
Particleboards from Recycled Thermally Modified Wood




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
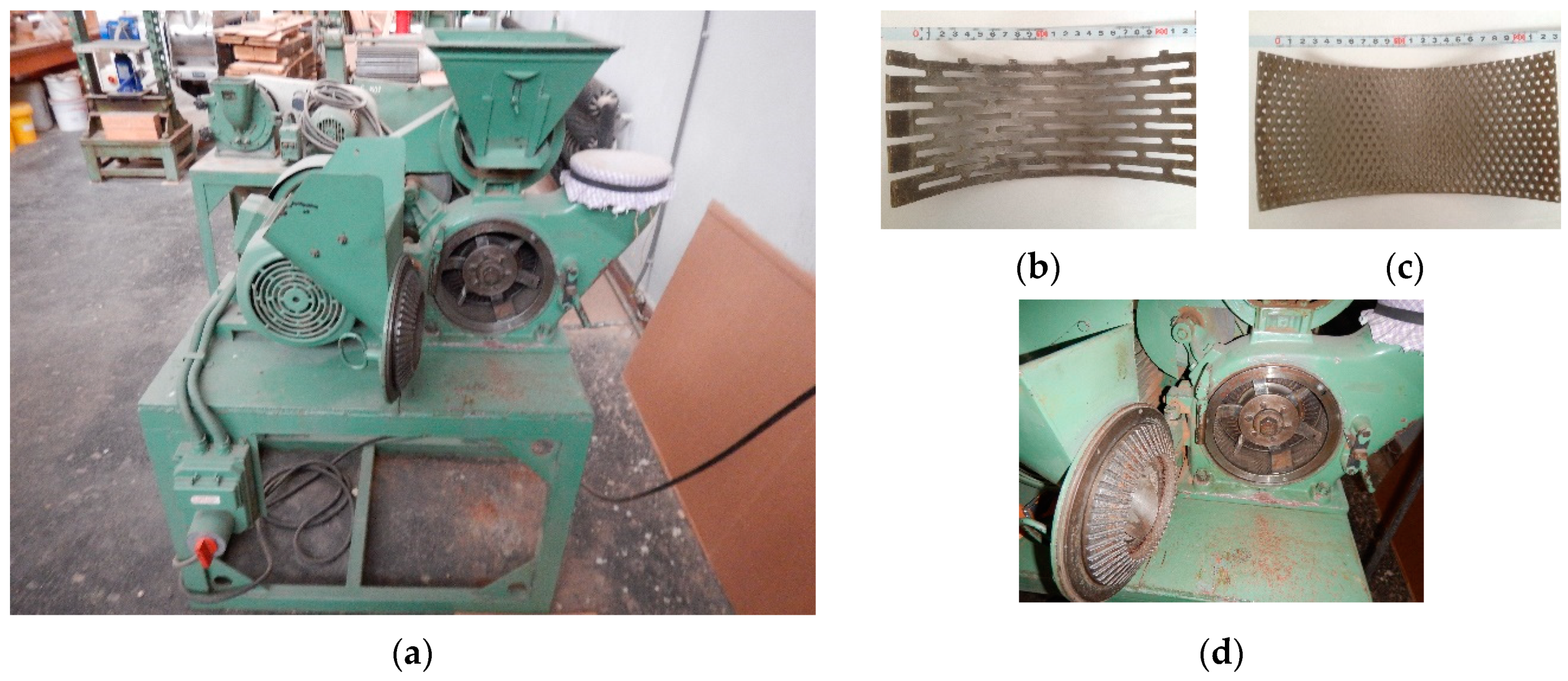
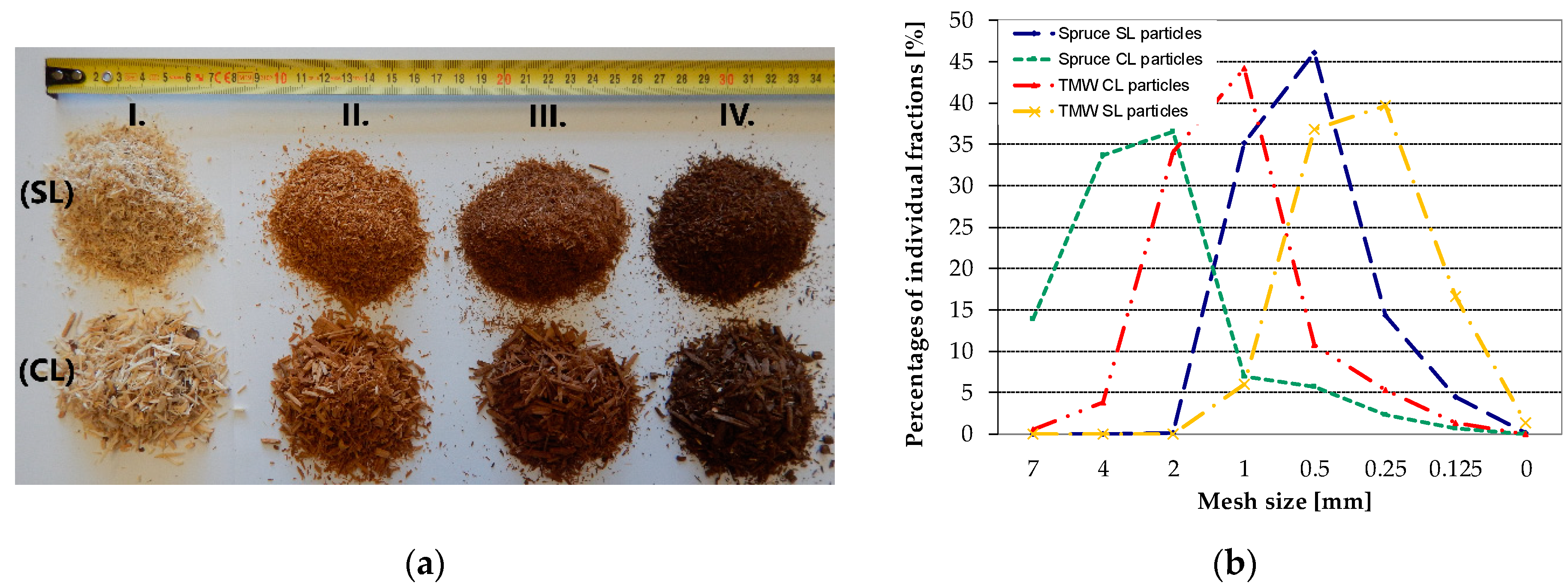
2.1.1. Wood Particles
2.1.2. Resin and Additives
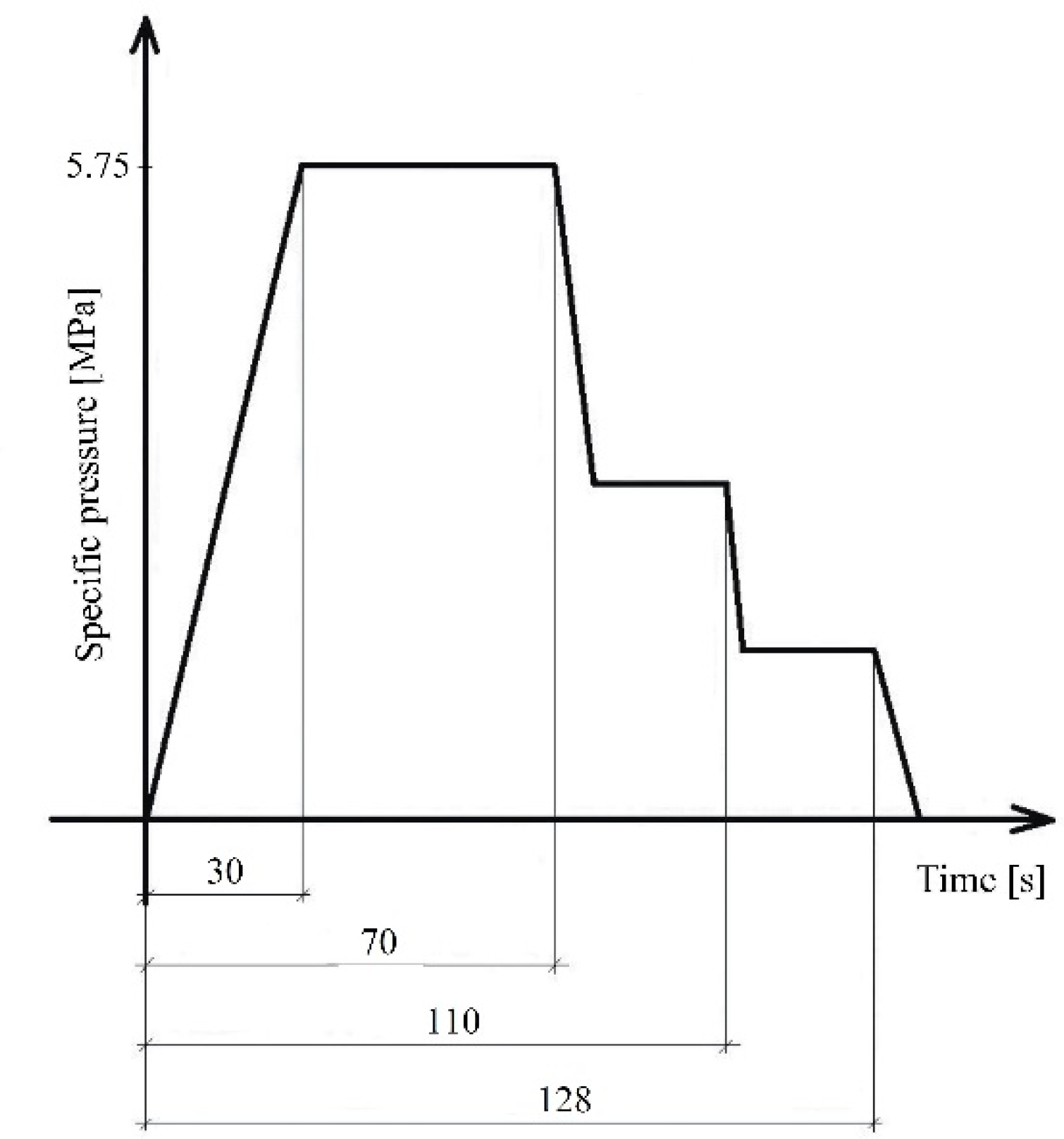
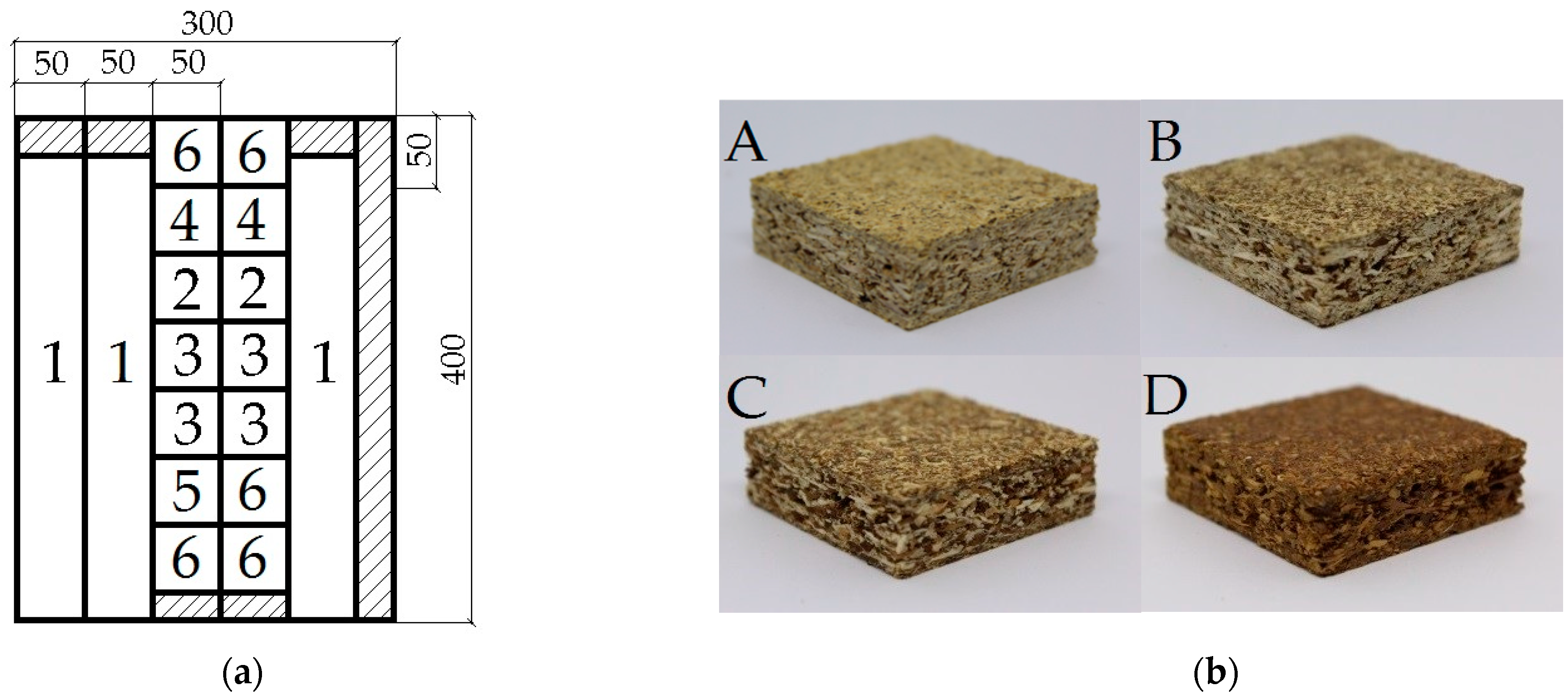
2.2. Particleboard Preparation
2.3. Physical and Mechanical Properties of PBs
