
Flame Resistance and Bonding Performance of Plywood Fabricated by Guanidine Phosphate-Impregnated Veneers


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.3. Characterization and Measurements
3. Results and Discussion
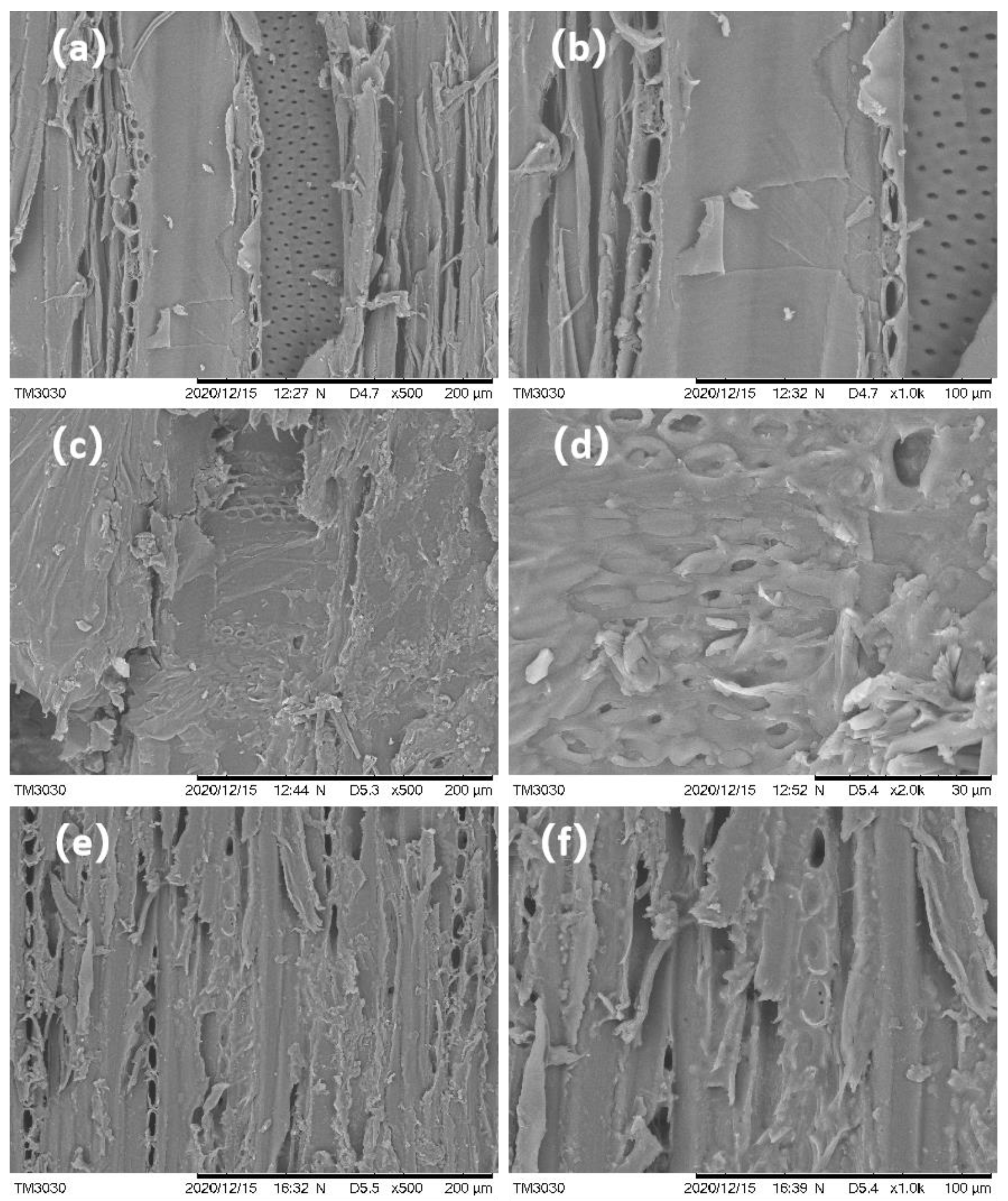
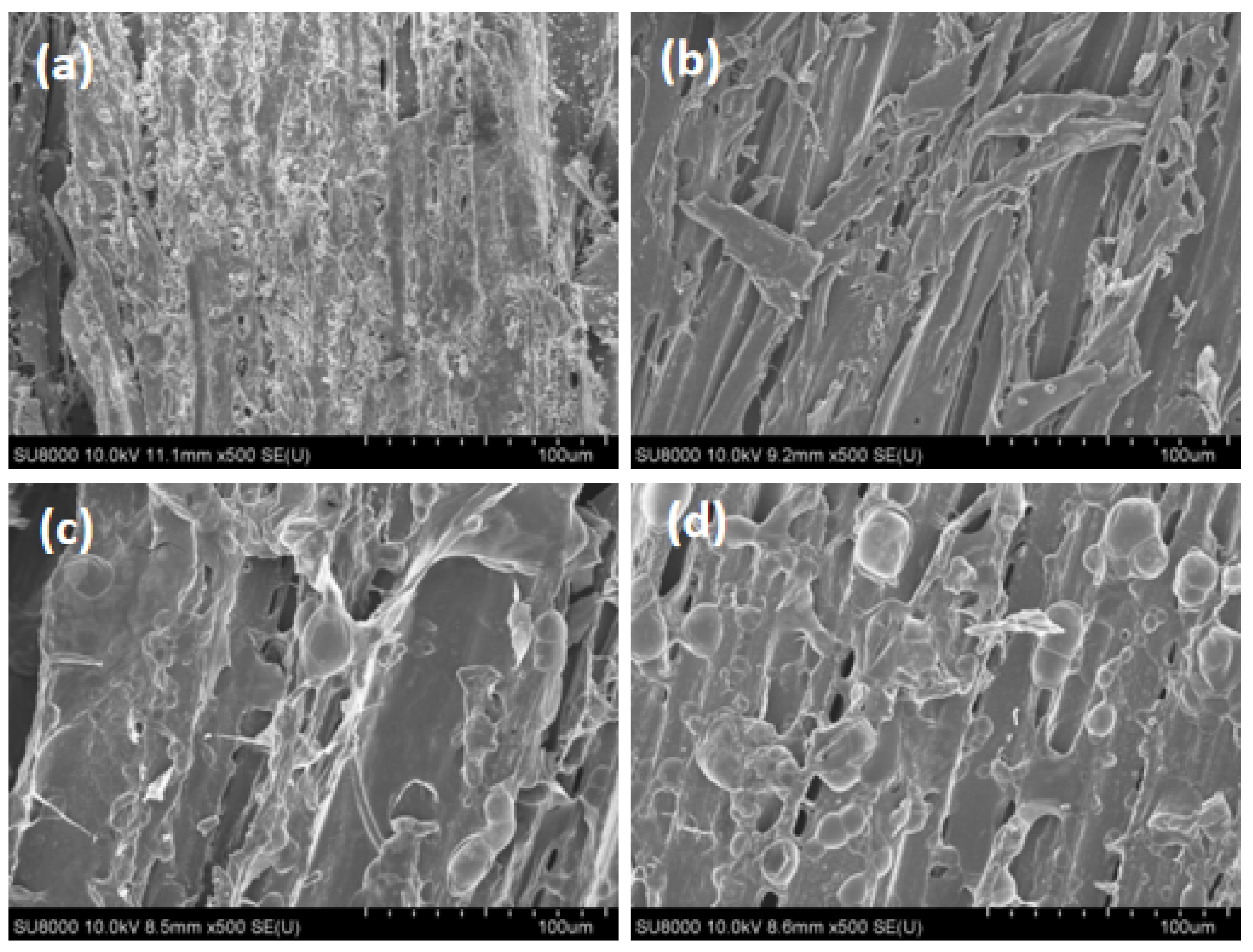
3.1. Morphology Characterization of Impregnated Wood Veneer
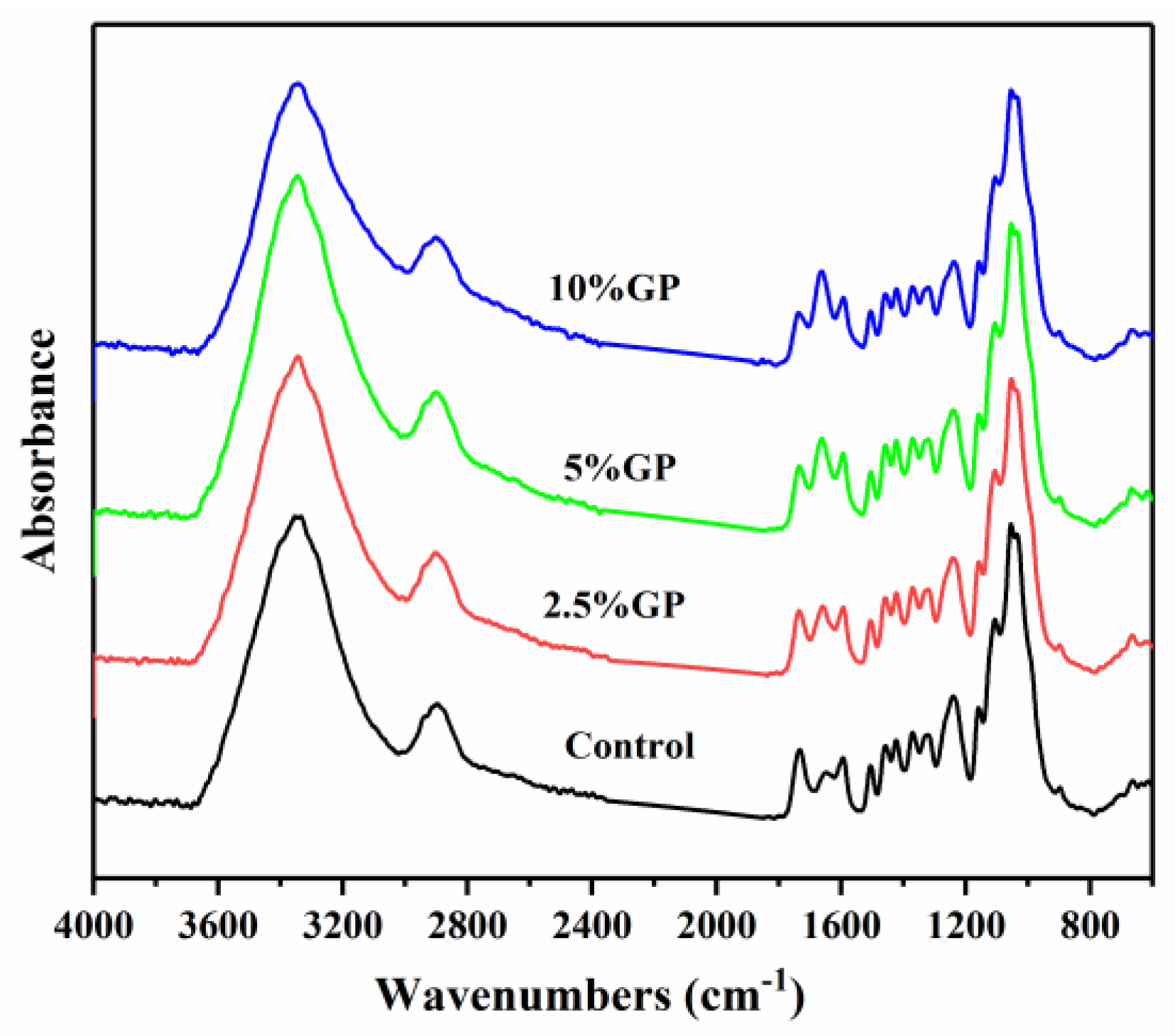
3.2. FT-IR Analysis
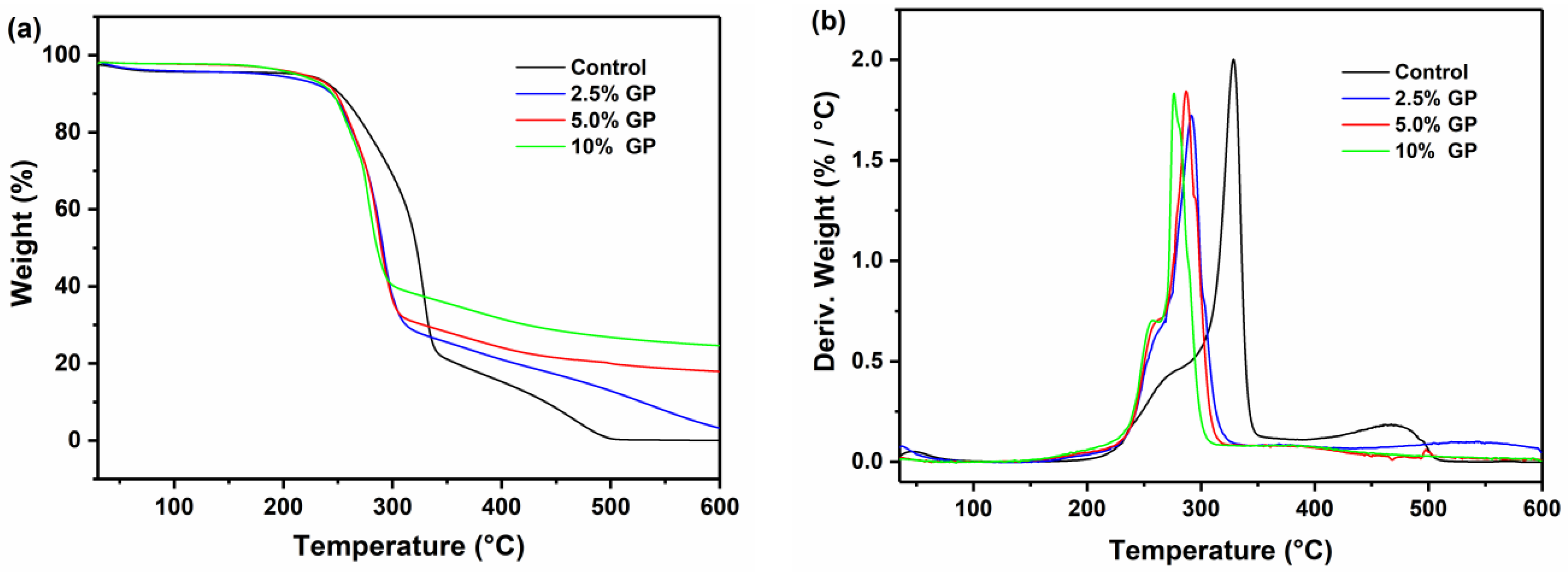
3.3. TG Analysis
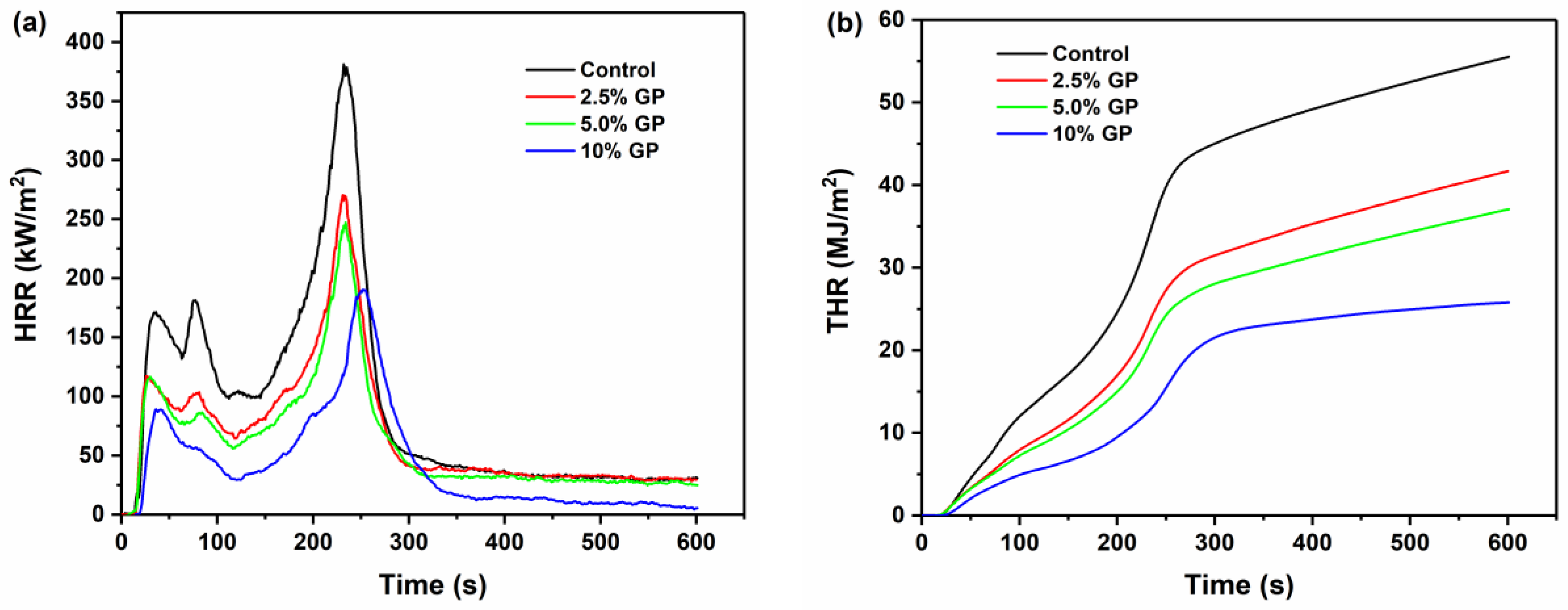
3.4. Combustion Properties Analysis
3.5. Flame-Retardant Mechanism Analysis
3.5.1. Residual Carbon Characterization
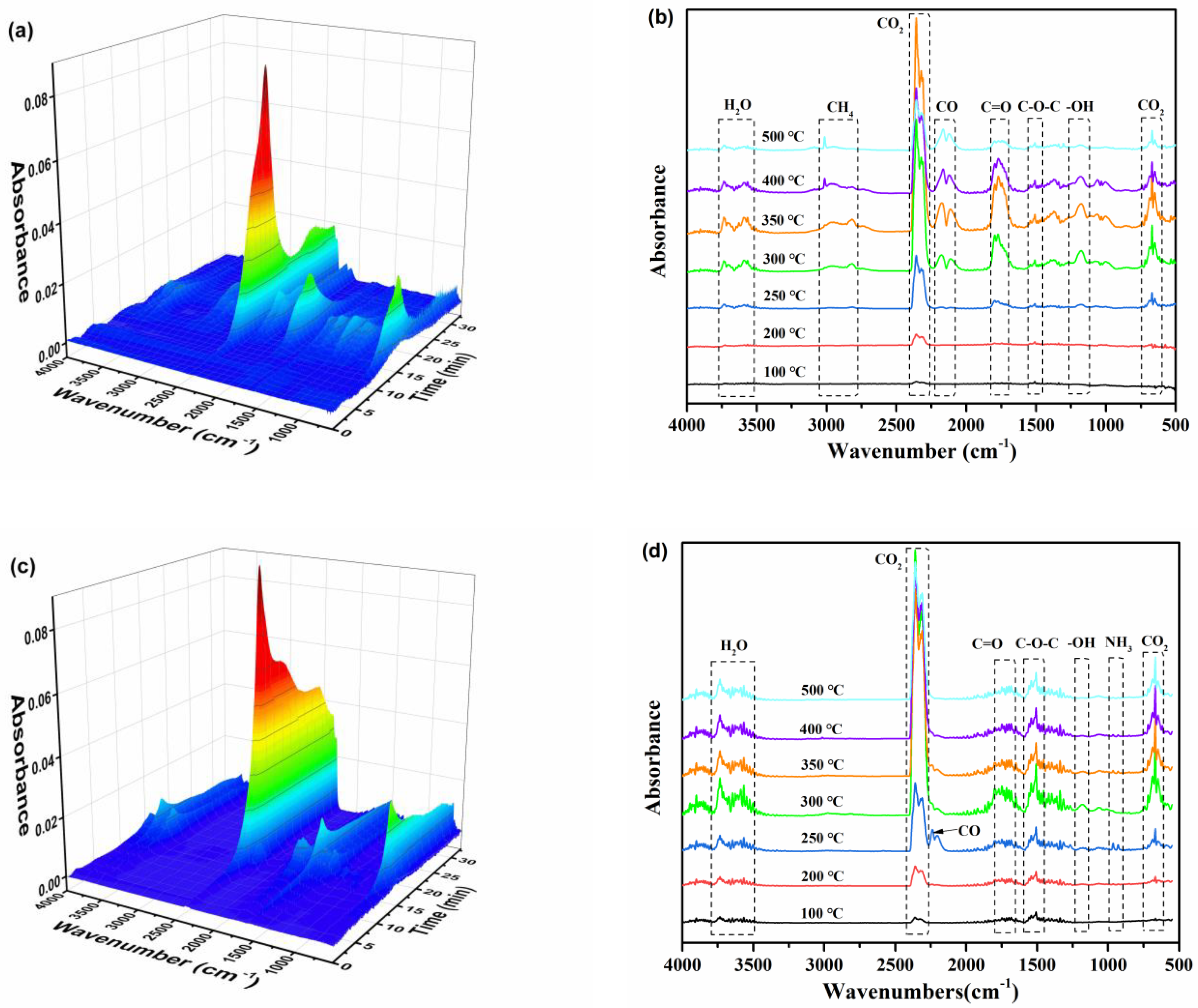
3.5.2. TG-IR Analysis
3.6. Water Resistance of GP-Modified Wood
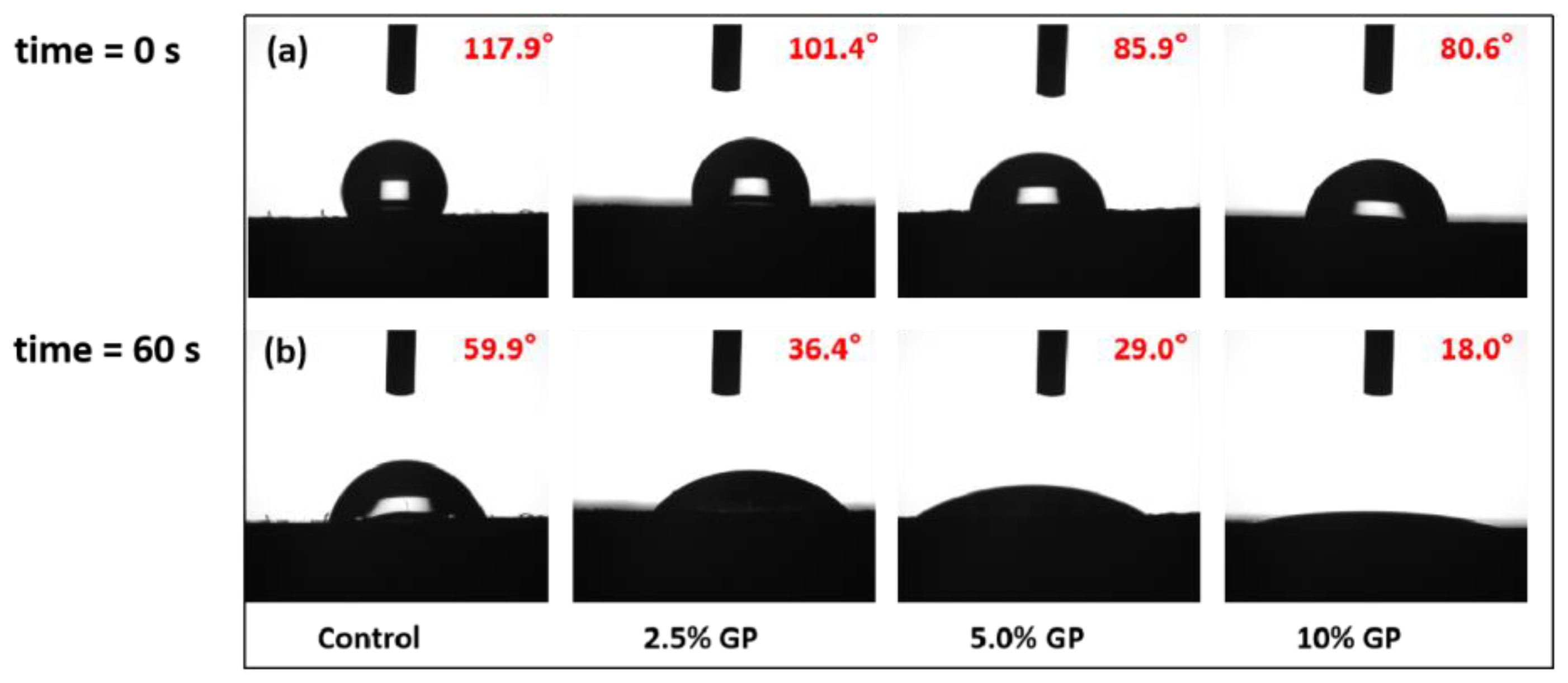
3.6.1. Contact Angle Analysis
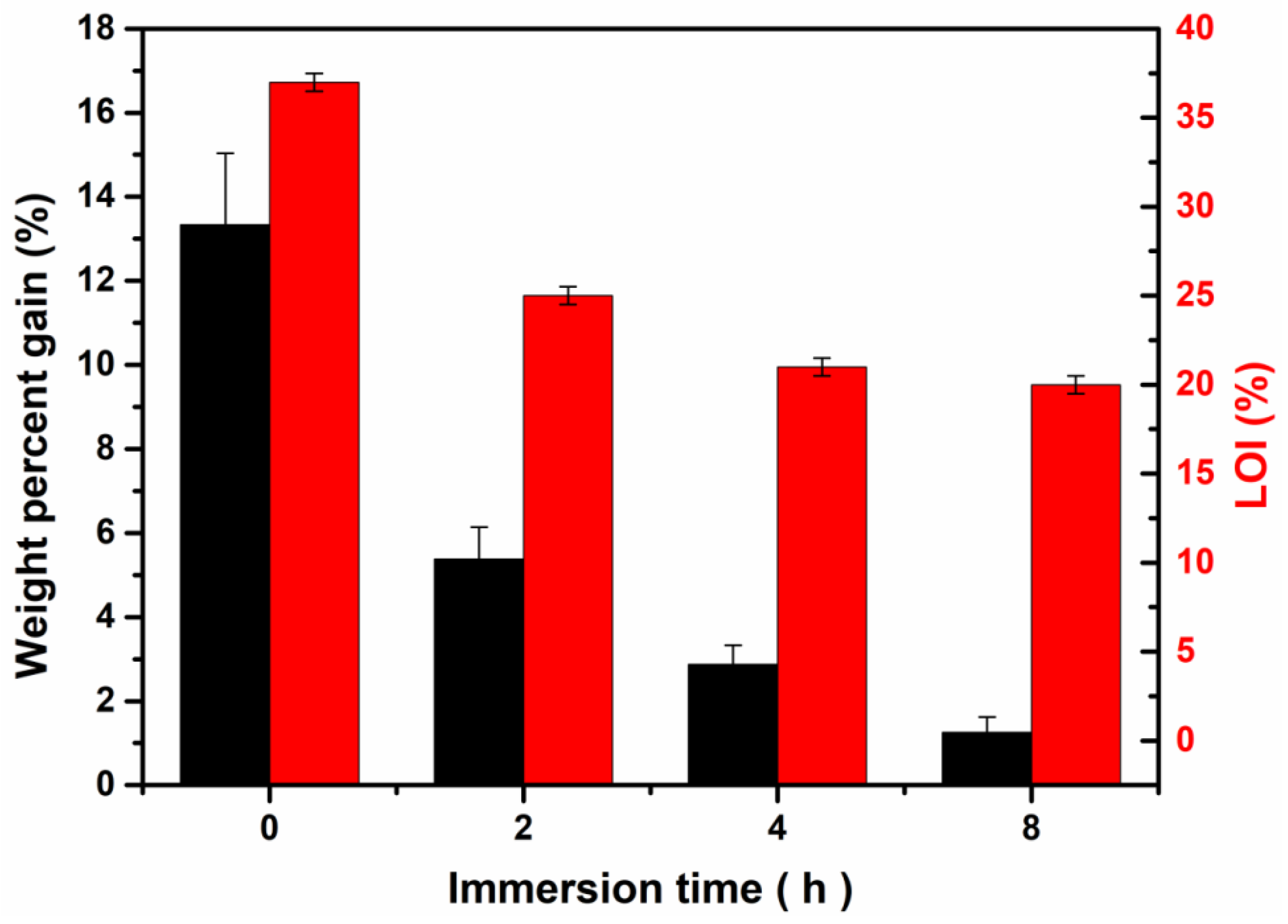
3.6.2. Leachability Analysis of GP-Modified Wood
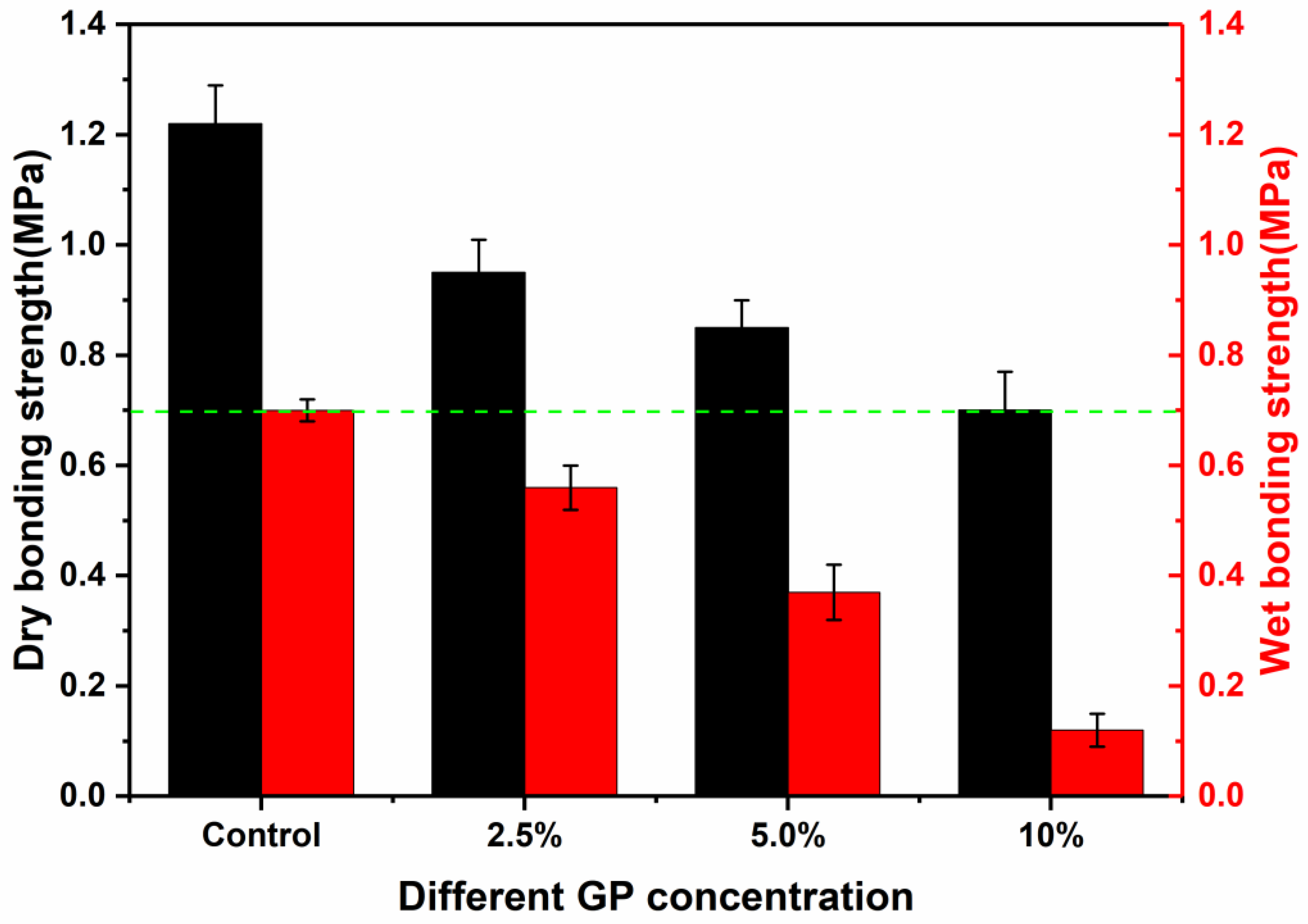
3.7. Bonding Strength of GP-Modified Wood
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, W.; Zammarano, M.; Shields, J.R.; Knowlton, E.D.; Kim, I.; Gales, J.A.; Hoehler, M.S.; Li, J. A novel application of silicone-based flame-retardant adhesive in plywood. Constr. Build. Mater. 2018, 189, 448–459. [Google Scholar] [CrossRef] [PubMed]
