
Effect of Extrusion on the Mechanical and Rheological Properties of a Reinforced Poly(Lactic Acid): Reprocessing and Recycling of Biobased Materials



Abstract
:
1. Introduction
2. Results and Discussion
2.1. Mechanical Tests
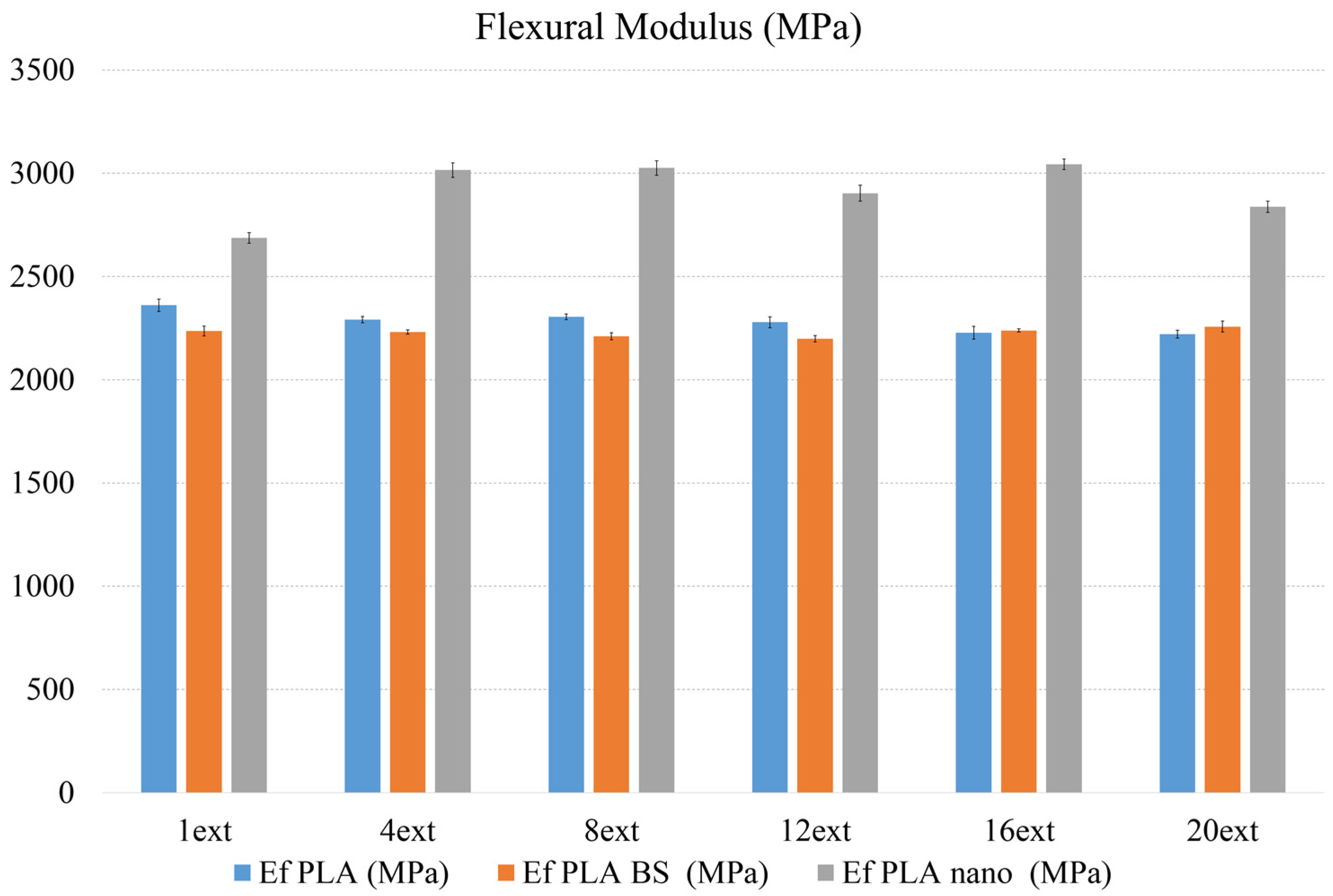
2.1.1. Flexural Tests

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Natural PLA | ||||||
|---|---|---|---|---|---|---|
| Series | Ef PLA (MPa) | |||||
| 1 ext | 4 ext | 8 ext | 12 ext | 16 ext | 20 ext | |
| 2361.02 | 2291.45 | 2304.31 | 2278.82 | 2227.60 | 2221.15 | |
| σ | 60.00 | 30.58 | 27.17 | 52.74 | 61.96 | 36.94 |
| n [%] | 2.54 | 1.33 | 1.17 | 2.31 | 2.78 | 1.66 |
| PLA BS | ||||||
| Series | Ef PLA BS (MPa) | |||||
| 1 ext | 4 ext | 8 ext | 12 ext | 16 ext | 20 ext | |
| 2236.35 | 2231.79 | 2210.81 | 2199.02 | 2238.58 | 2257.28 | |
| σ | 48.40 | 19.93 | 33.69 | 31.51 | 15.71 | 52.88 |
| n [%] | 2.16 | 0.89 | 1.52 | 1.43 | 0.70 | 2.34 |
| PLA Nano | ||||||
| Series | Ef PLA nano (MPa) | |||||
| 1 ext | 4 ext | 8 ext | 12 ext | 16 ext | 20 ext | |
| 2687.24 | 3015.48 | 3025.65 | 2903.66 | 3043.93 | 2837.88 | |
| σ | 50.00 | 69.52 | 71.36 | 77.62 | 52.26 | 54.76 |
| n [%] | 1.86 | 2.30 | 2.35 | 2.67 | 1.71 | 1.92 |

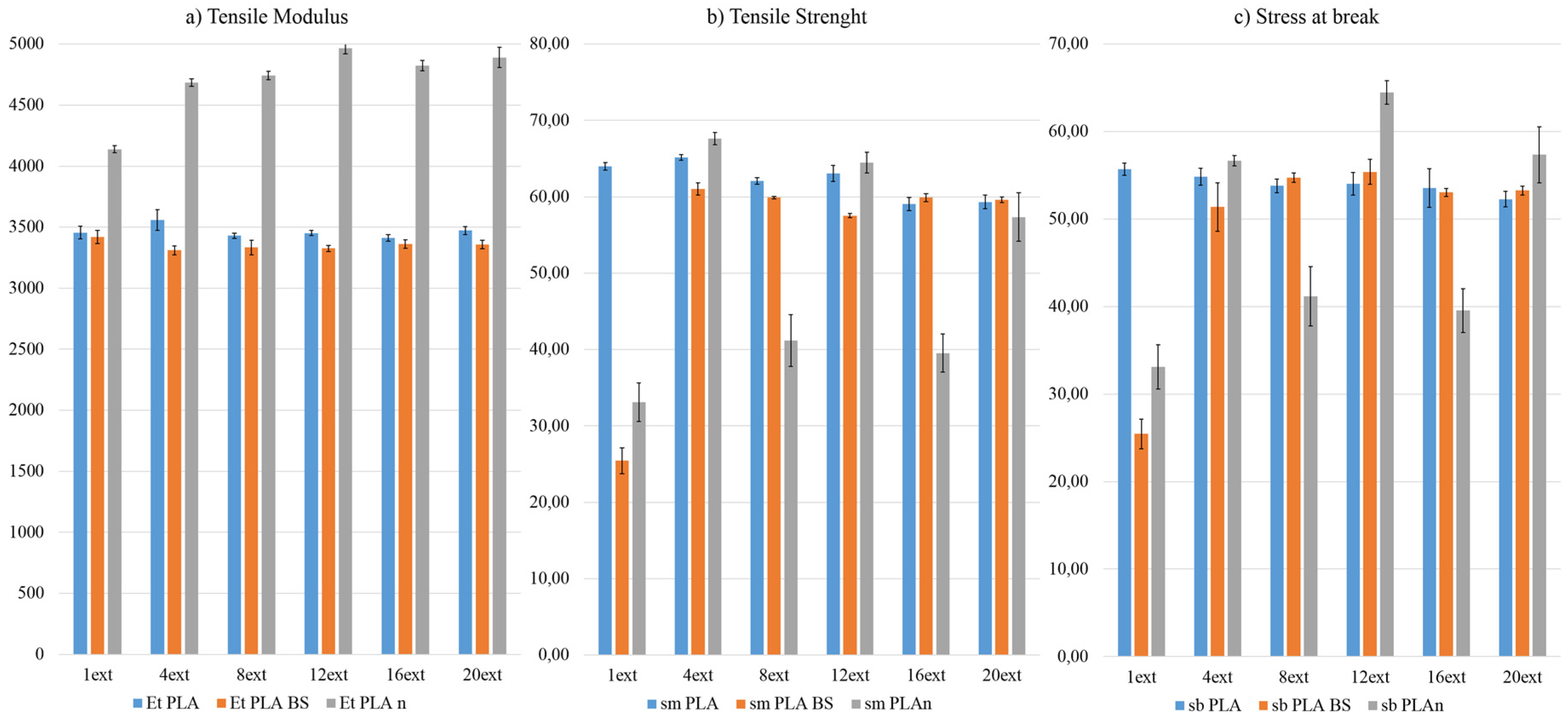
2.1.2. Tensile Tests
| Natural PLA | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 ext | 4 ext | 8 ext | |||||||
| Et (MPa) | σt (MPa) | σb (MPa) | Et (MPa) | σt (MPa) | σb (MPa) | Et (MPa) | σt (MPa) | σb (MPa) | |
| 3455.16 | 63.99 | 55.70 | 3557.98 | 65.17 | 54.86 | 3430.08 | 62.06 | 53.80 | |