2.4. Decay Resistance of PBs
2.5. Mould Resistance of PBs
2.6. Statistical Analyses
3. Results and Discussion
3.1. Physical and Mechanical Properties of PBs
3.2. Biological Resistance of PBs
- –
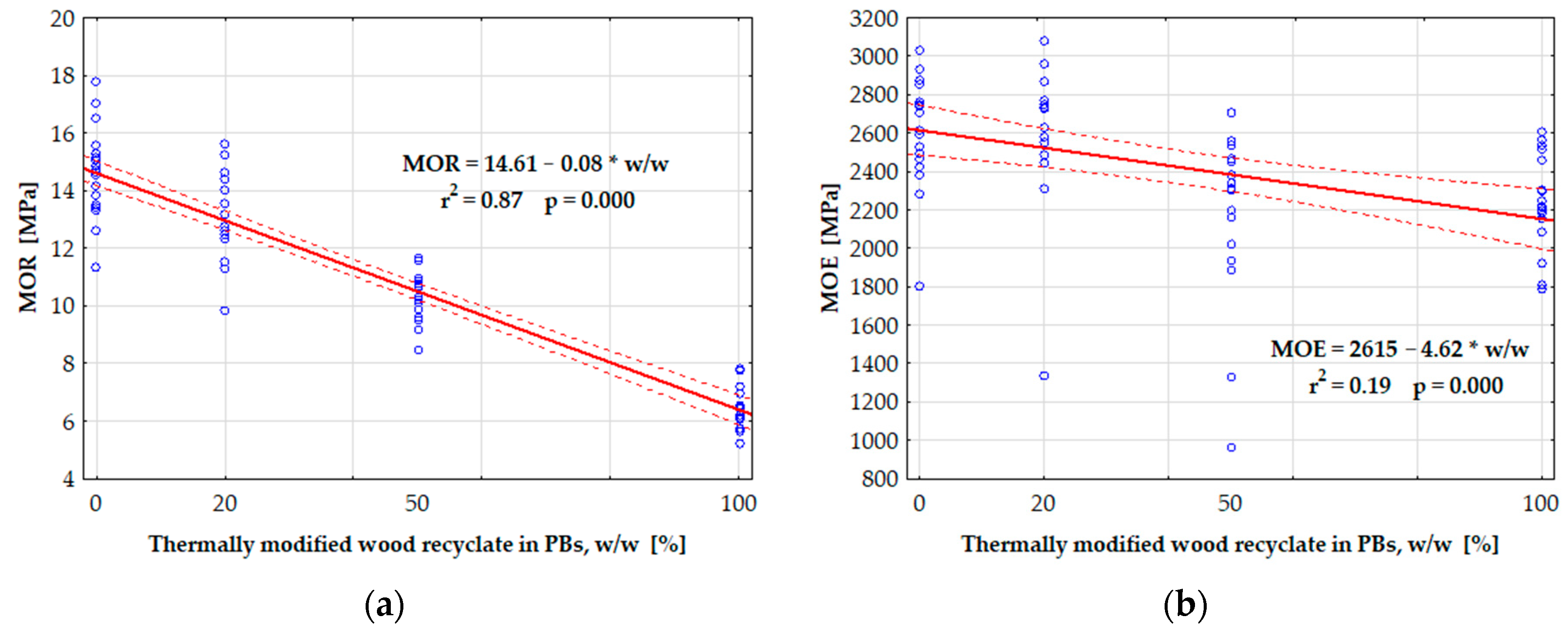
- An apparently higher compressive strength parallel with grains of three TMWs (in average 72.1 MPa), compared to less dense spruce wood (42.3 MPa), did not ultimately result in higher MOR of PBs based on TMW particles, but in the opposite effect (Table 3, Figure 8a). It can be attributed to a higher hydrophobicity of TMW particles having a lower polar component of surface free energy [69] with a negative impact on the strength of adhesive joints created between wood elements and polar adhesives [70], including particles in PBs jointed with the polar UF resin.