- Li, R.; He, C.; Wang, X. Effects of processing parameters on mass loss and coating properties of poplar plywood during CO2 laser modification. Eur. J. Wood Wood Prod. 2022, 80, 899–906. [Google Scholar] [CrossRef]
- Hughes, M. Plywood and other veneer-based products. In Wood Composites; Elsevier: Amsterdam, The Netherlands, 2015; pp. 69–89. [Google Scholar]
- Chou, C.-S.; Lin, S.-H.; Wang, C.-I. Preparation and characterization of the intumescent fire retardant coating with a new flame retardant. Adv. Powder Technol. 2009, 20, 169–176. [Google Scholar] [CrossRef]
- Wang, F.; Gao, Z.; Zheng, M.; Sun, J. Thermal degradation and fire performance of plywood treated with expanded vermiculite. Fire Mater. 2016, 40, 427–433. [Google Scholar] [CrossRef]
- Bo, C.; Yiqun, F.; Yueyue, S.; Fengqiang, W.; Bo, S.; Yongming, S.; Qingwen, W. Flame retardancy of ammonium polyphosphate-chitosan/boron nitride on plywood surface via layer-by-layer self-assembly method. Acta Mater. Compos. Sin. 2021, 38, 1252–1261. [Google Scholar]
- Peng, L.; Jun, L.; Weigen, T.; Liangxiao, L.; Miao, L. Urea-Formaldehyde Resin Combined with Nitrogen-Phosphorous for Manufacturing Fire Retardant Plywood. China Wood Ind. 2016, 30, 39–42. [Google Scholar]
- Wang, M.; Ji, H.; Li, L. Synergistic effect of 3A zeolite on the flame retardant properties of poplar plywood treated with APP. J. Korean Wood Sci. Technol. 2015, 43, 258–264. [Google Scholar] [CrossRef] [Green Version]
- Kartal, S.N.; Ayrilmis, N.; Imamura, Y. Decay and termite resistance of plywood treated with various fire retardants. Build. Environ. 2007, 42, 1207–1211. [Google Scholar] [CrossRef]
- Aydin, I.; Colakoglu, G. Variation in surface roughness, wettability and some plywood properties after preservative treatment with boron compounds. Build. Environ. 2007, 42, 3837–3840. [Google Scholar] [CrossRef]
- Ghani, R.S.M. A review of different barriers and additives to reduce boron movement in boron dual treated wood. Prog. Org. Coat. 2021, 160, 106523. [Google Scholar] [CrossRef]
- Lu, J.; Huang, Y.; Jiang, P.; Chen, Z.; Bourbigot, S.; Fontaine, G.; Chang, L.; Zhang, L.; Pan, F. Universal circulating impregnation method for the fabrication of durable flame-retardant plywood with low hygroscopicity and leaching resistance. Polym. Degrad. Stab. 2022, 195, 109799. [Google Scholar] [CrossRef]
