
Recovered Tire-Derived Aggregates for Thermally Insulating Lightweight Mortars




Abstract
1. Introduction
- Tires contain natural and petroleum-based rubber, steel reinforcements, textile fibes, sulphur, zinc oxide, and carbon black, and are not biodegradable. Rubber undergoes further processing to make it more durable and resistant, making it harder to decompose and recycle.
- Tires are heavy and bulky, so they take up landfill space. Since there are no other technologies to reduce rubber waste, this trend is expected to continue.
- Illegal tire stacks attract mosquitoes. The mosquitoes spread Zika, malaria, yellow fever, and dengue.
- They are also hard to extinguish in fires. Tire rubbers with increased resistance burn longer due to their higher calorific value. When ignited, tires take longer to extinguish. Additionally, tire fires release CO, SO2, and NO2 gases.
- Used tires decomposing in landfills may release heavy metals and chemicals that pollute soil, groundwater, and farms.
2. State of the Art and Novelty of This Research
2.1. ELT Management: State of the Art
2.2. Recovery of ELTs as Tire-Derived Aggregate for Mortars/Concrete Applications: State of the Art
3. Objectives and Novelty
- NF EN 1504-3 defines the classes of products according to their performance: classes R4 and R3 for structural repair and classes R2 and R1 for non-structural repair.
- EN 206-1 prescribes the minimum compressive strength class at 28 days for structural applications (LC8/9 minimum) and its density class from D1.0 ( to D2.0 .
