
Correlation Factor Study of Small Punch Creep Test and Its Life Prediction

Abstract
:1. Introduction
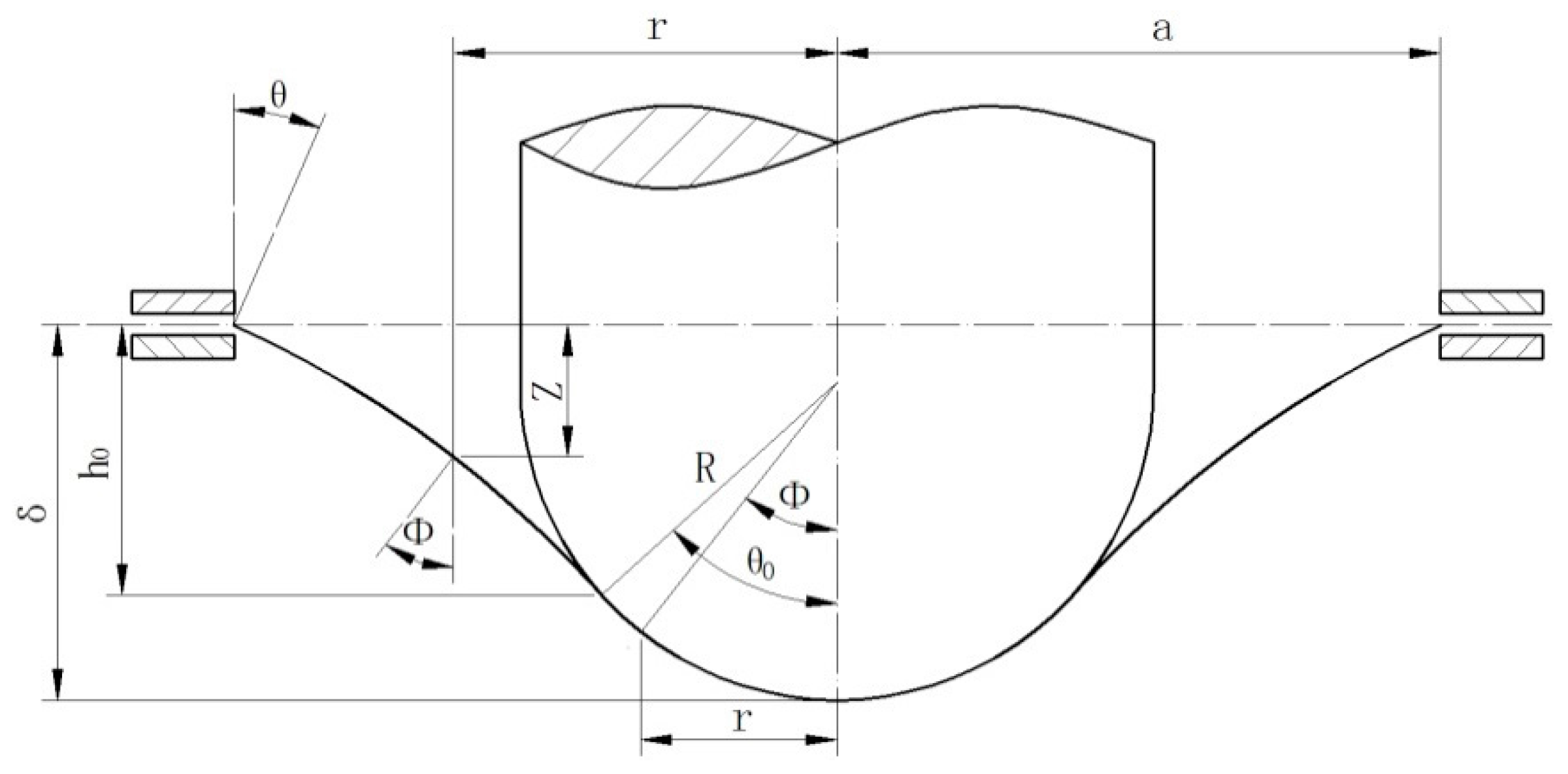
1.1. Strain of the Small Punch Test
1.2. Equivalent Stress of the Small Punch Creep Test
2. Creep Model
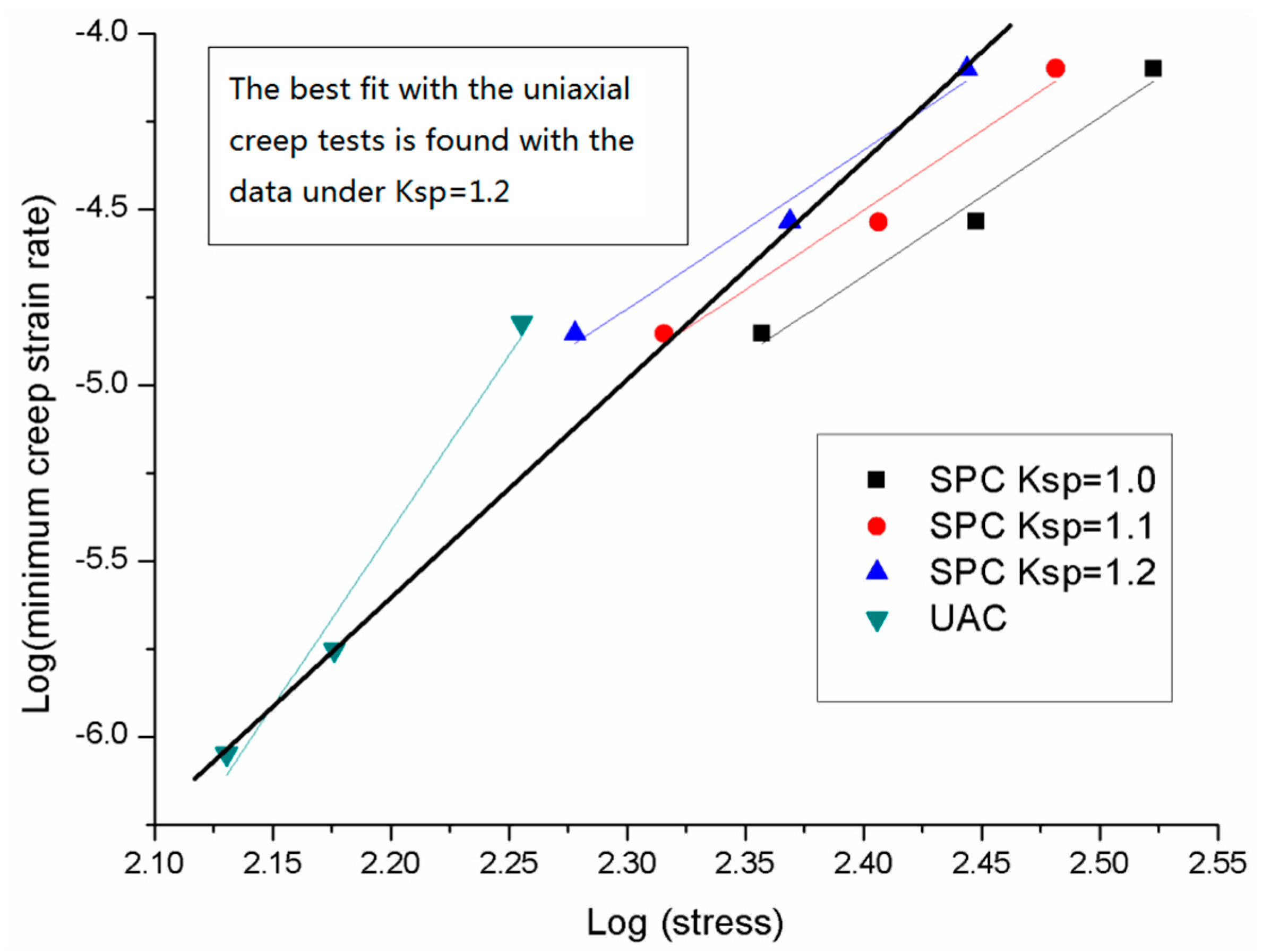
