
Numerical Study of the Effects of Residual Stress on Fretting Fatigue Using XFEM

Abstract
:1. Introduction
2. Theory Background
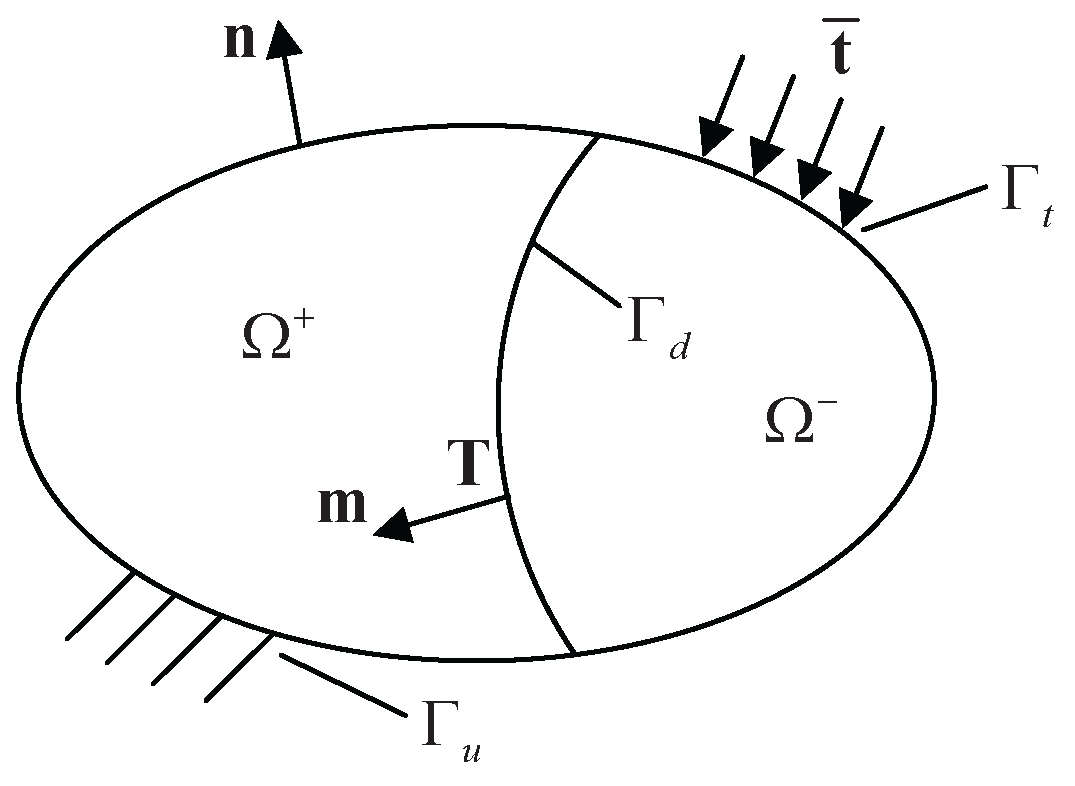
2.1. Extended Finite Element Method

2.2. Cyclic Cohesive Zone Model
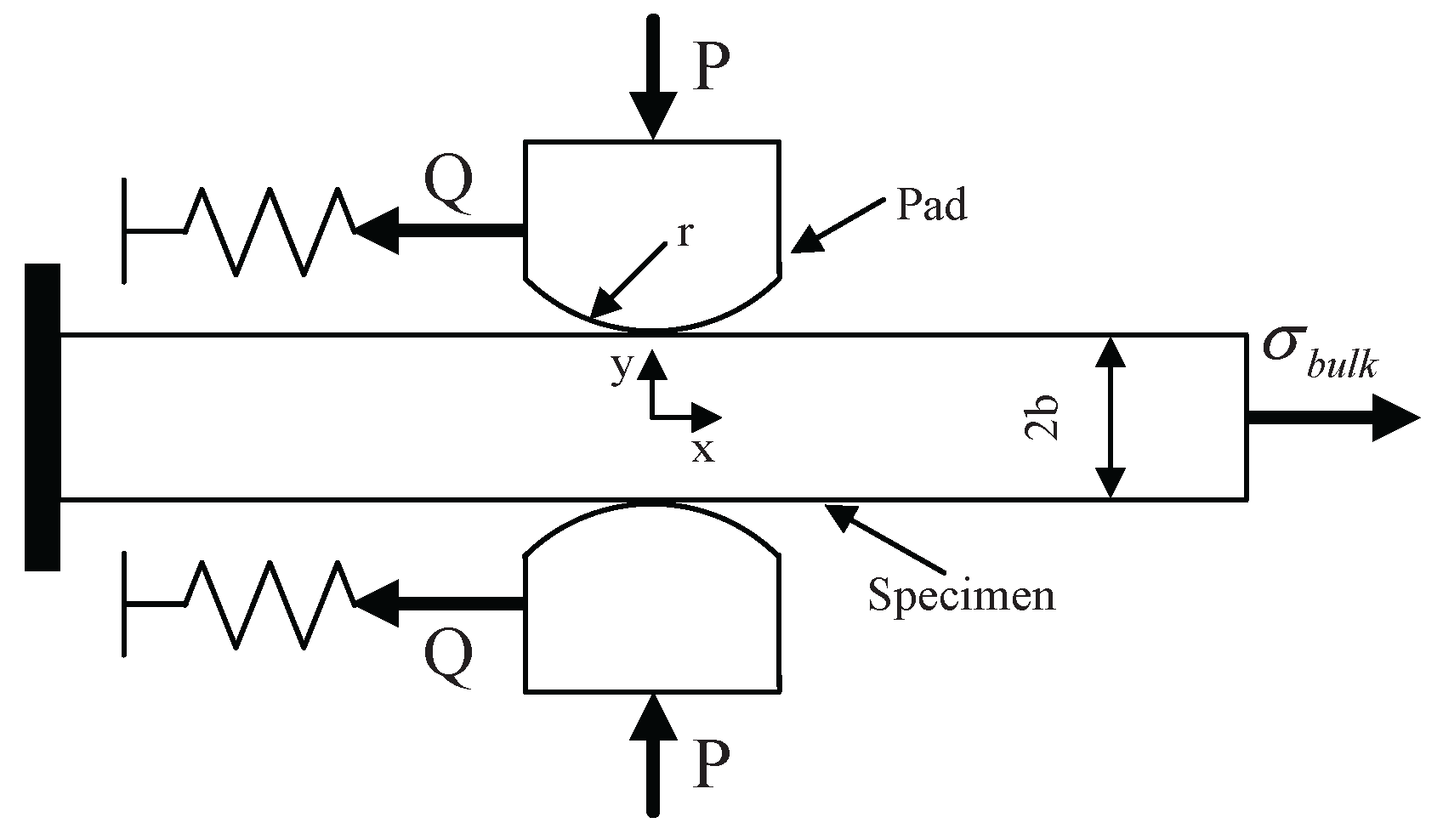
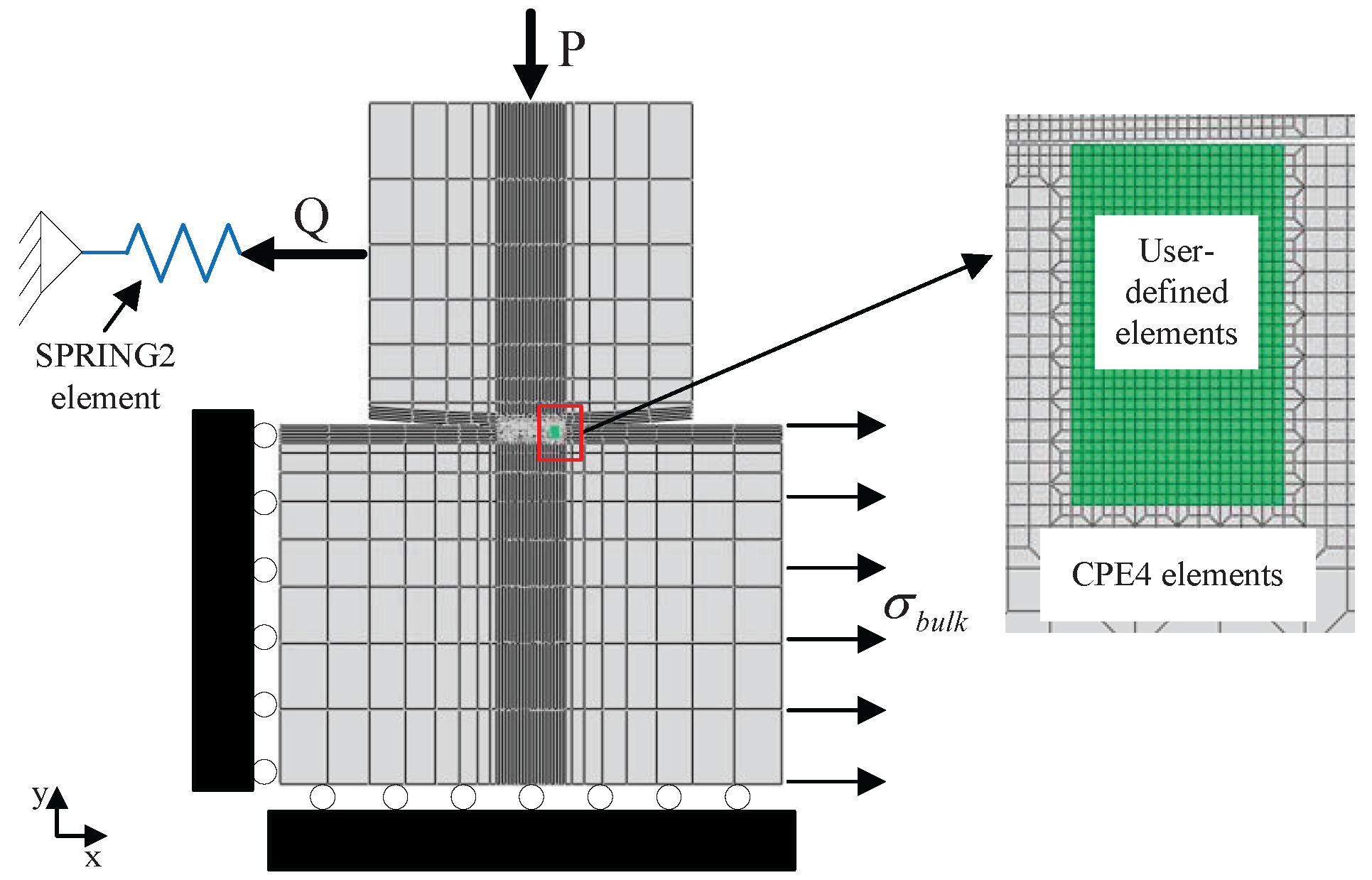
3. Numerical Modeling of Fretting Fatigue




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cases | σMRCS (MPa) | σbulk (MPa) | Q/μP |
|---|---|---|---|
| T1 | 0 | 150 | 0.6 |
| T2 | −140 | 150 | 0.6019 |
| T3 | −220 | 150 | 0.6020 |
| T4 | 0 | 200 | 0.7671 |
| T5 | −140 | 200 | 0.7732 |
| T6 | −220 | 200 | 0.7808 |
4. Results and Discussion
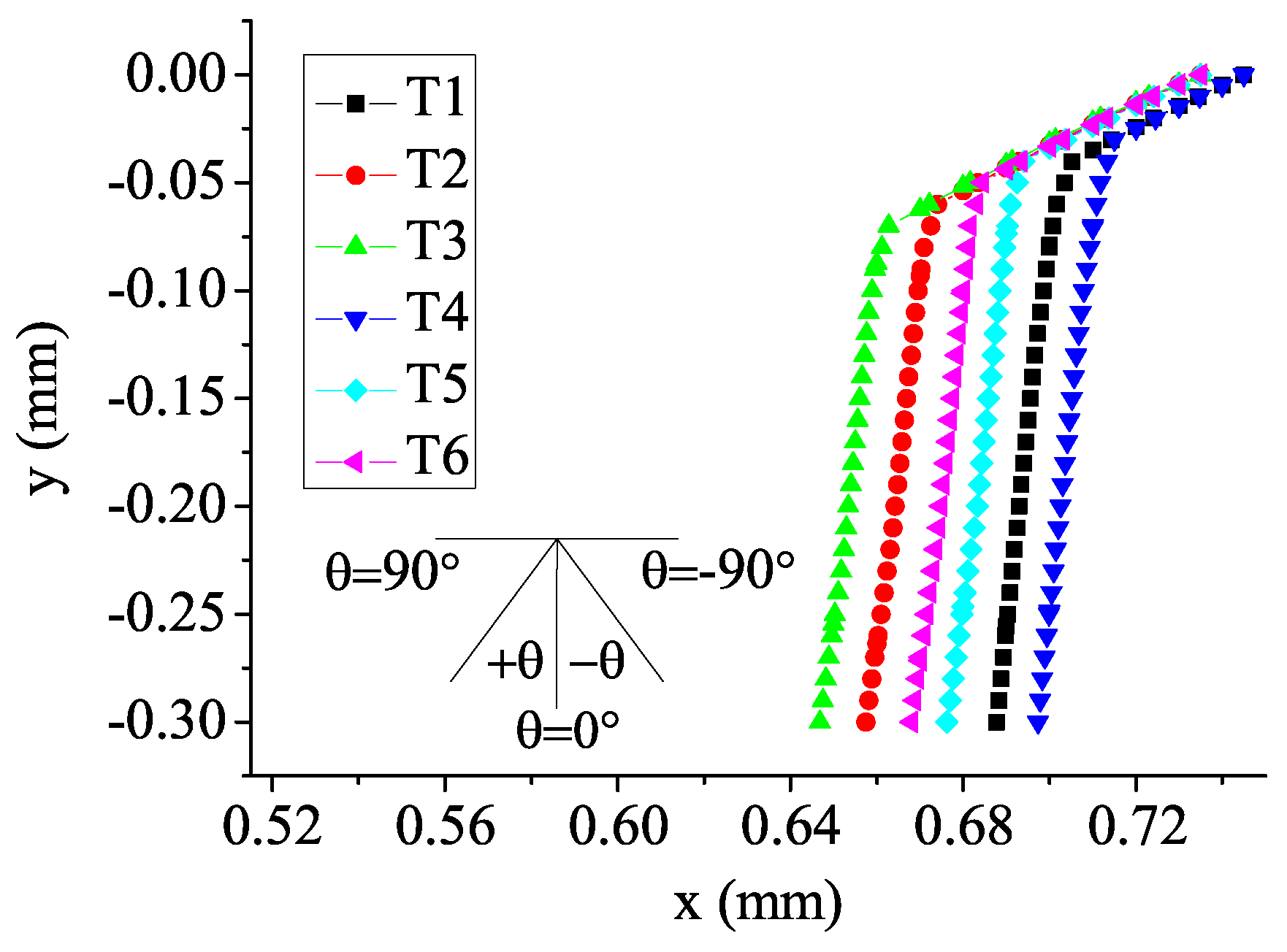
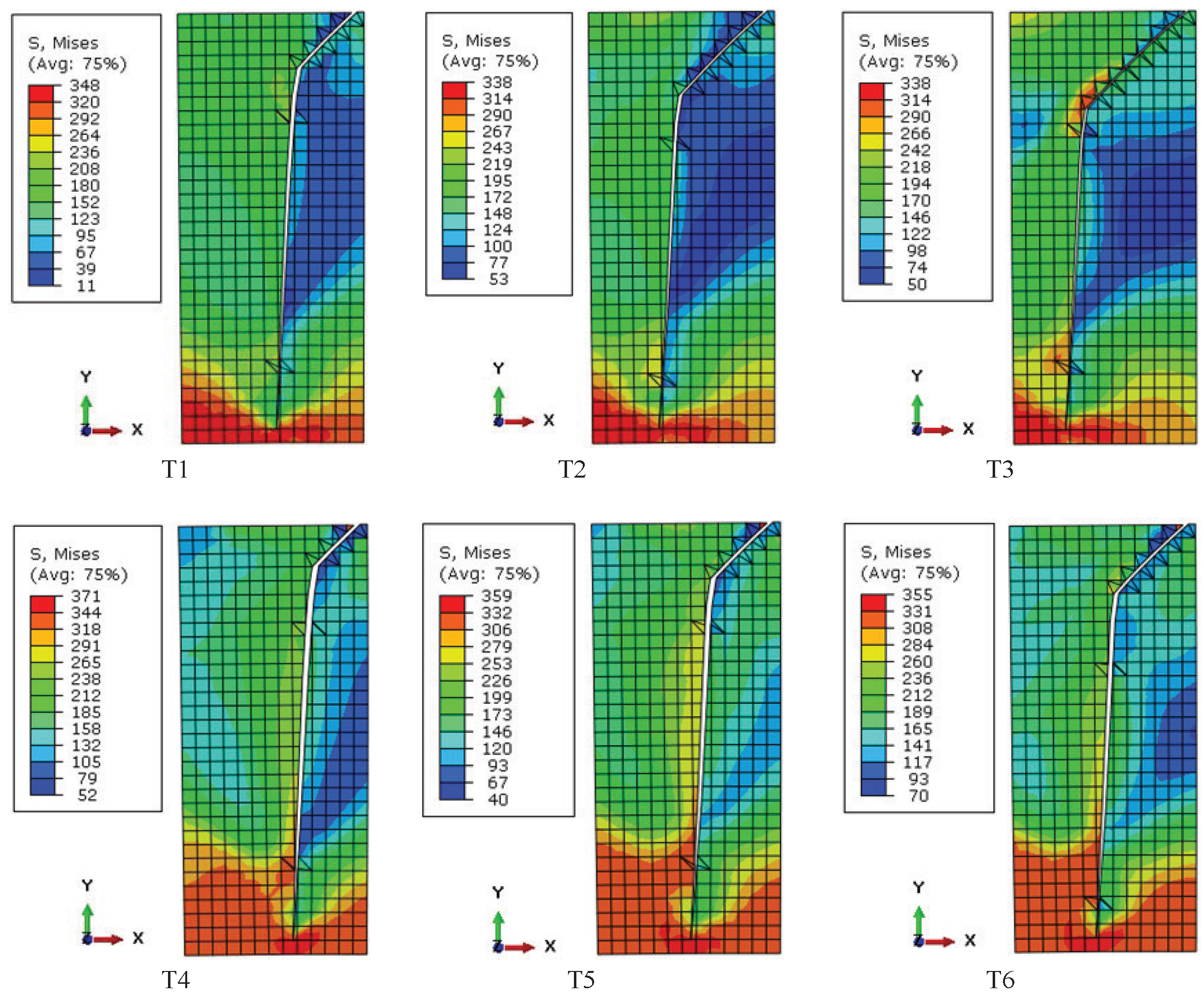
4.1. Crack Growth Path


| Cases | T1 | T2 | T3 | T4 | T5 | T6 |
|---|---|---|---|---|---|---|
| Crack Initiation Angle | 47° | 49° | 50° | 46° | 47° | 48° |
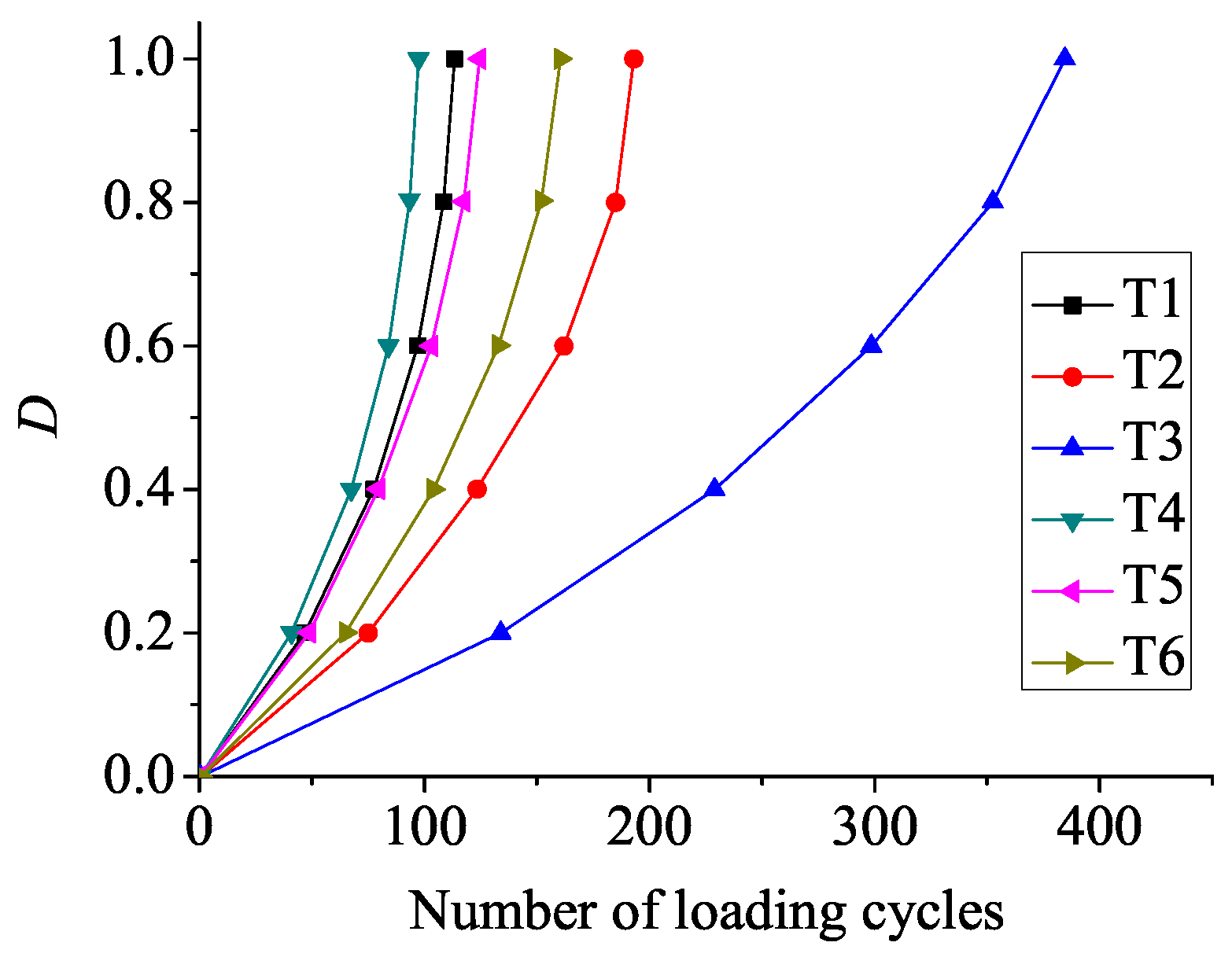
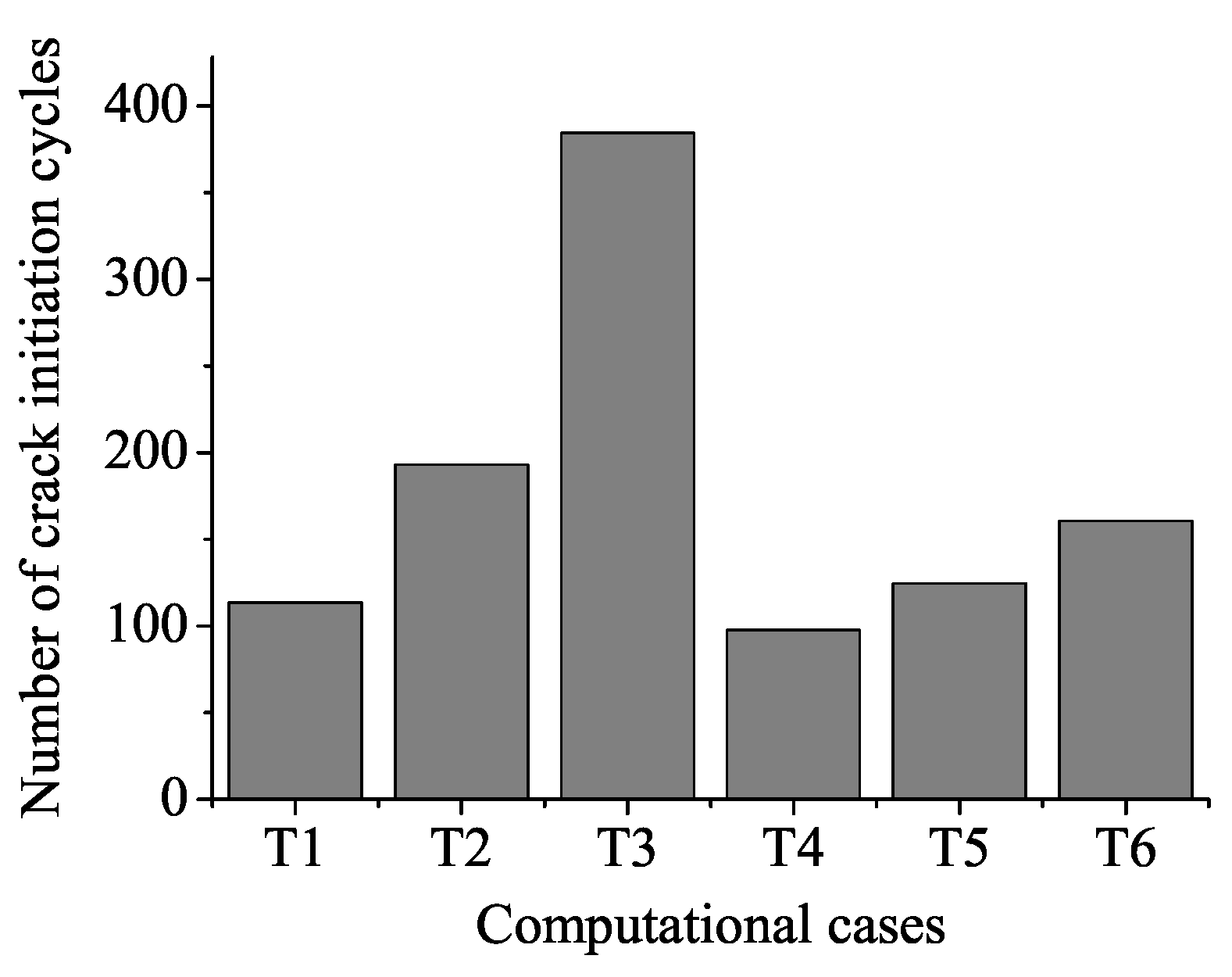