| σ | 105.06 | 1.02 | 1.39 | 169.26 | 0.76 | 1.91 | 40.98 | 0.84 | 1.53 |
| n [%] | 3.04 | 1.60 | 2.49 | 4.76 | 1.16 | 3.49 | 1.19 | 1.35 | 2.85 |
| 12 ext | 16 ext | 20 ext | |||||||
| Et (MPa) | σt (MPa) | σb (MPa) | Et (MPa) | σt (MPa) | σb (MPa) | Et (MPa) | σt (MPa) | σb (MPa) | |
| 3452.41 | 63.09 | 54.03 | 3411.64 | 59.07 | 53.55 | 3471.85 | 59.33 | 52.28 | |
| σ | 42.92 | 2.10 | 2.56 | 55.22 | 1.74 | 4.43 | 66.44 | 1.77 | 1.81 |
| n [%] | 1.24 | 3.33 | 4.73 | 1.62 | 2.94 | 8.27 | 1.91 | 2.99 | 3.46 |
| PLA BS | |||||||||
| 1 ext | 4 ext | 8 ext | |||||||
| Et (MPa) | σt (MPa) | σb (MPa) | Et (MPa) | σt (MPa) | σb (MPa) | Et (MPa) | σt (MPa) | σb (MPa) | |
| 3421.27 | 25.44 | 25.44 | 3309.94 | 61.02 | 51.40 | 3334.46 | 59.89 | 54.73 | |
| σ | 108.31 | 3.42 | 3.42 | 74.18 | 1.59 | 5.54 | 119.11 | 0.33 | 1.05 |
| n [%] | 3.17 | 13.45 | 13.45 | 2.24 | 2.60 | 10.78 | 3.57 | 0.56 | 1.92 |
| 12 ext | 16 ext | 20 ext | |||||||
| Et (MPa) | σt (MPa) | σb (MPa) | Et (MPa) | σt (MPa) | σb (MPa) | Et (MPa) | σt (MPa) | σb (MPa) | |
| 3326.17 | 57.55 | 55.40 | 3362.31 | 59.90 | 53.04 | 3359.07 | 59.61 | 53.26 | |
| σ | 50.97 | 0.51 | 2.87 | 0.07 | 1.04 | 0.90 | 70.55 | 0.78 | 1.03 |
| n [%] | 1.53 | 0.89 | 5.18 | 0.71 | 1.74 | 1.69 | 2.10 | 1.30 | 1.93 |
| PLA Nano | |||||||||
| 1 ext | 4 ext | 8 ext | |||||||
| Et (MPa) | σt (MPa) | σb (MPa) | Et (MPa) | σt (MPa) | σb (MPa) | Et (MPa) | σt (MPa) | σb (MPa) | |
| 4137.82 | 33.10 | 33.10 | 4684.56 | 67.64 | 56.67 | 4742.92 | 41.16 | 1.53 | |
