, S.C.; Liu, C.M.; Wang, J.Z. Microstructure Evolution and Mechanical Properties of HR3C Steel during Long-term Aging at High Temperature. J. Iron Steel Res. Int. 2014, 21, 765–773. [Google Scholar] [CrossRef]
- Sawada, K.; Sekido, K.; Murata, M.; Kamihira, K.; Kimura, K. Precipitation behavior during aging and creep in 18Cr–9Ni–3Cu–Nb–N steel. J. Mater. Charact. 2018, 141, 279–285. [Google Scholar] [CrossRef]
- Park, D.B.; Hong, S.M.; Lee, K.H.; Huh, M.Y.; Suh, J.Y.; Leec, S.C.; Jung, W.S. High-temperature creep behavior and icrostructural evolution of an 18Cr9Ni3CuNbVN austenitic stainless steel. J. Mater. Charact. 2014, 93, 52–61. [Google Scholar] [CrossRef]
- Wang, J.Z.; Liu, Z.D.; Bao, H.S.; Cheng, S.C.; Wang, B. Effect of Ageing at 700 °C on Microstructure and Mechanical Properties of S31042 Heat Resistant Steel. J. Iron Steel Res. Int. 2013, 20, 54–58. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cu | Ni | Nb | N | Cr | |
|---|---|---|---|---|---|---|---|---|---|---|
| As-received | 0.08 | 0.21 | 0.82 | 0.02 | 0.001 | 3.20 | 9.45 | 0.51 | 0.11 | 18.8 |
| ASTM A213M | 0.07–0.13 | Max 0.30 | Max 1.00 | Max 0.040 | Max 0.010 | 2.50~ 3.50 | 7.5~ 10.5 | 0.30~ 0.60 | 0.05~ 0.12 | 17.0~ 19.0 |
| Sample | Temperature (°C) | Stress (MPa) | Creep Rupture (h) | Breaking Elongation (%) | Percentage Reduction in Area (%) |
|---|---|---|---|---|---|
| 1 2 3 4 | 700 | 180 150 110 80 | 548 2034 9584 21,462 | 24 17.9 15.2 7.2 | 36 31.9 23.5 14.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Hu, Z.; Gao, Z. Microstructure Evolution of Super304H Austenitic Steel During Long-Term Creep at 700 °C. Materials 2025, 18, 1756. https://doi.org/10.3390/ma18081756
Zhang J, Hu Z, Gao Z. Microstructure Evolution of Super304H Austenitic Steel During Long-Term Creep at 700 °C. Materials. 2025; 18(8):1756. https://doi.org/10.3390/ma18081756
Chicago/Turabian StyleZhang, Jiale, Zhengfei Hu, and Ziyi Gao. 2025. "Microstructure Evolution of Super304H Austenitic Steel During Long-Term Creep at 700 °C" Materials 18, no. 8: 1756. https://doi.org/10.3390/ma18081756
APA StyleZhang, J., Hu, Z., & Gao, Z. (2025). Microstructure Evolution of Super304H Austenitic Steel During Long-Term Creep at 700 °C. Materials, 18(8), 1756. https://doi.org/10.3390/ma18081756