4.2. Fretting Fatigue Life



5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Nowell, D.; Dini, D.; Hills, D.A. Recent developments in the understanding of fretting fatigue. Eng. Fract. Mech. 2006, 73, 207–222. [Google Scholar] [CrossRef]
- Zografos, A.; Dini, D.; Olver, A.V. Fretting fatigue and wear in bolted connections: A multi-level formulation for the computation of local contact stresses. Tribol. Int. 2009, 42, 1663–1675. [Google Scholar] [CrossRef]
- Hammouda, M.M.I.; Pasha, P.A.; Fayed, A.S. Modelling of cracking sites/development in axial dovetail joints of aero-engine compressor discs. Int. J. Fatigue 2007, 29, 30–48. [Google Scholar] [CrossRef]
- Ruiz, C.; Boddington, P.H.B.; Chen, K.C. An investigation of fatigue and fretting in a dovetail joint. Exp. Mech. 1984, 24, 208–217. [Google Scholar] [CrossRef]
- Hosoi, A.; Kishi, T.; Ju, Y. Healing of fatigue crack by high-density electropulsing in austenitic stainless steel treated with the surface-activated pre-coating. Materials 2013, 6, 4213–4225. [Google Scholar] [CrossRef]
- Gujba, A.K.; Medraj, M. Laser peening process and its impact on materials properties in comparison with shot peening and ultrasonic impact peening. Materials 2014, 7, 7925–7974. [Google Scholar] [CrossRef]
- Vázquez, J.; Navarro, C.; Domínguez, J. Experimental results in fretting fatigue with shot and laser peened Al 7075-T651 specimens. Int. J. Fatigue 2012, 40, 143–153. [Google Scholar] [CrossRef]
- Majzoobi, G.H.; Azadikhah, K.; Nemati, J. The effects of deep rolling and shot peening on fretting fatigue resistance of Aluminum-7075-T6. Mater. Sci. Eng. A 2009, 516, 235–247. [Google Scholar] [CrossRef]
- Mohseni, E.; Zalnezhad, E.; Sarhan, A.A.D.; Bushroa, A.R. A study on surface modification of Al7075-T6 alloy against fretting fatigue phenomenon. Adv. Mater. Sci. Eng. 2014, 2014, 1–17. [Google Scholar] [CrossRef]