| σ | 58.28 | 5.09 | 5.09 | 64.84 | 1.58 | 1.20 | 67.55 | 6.81 | 0.42 |
| n [%] | 1.41 | 15.37 | 15.37 | 1.38 | 2.33 | 2.12 | 1.42 | 16.54 | 27.78 |
| 12 ext | 16 ext | 20 ext | |||||||
| Et (MPa) | σt (MPa) | σb (MPa) | Et (MPa) | σt (MPa) | σb (MPa) | Et (MPa) | σt (MPa) | σb (MPa) | |
| 4966.33 | 64.50 | 64.50 | 4822.84 | 39.54 | 39.54 | 4890.39 | 57.36 | 2.48 | |
| σ | 91.60 | 2.69 | 2.69 | 84.66 | 4.99 | 4.99 | 167.33 | 6.39 | 0.41 |
| n [%] | 1.84 | 4.17 | 4.17 | 1.76 | 12.63 | 12.63 | 3.42 | 11.14 | 16.68 |

2.1.3 Discussion of Mechanical Properties Results
| Etb (v [%]) | Ref | 4 ext | 8 ext | 12 ext | 16 ext | 20 ext | Mean |
|---|---|---|---|---|---|---|---|
| PLA | 12.41 | 24.63 | 23.98 | 18.39 | 15.10 | 11.91 | 17.73767 |
| PLA BS | 24.31 | 5.22 | 9.52 | 6.63 | 3.72 | 7.59 | 9.498661 |
| PLA nano | 24.51 | 12.10 | 27.78 | 9.40 | 23.18 | 16.68 | 18.94274 |
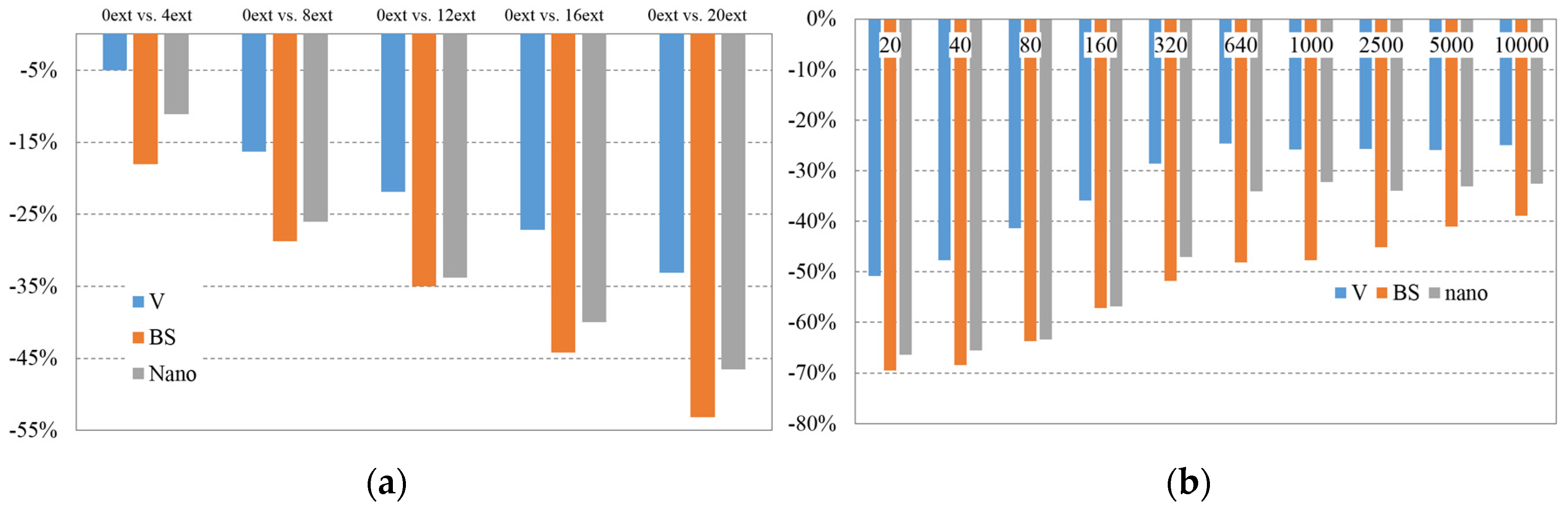
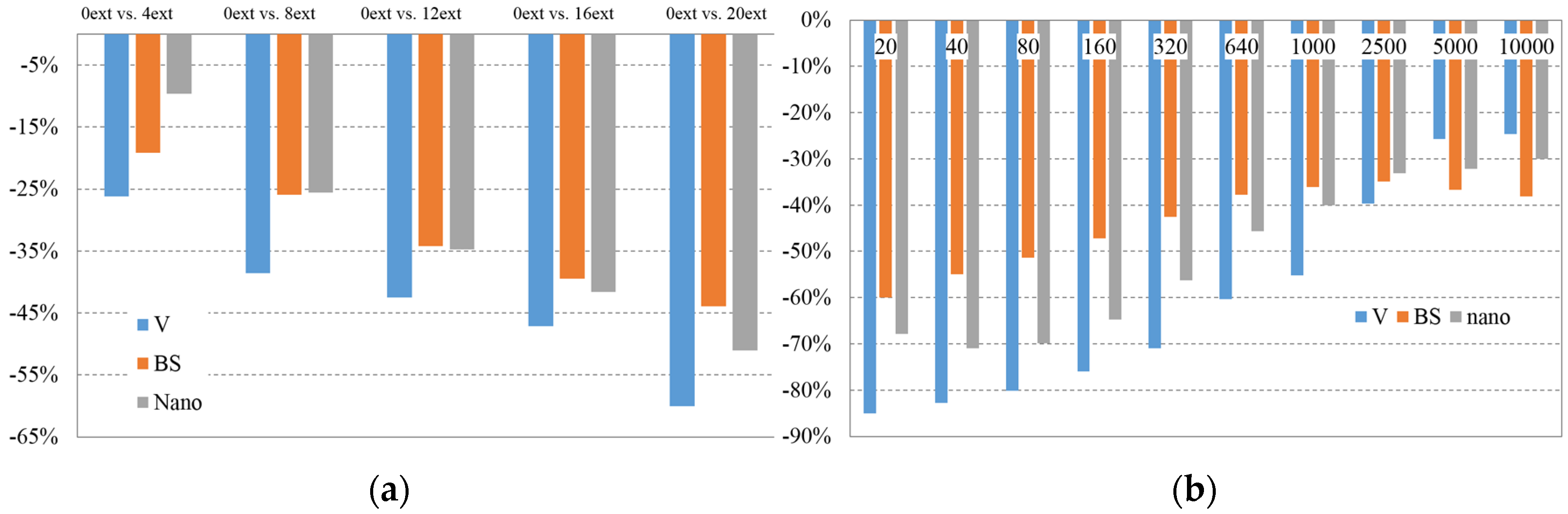
2.2. Rheological Tests
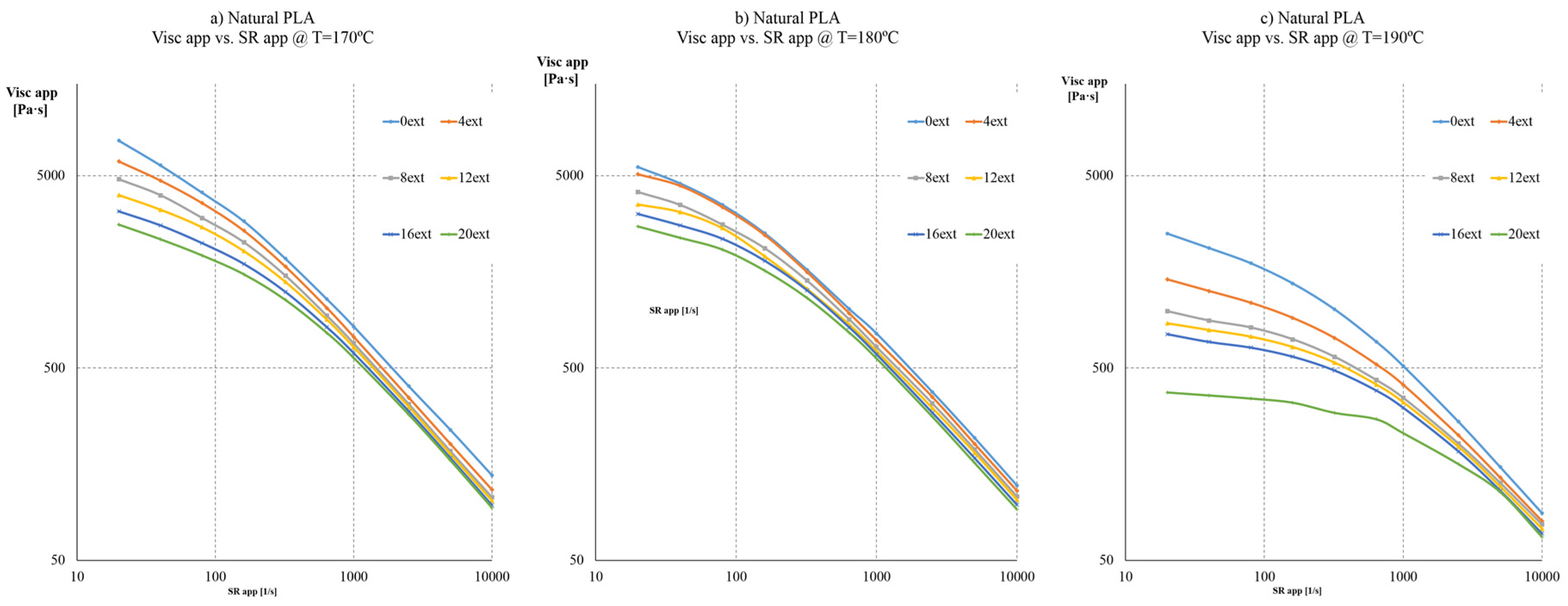
2.2.1. Natural PLA

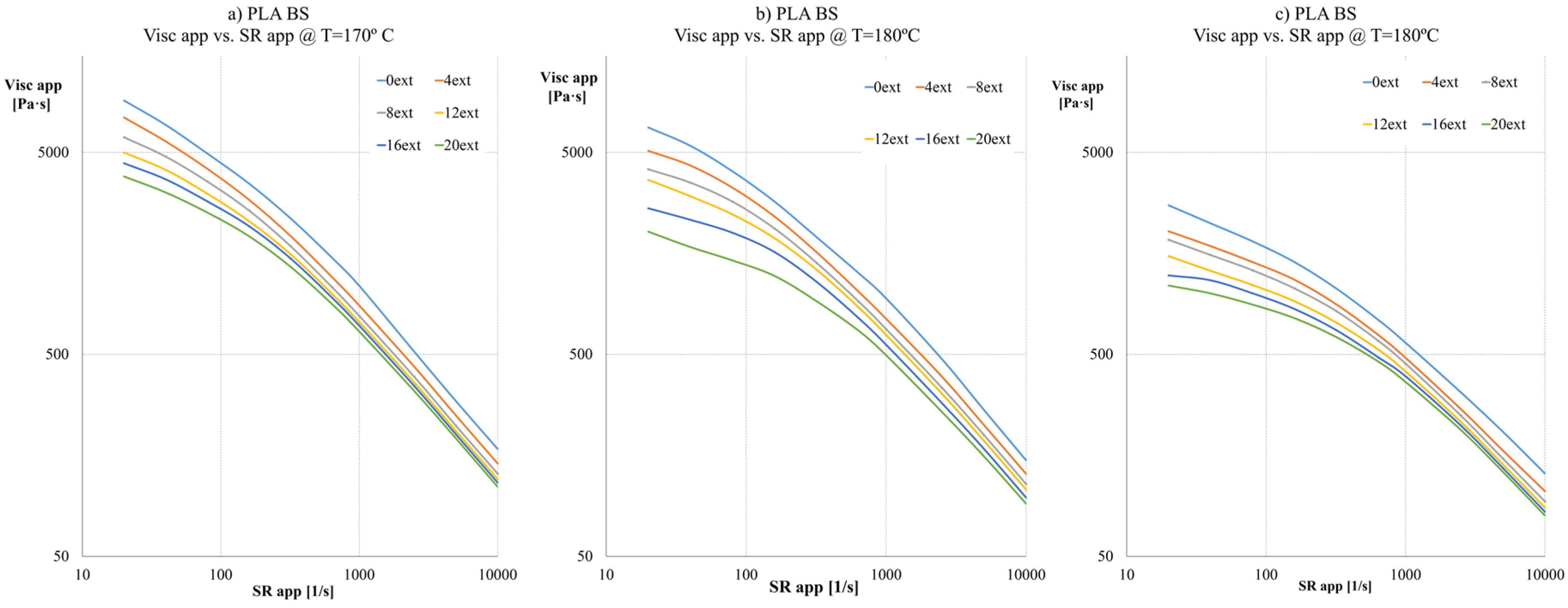
2.2.2. PLA with Melt Strength Enhancer

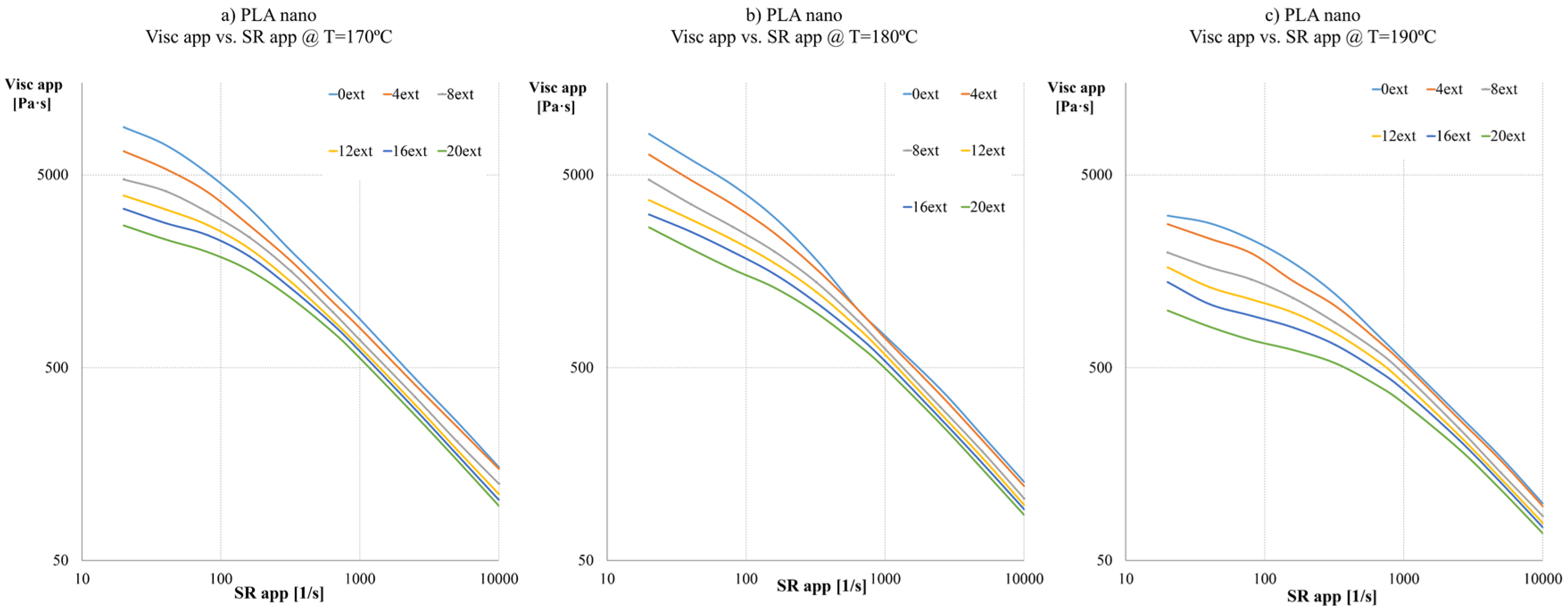
2.2.3. PLA with Silicate Nanoclays

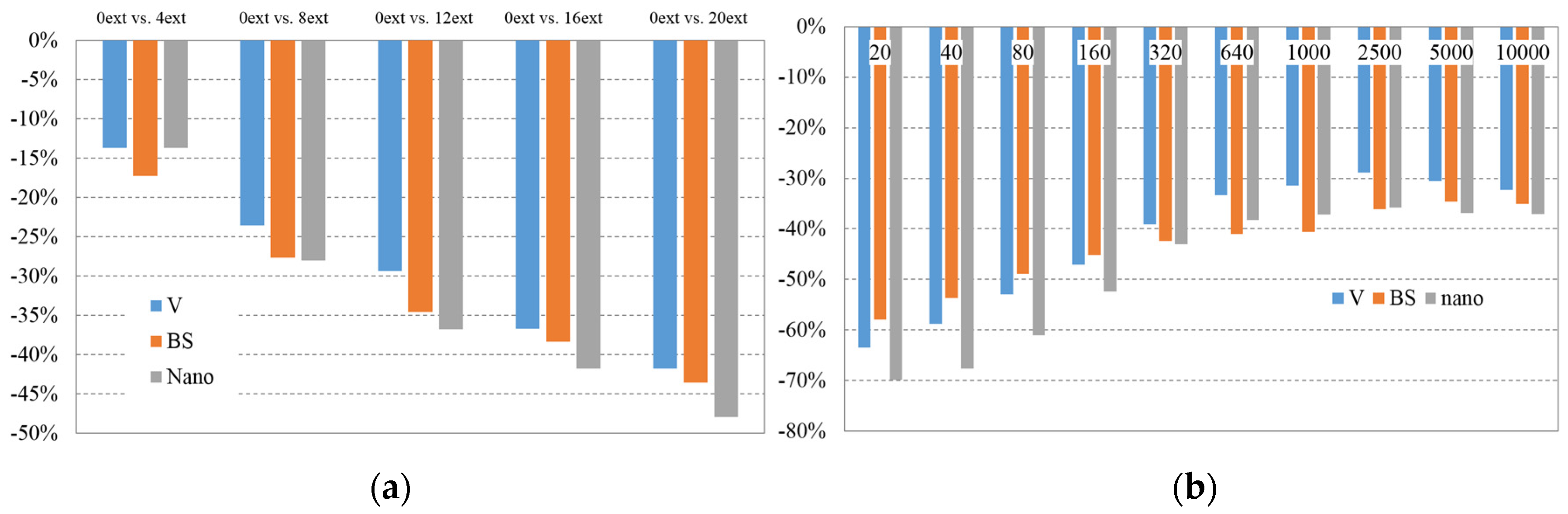
2.2.4. Comparisons between the Three Formulations as a Function of Temperature
At a Temperature of 170 °C

At a Temperature of 180 °C

At a Temperature of 190 °C

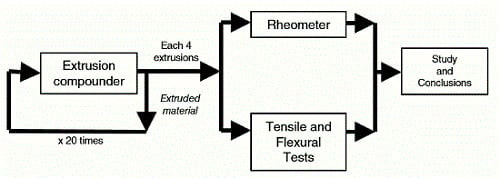
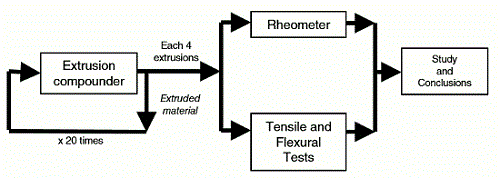
3. Experimental Section
3.1. Materials
3.2. Equipment
3.3. Methods