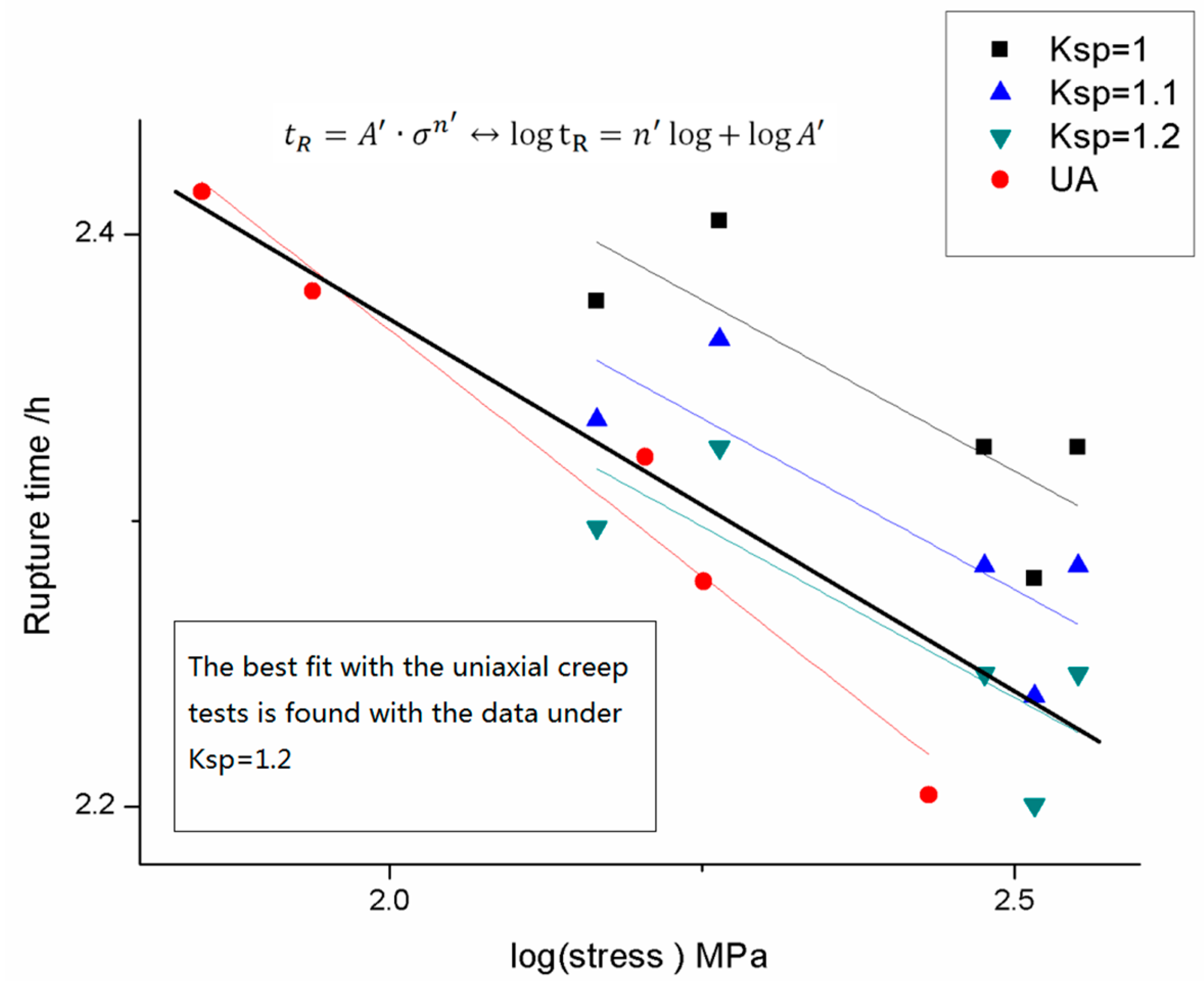
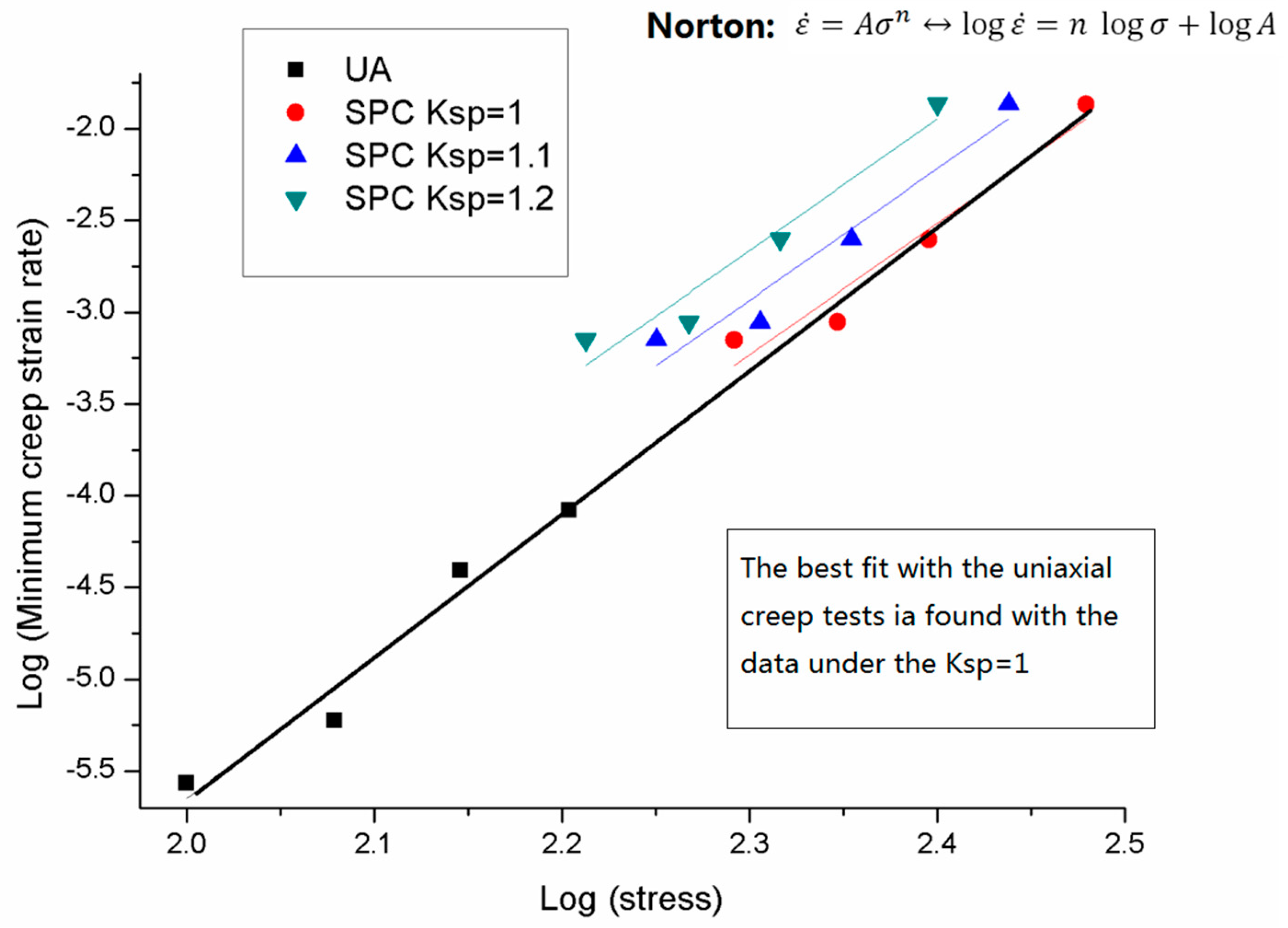
2.1. Power Law Relations
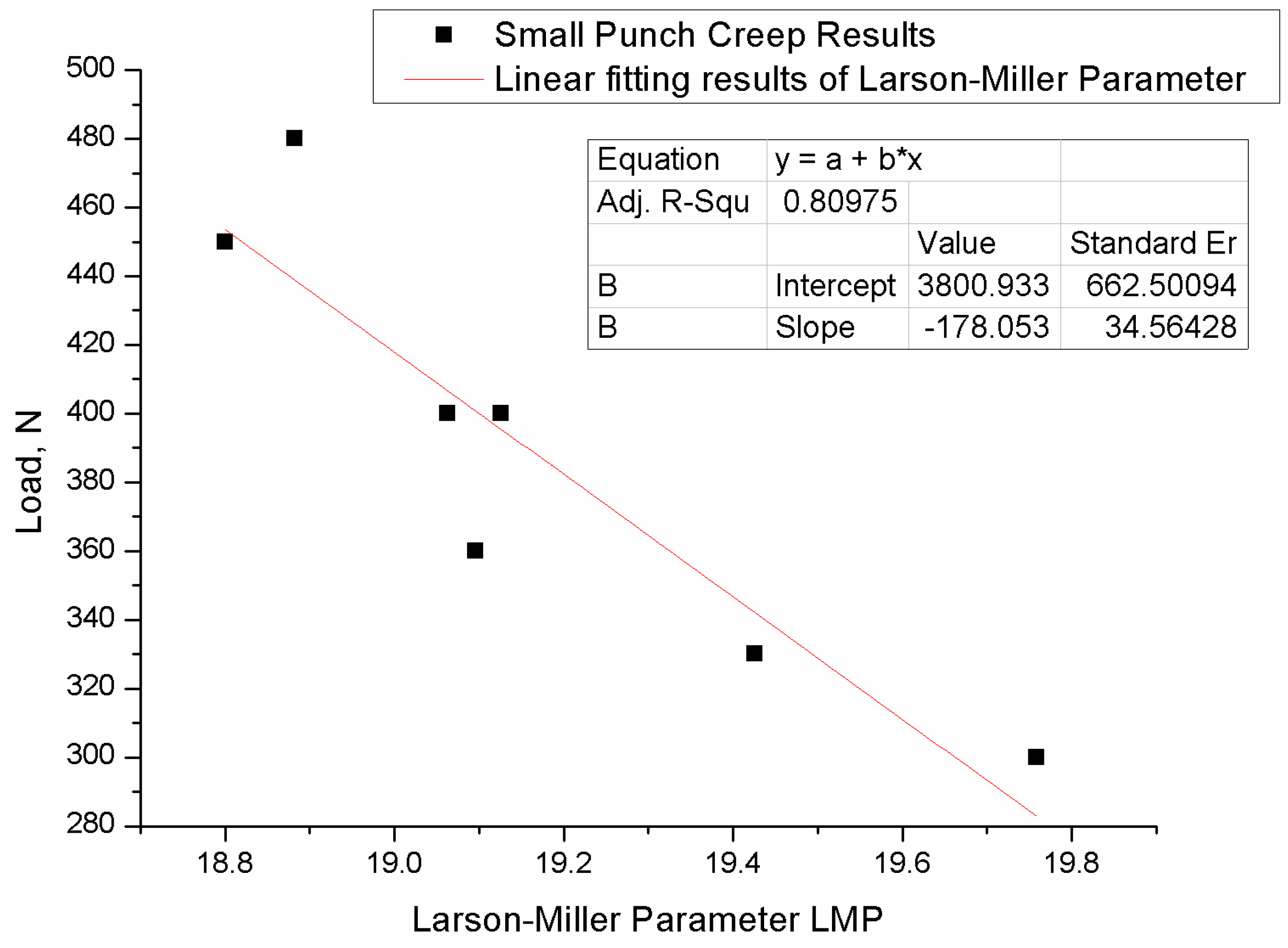
2.2. Larson-Miller Parameters Method
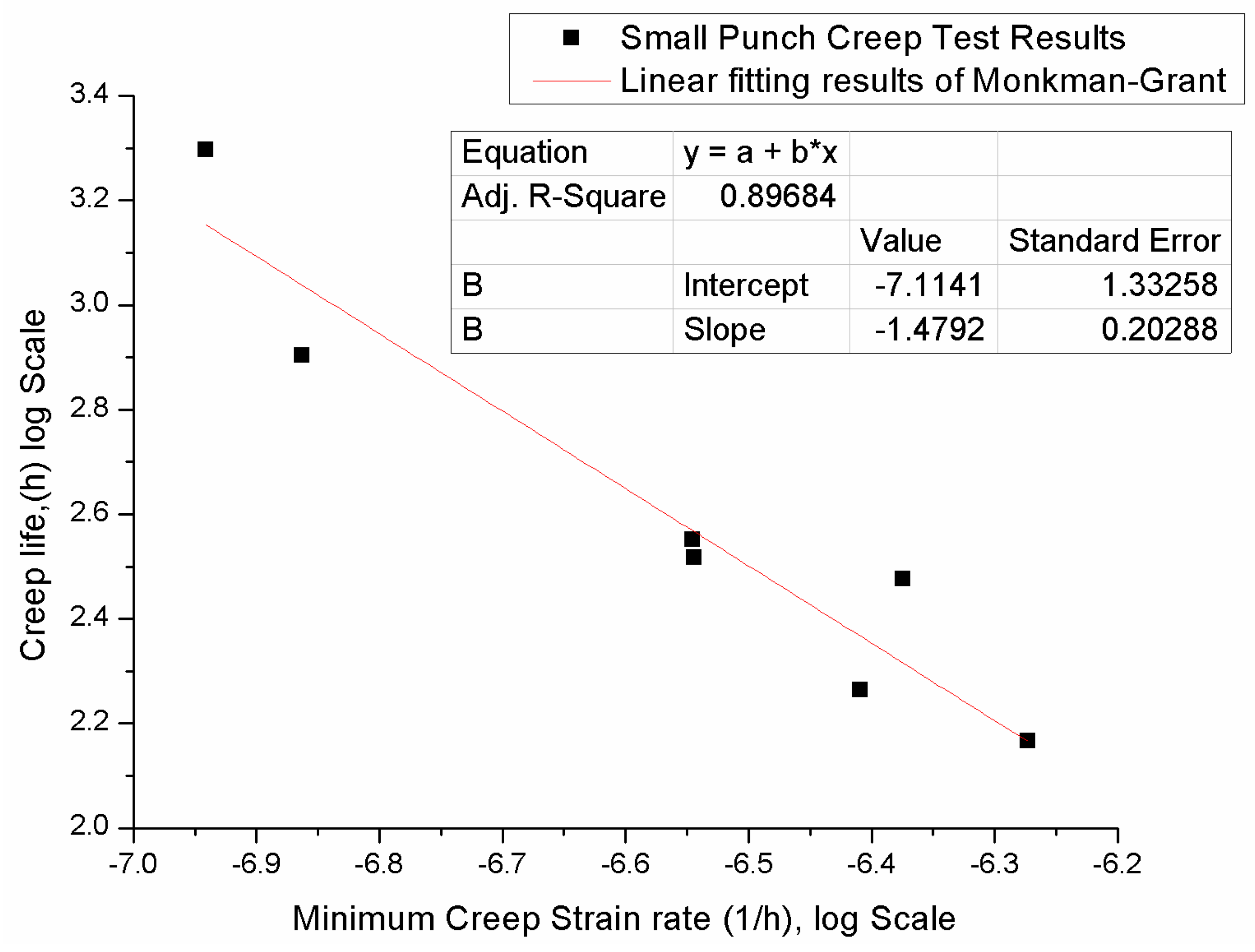
2.3. Monkman-Grant Method