- NF P 18-840 defines the key characteristics for a good repair, namely very good adhesion to the support, mechanical compatibility with existing concrete, controlled shrinkage, permeability, resistance to chemical aggression from carbon dioxide, chlorides, and/or sulphates, and workability. Hence, CR and NS have been characterized by their granulometries, densities, water absorption coefficients, and heat capacities measured using a deferential scanning calorimetry (DSC) test. At the fresh state, mortars were characterized by evaluating their density, workability (to verify the conformity to NF P 18-840), setting time, and air content tests. At the hardened state, the mortar was tested by measuring its density (to check its density class), porosity, three-point bending, and compressive strength (resistance class) to verify the influence of CR on the physical and mechanical performance of mortar. The adhesion of CR mortars to the support, the mechanical compatibility with existing concrete, and the shrinkage were also assessed.
4. Materials and Methods
4.1. Materials
4.2. Experimental Procedures
4.3. Characteristics of CR and NS
4.4. Mortar Mixtures
5. Results and Discussion
5.1. Fresh State Properties of the Mortars
5.2. Hardened State Properties of the Mortars
- a.
- Density and porosity
- b.
- Thermal properties

- c.
- Drying/Shrinkage
- d.
- Compressive strength
- e.
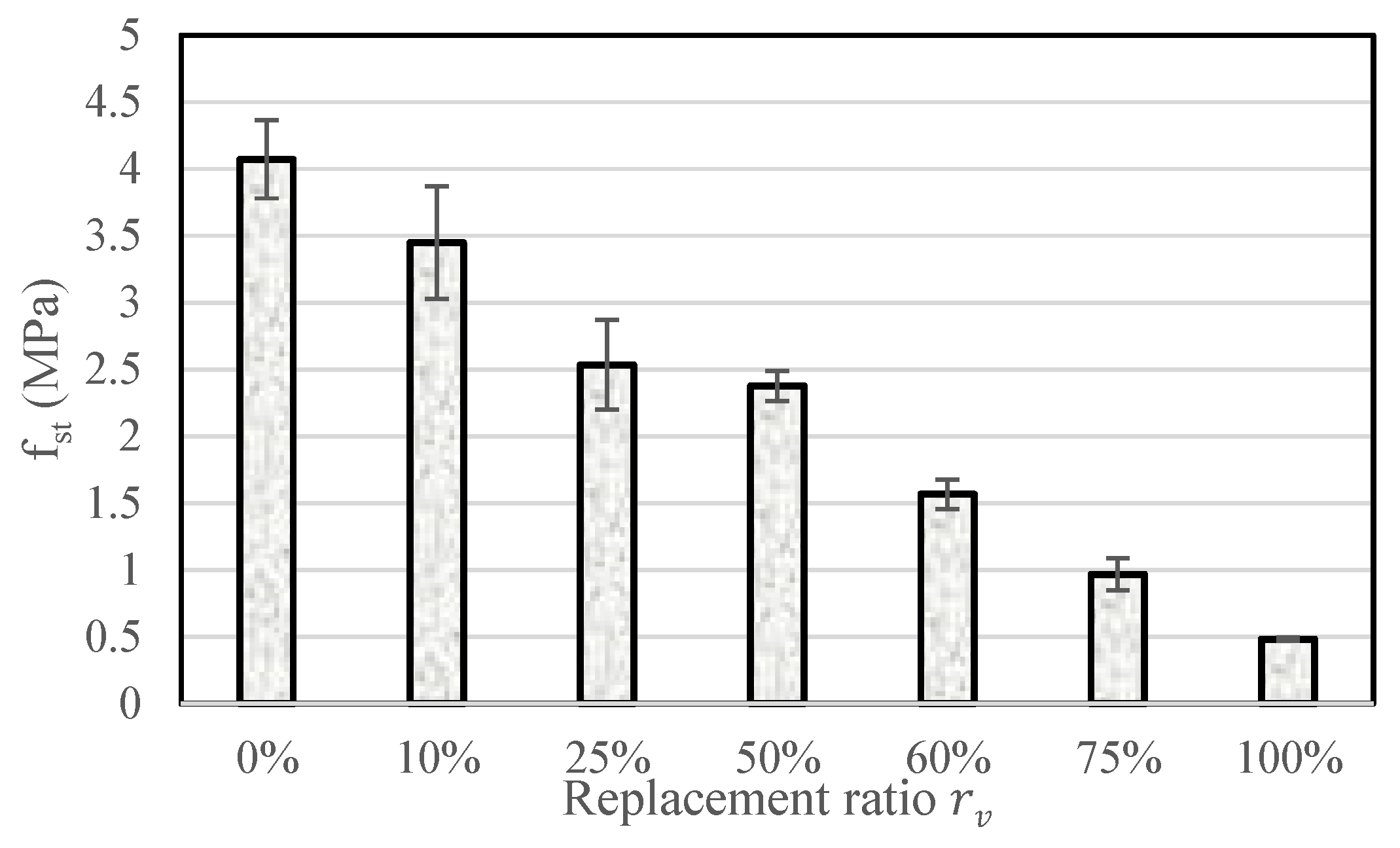
- Flexure/Tensile strength
- f.
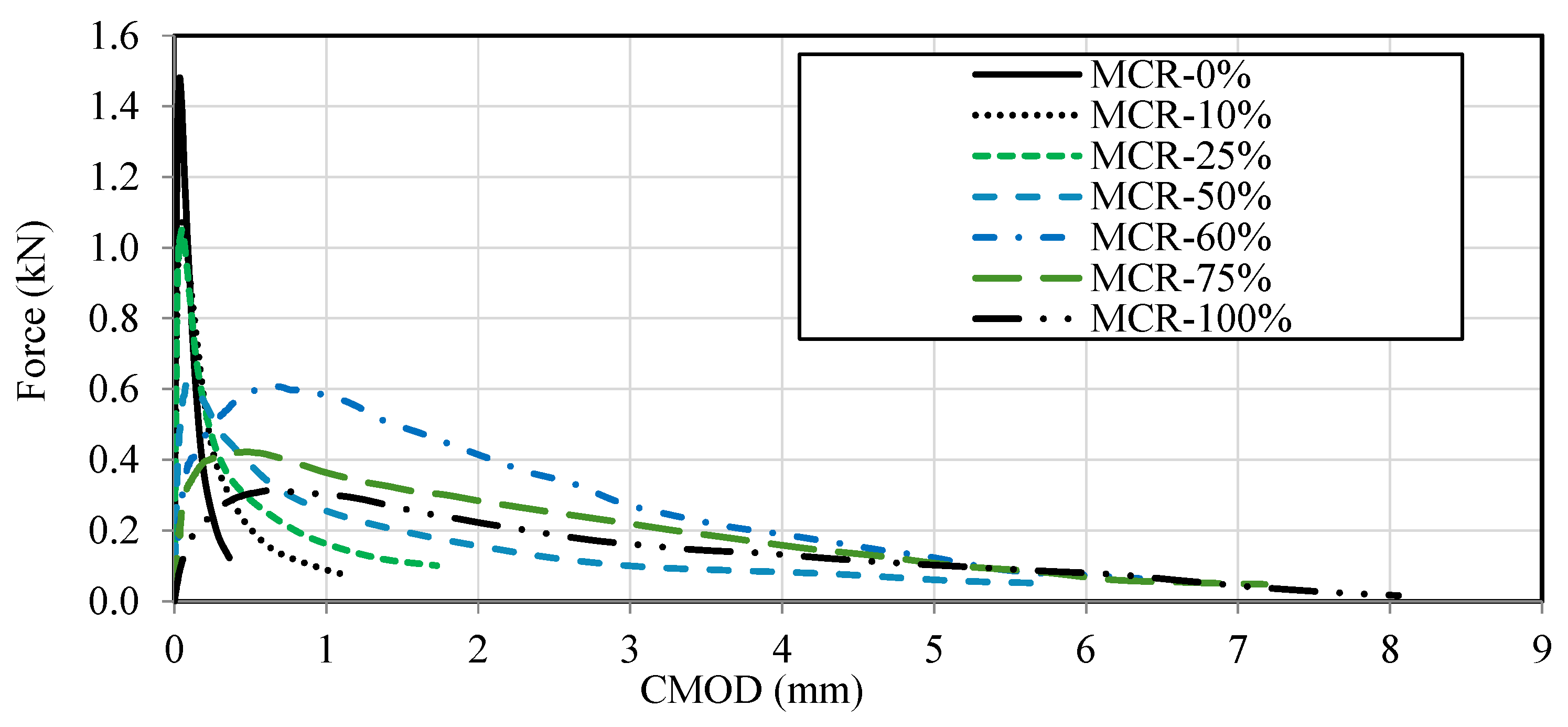
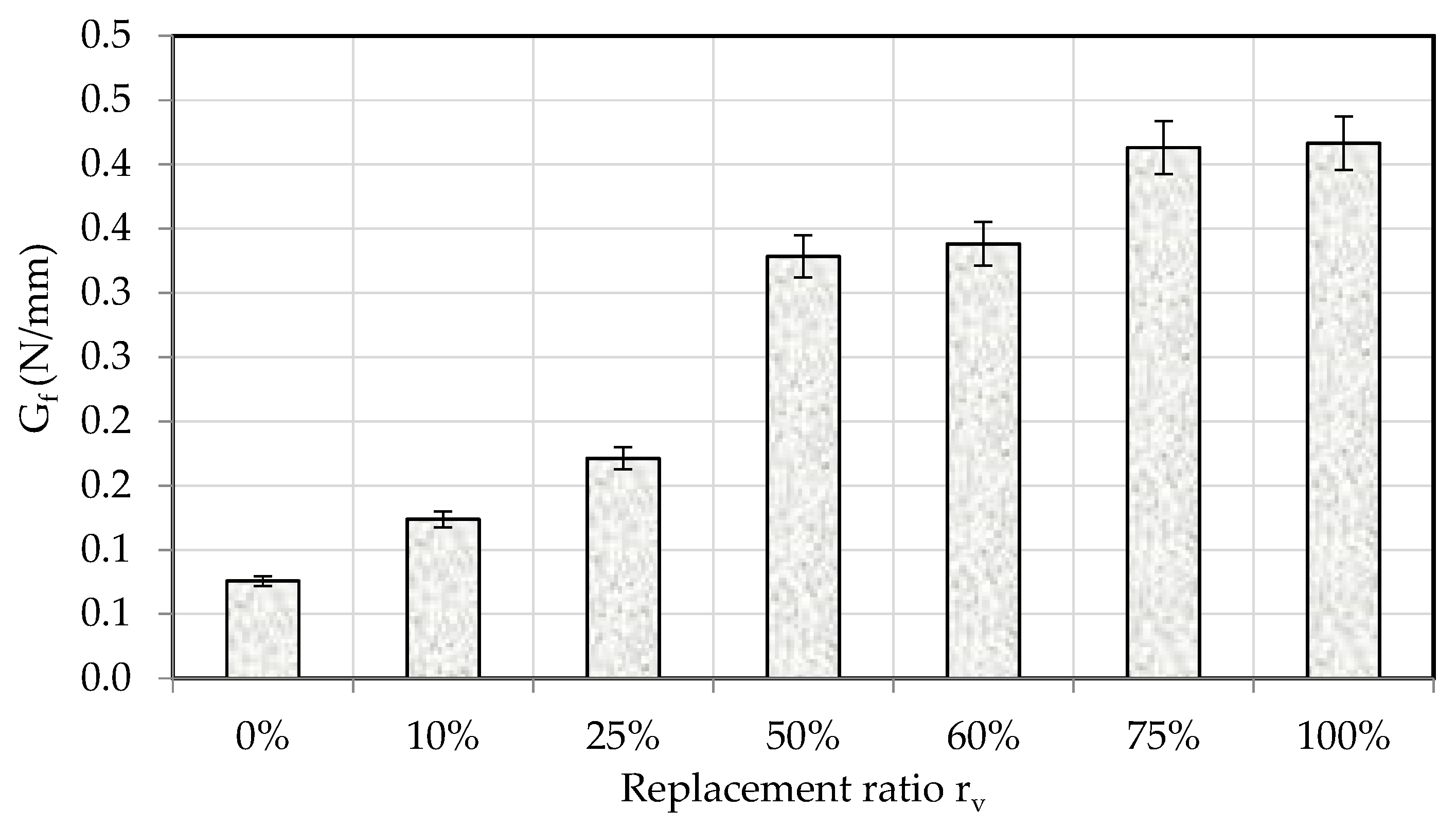
- Fracture energy
- g.
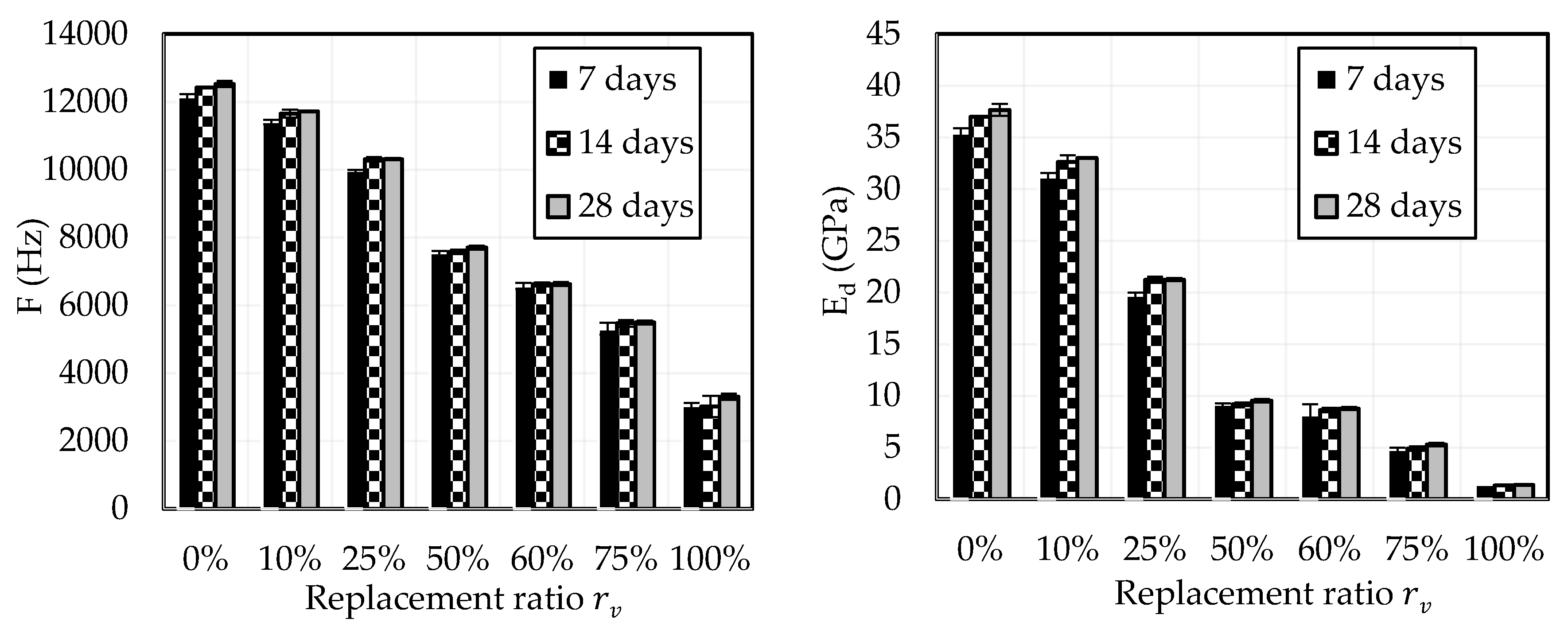
- Elastic modulus
5.3. Pull Out
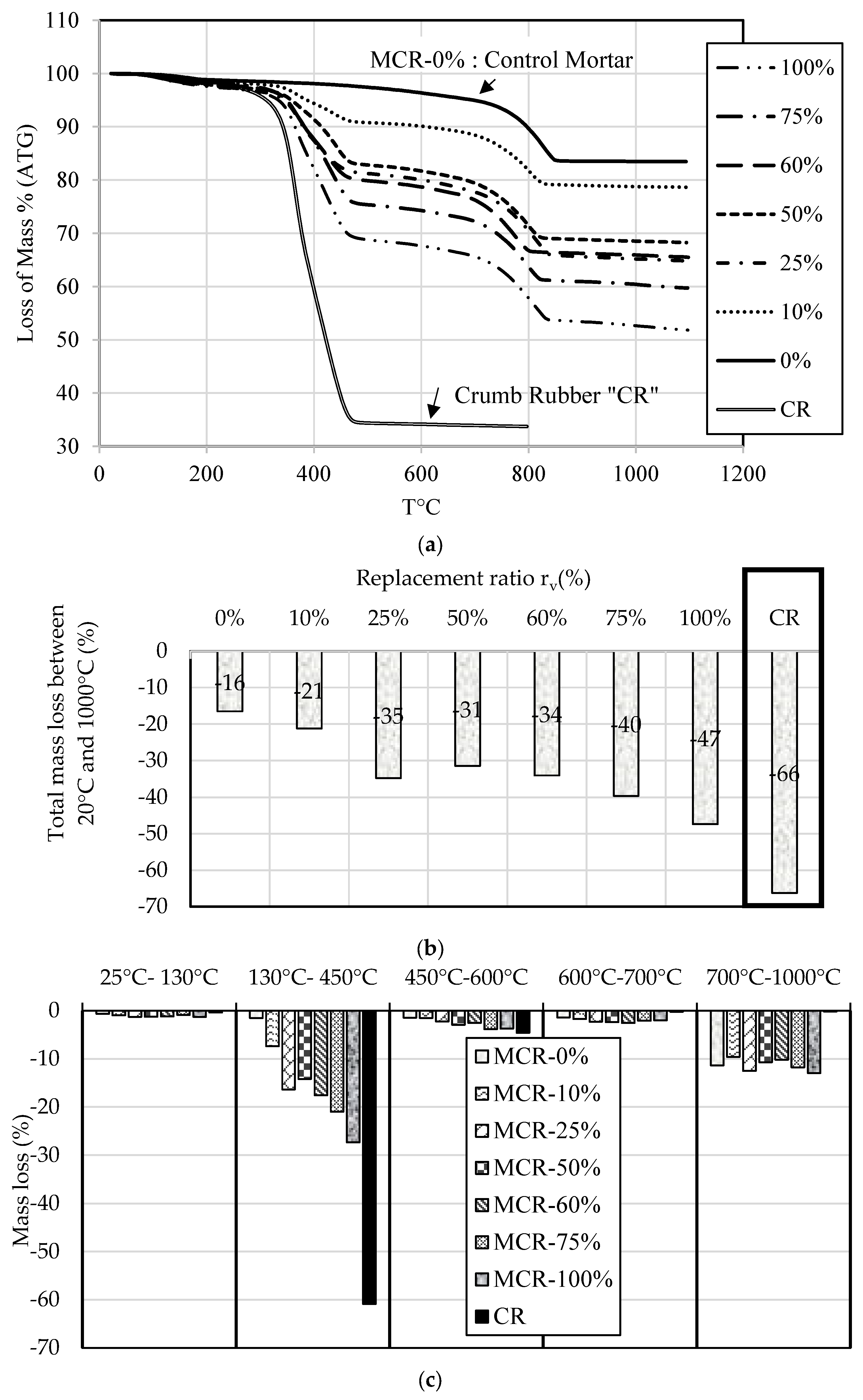
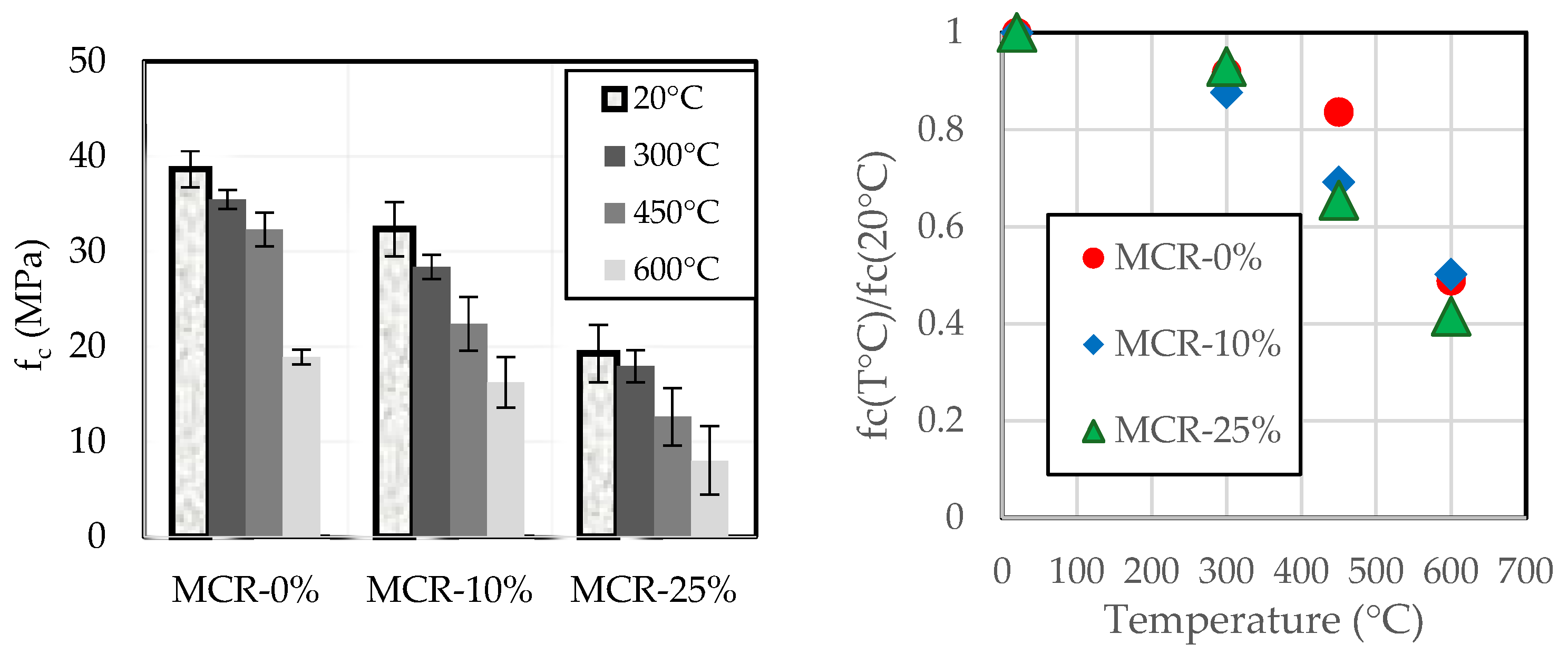
5.4. Fire Resistance of Cured Mortars
- Between room temperature and 150 °C, the variation of mass is essentially due to the release of volatiles (water and organic compounds).
- Between 450 °C and 600 °C the mass loss is mainly attributed to the decomposition of the portlandite () and the end of the decomposition of the crumb rubber particles.
- Between 600 °C and 700 °C the mass loss is due to the dehydration of the CSH gel.
- Beyond 700 °C to 1000 °C, the loss of mass is attributed to the decomposition of calcite () and the end of CSH decomposition.
6. Conclusions
- Crumb rubbers obtained from EOL tires can be used with confidence as aggregates in mortars. Leaching tests revealed low levels of leached pollutants, confirming that CR particles can be considered safe for both health and the environment, particularly when embedded in a cementitious matrix.
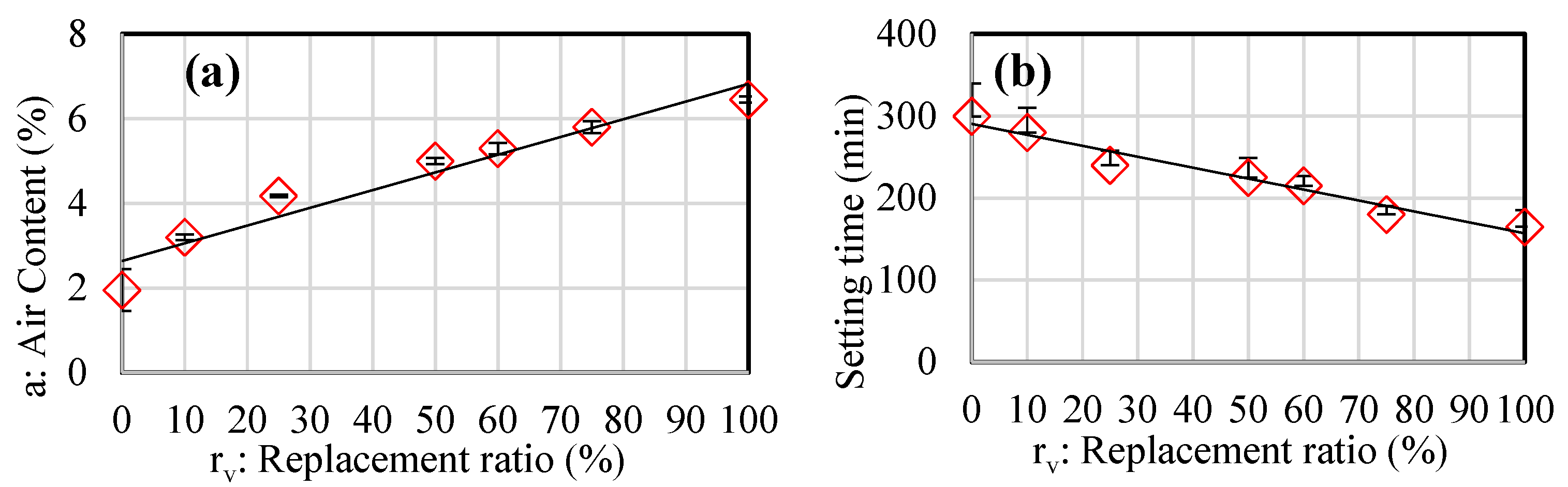
- The air content of early-age mortar paste increases linearly with the CR replacement ratio. Entrapped air bubbles have a significant effect on the hardened behavior since they can concentrate stresses or facilitate the infiltration of damaging elements.