- –
- FTIR analysis (Table 1) showed that the mixture of three used TMWs, comparing to spruce wood particles, had in accordance with the absorbance peaks an evidently higher portion of lignin determined at 1600 cm−1 (1.77:0.75) and unconjugated –C=O groups determined at 1730 cm−1 (2.22:1.09), but on the contrary, a lower portion of guaiacyl lignin determined at 1274 cm−1 (0.30:1.64) and conjugated –C=C-C=O groups determined at 1653 cm−1 (0.06:0.17). Differences in the lignin portion and composition can be attributed: (1) to different wood species (pine/beech/ash TMWs vs. spruce wood) used in the experiment (e.g., generally is known that spruce and other coniferous contain mainly quaiacyl lignin); (2) to creation of new carbonyl and carboxyl groups due to oxidation of wood components in the presence of oxygen at preparation of TMWs; (3) to thermal degradation of hemicelluloses and condensation reactions in TMWs with an indirect increase of lignin and condensed substances similar to natural lignin [71,72].
4. Conclusions
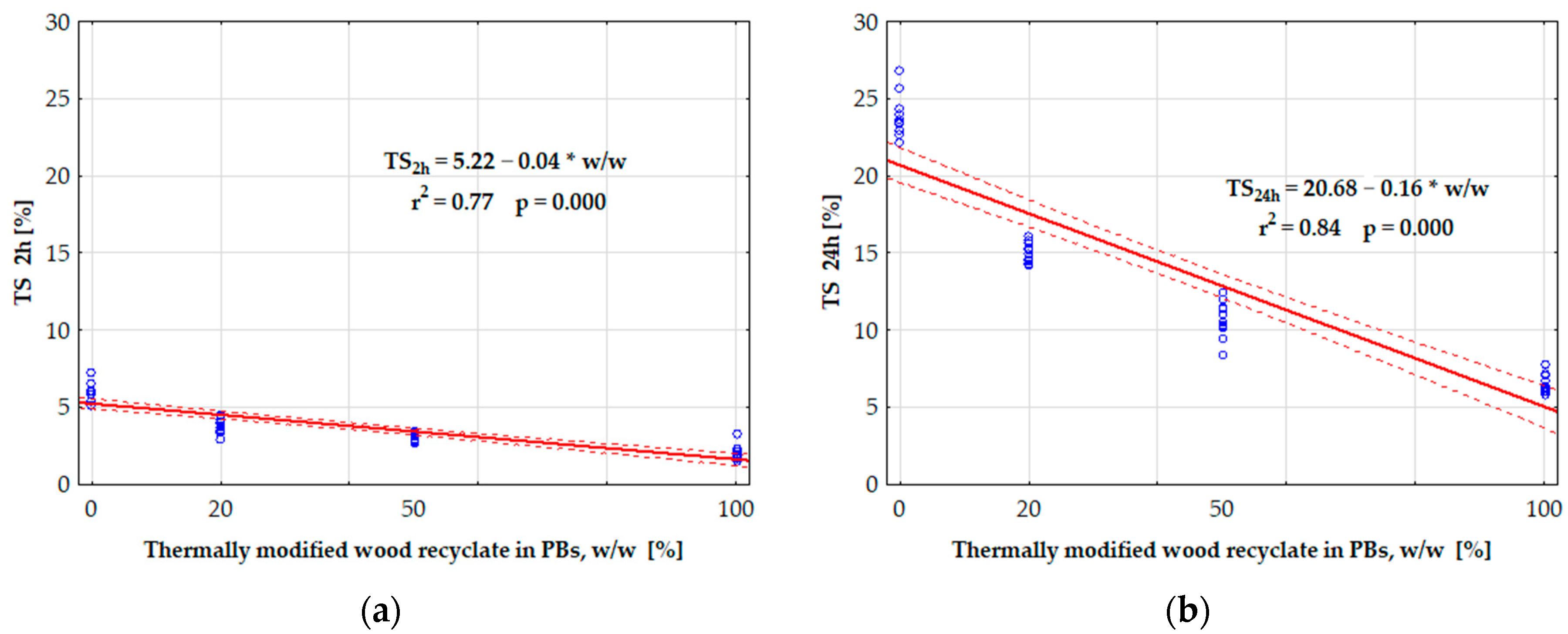
- The moisture properties of PBs significantly improved with a higher number of hydrophobic TMW particles in their surface and core layers, e.g., after 24 h the thickness swelling (TS) reduced from 23.7% up to 6.58% and the water absorption (WA) from 68.2% up to 24.6%.
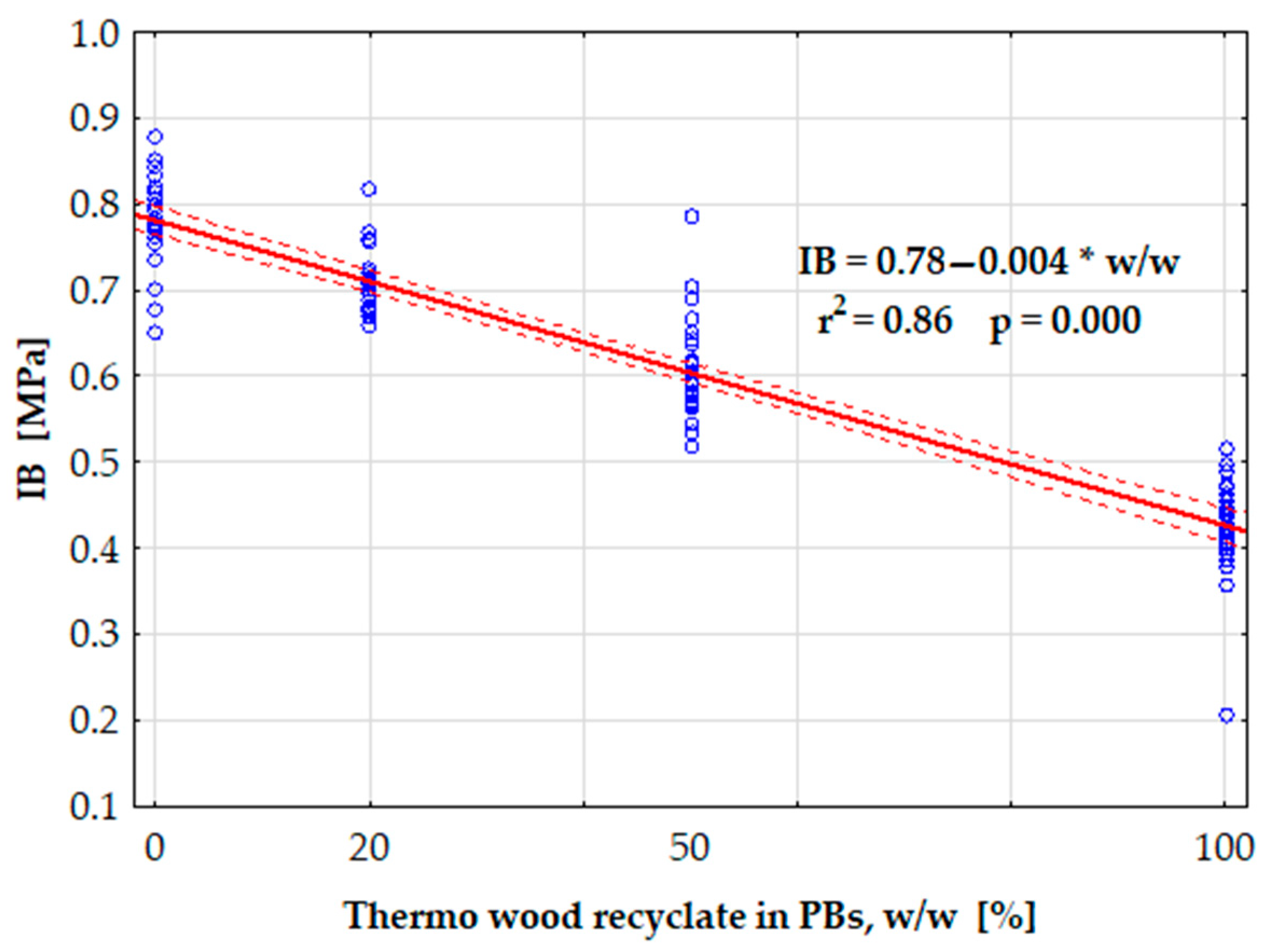
- TMW particles had a negative effect on the all mechanical properties of PBs—the most on the modulus of rupture (MOR) in bending with worsening from 14.6 MPa up to 6.5 MPa and the internal bond (IB) with a decrease from 0.78 MPa up to 0.42 MPa, while drop of the modulus of elasticity (MOE) in bending was milder from 2611 MPa maximally to 2189 MPa.
- The biological resistance of PBs to the brown-rot fungus Serpula lacrymans significantly increased (maximally about 45%) with a higher portion of more durable TMW particles in their surface and core layers. On the contrary, the presence of TMW particles in PBs had not an evidently positive effect on their mould resistance.
- Generally, adding the recycled TMW particles to produced PBs can be important in terms of increase in their decay and water resistance—required in practice for products exposed to humid environments—but at the same time, worsening of their mechanical properties should be taken into account.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Deppe, H.J.; Ernst, K. Taschenbuch der Spanplattentechnik, 4th ed.; DRW-Verlag: Leinfelden-Echterdingen, Germany, 2000; 552p. [Google Scholar]
- Hill, C.A.S. Wood Modification—Chemical, Thermal and Other Processes; John Wiley & Sons: Chichester, UK, 2006; 260p. [Google Scholar]
- Jones, D.; Sandberg, D. A review of wood modification globally—Updated findings from COST FP1407. Interdiscip. Perspect. Built Environ. 2020, 1, 1. [Google Scholar] [CrossRef]
- Borysiuk, P.; Chrzanowski, Ł.; Auriga, R.; Boruszewski, P. Thermally modified wood as raw material for particleboard production. Chip Chipless Woodwork. Process. 2016, 10, 241–245. [Google Scholar]
- ThermoWood Handbook; International Thermowood Association: Helsinki, Finland, 2003; Available online: www.thermowood.fi (accessed on 4 October 2021).