- Yona, A.M.C.; Žigon, J.; Matjaž, P.; Petrič, M. Potentials of silicate-based formulations for wood protection and improvement of mechanical properties: A review. Wood Sci. Technol. 2021, 55, 887–918. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Candan, Z.; White, R. Physical, mechanical, and fire properties of oriented strandboard with fire retardant treated veneers. Holz Roh Werkst. 2007, 65, 449–458. [Google Scholar] [CrossRef]
- Dundar, T.; Ayrilmis, N.; Candan, Z.; Sahin, H.T. Dimensional stability of fire-retardant-treated laminated veneer lumber. For. Prod. J. 2009, 59, 18–23. [Google Scholar] [CrossRef]
- Wang, N.; Liu, Y.; Liu, Y.; Wang, Q. Properties and mechanisms of different guanidine flame retardant wood pulp paper. J. Anal. Appl. Pyrolysis 2017, 128, 224–231. [Google Scholar] [CrossRef]
- Wang, N.; Liu, Y.; Xu, C.; Liu, Y.; Wang, Q. Acid-base synergistic flame retardant wood pulp paper with high thermal stability. Carbohydr. Polym. 2017, 178, 123–130. [Google Scholar] [CrossRef]
- Yang, G.; Zhang, Q.; Li, Y.; Ouyang, Y. Hydrophobic microcapsule modification of nitrogen–phosphorus flame retardant and its application in lignocellulosic materials. J. Therm. Anal. Calorim. 2022, 147, 13217–13229. [Google Scholar] [CrossRef]
- Wan, C.; Zhang, G.; Zhang, F. A novel guanidine ammonium phosphate for preparation of a reactive durable flame retardant for cotton fabric. Cellulose 2020, 27, 3469–3483. [Google Scholar] [CrossRef]
- Gao, M.; Ling, B.; Yang, S.; Zhao, M. Flame retardance of wood treated with guanidine compounds characterized by thermal degradation behavior. J. Anal. Appl. Pyrolysis 2005, 73, 151–156. [Google Scholar] [CrossRef]
- Sun, Y.J.; Yang, Y.L.; Gao, M. Thermal degradation of hemp treated with guanidine dihydrogen phosphate. In Advanced Materials Research; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2014; Volume 983, pp. 175–178. [Google Scholar]
- Yan, Y.; Dong, Y.; Li, C.; Chen, H.; Zhang, S.; Li, J. Optimization of reaction parameters and characterization of glyoxal-treated poplar sapwood. Wood Sci. Technol. 2015, 49, 241–256. [Google Scholar] [CrossRef]