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Reddy, M.M.; Vivekanandhan, S.; Misra, M.; Bhatia, S.K.; Mohanty, A.K. Biobased plastics and bionanocomposites: Current status and future opportunities. Prog. Polymer Sci. 2013, 38, 10–11. [Google Scholar] [CrossRef]
- Garlotta, D. A literature review of Poly(Lactic Acid). Polymer Environ. 2001, 9, 63–84. [Google Scholar]
- Scott, G. “Green” polymer. Polymer Degrad. Stab. 2000, 68, 1–7. [Google Scholar] [CrossRef]
- Fabra, M.J.; Lopez-Rubio, A.; Lagaron, J.M. Nanostructured interlayers of zein to improve the barrier properties of high barrier polyhydroxyalkanoates and other polyesters. J. Food Eng. 2014, 127, 1–9. [Google Scholar] [CrossRef]
- Hamilton, R.L. Water Vapor Permeability of Plyethylene and Other plastic Materials. Bell Syst. Tech. J. 1966, 46, 391–415. [Google Scholar] [CrossRef]
- Lim, L.-T.; Auras, R.; Rubino, M. Processing technologies for poly(lactic acid). Prog. Polymer Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Rhim, J.-W.; Park, H.-M.; Ha, C.-S. Bio-nanocomposites for food packaging applications. Prog. Polymer Sci. 2013, 38, 1629–1652. [Google Scholar] [CrossRef]
- Iwatake, A.; Nogi, M.; Yano, H. Cellulose nanofiber-reinforced polylactic acid. Compos. Sci. Technol. 2008, 68, 2103–2106. [Google Scholar] [CrossRef]
- Jonoobi, M.; Harun, J.; Mathew, A.P.; Oksman, K. Mechanical properties of cellulose nanofiber (CNF) reinforced polylactic acid (PLA) prepared by twin screw extrusion. Compos. Sci. Technol. 2010, 70, 1742–1747. [Google Scholar] [CrossRef]