- Sabelkin, V.; Martinez, S.A.; Mall, S.; Sathish, S.; Blodgett, M.P. Effects of shot-peening intensity on fretting fatigue crack-initiation behaviour of Ti-6Al-4V. Fatigue Fract. Eng. Mater. Struct. 2005, 28, 321–332. [Google Scholar] [CrossRef]
- Hills, D.A.; Nowell, D. Mechanics of Fretting Fatigue; Kluwer Academic Publishers: Dordrecht, The Netherlands, 1994; pp. 153–168. [Google Scholar]
- Friák, M.; Counts, W.A.; Ma, D.C.; Sander, B.; Holec, D.; Raabe, D.; Neugebauer, J. Theory-guided materials design of multi-phase Ti-Nb alloys with bone-matching elastic properties. Materials 2012, 5, 1853–1872. [Google Scholar] [CrossRef]
- Palkowski, H.; Brück, S.; Pirling, T.; Carradò, A. Investigation on the residual stress state of drawn tubes by numerical simulation and neutron diffraction analysis. Materials 2013, 6, 5118–5130. [Google Scholar] [CrossRef]
- Dong, H.Y.; Cao, W.L.; Bian, J.H.; Zhang, J.W. The fire resistance performance of recycled aggregate concrete columns with different concrete compressive strengths. Materials 2014, 7, 7843–7860. [Google Scholar] [CrossRef]