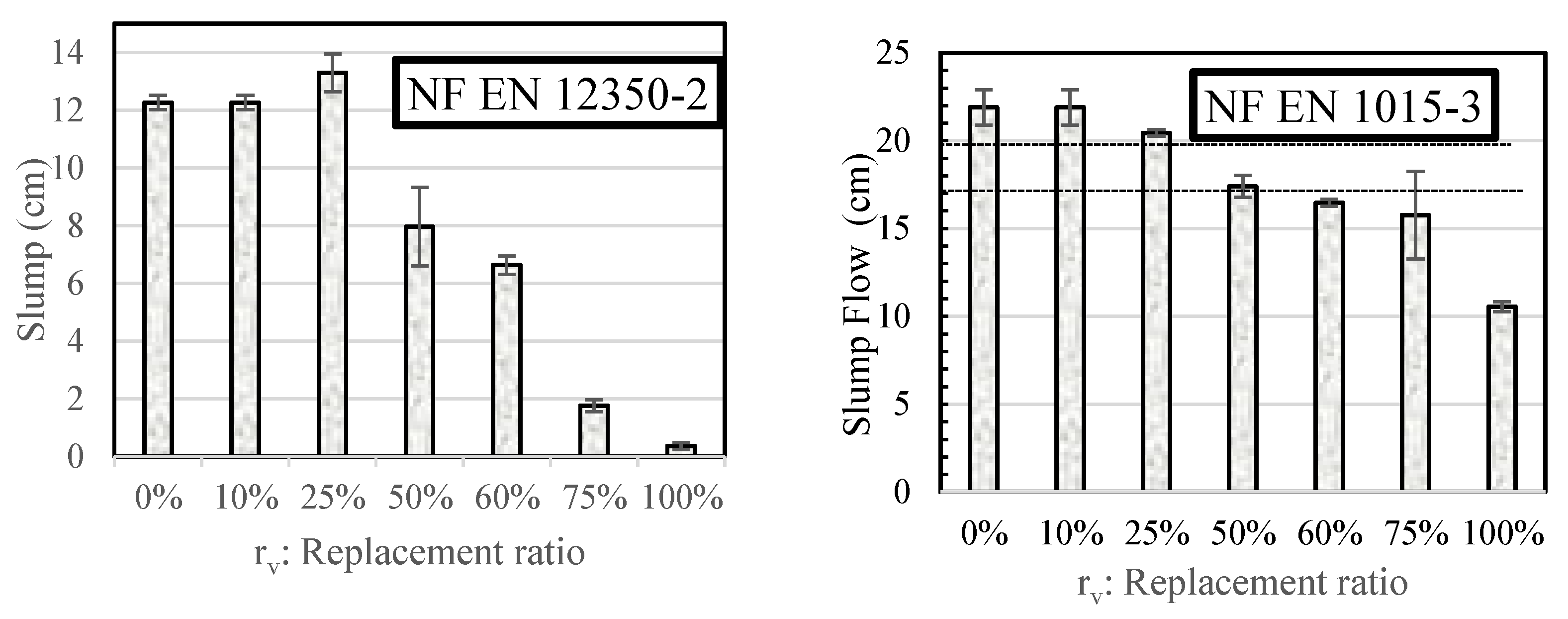
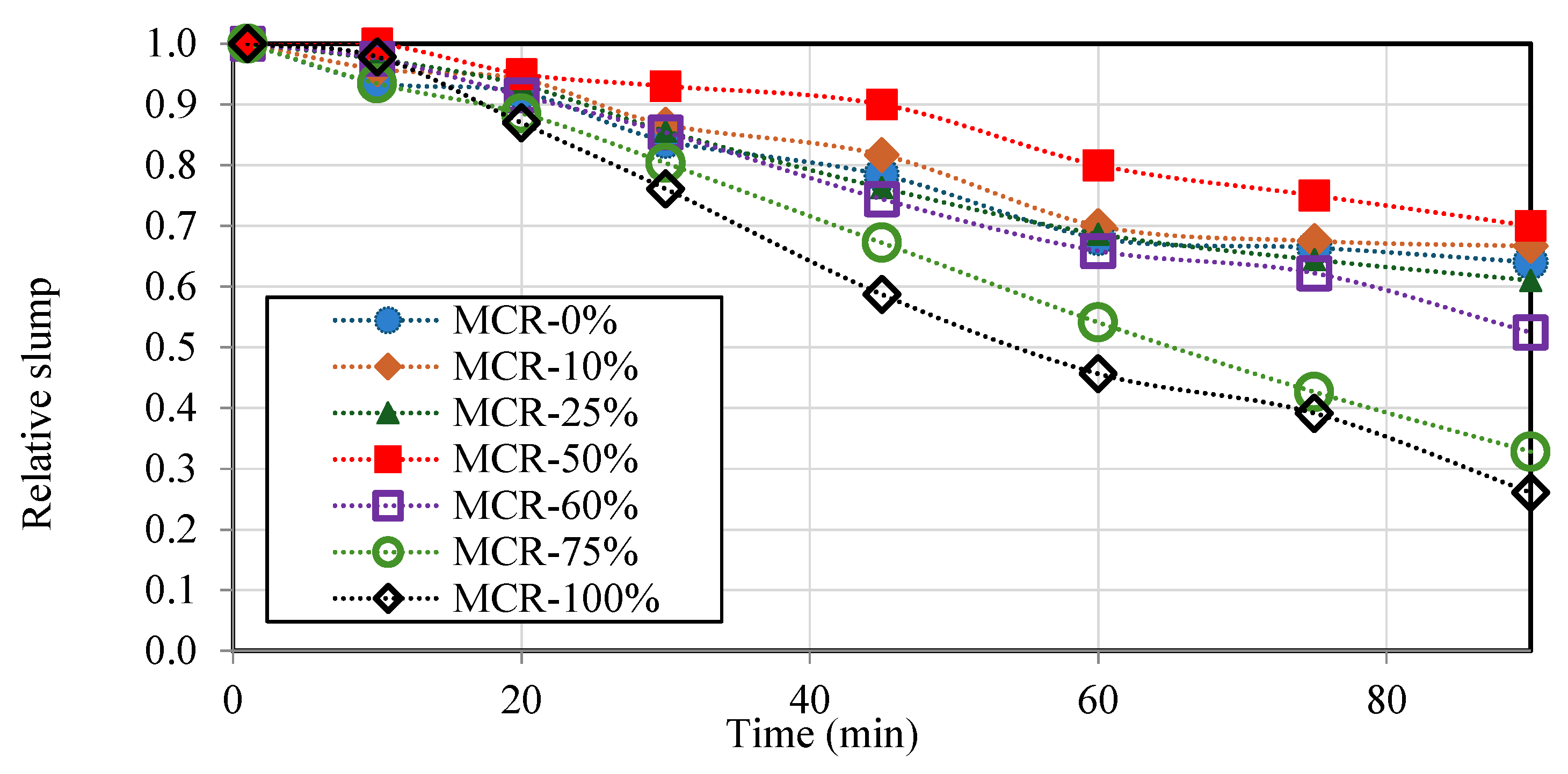
- The increase in the CR content reduces the setting time and the workability of mortars. However, mixes with can still be used for repair work as they meet recommended standards.
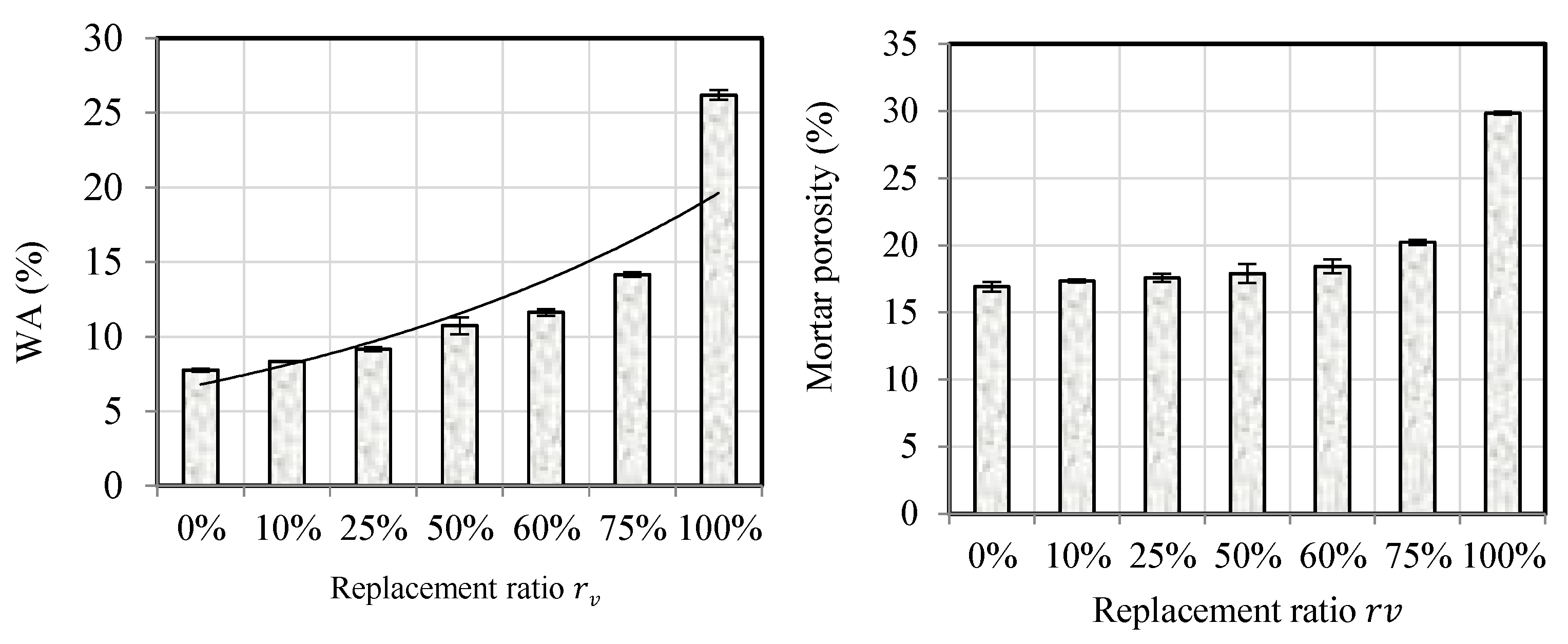
- The apparent density decreases as the CR fraction increases. According to standards, mortars with are classified as lightweight mortars. Moreover, an increase in porosity, mainly attributed to the higher occluded air content associated with higher CR rates, is observed particularly for .