- Fukushima, K.; Tabuani, D.; Abbate, C.; Arena, M.; Loredana, F. Effect of sepiolite on the biodegradation of poly(lactic acid) and polycaprolactone. Polymer Degrad. Stab. 2010, 95, 2049–2056. [Google Scholar] [CrossRef]
- Peinado, V.; Castell, P.; Garcia, L.; Fernández, A. Novel lightweight foamed poly(lactic acid) reinforced with different loadings of functionalised Sepiolite. Compos. Sci. Technol. 2014, 101, 17–23. [Google Scholar] [CrossRef]
- Garcia, L.; Castell, P.; Peinado, P.; Muniesa, M.; Fernandez, A. Improvement of mechanical properties of poly(lactic acid) by integration of sepiolite nanoclays: Effect of ultrasonication on clay dispersion. Mater. Res. Innov. 2014, 18, S2:85–S2:89. [Google Scholar] [CrossRef]
- Shayan, M.; Azizi, H.; Ghasemi, I.; Karrabi, M. Effect of modified starch and nanoclay particles on biodegradability and mechanical properties of cross-linked poly lactic acid. Carbohydr. Polym. 2015, 124, 237–244. [Google Scholar] [CrossRef] [PubMed]
- Da Costa, H.M.; Ramosa, V.D.; de Oliveira, M.G. Degradation of polypropylene (PP) during multiple extrusions: Thermal analysis, mechanical properties and analysis of variance. Polymer Test. 2007, 26, 676–684. [Google Scholar] [CrossRef]
- Ramírez-Vargas, E.; Navarro-Rodríguez, D.; Blanqueto-Menchaca, A.I.; Huerta-Martínez, B.M.; Palacios-Mezta, M. Degradation effects on the rheological and mechanical properties of multi-extruded blends of impact-modified polypropylene and poly(ethylene-co-vinyl acetate). Polymer Degrad. Stab. 2004, 86, 301–307. [Google Scholar] [CrossRef]