- Niemz, P.; Hofmann, T.; Rétfalvi, T. Investigation of chemical changes in the structure of thermally modified wood. Maderas-Cienc. Tecnol. 2010, 12, 69–78. [Google Scholar] [CrossRef] [Green Version]
- Sandberg, D.; Kutnar, A.; Karlsson, O.; Jones, D. Wood Modification Technologies—Principles, Sustainability, and the Need for Innovation; Taylor & Francis Group, LLC.: Oxon, UK, 2021; 431p. [Google Scholar]
- Sivrikaya, H.; Can, A.; de Troya, T.; Conde, M. Comparative biological resistance of differently thermal modified wood species against decay fungi, Reticulitermes grassei and Hylotrupes bajulus. Maderas-Cienc. Tecnol. 2015, 17, 559–570. [Google Scholar] [CrossRef] [Green Version]
- Yildiz, S.; Gezer, E.D.; Yildiz, U.C. 2006: Mechanical and chemical behavior of spruce wood modified by heat. Build. Environ. 2006, 41, 1762–1766. [Google Scholar] [CrossRef]
- Sandberg, D.; Kutnar, A.; Mantanis, G. Wood modification technologies—A review. Iforest-Biogeosci. For. 2017, 10, 895–908. [Google Scholar] [CrossRef] [Green Version]
- Ali, M.R.; Abdullah, U.H.; Ashaari, Z.; Hamid, N.H.; Hua, L.S. Hydrothermal modification of wood: A Review. Polymers 2021, 13, 2612. [Google Scholar] [CrossRef]
- Hill, C.; Altgen, M.; Rautkari, L. Thermal modification of wood—A review: Chemical changes and hygroscopicity. J. Mater. Sci. 2021, 56, 6581–6614. [Google Scholar] [CrossRef]
- Hill, C.; Hughes, M.; Gudsell, D. Environmental impact of wood modification. Coatings 2021, 11, 366. [Google Scholar] [CrossRef]
- Spear, M.J.; Curling, S.F.; Dimitriou, A.; Ormondroyd, G.A. Review of functional treatments for modified wood. Coatings 2021, 11, 327. [Google Scholar] [CrossRef]
- Pelaez-Samaniego, M.R.; Yadama, V.; Lowell, E.; Espinoza-Herrera, R. A review of wood thermal pretreatments to improve wood composite properties. Wood Sci. Technol. 2013, 47, 1285–1319. [Google Scholar] [CrossRef]
- Militz, H.; Altgen, M. Processes and properties of thermally modified wood manufactured in Europe. Deterior. Prot. Sustain. Biomater. 2014, 16, 269–285. [Google Scholar] [CrossRef]
- Jones, D.; Sandberg, D.; Goli, G.; Todaro, L. Wood Modification in Europe: A State-of-the-Art about Processes, Products and Applications; Firenze University Press: Firenze, Italy, 2019; 123p. [Google Scholar] [CrossRef]
- Ninane, M.; Pollet, C.; Hébert, J.; Jourez, B. Physical, mechanical, and decay resistance properties of heat-treated wood by Besson® process of three European hardwood species. Biotechnol. Agron. Soc. Environ. 2021, 25, 129–139, Available online: https://popups.uliege.be/1780-4507/index.php?id=19050. (accessed on 28 September 2021). [Google Scholar] [CrossRef]
- Borysiuk, P.; Mamiński, M.; Grześkiewicz, M.; Parzuchowski, P.; Mazurek, A. Thermally modified wood as raw material for particleboard manufacture. In Proceedings of the 3rd European Conference on Wood Modification, Cardiff, UK, 15–16 October 2007; pp. 227–230. [Google Scholar]
- FAOSTAT. Food and Agriculture Organization of the United Nations. Forestry Production and Trade. 2021. Available online: http://www.fao.org/faostat/en/#data/FO (accessed on 12 August 2021).