- Shkarayev, S.; Mall, S. Computational modelling of shot-peening effects on crack propagation under fretting fatigue. J. Strain Anal. Eng. Design 2003, 38, 495–506. [Google Scholar] [CrossRef]
- Mall, S.; Jain, V.K.; Fadag, H.A. Effects of shot-peening on fretting fatigue crack growth behavior in Ti-6Al-4V. Strain 2011, 47, e305–e318. [Google Scholar] [CrossRef]
- Moës, N.; Dolbow, J.; Belytschko, T. A finite element method for crack growth without remeshing. Int. J. Numer. Meth. Eng. 1999, 46, 131–150. [Google Scholar] [CrossRef]
- Sonon, B.; Massart, T.J. A level-set based representative volume element generator and XFEM simulations for textile and 3D-reinforced composites. Materials 2013, 6, 5568–5592. [Google Scholar] [CrossRef]
- Dugdale, D.S. Yielding of steel sheets containing slits. J. Mech. Phys. Solids 1960, 8, 100–104. [Google Scholar] [CrossRef]
- Barenblatt, G.I. The mathematical theory of equilibrium cracks in brittle fracture. Adv. Appl. Mech. 1962, 7, 55–129. [Google Scholar]
- Wells, G.N.; Sluys, L.J. A new method for modelling cohesive cracks using finite elements. Int. J. Numer. Meth. Eng. 2001, 50, 2667–2682. [Google Scholar] [CrossRef]
- Waterhouse, R.B. Fretting fatigue. Int. Mater. Rev. 1992, 37, 77–98. [Google Scholar] [CrossRef]
- Roe, K.L.; Siegmund, T. An irreversible cohesive zone model for interface fatigue crack growth simulation. Eng. Fract. Mech. 2003, 70, 209–232. [Google Scholar] [CrossRef]
- Giner, E.; Sabsabi, M.; Ródenas, J.J.; Fuenmayor, F.J. Direction of crack propagation in a complete contact fretting-fatigue problem. Int. J. Fatigue 2014, 58, 172–180. [Google Scholar] [CrossRef]
- Liu, J.X.; Yuan, H. Prediction of residual stress relaxations in shot-peened specimens and its application for the rotor disc assessment. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2010, 527, 6690–6698. [Google Scholar] [CrossRef]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Design 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Proudhon, H.; Fouvry, S.; Buffière, J.Y. A