- Guerrica-Echevarria, G.; Eguiazaibal, J.I.; Nazaibal, J. Effects of reprocessing conditions on the properties of unfilled and talc-filled polypropylene. Polymer Degrad. Stab. 1996, 53, 1–8. [Google Scholar] [CrossRef]
- Beg, M.D.H.; Pickering, K.L. Reprocessing of wood fibre reinforced polypropylene composites. Part I: Effects on physical and mechanical properties. Compos. A 2008, 39, 1091–1100. [Google Scholar] [CrossRef]
- Da R. Silvano, J.; Rodrigues, S.A.; Marini, J.; Bretas, R.E.S.; Canevarolo, S.V.; de M. Carvalho, B. Effect of reprocessing and clay concentration on the degradation of polypropylene/montmorillonite nanocomposites during twin screw extrusion. Polymer Degrad. Stab. 2013, 98, 801–808. [Google Scholar] [CrossRef]
- Mendes, A.A.; Cunha, A.M.; Bernardo, C.A. Study of the degradation mechanisms of polyethylene during reprocessing. Polymer Degrad. Stab. 2011, 96, 1125–1133. [Google Scholar] [CrossRef]
- Pérez, J.M.; Vilas, J.L.; Laza, J.M.; Arnáiz, S.; Mijangos, F.; Bilbao, E. Effect of reprocessing and accelerated ageing on thermal and mechanical polycarbonate properties. J. Mater. Process. Technol. 2010, 210, 727–733. [Google Scholar] [CrossRef]
- Boldizara, A.; Möller, K. Degradation of ABS during repeated processing and accelerated ageing. Polymer Degrad. Stab. 2003, 81, 359–366. [Google Scholar] [CrossRef]
- Sua, K.-H.; Lin, J.-H.; Lin, C.-C. Influence of reprocessing on the mechanical properties and structure of polyamide 6. J. Mate. Process. Technol. 2007, 192–193, 532–538. [Google Scholar] [CrossRef]