- Since the number and volume of pore spaces and the surface area of cement–rubber interfaces vary with CR content, water absorption increases accordingly. In this study, it was established that both the normalized water absorption coefficient and the bulk density vary in the same way with the CR replacement ratio:
- Similarly, drying shrinkage increases with time and CR content due to the corresponding increase in the number and volume of pore spaces and cement–rubber interfaces. However, it is established that this increase is more significant for mixes with .
- The mechanical properties decrease as the CR content increases. This was verified in terms of compressive, flexural and tensile strengths as well as the elastic modulus. Nevertheless, mortars with can be used as lightweight mortars according to standard recommendations. Up to 50% of CR content, the proposed mortars fall within the range prescribed by the standard as non-structural repair products for civil engineering buildings.
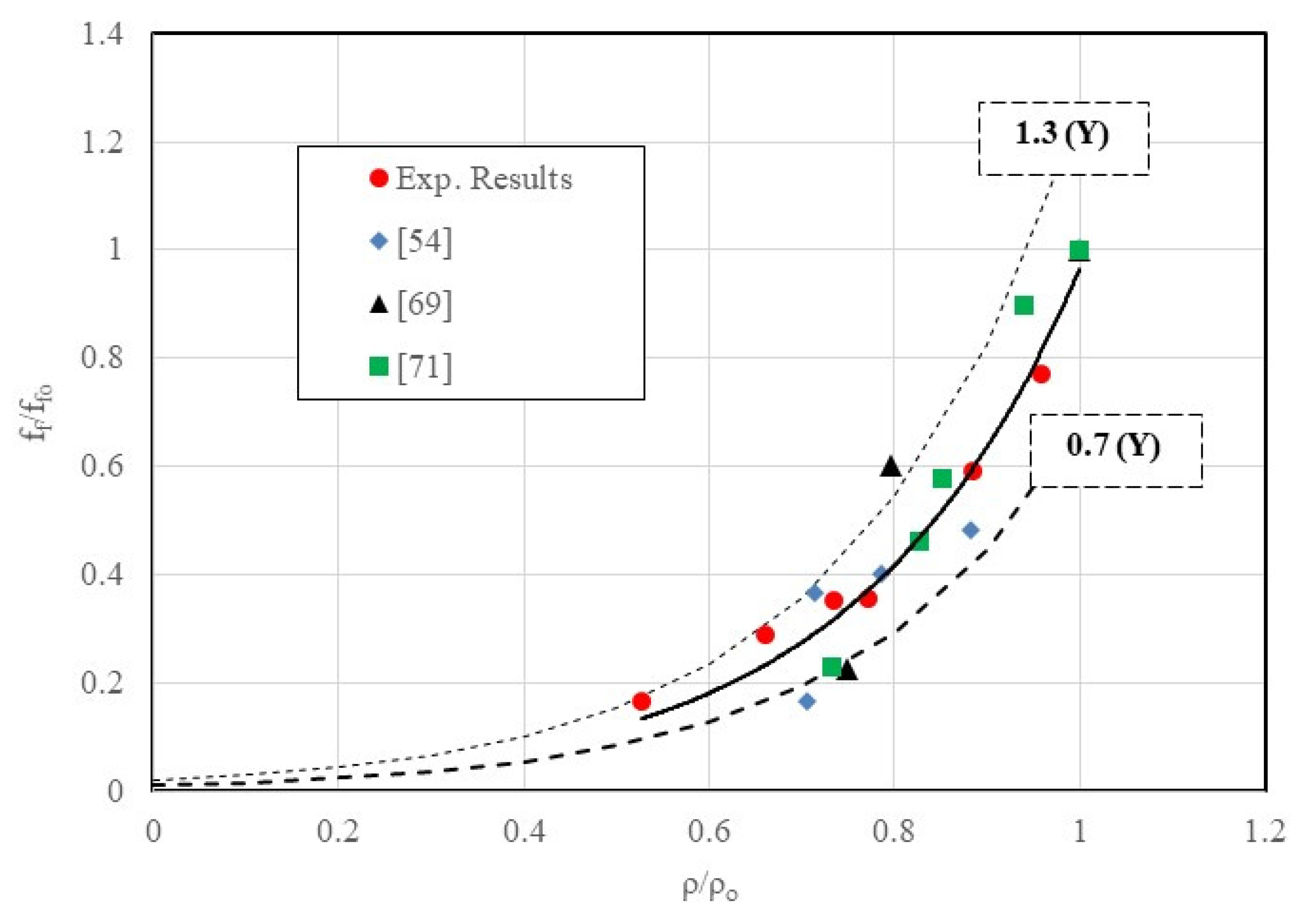
- A similar relationship links the normalized compressive strength and normalized modulus of elasticity to rubber content . This relationship was established on the basis of our new experimental results and those reported in the literature. However, it should be emphasized that all normalized mechanical properties are highly dependent on the normalized density. Expressions relating to these properties have been established to isolate the effect of rubber incorporation.
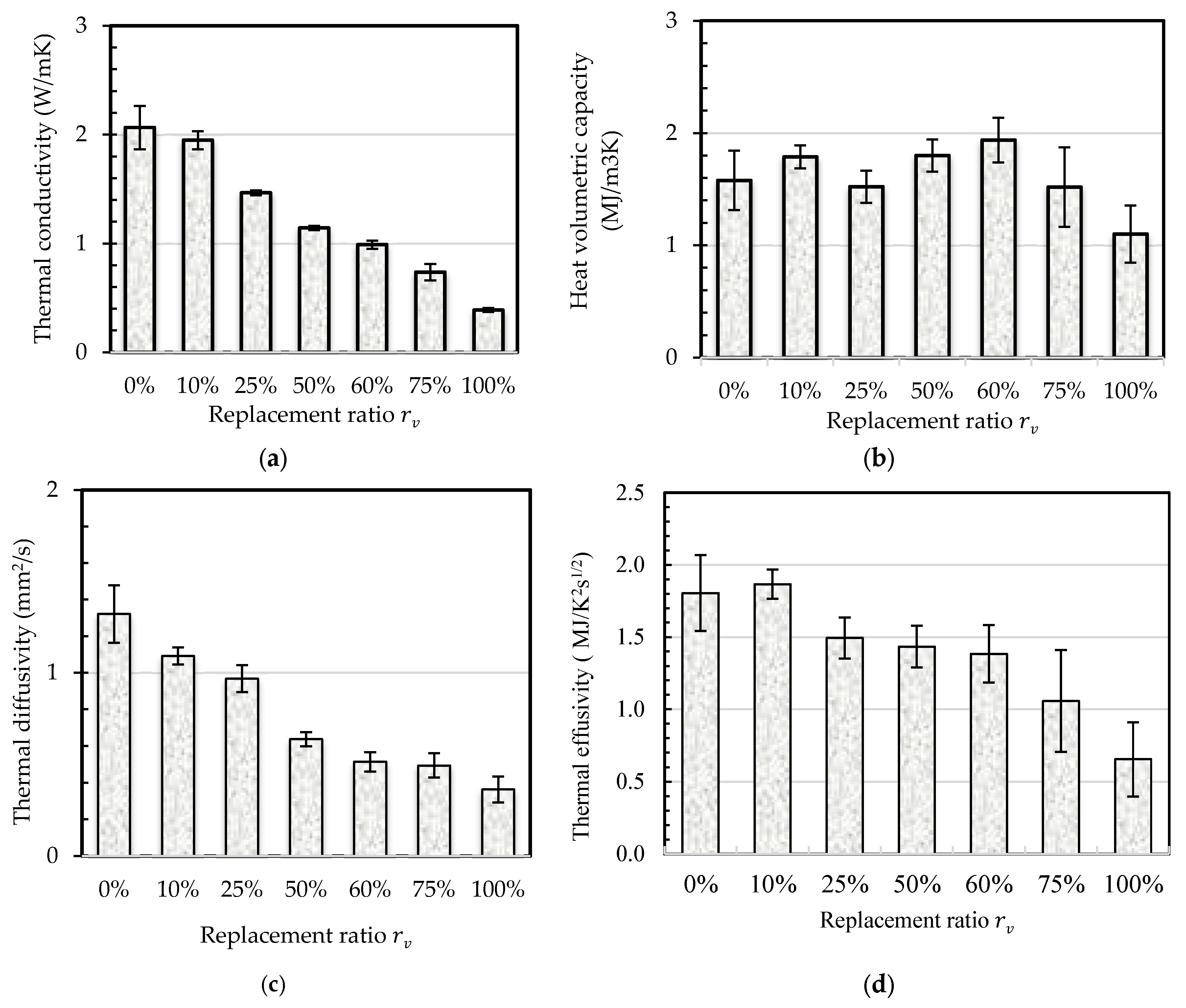
- Incorporating up to 50% of waste tires improves comfort and thermal resistance without affecting thermal inertia. Experimental data indicate that thermal conductivity significantly decreases with respect to CR. However, the changes in volumetric heat capacity with CR are not as large, which explains the little changes observed in terms of thermal effusivity.