fretting crack initiation prediction taking into account the surface roughness and the crack nucleation process volume. Int. J. Fatigue 2005, 27, 569–579. [Google Scholar] [CrossRef]
- Tvergaard, V.; Hutchinson, J.W. The relation between crack growth resistance and fracture process parameters in elastic-plastic solids. J. Mech. Phys. Solids 1992, 40, 1377–1397. [Google Scholar] [CrossRef]
- Lykins, C.D.; Mall, S.; Jain, V. A shear stress-based parameter for fretting fatigue crack initiation. Fatigue Fract. Eng. Mater. Struct. 2001, 24, 461–473. [Google Scholar] [CrossRef]
- Lykins, C.D.; Mall, S.; Jain, V. An evaluation of parameters for predicting fretting fatigue crack initiation. Int. J. Fatigue 2000, 22, 703–716. [Google Scholar] [CrossRef]
- Liu, K.K.; Hill, M.R. The effects of laser peening and shot peening on fretting fatigue in Ti-6Al-4V coupons. Tribol. Int. 2009, 42, 1250–1262. [Google Scholar] [CrossRef]
- Waterhouse, R.B.; Nobel, B.; Leadbeater, G. The effect of shot-peening on the fretting-fatigue strength of an age-hardend aluminum alloy (2014A) and an austenitic stainless steel (En 58A). J. Mech. Work. Technol. 1983, 8, 147–153. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Liu, J.; Zuo, Z. Numerical Study of the Effects of Residual Stress on Fretting Fatigue Using XFEM. Materials 2015, 8, 7094-7105. https://doi.org/10.3390/ma8105365
Zhang H, Liu J, Zuo Z. Numerical Study of the Effects of Residual Stress on Fretting Fatigue Using XFEM. Materials. 2015; 8(10):7094-7105. https://doi.org/10.3390/ma8105365
Chicago/Turabian StyleZhang, Huayang, Jinxiang Liu, and Zhengxing Zuo. 2015. "Numerical Study of the Effects of Residual Stress on Fretting Fatigue Using XFEM" Materials 8, no. 10: 7094-7105. https://doi.org/10.3390/ma8105365
APA StyleZhang, H., Liu, J., & Zuo, Z. (2015). Numerical Study of the Effects of Residual Stress on Fretting Fatigue Using XFEM. Materials, 8(10), 7094-7105. https://doi.org/10.3390/ma8105365