3. Procedure of the Determination of the Correlation Factor
- Conduct both the small punch creep test and the uniaxial creep test under different stress levels
- Derive the strain and stress of the small punch test from the test curve
- Select creep models under different ksp and compare the results of the small punch test and the uniaxial test and find out the best fit ksp value
4. Experiment Procedure
4.1. Materials and Preparation of Test Specimens
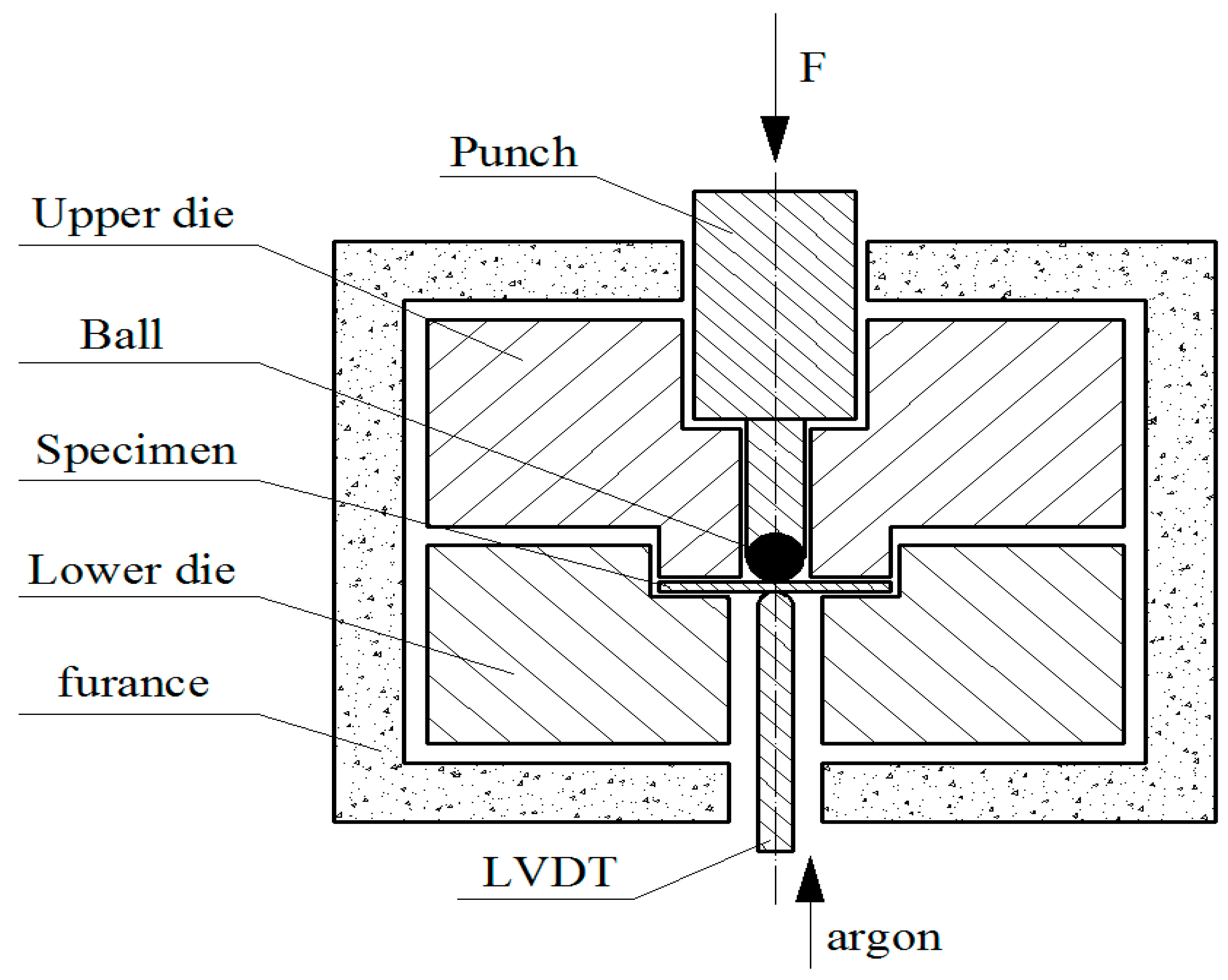
4.2. Small Punch Creep Test
4.3. Uniaxial Test
5. Results and Discussion
6. Life Prediction
6.1. Monkman-Grant
6.2. Larson-Miller Method
- The friction between the specimen and the apparatus.
- The non-uniform material properties which are easy to occur within the small scale specimen (8–10 mm × 10 mm × 0.5 mm).