- The fracture energy increases with the increase in CR content. The increase in the density of microcrack networks and aggregate–cement interfaces weakens the material embedding soft crumb rubber. These defects coalesce and propagate, which results in an increase in energy dissipation with higher CR replacement ratios.
- Pull-out test results show that the bond strength decreases with increasing CR content. However, the obtained bond strengths conform to standards for non-structural repair applications when .
- Mass losses due to heat treatment increase with higher crumb content and/or temperature. However, the variations remain below 12% in the temperature range considered (20 to 600 °C).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dabic-Miletic, S.; Simic, V.; Karagoz, S. End-of-life tire management: A critical review. Environ. Sci. Pollut. Res. 2021, 28, 68053–68068. [Google Scholar] [CrossRef]
- Dong, M.; Elchalakani, M.; Karrech, A.; Hassanein, M.F.; Xie, T.; Yang, B. Behaviour and design of rubberised concrete filled steel tubes under combined loading conditions. Thin-Walled Struct. 2019, 139, 24–38. [Google Scholar] [CrossRef]
- WBCSD. End-of-Life Tire (ELT) Management Toolkit End-of-Life Tire Management Toolkit 2; WBCSD: Geneva, Switzerland, 2021. [Google Scholar]
- Azevedo, F.; Pacheco-Torgal, F.; Jesus, C.; Barroso de Aguiar, J.L.; Camões, A.F. Properties and durability of HPC with tyre rubber wastes. Constr. Build. Mater. 2012, 34, 186–191. [Google Scholar] [CrossRef]
- Thomas, B.S.; Chandra Gupta, R. Properties of high strength concrete containing scrap tire rubber. J. Clean. Prod. 2016, 113, 86–92. [Google Scholar] [CrossRef]
- Abbas-Abadi, M.S.; Kusenberg, M.; Shirazi, H.M.; Goshayeshi, B.; Van Geem, K.M. Towards full recyclability of end-of-life tires: Challenges and opportunities. J. Clean. Prod. 2022, 374, 134036. [Google Scholar] [CrossRef]
- Arulrajah, A.; Mohammadinia, A.; Maghool, F.; Horpibulsuk, S. Tire derived aggregates as a supplementary material with recycled demolition concrete for pavement applications. J. Clean. Prod. 2019, 230, 129–136. [Google Scholar] [CrossRef]
- ASDReports. Global End-of-Life Tire (ELT) Management Market Forecast 2023–2032. 2023. Available online: https://www.asdreports.com/market-research-report-620120/global-end-of-life-tire-elt-management-market-forecast (accessed on 8 March 2025).
- WBCSD. Global ELT Management—A Global State of Knowledge on Regulation, Management Systems, Impacts of Recovery and Technologies; WBCSD: Geneva, Switzerland, 2019. [Google Scholar]
- Consulting, M. End of Life Tyre Management: Thermal Processing Options. 2022. Available online: https://library.sprep.org/content/end-life-tyre-management-thermal-processing-options (accessed on 8 March 2025).
- Valentini, F.; Pegoretti, A. End-of-life options of tyres. A review. Adv. Ind. Eng. Polym. Res. 2022, 5, 203–213. [Google Scholar] [CrossRef]
- Aiello, M.A.; Leuzzi, F. Waste tyre rubberized concrete: Properties at fresh and hardened state. Waste Manag. 2010, 30, 1696–1704. [Google Scholar] [CrossRef]
- Zafar, S. Disposal of Waste Tires. 2022. Available online: https://www.ecomena.org/methods-for-tire-recycling (accessed on 8 March 2025).
- Chaaraoui, K.; Al Mazrouei, F.O.; Bdour, Z. Tyre recycling in the Middle East: On the wheels of change. Waste Recycl. Middle East Afr. 2023, 13, 14–16. [Google Scholar]
- Ferronato, N.; Torretta, V. Waste mismanagement in developing countries: A review of global issues. Int. J. Environ. Res. Public Health 2019, 16, 1060. [Google Scholar] [CrossRef]
- Johannes, H.P.; Kojima, M.; Iwasaki, F.; Edita, E.P. Applying the extended producer responsibility towards plastic waste in Asian developing countries for reducing marine plastic debris. Waste Manag. Res. 2021, 39, 690–702. [Google Scholar] [CrossRef]
- UNEP. Africa Waste Management. 2018. Available online: https://www.unep.org/ietc/resources/publication/africa-waste-management-outlook (accessed on 8 March 2025).
- Gebreslassie, M.G.; Bahta, S.T.; Mihrete, A.S. Development of alternative fuel for cement industries: The case of Messebo cement factory in Ethiopia. Waste Manag. Bull. 2023, 1, 58–70. [Google Scholar] [CrossRef]
- Bogno, B.; Ekam, P.-S.N.; Sali, M.; Kaoga, D.K.; Guenounou, A.; Aillerie, M. Waste Recovery and Sustainable Development. A Case Study of Material Development from Used Tires in Africa. Smart Grid Renew. Energy 2023, 14, 107–129. [Google Scholar] [CrossRef]
- SEREP. Research Report: Assessment of End-of-Life Tyres in the Pacific. 2022. Available online: https://library.sprep.org/content/assessment-end-life-tyres-pacific (accessed on 8 March 2025).
- Tyre Stewardship Australia (TSA). Australian Tyre Consumption and Recovery. 2021. Available online: https://www.tyrestewardship.org.au (accessed on 8 March 2025).
- Brindley, F.; Mountjoy, E.; Mountjoy, G.; Council of Australian Governments. Standing Council on Environment and Water. In COAG Standing Council on Environment and Water Study into Domestic and International Fate of End-of-Life Tyres: Final Report; Hyder Consulting: London, UK, 2012. [Google Scholar]
- Hyder Consulting. Stocks and Fate of End-of-Life Tyres—2013-14 Study; Hyder Consulting: London, UK, 2015. [Google Scholar]
- Turki, M.; Naceur, I.B.; Makni, M.; Rouis, J.; Saï, K. Mechanical and damage behaviour of mortar–rubber aggregates mixtures: Experiments and simulations. Mater. Struct. 2008, 42, 1313. [Google Scholar] [CrossRef]
- Tyre Stewardship Australia (TSA). Domestic and International Markets for Used Tyres and Tyre-Derived Products TSA Levy-Paying Tyre Importers and Autobrands; Tyre Stewardship Australia: Richmond, VIC, Australia, 2022. [Google Scholar]
- Pneumatiques, F.R. Anticiper Progresser. 2023. Available online: https://auto.zepros.fr/actus-filiere/bilan-pneumatiques-2023-toujours-vif (accessed on 8 March 2025).
- Graf, V.; Pérennès, S.; Rouquette, L.; Grandin, T. Pneumatiques–Rapport Annuel–Données 2021. 2022. Available online: https://librairie.ademe.fr (accessed on 8 March 2025).