- Hsu, W.E. Method of Making Dimensionally Stable Composite Board and Composite Board Produced by Such Method. Canadian Patent No. 1215510, 23 December 1986. [Google Scholar]
- Hsu, W.E.; Schwald, W.; Shields, J.A. Chemical and physical changes required for producing dimensionally stable wood based composites. Part 1: Steam pretreatment. Wood Sci. Tehnol. 1988, 22, 281–289. [Google Scholar] [CrossRef]
- Sekino, N.; Inoue, M.K.; Irle, M.; Adcock, T.E. The Mechanisms behind the improved dimensional stability of particleboards made from steam-pretreated particles. Holzforschung 1999, 53, 435–440. [Google Scholar] [CrossRef]
- Ohlmeyer, M.; Lukowsky, D. Wood-based panels produced from thermal-treated materials: Properties and perspectives. In Woodframe Housing Durability and Disaster Issues, Proceedings of the Woodframe Housing Durability and Disaster Issues Conference, Las Vegas, NV, USA, 4–6 October 2004; Forest Products Society: Madison, WI, USA, 2005; pp. 127–131. [Google Scholar]
- Boonstra, M.J.; Pizzi, A.; Zomers, F.; Ohlmeyer, F.; Paul, W. The effects of a two stage heat treatment process on the properties of particleboard. Holz Als Roh-und Werkst. 2006, 64, 157–164. [Google Scholar] [CrossRef]
- Zheng, Y.; Pan, Z.; Zhang, R.; Jenkins, B.M.; Blunk, S. Properties of medium-density particleboard from saline Athel wood. Ind. Crop. Prod. 2006, 23, 318–326. [Google Scholar] [CrossRef]
- Boonstra, M.J. A Two-Stage Thermal Modification of Wood. Ph.D. Dissertation, Ghent University, Ghent, Belgium, Universite Henry Poincare, Nancy, France, 2008; 297p. [Google Scholar]
- Melo, R.R.; Muhl, M.; Stangerlin, D.M.; Alfanas, R.F.; Junior, F.R. Properties of particleboards submitted to heat treatments. Ciênc. Florest. 2018, 28, 776–783. [Google Scholar] [CrossRef] [Green Version]
- Paul, W.; Ohlmeyer, M.; Leithoff, H.; Boonstra, M.J.; Pizzi, A. Optimising the properties of OSB by a one-step heat pre-treatment process. Holz Als Roh-und Werkst. 2006, 64, 227–234. [Google Scholar] [CrossRef]
- Paul, W.; Ohlmeyer, M.; Leithoff, H. Thermal modification of OSB-strands by a one-step heat pretreatment—Influence of temperature on weight loss, hygroscopicity and improved fungal resistance. Holz Als Roh-und Werkst. 2007, 65, 57–63. [Google Scholar] [CrossRef]
- Paredes, J.J.; Jara, R.; Shaler, S.M.; van Heiningen, A. Influence of hot water extraction on the physical and mechanical behavior of OSB. Forest Prod. J. 2008, 58, 56–62. [Google Scholar]
- Taylor, A.; Hosseinaei, O.; Wang, S. Mold Susceptibility of Oriented Strandboard Made with Extractedflakes; (IRG/WP 08-40402); International Research Group on Wood Protection: Stockholm, Sweden, 2008. [Google Scholar]
- Howell, C.; Paredes, J.J.; Jellison, J. Decay resistance properties of hot water extracted oriented strandboard. Wood Fiber Sci. 2009, 41, 201–208. [Google Scholar]
- Paredes, J.J. The Influence of Hot Water Extraction on Physical and Mechanical Properties of OSB. Ph.D. Dissertation, The University of Maine, Orono, ME, USA, 2009. [Google Scholar]
- Paredes, J.J.; Shaler, S.M.; Edgar, R.; Cole, B. Selected volatile organic compound emissions and performance of oriented strandboard from extracted southern pine. Wood Fiber Sci. 2010, 42, 429–438. [Google Scholar]
- Mendes, R.F.; Junior, G.B.; Almeida, N.F.; Surdi, P.G.; Barbeiro, I.N. Effect of thermal treatment on properties of OSB panels. Wood Sci. Technol. 2013, 47, 243–256. [Google Scholar] [CrossRef]
- Direske, M.; Bonigut, J.; Wenderdel, C.; Scheiding, W.; Krug, D. Effects of MDI content on properties of thermally treated oriented strand board (OSB). Eur. J. Wood Prod. 2018, 76, 823–831. [Google Scholar] [CrossRef]
- Iždinský, J.; Vidholdová, Z.; Reinprecht, L. Particleboards from recycled wood. Forests 2020, 11, 1166. [Google Scholar] [CrossRef]
- EN 323. Wood-Based Panels—Determination of Density; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- EN 322. Wood-Based Panels—Determination of Moisture Content; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- EN 317. Particleboards and Fibreboards—Determination of Swelling in Thickness after Immersion in Water; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- STN 490164. Particle Boards—Determination of Water Absorption; Slovak Office of Standards, Metrology and Testing: Bratislava, Slovak, 1980. [Google Scholar]
- EN 310. Wood-Based Panels—Determination of Modulus of Elasticity in Bending and of Bending Strength; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- EN 319. Particleboards and Fibreboards—Determination of Tensile Strength Perpendicular to the Plane of the Board; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- EN 312. Particleboards—Specifications; European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]