- Russo, G.M.; Nicolais, V.; di Maio, L.; Montesano, S.; Incarnato, L. Rheological and mechanical properties of nylon 6 nanocomposites submitted to reprocessing with single and twin screw extruders. Polymer Degrad. Stab. 2007, 92, 1925–1933. [Google Scholar] [CrossRef]
- Jakubowicz, I.; Enebro, J. Effects of reprocessing of oxobiodegradable and non-degradable polyethylene on the durability of recycled materials. Polymer Degrad. Stab. 2012, 97, 316–321. [Google Scholar] [CrossRef]
- Kanemura, C.; Nakashima, S.; Hotta, A. Mechanical properties and chemical structures of biodegradable poly(butylenesuccinate) for material reprocessing. Polymer Degrad. Stab. 2012, 97, 972–980. [Google Scholar] [CrossRef]
- Zenkiewicz, M.; Richert, J.; Rytlewski, P.; Moraczewski, K.; Stepczyńska, M.; Karasiewicz, T. Characterisation of multi-extruded poly(lactic acid). Polymer Test. 2009, 28, 412–418. [Google Scholar] [CrossRef]
- Sikorska, W.; Richert, J.; Rydz, J.; Musioł, M.; Adamus, G.; Janeczek, H. Degradability studies of poly(l-lactide) after multi-reprocessing experiments in extruder. Polymer Degrad. Stab. 2012, 97, 1891–1897. [Google Scholar] [CrossRef]
- Hopmann, C.; Schippers, S.; Hofs, C. Influence of Recycling of Poly(lactic acid) on Packaging Relevant Properties. J. Appl. Polymer Sci. 2015, 132. [Google Scholar] [CrossRef]
- Scaffaro, R.; Morreale, M.; Mirabella, F.; la Mantia, F.P. Preparation and Recycling of Plasticized PLA. Macromol. Mater. Eng. 2011, 296, 141–150. [Google Scholar] [CrossRef]