- Bianco, I.; Panepinto, D.; Zanetti, M. End-of-Life Tyres: Comparative Life Cycle Assessment of Treatment Scenarios. Appl. Sci. 2021, 11, 3599. [Google Scholar] [CrossRef]
- Merlin, B. Life Cycle Assessment of Waste Tyre Treatments: Material Recycling vs. Coincineration in Cement Kilns; FORCE Technology: Brøndby, Denmark, 2020. [Google Scholar]
- Rincón, L.; Coma, J.; Pérez, G.; Castell, A.; Boer, D.; Cabeza, L.F. Environmental performance of recycled rubber as drainage layer in extensive green roofs. A comparative Life Cycle Assessment. Build. Environ. 2014, 74, 22–30. [Google Scholar] [CrossRef]
- Grinys, A.; Sivilevičius, H.; Daukšys, M. Tyre Rubber Additive Effect on Concrete Mixture Strength. J. Civ. Eng. Manag. 2012, 18, 393–401. [Google Scholar] [CrossRef]
- Guo, S.; Dai, Q.; Si, R.; Sun, X.; Lu, C. Evaluation of properties and performance of rubber-modified concrete for recycling of waste scrap tire. J. Clean. Prod. 2017, 148, 681–689. [Google Scholar] [CrossRef]
- Liu, F.; Chen, G.; Li, L.; Guo, Y. Study of impact performance of rubber reinforced concrete. Constr. Build. Mater. 2012, 36, 604–616. [Google Scholar] [CrossRef]
- Thomas, B.S.; Gupta, R.C. A comprehensive review on the applications of waste tire rubber in cement concrete. Renew. Sustain. Energy Rev. 2016, 54, 1323–1333. [Google Scholar] [CrossRef]
- Thomas, B.S.; Gupta, R.C.; Panicker, V.J. Recycling of waste tire rubber as aggregate in concrete: Durability-related performance. J. Clean. Prod. 2016, 112, 504–513. [Google Scholar] [CrossRef]
- Su, H.; Yang, J.; Ling, T.-C.; Ghataora, G.S.; Dirar, S. Properties of concrete prepared with waste tyre rubber particles of uniform and varying sizes. J. Clean. Prod. 2015, 91, 288–296. [Google Scholar] [CrossRef]
- Lv, J.; Zhou, T.; Du, Q.; Wu, H. Effects of rubber particles on mechanical properties of lightweight aggregate concrete. Constr. Build. Mater. 2015, 91, 145–149. [Google Scholar] [CrossRef]
- Li, L.; Ruan, S.; Zeng, L. Mechanical properties and constitutive equations of concrete containing a low volume of tire rubber particles. Constr. Build. Mater. 2014, 70, 291–308. [Google Scholar] [CrossRef]
- Gupta, T.; Sharma, R.K.; Chaudhary, S. Impact resistance of concrete containing waste rubber fiber and silica fume. Int. J. Impact Eng. 2015, 83, 76–87. [Google Scholar] [CrossRef]
- Gesoğlu, M.; Güneyisi, E.; Khoshnaw, G.; İpek, S. Abrasion and freezing–thawing resistance of pervious concretes containing waste rubbers. Constr. Build. Mater. 2014, 73, 19–24. [Google Scholar] [CrossRef]
- Onuaguluchi, O. Effects of surface pre-coating and silica fume on crumb rubber-cement matrix interface and cement mortar properties. J. Clean. Prod. 2015, 104, 339–345. [Google Scholar] [CrossRef]
- da Silva, F.M.; Gachet Barbosa, L.A.; Lintz, R.C.C.; Jacintho, A.E.P.G.A. Investigation on the properties of concrete tactile paving blocks made with recycled tire rubber. Constr. Build. Mater. 2015, 91, 71–79. [Google Scholar] [CrossRef]
- Grinys, A.; Sivilevičius, H.; Pupeikis, D.; Ivanauskas, E. Fracture of concrete containing crumb rubber. J. Civ. Eng. Manag. 2013, 19, 447–455. [Google Scholar] [CrossRef]
- Han, Q.-H.; Yang, G.; Xu, J. Experimental study on the relationship between acoustic emission energy and fracture energy of crumb rubber concrete. Struct. Control Health Monit. 2018, 25, e2240. [Google Scholar] [CrossRef]
- Al-Attar, A.A.; Hamada, H.M.; Tayeh, B.A.; Awoyera, P.O. Exploring engineering properties of waste tire rubber for construction applications- A review of recent advances. Mater. Today Proc. 2021, 53, A1–A17. [Google Scholar] [CrossRef]
- Qaidi, S.M.A.; Dinkha, Y.Z.; Haido, J.H.; Ali, M.H.; Tayeh, B.A. Engineering properties of sustainable green concrete incorporating eco-friendly aggregate of crumb rubber: A review. J. Clean. Prod. 2021, 324, 129251. [Google Scholar] [CrossRef]
- Rashad, A.M. A comprehensive overview about recycling rubber as fine aggregate replacement in traditional cementitious materials. Int. J. Sustain. Built Environ. 2016, 5, 46–82. [Google Scholar] [CrossRef]
- Surehali, S.; Singh, A.; Biligiri, K.P. A state-of-the-art review on recycling rubber in concrete: Sustainability aspects, specialty mixtures, and treatment methods. Dev. Built Environ. 2023, 14, 100171. [Google Scholar] [CrossRef]
- Alsaif, A.; Bernal, S.A.; Guadagnini, M.; Pilakoutas, K. Durability of steel fibre reinforced rubberised concrete exposed to chlorides. Constr. Build. Mater. 2018, 188, 130–142. [Google Scholar] [CrossRef]
- Khaloo, A.R.; Dehestani, M.; Rahmatabadi, P. Mechanical properties of concrete containing a high volume of tire–rubber particles. Waste Manag. 2008, 28, 2472–2482. [Google Scholar] [CrossRef]
- Marie, I. Zones of weakness of rubberized concrete behavior using the UPV. J. Clean. Prod. 2016, 116, 217–222. [Google Scholar] [CrossRef]
- Atahan, A.O.; Yücel, A.Ö. Crumb rubber in concrete: Static and dynamic evaluation. Constr. Build. Mater. 2012, 36, 617–622. [Google Scholar] [CrossRef]
- Batayneh, M.K.; Marie, I.; Asi, I. Promoting the use of crumb rubber concrete in developing countries. Waste Manag. 2008, 28, 2171–2176. [Google Scholar] [CrossRef]
- Nadal Gisbert, A.; Gadea Borrell, J.M.; Parres García, F.; Juliá Sanchis, E.; Crespo Amorós, J.E.; Segura Alcaraz, J.; Salas Vicente, F. Analysis behaviour of static and dynamic properties of Ethylene-Propylene-Diene-Methylene crumb rubber mortar. Constr. Build. Mater. 2014, 50, 671–682. [Google Scholar] [CrossRef]
- Kara De Maeijer, P.; Craeye, B.; Blom, J.; Bervoets, L. Crumb rubber in concrete—The barriers for application in the construction industry. Infrastructures 2021, 6, 116. [Google Scholar] [CrossRef]
- Zhu, H.; Thong-On, N.; Zhang, X. Adding-crumb-rubber-into-exterior-wall-materials. Waste Manag. Res. 2002, 20, 407–413. [Google Scholar] [CrossRef] [PubMed]
- Zakeremamreza, A.; Kianifar, M.E.; Chibuisi, C.; Ahmadi, E.; Salami, M.R. A high-performance rubberised alkali-activated mortar for repair of RC beams. Constr. Build. Mater. 2023, 400, 132610. [Google Scholar] [CrossRef]
- RILEM. Determination of the fracture energy of mortar and concrete by means of three-point bend tests on notched beams. Mater. Struct. 1985, 18, 287–290. [Google Scholar] [CrossRef]
- Lee, J.; Yun, T.S.; Choi, S.U. The effect of particle size on thermal conduction in granular mixtures. Materials 2015, 8, 3975–3991. [Google Scholar] [CrossRef]
- Liu, L.; Cai, G.; Liu, X. Investigation of thermal conductivity and prediction model of recycled tire rubber-sand mixtures as lightweight backfill. Constr. Build. Mater. 2020, 248, 118657. [Google Scholar] [CrossRef]
- Xiao, Y.; Nan, B.; McCartney, J.S. Thermal Conductivity of Sand–Tire Shred Mixtures. J. Geotech. Geoenviron. Eng. 2019, 145, 06019012. [Google Scholar] [CrossRef]
- Yang, Y.L.; Zhang, T.; Reddy, K.R.; Li, J.S.; Liu, S.yu. Thermal conductivity of scrap tire rubber-sand composite as insulating material: Experimental investigation and predictive modeling. Constr. Build. Mater. 2022, 332, 127387. [Google Scholar] [CrossRef]
- Cerema. Acceptabilité Environnementale en Technique Routière. 2011. Available online: https://www.cerema.fr/system/files/documents/2017/06/3-_Presentation_du_Cerema.pdf (accessed on 8 March 2025).
- Karrech, A.; Strazzeri, V.; Elchalakani, M. Improved thermal insulance of cement stabilised rammed earth embedding lightweight aggregates. Constr. Build. Mater. 2021, 268, 121075. [Google Scholar] [CrossRef]
- Strazzeri, V.; Karrech, A.; Elchalakani, M. Micromechanics modelling of cement stabilised rammed earth. Mech. Mater. 2020, 148, 103540. [Google Scholar] [CrossRef]
- Khatib, Z.K.; Bayomy, F.M. Rubberized Portland Cement Concrete. J. Mater. Civ. Eng. 1999, 11, 206–213. [Google Scholar] [CrossRef]
- Siddique, R.; Naik, T.R. Properties of concrete containing scrap-tire rubber—An overview. Waste Manag. 2004, 24, 563–569. [Google Scholar] [CrossRef] [PubMed]
- Sukontasukkul, P.; Tiamlom, K. Expansion under water and drying shrinkage of rubberized concrete mixed with crumb rubber with different size. Constr. Build. Mater. 2012, 29, 520–526. [Google Scholar] [CrossRef]
- Turatsinze, A.; Bonnet, S.; Granju, J.-L. Mechanical characterisation of cement-based mortar incorporating rubber aggregates from recycled worn tyres. Build. Environ. 2005, 40, 221–226. [Google Scholar] [CrossRef]
- Turki, M.; Bretagne, E.; Rouis, M.J.; Quéneudec, M. Microstructure, physical and mechanical properties of mortar–rubber aggregates mixtures. Constr. Build. Mater. 2009, 23, 2715–2722. [Google Scholar] [CrossRef]
- Angelin, A.F.; Andrade, M.F.F.; Bonatti, R.; Cecche Lintz, R.C.; Gachet-Barbosa, L.A.; Osório, W.R. Effects of spheroid and fiber-like waste-tire rubbers on interrelation of strength-to-porosity in rubberized cement and mortars. Constr. Build. Mater. 2015, 95, 525–536. [Google Scholar] [CrossRef]
- Turatsinze, A.; Garros, M. On the modulus of elasticity and strain capacity of Self-Compacting Concrete incorporating rubber aggregates. Resour. Conserv. Recycl. 2008, 52, 1209–1215. [Google Scholar] [CrossRef]
- Uygunoğlu, T.; Topçu, İ.B. The role of scrap rubber particles on the drying shrinkage and mechanical properties of self-consolidating mortars. Constr. Build. Mater. 2010, 24, 1141–1150. [Google Scholar] [CrossRef]
- Angelin, A.F.; Miranda, E.J.P.; Santos, J.M.C.D.; Lintz, R.C.C.; Gachet-Barbosa, L.A. Rubberized mortar: The influence of aggregate granulometry in mechanical resistances and acoustic behavior. Constr. Build. Mater. 2019, 200, 248–254. [Google Scholar] [CrossRef]
- Noor Azline, M.N.; Nabilah, A.B.; Nor Azizi, S.; Farah Nora Aznieta, A.A. A comparative investigation on mechanical strength of blended concrete with surface modified rubber by chemical and non-chemical approaches. Case Stud. Constr. Mater. 2022, 17, e01444. [Google Scholar] [CrossRef]
- Turgut, P.; Yesilata, B. Physico-mechanical and thermal performances of newly developed rubber-added bricks. Energy Build. 2008, 40, 679–688. [Google Scholar] [CrossRef]
- Zhang, N.; Yu, X.; Pradhan, A.; Puppala, A.J. Effects of Particle Size and Fines Content on Thermal Conductivity of Quartz Sands. Transp. Res. Rec. J. Transp. Res. Board 2019, 2510, 36–43. [Google Scholar] [CrossRef]
- Ademe. Les Exigences Réglementaires Pour les Travaux de Rénovation. 2023. Available online: https://www.legifrance.gouv.fr (accessed on 8 March 2025).