7. Conclusions
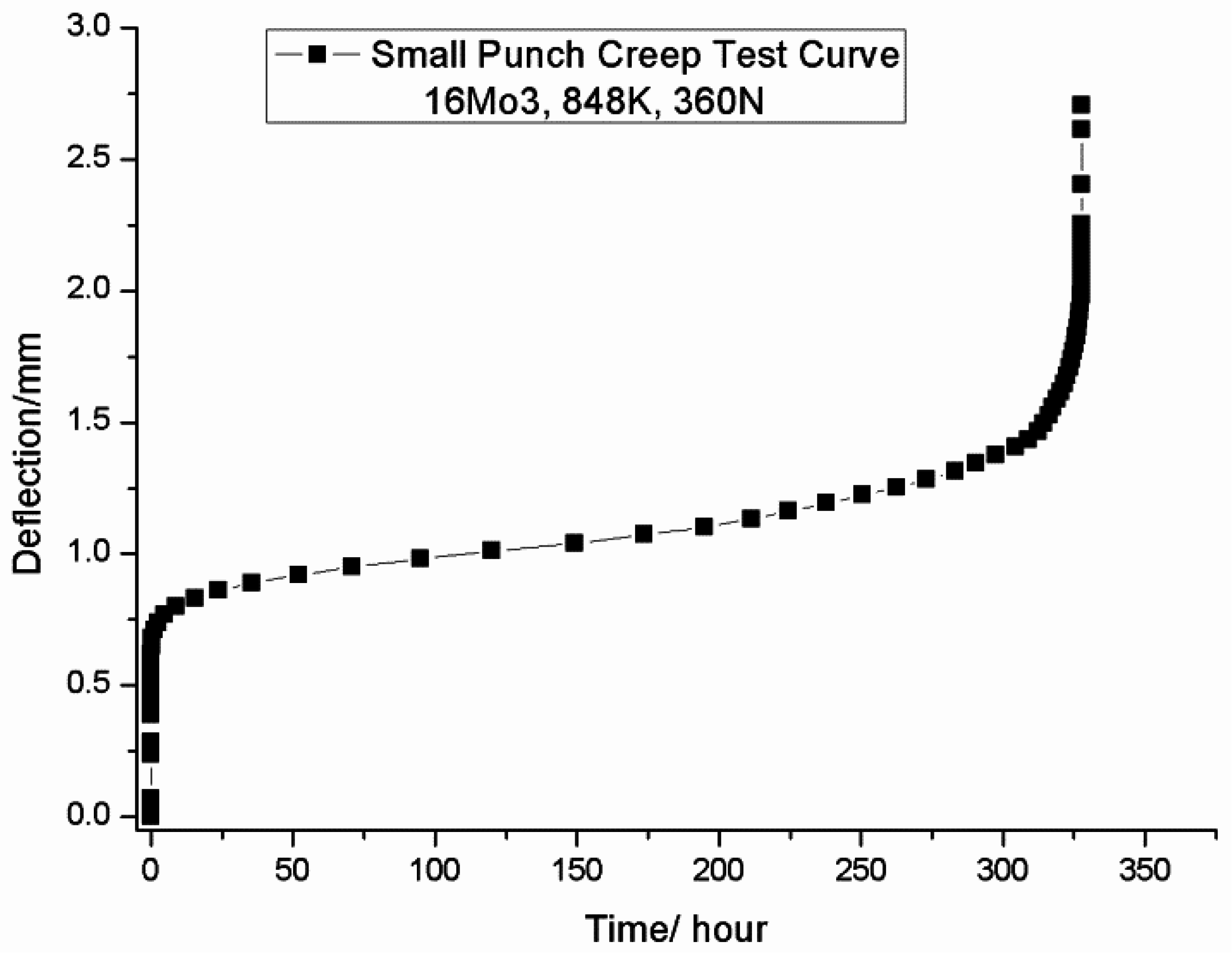
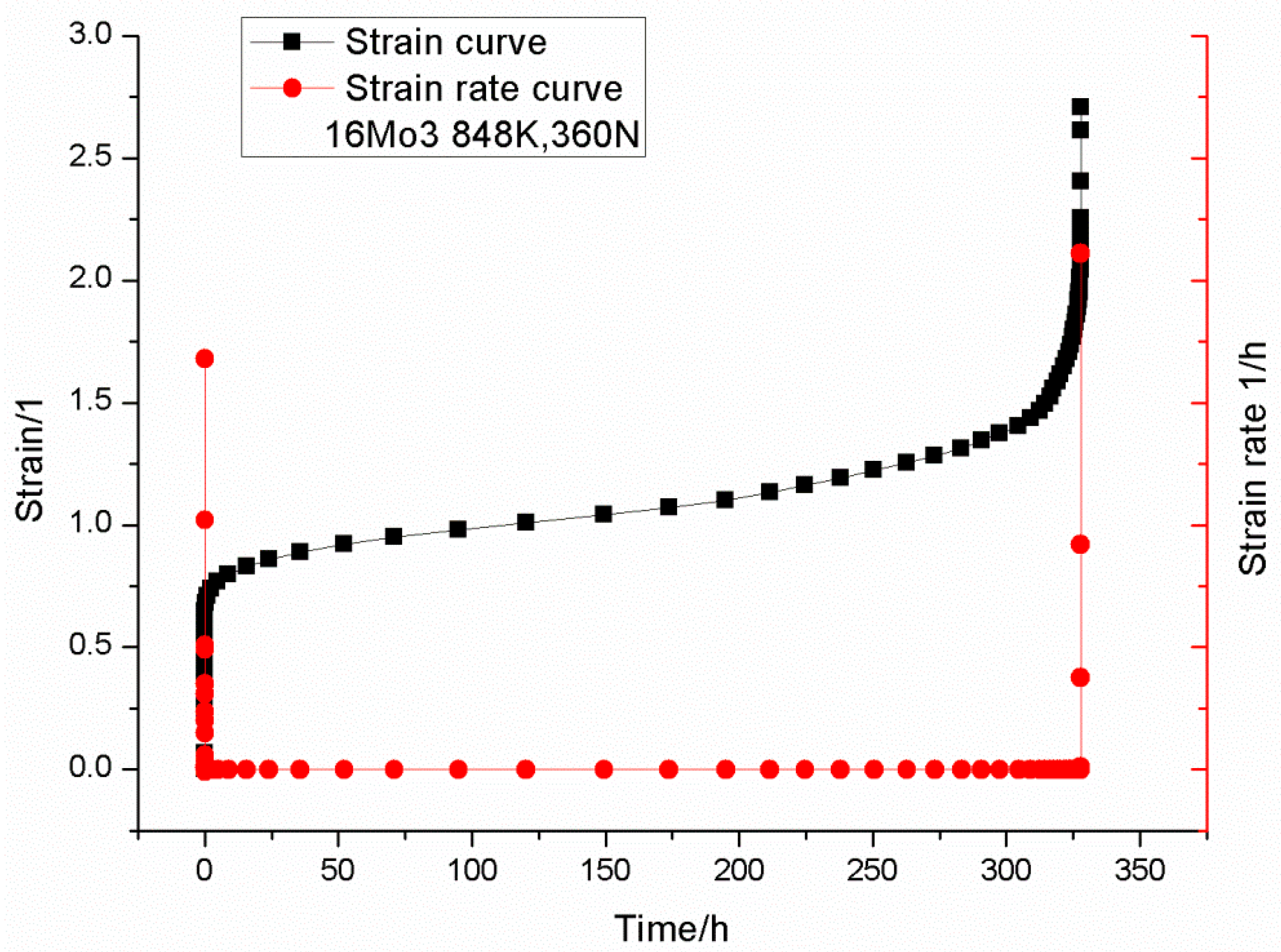
- The test curve of the small punch creep test is similar to that of the conventional uniaxial test. The small punch creep test curve showed three distinct creep stages. A same stationary creep strain rate was observed during the small punch creep test.