- Akech, S.R.O.; Harrison, O.; Saha, A. Removal of a potentially hazardous chemical, tetrakis (hydroxymethyl) phosphonium chloride from water using biochar as a medium of adsorption. Environ. Technol. Innov. 2018, 12, 196–210. [Google Scholar] [CrossRef]
- Wang, F.; Wang, Q.; Wang, X. Progress in research on fire retardant–treated wood and wood-based composites: A Chinese perspective. For. Prod. J. 2010, 60, 668–678. [Google Scholar] [CrossRef] [Green Version]
- Yan, Y.-W.; Chen, L.; Jian, R.-K.; Kong, S.; Wang, Y.-Z. Intumescence: An effect way to flame retardance and smoke suppression for polystryene. Polym. Degrad. Stab. 2012, 97, 1423–1431. [Google Scholar] [CrossRef]
- Lu, J.; Jiang, P.; Chen, Z.; Li, L.; Huang, Y. Flame retardancy, thermal stability, and hygroscopicity of wood materials modified with melamine and amino trimethylene phosphonic acid. Constr. Build. Mater. 2021, 267, 121042. [Google Scholar] [CrossRef]
- Gu, X.; Ma, X.; Li, L.; Liu, C.; Cheng, K.; Li, Z. Pyrolysis of poplar wood sawdust by TG-FTIR and Py–GC/MS. J. Anal. Appl. Pyrolysis 2013, 102, 16–23. [Google Scholar] [CrossRef]
- Gao, N.; Li, A.; Quan, C.; Du, L.; Duan, Y. TG–FTIR and Py–GC/MS analysis on pyrolysis and combustion of pine sawdust. J. Anal. Appl. Pyrolysis 2013, 100, 26–32. [Google Scholar] [CrossRef]