- ENV 12038. Durability of Wood and Wood-Based Products—Wood-Based Panels—Method of Test for Determining the Resistance against Wood-Destroying Basidiomycetes; European Committee for Standardization: Brussels, Belgium, 2002. [Google Scholar]
- EN 15457. Paints and Varnishes—Laboratory Method for Testing the Efficacy of Film Preservatives in a Coating against Fungi; European Committee for Standardization: Brussels, Belgium, 2007. [Google Scholar]
- Majka, J.; Roszyk, E. Swelling restraint of thermally modified ash wood perpendicular to the grain. Eur. J. Wood Wood Prod. 2018, 76, 1129–1136. [Google Scholar] [CrossRef] [Green Version]
- Cai, C.; Javed, M.A.; Komulainen, S.; Telkki, V.; Haapala, A.; Heräjärvi, H. Effect of natural weathering on water absorption and pore size distribution in thermally modified wood determined by nuclear magnetic resonance. Cellulose 2020, 27, 4235–4247. [Google Scholar] [CrossRef] [Green Version]
- Altgen, D.; Altgen, M.; Kyyrö, S.; Rautkari, L.; Mai, C. Time-dependent wettability changes on plasma-treated surfaces of unmodified and thermally modified European beech wood. Eur. J. Wood Wood Prod. 2020, 78, 417–420. [Google Scholar] [CrossRef] [Green Version]
- Boruszewski, P.; Borysiuk, P.; Mamiński, M.Ł.; Grześkiewicz, M. Gluability of thermally modified beech (Fagus silvatica L.) and birch (Betula pubescens Ehrh.) wood. Wood Mater. Sci. Eng. 2011, 6, 185–189. [Google Scholar] [CrossRef]
- Patsch, R.; Frömel-Frybort, S.; Stanzl-Tschegg, S.E. The influence of the recycled wood proportion in particle boards to the tool life of milling tools. Wood Mater. Sci. Eng. 2020. [Google Scholar] [CrossRef]
- Reinprecht, L.; Iždinský, J.; Vidholdová, Z. Biological resistance and application properties of particleboards containing nano-zinc oxide. Adv. Mater. Sci. Eng. 2018, 2018, 2680121. [Google Scholar] [CrossRef] [Green Version]
- Spear, M.J. Preservation, protection and modification of wood composites. Wood Compos. 2015, 253–310. [Google Scholar]
- Reinprecht, L. Wood Deterioration, Protection and Maintenance; John Wiley & Sons, Ltd.: Chichester, UK, 2016; 357p. [Google Scholar]
- Kamdem, D.P.; Pizzi, A.; Jermannaud, A. Durability of heat-treated wood. Holz Als Roh-und Werkst. 2002, 60, 1–6. [Google Scholar] [CrossRef]
- Rapp, A.O.; Brischke, C.; Welzbacher, C.R.; Jazayeri, L. Increased resistance of thermally modified Norway spruce timber (TMT) against brown rot decay by Oligoporus placenta—Study on the mode of protective action. Wood Res. 2008, 53, 13–25. [Google Scholar]
- Reinprecht, L.; Vidholdová, Z. Mould resistance, water resistance and mechanical properties of OHT-thermowoods. In Proceedings of the Sustainability through New Technologies for Enhanced Wood Durability: Socio-Economic Perspectives of Treated Wood for the Common European Market, Cost Action E37 Final Conference, Bordeaux, France, 29–30 September 2008; Acker, Peek. Ghent University: Ghent, Belgium, 2008; pp. 159–165. [Google Scholar]
- Allegretti, O.; Brunetti, M.; Cuccui, I.; Ferrari, S.; Nocetti, M.; Terziev, N. Thermo-vacuum modification of spruce (Picea abies Karst.) and fir (Abies alba Mill.) wood. BioResources 2012, 7, 3656–3669. [Google Scholar]
- Chaouch, M.; Dumarçay, S.; Pétrissans, A.; Pétrissans, M.; Gérardin, P. Effect of heat treatment intensity on some conferred properties of different European softwood and hardwood species. Wood Sci. Technol. 2013, 47, 663–673. [Google Scholar] [CrossRef]
- Kuka, E.; Cīrule, D.; Kajaks, J.; Janberga, A.; Andersone, I.; Andersons, B. Fungal degradation of wood plastic composites made with thermally modified wood residues. Key Eng. Mater. 2017, 721, 8–12. [Google Scholar] [CrossRef]
- Westin, M.; Larsson-Brelid, P.; Segerholm, B.K.; Oever, M. Wood Plastic Composites from Modified Wood. Part 3. Durability of WPCs with Bioderived Matrix; (IRG/WP 08-40423); International Research Group on Wood Protection: Stockholm, Sweden, 2008. [Google Scholar]
- Barnes, H.M.; Aro, M.D.; Rowlen, A. Decay of thermally modified engineered wood products. For. Prod. J. 2018, 68, 99–104. [Google Scholar]
- Behr, E.A.; Wittrup, B.A. Decay and termite resistance of two species of particleboards. Holzforschung 1969, 23, 166–170. [Google Scholar] [CrossRef]
- EN 113. Wood Preservatives. Test Method for Determining the Protective Effectiveness Against Wood Destroying Basidiomycetes. Determination of the Toxic Values; European Committee for Standardization: Brussels, Belgium, 1996. [Google Scholar]