- Power law relations and Larson-Miller of both the small punch creep test and the uniaxial creep test were established. The stress dependence of the minimum creep strain rate and rupture life of the small punch creep test and the uniaxial creep test showed the same tendency, which indicates that the small punch creep test could be used to characterize creep properties in the same way as the uniaxial creep test.
- A new approach for determining the correlation factor was suggested. The ksp values for three typical, high temperature materials was studied. The ksp value for P91 and 16Mo3 was 1.2, and the ksp value for 1.25Cr0.5MoSi was 1.0. Different ksp values were found in different materials, which indicate that, for a specific material, instead of regarding the correlation factor as a constant value, the ksp value needs to be obtained by experiment in advance, before applying the stress of the small punch creep test.
- The life prediction model based on the Monkman-Grant relation and Larson-Miller of the small punch creep test was established; the predicted life showed a reasonable accuracy with exception in some load levels. It indicates that both Monkman-Grant and Larson-Miller could be used to describe the creep behavior of a material by a small punch creep test. In addition, the small punch creep test has the potential for life prediction.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Tu, S.T. High Temperature Structural Integrity; Science Press: Beijing, China, 2003. [Google Scholar]
- Manahan, M.P. A new post-irradiation mechanical-behaviour test the miniaturized disk bend test. Trans. Am. Nucl. Soc. 1982, 43, 352–354. [Google Scholar]
- Manahan, M.P.; Browning, A.E.; Argon, A.S.; Harling, O.K. Miniaturized disk bend test technique development and application. In The Use of Small-Scale Specimens for Testing Irradiated Material; Corwin, W.R., Lucas, G.E., Eds.; ASTM International: West Conshohocke, PA, USA, 1986; Volume SPT888, pp. 29–61. [Google Scholar]
- Harling, O.K.; Lee, M.; Sohn, D.S.; Kohse, G.; Lau, C.W. The MIT miniaturized disk bend test. In The Use of Small-Scale Specimens for Testing Irradiated Material; Corwin, W.R., Lucas, G.E., Eds.; ASTM International: West Conshohocke, PA, USA, 1986; Volume SPT888, pp. 62–77. [Google Scholar]
- Manahan, M.P.; Argon, A.S.; Harling, O.K. The development of a miniaturized disk bend test for the determination of post irradiation mechanical-properties. Nucl. Mater. 1982, 103, 1545–1550. [Google Scholar]
- Hyde, T.H.; Sun, W.; Williams, J.A. Requirements for and use of miniature test specimens to provide mechanical and creep properties of materials: A review. Int. Mater. Rev. 2007, 52, 213–255. [Google Scholar] [CrossRef]
- Parker, J.D.; James, J.D. Disc-bend creep deformation behavior of 1/2cr1/2mo1/4v low-alloy steel. In Proceedings of the Creep and Fracture of Engineering Materials and Structures, Swansea, UK, 28 March–2 April 1993.
- Chakrabarty, J. A theory of stretch forming over hemispherical punch heads. IJMS 1970, 12, 315–325. [Google Scholar] [CrossRef]
- Yang, Z.; Wang, Z. Relationship between strain and central deflection in small punch creep specimens. Int. J. Pres. Ves. Pip. 2003, 80, 397–404. [Google Scholar] [CrossRef]
- CEN. Small Punch Test Method for Metallic Materials, Part A: A Code of Practice for Small Punch Creep Testing; CEN: Brussels, Belgium, 2006. [Google Scholar]
- Blagoeva, D.T.; Hurst, R.C. Application of the CEN (European Committee for Standardization) small punchcreep testing code of practice to a representative repair welded P91 pipe. Mater. Sci. Eng. A 2009, 510–511, 219–223. [Google Scholar] [CrossRef]
- Tettamanti, S.; Crudeli, R. Small punch creep test: A promising methodology for high temperature plant components life evaluation. VTT (Valt. Tek. Tutkimuskeskus) Symp. 1998, 185, 501–509. [Google Scholar]
- Bicego, V.; Persio, F.D.; Rantala, J.H.; Hurst, R.C. Small punch creep test method: Results from a round robin carried out within EPERC TTF5. In Proceedings of the 8th EPERC Annual General Meeting, Gent, Belgium, 23 October 2003.
- Jeffsa, S.P.; Lancastera, R.J.; Garciab, T.E. Creep lifing methodologies applied to a single crystal superalloy by use of small scale test techniques. Mater. Sci. Eng. A 2015, 636, 529–535. [Google Scholar] [CrossRef]
- Li, Y. Practical approach to determine creep properties from small punch test. In Proceedings of the 2nd International Conference SSTT, Ostrava, Czech Republic, 2–4 October 2012.