- Zhang, L.; Ran, Y.; Peng, Y.; Wang, W.; Cao, J. Combustion behavior of furfurylated wood in the presence of montmorillonite and its char characteristics. Wood Sci. Technol. 2022, 56, 623–648. [Google Scholar] [CrossRef]
- Kim, J.-S.; Nam, H.; Kim, H.J.; Lee, J.H.; Park, B.H. Real-time measurement of Ammonia (NH3) in artillery smoke using a passive FT-IR remote sensor. ACS Omega 2019, 4, 16768–16773. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gou, J.; Song, L.; Liu, H.; Shen, D.; Hu, W.; Wang, W.; Ren, X.; Chang, J. Release profile of nitrogen during thermal treatment of waste wood packaging materials. J. Bioresour. Bioprod. 2019, 4, 166–176. [Google Scholar]
- Wu, Z.; Deng, X.; Luo, Z.; Zhang, B.; Xi, X.; Yu, L.; Li, L. Improvements in fire resistance, decay resistance, anti-mold property and bonding performance in plywood treated with manganese chloride, phosphoric acid, boric acid and ammonium chloride. Coatings 2021, 11, 399. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Tonset (°C) | Tmax (°C) | Maximum Mass Loss Rate (°C/%) | Char Yield (%) |
|---|---|---|---|---|
| Control | 251.73 | 328.53 | 2.04 | 0.84 |
| 2.5% GP | 244.18 | 291.66 | 1.72 | 3.99 |