- Galinier, G. Arkema presents modifier range for PLA. Addit. Polym. 2008, 2008, 4–5. [Google Scholar]
- Markarian, J. Biopolymers present new market opportunities for additives in packaging. Plast. Addit. Compd. 2008, 10, 22–25. [Google Scholar] [CrossRef]
- Niaounakis, M. Biopolymers: Processing and Products; Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Niaounakis, M. Biopolymers Reuse, Recycling, and Disposal; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peinado, V.; Castell, P.; García, L.; Fernández, Á. Effect of Extrusion on the Mechanical and Rheological Properties of a Reinforced Poly(Lactic Acid): Reprocessing and Recycling of Biobased Materials. Materials 2015, 8, 7106-7117. https://doi.org/10.3390/ma8105360
Peinado V, Castell P, García L, Fernández Á. Effect of Extrusion on the Mechanical and Rheological Properties of a Reinforced Poly(Lactic Acid): Reprocessing and Recycling of Biobased Materials. Materials. 2015; 8(10):7106-7117. https://doi.org/10.3390/ma8105360
Chicago/Turabian StylePeinado, Víctor, Pere Castell, Lidia García, and Ángel Fernández. 2015. "Effect of Extrusion on the Mechanical and Rheological Properties of a Reinforced Poly(Lactic Acid): Reprocessing and Recycling of Biobased Materials" Materials 8, no. 10: 7106-7117. https://doi.org/10.3390/ma8105360
APA StylePeinado, V., Castell, P., García, L., & Fernández, Á. (2015). Effect of Extrusion on the Mechanical and Rheological Properties of a Reinforced Poly(Lactic Acid): Reprocessing and Recycling of Biobased Materials. Materials, 8(10), 7106-7117. https://doi.org/10.3390/ma8105360