- Feng, X.; Xu, T.; Qin, Y.; Guan, K. Determination of creep properties of P91 by small punch testing. Mater. High Temp. 2015, 32, 355–362. [Google Scholar] [CrossRef]
- Alegre, J.M.; Cuesta, I.I.; Lorenzo, M. An extension of the monkman-grant model for the prediction of the creep rupture time using small punch tests. Exp. Mech. 2014, 54, 1441–1451. [Google Scholar] [CrossRef]
- Norton, F.H. The Creep of Steel at High Temperatures; McGraw-Hill: London, UK, 1929. [Google Scholar]
- Larson, F.R.; Miller, J. A Time-Temperature Relationship for Rupture and Creep Stress; Trans ASME: New York, NY, USA, 1952; Volume 74, pp. 765–771. [Google Scholar]
- Ule, B.; Jenko, M.; Sturm, R. Accelerated small punch creep testing. Mater. Technol. 2004, 38, 17–21. [Google Scholar]
- Hou, F.; Xu, H.; Wang, Y.; Zhang, L. Determination of creep property of 1.25Cr0.5Mo pearlitic steels by small punch test. Eng. Fail. Anal. 2013, 28, 215–221. [Google Scholar] [CrossRef]
- Monkman, E.C.; Grant, N.J. An empirical relationship between rupture life and minimum creep rate in creep-rupture tests. Proc. ASTM 1956, 56, 593–620. [Google Scholar]
- Milicka, K.; Dobes, F. Small punch testing of P91 steel. Int. J. Pres. Ves. Pip. 2006, 83, 625–634. [Google Scholar] [CrossRef]
- Dobes, F.; Milicka, K. On the Monkman-Grant relation for small punch test data. Mater. Sci. Eng. A 2002, 336, 245–248. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Small Punch Creep Test (566 °C) | Uniaxial Creep Test (566 °C) | ||
|---|---|---|---|
| Load (N) | Minimum Creep Strain Rate | Stress | Minmum Creep Strain Rate |
| 430 | 1.40 × 10−5 | 135 | 8.96 × 10−7 |
| 530 | 2.91 × 10−5 | 150 | 1.77 × 10−6 |
| 630 | 7.95 × 10−5 | 180 | 1.50 × 10−5 |
| 16Mo3 Small Punch Creep Test (575 °C) 848 K | 16Mo3 Uniaxial Creep Test (575 °C) 848 K | ||
|---|---|---|---|
| Load (N) | Time to Fracture | Stress | Time to Fracture |
| 300 | 1978.6 | 160 | 270.0 |
| 360 | 327.8 | 190 | 178.4 |
| 400 | 299.1 | 210 | 160.1 |
| 450 | 146.5 | 240 | 86.8 |
| 480 | 183.6 | 260 | 70.8 |
| Small Punch Creep Test (550 °C) | Uniaxial Creep Test (550 °C) | ||
|---|---|---|---|
| Load (N) | Minimum Creep Strain Rate | Stress | Creep Strain Rate |
| 370 | 2.14 × 10−4 | 100 | 3.69 × 10−6 |
| 420 | 4.63 × 10−4 | 140 | 3.90 × 10−5 |
| 470 | 8.81 × 10−4 | 160 | 8.34 × 10−5 |
| 570 | 20.3 × 10−4 | 180 | 1.50 × 10−4 |
| Load (N) | Time to Fracture (Tf/h) | Log (tf) | Minimum Creep Strain rate (1/h) | |
|---|---|---|---|---|
| 300 | 1978.6 | 3.296 | 1.15 × 10−7 | −6.941 |
| 330 | 801.0 | 2.904 | 1.37 × 10−7 | −6.863 |
| 360 | 327.8 | 2.516 | 2.85 × 10−7 | −6.544 |
| 400 | 299.1 | 2.476 | 4.23 × 10−7 | −6.374 |
| 400 | 355.5 | 2.551 | 2.85 × 10−7 | −6.545 |
| 450 | 146.5 | 2.166 | 5.33 × 10−7 | −6.273 |
| 480 | 183.6 | 2.264 | 3.90 × 10−7 | −6.409 |
| Load (N) | Predicted Life (h) | Experiment Life (h) | Error (%) | Absolute Error (%) |
|---|---|---|---|---|
| 300 | 1422.5 | 1978.6 | 28.1% | 28.1% |
| 330 | 1090.6 | 801.0 | 36.1% | 36.1% |
| 360 | 368.0 | 327.8 | −12.2% | 12.2% |
| 400 | 206.2 | 299.1 | 31.1% | 31.1% |
| 400 | 369.2 | 355.5 | −3.9% | 3.9% |
| 450 | 146.2 | 146.5 | 0.2% | 0.2% |
| 480 | 232.3 | 183.6 | −26.5% | 26.5% |
| Load (N) | Predicted Life (h) | Experiment Life (h) | Error (%) | Absolute Error (%) |
|---|---|---|---|---|
| 300 | 1523.2 | 1978.6 | 23.0% | 23.0% |
| 330 | 964.0 | 801.0 | −20.4% | 20.4% |
| 360 | 610.2 | 327.8 | −86.1% | 86.1% |
| 400 | 331.6 | 299.1 | −10.9% | 10.9% |
| 400 | 331.6 | 355.5 | 6.7% | 6.7% |
| 450 | 154.7 | 146.5 | −5.6% | 5.6% |
| 480 | 97.9 | 183.6 | 46.7% | 46.7% |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wen, C.; Xu, T.; Guan, K. Correlation Factor Study of Small Punch Creep Test and Its Life Prediction. Materials 2016, 9, 796. https://doi.org/10.3390/ma9100796
Wen C, Xu T, Guan K. Correlation Factor Study of Small Punch Creep Test and Its Life Prediction. Materials. 2016; 9(10):796. https://doi.org/10.3390/ma9100796
Chicago/Turabian StyleWen, Cheng, Tong Xu, and Kaishu Guan. 2016. "Correlation Factor Study of Small Punch Creep Test and Its Life Prediction" Materials 9, no. 10: 796. https://doi.org/10.3390/ma9100796
APA StyleWen, C., Xu, T., & Guan, K. (2016). Correlation Factor Study of Small Punch Creep Test and Its Life Prediction. Materials, 9(10), 796. https://doi.org/10.3390/ma9100796