| 5.0% GP | 248.27 | 287.05 | 1.84 | 17.96 |
| 10% GP | 245.08 | 276.10 | 1.83 | 24.67 |
| Samples | pHRR (kW/m2) | HRR (kW/m2) | THR (MJ/m2) | TSP (m2) | Weight Gain (%) | LOI (%) |
|---|---|---|---|---|---|---|
| Control | 381.13 | 94.14 | 55.54 | 0.77 | —— | 19 |
| 2.5% GP | 270.58 | 70.53 | 41.68 | 0.23 | 4.10 | 25 |
| 5.0% GP | 247.22 | 62.63 | 37.08 | 0.08 | 7.68 | 28 |
| 10% GP | 190.41 | 43.94 | 25.79 | 0.11 | 13.33 | 37 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, Y.; Wang, J.; Shen, Z.; Bi, H.; Shentu, B. Flame Resistance and Bonding Performance of Plywood Fabricated by Guanidine Phosphate-Impregnated Veneers. Forests 2023, 14, 741. https://doi.org/10.3390/f14040741
Yan Y, Wang J, Shen Z, Bi H, Shentu B. Flame Resistance and Bonding Performance of Plywood Fabricated by Guanidine Phosphate-Impregnated Veneers. Forests. 2023; 14(4):741. https://doi.org/10.3390/f14040741
Chicago/Turabian StyleYan, Yutao, Jinhui Wang, Zhou Shen, Haiming Bi, and Baoqing Shentu. 2023. "Flame Resistance and Bonding Performance of Plywood Fabricated by Guanidine Phosphate-Impregnated Veneers" Forests 14, no. 4: 741. https://doi.org/10.3390/f14040741