- Thybring, E.E. The decay resistance of modified wood influenced by moisture exclusion and swelling reduction. Int. Biodeterior Biodegrad. 2013, 82, 87–95. [Google Scholar] [CrossRef]
- Weiland, J.J.; Guyonnet, R. Study of chemical modifications and fungi degradation of thermally modified wood using DRIFT spectroscopy. Holz Als Roh-und Werkst. 2003, 61, 216–220. [Google Scholar] [CrossRef]
- Ringman, R.; Beck, G.; Pilgård, A. The importance of moisture for brown rot degradation of modified wood: A critical discussion. Forests 2019, 10, 522. [Google Scholar] [CrossRef] [Green Version]
- Kúdela, J.; Lagaňa, R.; Andor, T.; Csiha, C. Variations in beech wood surface performance associated with prolonged heat treatment. Acta Fac. Xylol. Zvolen 2020, 62, 5–17. [Google Scholar] [CrossRef]
- Vidholdová, Z.; Ciglian, D.; Reinprecht, L. Bonding of the thermally modified Norway spruce wood with the PUR and PVAc adhesives. Acta Fac. Xylol. Zvolen 2021, 63, 63–73. [Google Scholar] [CrossRef]
- Sikora, A.; Kačík, F.; Gaff, M.; Vondrová, V.; Bubeníková, T.; Kubovský, I. Impact of thermal modification on color and chemical changes of spruce and oak wood. J. Wood Sci. 2018, 64, 406–416. [Google Scholar] [CrossRef]
- Výbohová, E.; Kučerová, V.; Andor, T.; Balážová, Ž.; Veľková, V. The effect of heat treatment on the chemical composition of ash wood. BioResources 2018, 13, 8394–8408. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| FTIR (cm−1) | Spruce-FSL | Pine-TMW | Beech-TMW | Ash-TMW | Average-TMWs |
|---|---|---|---|---|---|
| 1274 | 1.64 | 0.33 | 0.25 | 0.31 | 0.30 |
| 1334 | 0.15 | 0.16 | 0.13 | 0.19 | 0.16 |
| 1372 | 1.11 | 1.10 | 1.35 | 1.31 | 1.25 |
| 1430 | 1.06 | 0.97 | 1.31 | 1.54 | 1.27 |
| 1510 | 2.42 | 2.28 | 1.92 | 3.00 | 2.40 |
| 1600 | 0.75 | 1.09 | 1.91 | 2.31 | 1.77 |
| 1653 | 0.17 | 0.06 | 0.08 | 0.05 | 0.06 |
| 1730 | 1.09 | 1.30 | 2.91 | 2.46 | 2.22 |
| 2900 | 1.60 | 1.61 | 1.46 | 1.64 | 1.57 |
| TCI = 1372/2900 | 0.69 | 0.68 | 0.92 | 0.80 | 0.80 |
| LOI = 1430/898 | 1.06 | 0.97 | 1.31 | 1.54 | 1.27 |
| Variant of PB | Thermally Modified Wood Amount in PB, w/w (%) | Number of Produced Boards | Board Type |
|---|---|---|---|
| PB-C: | |||
| 100% particles of spruce wood | 0 | 6 | C |
| PB-TMW: | |||
| 20%, 50% or 100% particles from | 20 | 6 | TMW-20 |
| mixture of thermally modified woods (TMWs), | 50 | 6 | TMW-50 |
| combined with 80%, 50% or 0% | 100 | 6 | TMW-100 |
| particles of spruce wood |
| Property of PB | Thermally Modified Wood (TMW) in PB w/w (%) | ||||
|---|---|---|---|---|---|
| 0 | 20 | 50 | 100 | ||
| Density | (kg·m−3) | 654 (15.7) | 659 (23.6) | 657 (21.7) | 653 (23.6) |
| Thickness swelling (TS) after 2 h | (%) | 6.01 (0.53) | 3.78 (0.47) | 3.00 (0.27) | 1.97 (0.45) |
| Thickness swelling (TS) after 24 h | (%) | 23.73 (1.38) | 15.06 (0.61) | 10.73 (1.12) | 6.58 (0.59) |
| Water absorption (WA) after 2 h | (%) | 27.40 (2.04) | 16.34 (0.91) | 12.16 (0.81) | 6.38 (0.42) |
| Water absorption (WA) after 24 h | (%) | 68.18 (2.31) | 45.28 (2.04) | 37.32 (1.51) | 24.55 (2.24) |
| Internal bond (IB) | (MPa) | 0.78 (0.05) | 0.71 (0.04) | 0.61 (0.06) | 0.42 (0.06) |
| Modulus of rupture (MOR) | (MPa) | 14.6 (1.56) | 13.1 (1.45) | 10.3 (0.96) | 6.5 (0.74) |
| Modulus of elasticity (MOE) | (MPa) | 2611 (285) | 2649 (390) | 2189 (443) | 2225 (253) |
| Biological Resistance of PB | Thermally Modified Wood (TMW) in PB w/w (%) | |||
|---|---|---|---|---|
| 0 | 20 | 50 | 100 | |
| Decay attack by S. lacrymans | ||||
| Δm (%) | 13.20 (0.48) | 8.42 (0.99) | 8.27 (0.72) | 7.26 (0.18) |
| w (%) | 87.3 (7.2) | 70.1 (5.3) | 69.4 (5.2) | 68.7 (2.8) |
| Attack by mixture of moulds MGA (0–4) | ||||
| 7th day | 1.33 | 1.00 | 1.00 | 0.67 |
| 14th day | 2.33 | 2.00 | 2.00 | 2.00 |
| 21st day | 3.00 | 3.00 | 3.00 | 3.00 |
| 28th day | 4.00 | 4.00 | 4.00 | 4.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Iždinský, J.; Vidholdová, Z.; Reinprecht, L. Particleboards from Recycled Thermally Modified Wood. Forests 2021, 12, 1462. https://doi.org/10.3390/f12111462
Iždinský J, Vidholdová Z, Reinprecht L. Particleboards from Recycled Thermally Modified Wood. Forests. 2021; 12(11):1462. https://doi.org/10.3390/f12111462
Chicago/Turabian StyleIždinský, Ján, Zuzana Vidholdová, and Ladislav Reinprecht. 2021. "Particleboards from Recycled Thermally Modified Wood" Forests 12, no. 11: 1462. https://doi.org/10.3390/f12111462
APA StyleIždinský, J., Vidholdová, Z., & Reinprecht, L. (2021). Particleboards from Recycled Thermally Modified Wood. Forests, 12(11), 1462. https://doi.org/10.3390/f12111462