- Aliabdo, A.A.; Abd Elmoaty, A.E.M.; Abdelbaset, M.M. Utilization of waste rubber in non-structural applications. Constr. Build. Mater. 2015, 91, 195–207. [Google Scholar] [CrossRef]
- Bala, A.; Gupta, S. Thermal resistivity, sound absorption and vibration damping of concrete composite doped with waste tire Rubber: A review. Constr. Build. Mater. 2021, 299, 123939. [Google Scholar] [CrossRef]
- Benazzouk, A.; Douzane, O.; Mezreb, K.; Laidoudi, B.; Quéneudec, M. Thermal conductivity of cement composites containing rubber waste particles: Experimental study and modelling. Constr. Build. Mater. 2008, 22, 573–579. [Google Scholar] [CrossRef]
- Correia, S.L.; Partala, T.; Loch, F.C.; Segadães, A.M. Factorial design used to model the compressive strength of mortars containing recycled rubber. Compos. Struct. 2010, 92, 2047–2051. [Google Scholar] [CrossRef]
- Herrero, S.; Mayor, P.; Hernández-Olivares, F. Influence of proportion and particle size gradation of rubber from end-of-life tires on mechanical, thermal and acoustic properties of plaster–rubber mortars. Mater. Des. 2013, 47, 633–642. [Google Scholar] [CrossRef]
- Malik, M.; Bhattacharyya, S.K.; Barai, S.V. Thermal and mechanical properties of concrete and its constituents at elevated temperatures: A review. Constr. Build. Mater. 2021, 270, 121398. [Google Scholar] [CrossRef]
- Medina, N.F.; Medina, D.F.; Hernández-Olivares, F.; Navacerrada, M.A. Mechanical and thermal properties of concrete incorporating rubber and fibres from tyre recycling. Constr. Build. Mater. 2017, 144, 563–573. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Country | Total ELT Generated | Energy | Material | Civil/Backfill | Other | Total ELT Recovered | ELT Recovered (%) |
|---|---|---|---|---|---|---|---|
| China (2018) | 14,545 | 0 | 5650 | 0 | 8895 | 5650 | 39 |
| United States (2017) | 3700 | 1442 | 1227 | 326 | 706 | 2995 | 81 |
| Europe (2017) | 3425.5 | 1180 | 1855.5 | 105.5 | 283.5 | 3141 | 92 |
| India (2015) | 2749.8 | 600 | 2094.8 | 0 | 55 | 2694.8 | 98 |
| Japan (2017) | 849 | 619.5 | 160.5 | 1 | 68 | 781 | 92 |
| Russia 2017) | 800 | 6 | 154 | 0 | 640 | 160 | 20 |
| Indonesia (2017) | 684.4 | 376.4 | 136.9 | 0 | 171.1 | 513.3 | 75 |
| Brazil (2017) | 587.9 | 206.1 | 379.1 | 0 | 2.7 | 585.2 | 100 |
| Thailand (2012) | 515 | 75.4 | 202.3 | 0 | 237.3 | 277.7 | 54 |
| Mexico (2017) | 467.5 | 67.1 | 27.9 | 0 | 372.5 | 95 | 20 |
| South Korea (2017) | 319.4 | 160 | 120.9 | 0 | 38.5 | 280.9 | 88 |
| South Africa (2015) | 204 | 9.4 | 41.5 | 0 | 153 | 50.9 | 25 |
| Argentina (2018) | 150 | 0 | 9.6 | 0 | 140.4 | 9.6 | 6 |
| Nigeria (2017) | 113 | 2.8 | 2.8 | 0 | 107.3 | 5.6 | 5 |
| Passenger/Motorbike | Truck/Bus | Off-the-Road | Total | ||
|---|---|---|---|---|---|
| 2009–2010 | |||||
| Consumption of new tires | 168,901 | 156,095 | 173,382 | 498,377 | |
| Generation of waste tires | 105,581 | 117,391 | 164,775 | 387,747 | |
| Recovery/Reuse of waste tires | 79,060 | 43,476 | 9568.416 | 132,104 | |
| Waste tires recovery rate | 0.75 | 0.37 | 0.06 | 0.34 | |
| 2013–2014 | |||||
| Consumption of new tires | 154,518 | 183,682 | 198,887 | 537,087 | |
| Generation of waste tires | 122,686 | 127,369 | 158,276 | 408,331 | |
| Recovery/Reuse of waste tires | 88,335 | 53,430 | 12,299 | 154,064 | |
| Waste tires recovery rate | 0.72 | 0.42 | 0.08 | 0.38 | |
| 2018–2019 | |||||
| Consumption of new tires | 223,000 | 195,000 | 127,000 | 545,000 | |
| Generation of waste tires | 188,000 | 156,000 | 119,000 | 463,000 | |
| Recovery/Reuse of waste tires | 167,320 | 138,840 | 13,090 | 319,250 | |
| Waste tires recovery rate | 0.89 | 0.89 | 0.11 | 0.69 | |
| 2019–2020 | |||||
| Consumption of new tires | 226,000 | 197,000 | 128,000 | 551,000 | |
| Generation of waste tires | 185,000 | 152,000 | 113,000 | 450,000 | |
| Recovery/Reuse of waste tires | 164,650 | 136,800 | 15,820 | 317,270 | |
| Waste tires recovery rate | 0.89 | 0.90 | 0.14 | 0.71 | |
| 2021–2022 | |||||
| Consumption of new tires | 227,600 | 194,400 | 141,000 | 563,000 | |
| Generation of waste tires | 187,600 | 157,800 | 113,600 | 459,000 | |
| Recovery/Reuse of waste tires | 169,800 | 146,300 | 14,200 | 330,300 | |
| Waste tires recovery rate | 0.91 | 0.93 | 0.13 | 0.72 |
| Materials | Size (mm) | ρrd (g/cm3) | WA24h (%) | |
|---|---|---|---|---|
| Natural sand (NS) | 0.063–5 | 2.58 ± 0.02 | 0.98 ± 0.1 | 1.2 |
| Crumb rubber (CR) | 0.5–5 | 0.91 ± 0.01 | 0.2 ± 0.1 |
| Element | Concentration Measured mg/L | Limit Values Associated with Level 2 Environmental Characterization [63] |
|---|---|---|
| Ba | 0.007 | 0.5 |
| Cr | 0 | 2 |
| Mo | 0 | 2.8 |
| Ni | 0.001 | 0.8 |
| Cu | 0.002 | 50 |
| Zn | 0.203 | 50 |
| Cd | 0 | 0.16 |
| Hg | 0.006 | 0.04 |
| Pb | 0 | 0.5 |
| Sb | 0 | 0.2 |
| As | 0 | 0.5 |
| Se | 0.007 | 0.4 |
| Constitutions | MCR-0% | MCR-10% | MCR-25% | MCR-50% | MCR-60% | MCR-75% | MCR-100% |
|---|---|---|---|---|---|---|---|
| Cement | 400 | 400 | 400 | 400 | 400 | 400 | 400 |
| Water | 219 | 219 | 219 | 219 | 219 | 219 | 219 |
| Superplasticizer | 6 | 6 | 6 | 6 | 6 | 6 | 6 |
| Limestone filler | 300 | 300 | 300 | 300 | 300 | 300 | 300 |
| Natural Sand (NS) | 1328 | 1163 | 939 | 585 | 445 | 233 | 0 |
| Crumb Rubber (CR) | 0 | 47 | 117 | 234 | 281 | 351 | 427 |
| Theoretical density | 2253 | 2135 | 1980 | 1744 | 1651 | 1509 | 1352 |
| W/C | 0.55 | 0.55 | 0.55 | 0.55 | 0.55 | 0.55 | 0.55 |
| W/B | 0.31 | 0.31 | 0.31 | 0.31 | 0.31 | 0.31 | 0.31 |
| rv (%) | 0 | 10 | 25 | 50 | 60 | 75 | 100 |
| Density (kg/m3) | 2241 ± 5 | 2121 ± 2 | 2030 ± 12 | 1815 ± 17 | 1763 ± 16 | 1692 ± 8 | 1447 ± 6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ghorbel, E.; Omary, S.; Karrech, A. Recovered Tire-Derived Aggregates for Thermally Insulating Lightweight Mortars. Materials 2025, 18, 1849. https://doi.org/10.3390/ma18081849
Ghorbel E, Omary S, Karrech A. Recovered Tire-Derived Aggregates for Thermally Insulating Lightweight Mortars. Materials. 2025; 18(8):1849. https://doi.org/10.3390/ma18081849
Chicago/Turabian StyleGhorbel, Elhem, Safiullah Omary, and Ali Karrech. 2025. "Recovered Tire-Derived Aggregates for Thermally Insulating Lightweight Mortars" Materials 18, no. 8: 1849. https://doi.org/10.3390/ma18081849
APA StyleGhorbel, E., Omary, S., & Karrech, A. (2025). Recovered Tire-Derived Aggregates for Thermally Insulating Lightweight Mortars. Materials, 18(8), 1849. https://doi.org/10.3390/ma18081849